ug后处理自己修改教程
UG后处理自写教程.doc
機械資料檔產生器MDFA檔(載入參數)零件檔(Part)刀具路徑(cls)圓形后處理模組NC檔NC機械完成零件第二項 GPM在UG之應用說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔.第三項GPM在UG外之應用說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF)-CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示:UG Command PromptExeccd XDK nit installed on this system.Environment set for Unigraphics User Function without Exceed XDUGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;%n\;C:\EDS130\UGII\;c:\EDS130\UGII\INCLUDE is ; C:\EDS130\ugopenLIB isCL is -c -nologo-MDC:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.clsGPM位置路徑 MDF檔案名稱 CLS檔案名稱[注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔.ascmdf filename.mdf由進位碼檔轉成文字檔.mdfaclszclf fulname由.cls檔轉成.clf檔(二進位碼檔)gpm -mdf=file.mdf -clf=name.cls執生后處理mdfg制作控制器格式檔即.mdfaxlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式)MCD: Machine Confrol Data機器控制資料.第二節機械資料檔產生器MDFG (Machine Data File Generator)說明:在本節中將介紹機械資料檔產生器MDFG之使用方法,機械資料檔產生器MDFG (Machine Date File Generator)用于建構或編修一SACII格式之文字檔,其副檔名將以MDFA名稱存在,(在UGV10.4版以前,是以Binary格式副檔名MDF 存在)當以MDFA主要編修MDF檔,將其儲存為ASII格式,副檔名為mdfa.其機械資料檔mdfa主要用于在圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔案時,做為其參數設定,換句話說,當執行圓形后處理模組GPM時,會讀取機械資料檔MDFA, 做為其參數設定,在七節中,將以主選單設定,單位設定及主功能設定三項,說明MDFG之使用方法及其參數設定.第一項主選單設定說明:此選項于設定機械資料主生器MDFG之主功能.當在Window NT中使用時,必須先開啟Window NT中開始>程式Unigraphics V13.0>UG Command Prompt指令,或開始>程式>Unigraphics V13.0>命令提示字元(MS-DOS模式)指令,在進入UG Command Prompt 或MS-DOS模式兵種輸入指令及路徑,例如"C:\EDS130\MACH\CDFG",系統將會出現如下圓所示之主選單功能表,其中有編修機械資料檔MDFA/MDF(EDIT AN MDFA/MDF)建構新機械資料檔MDFA(CREATE NEW MDFA)終止(TERMINATE)三個選項,以下將依序說明,下圓為其主選單功能表圓示. MDFGC:\>ed eds130C:\EDS130>CD MACHC:\EDS130\MACH>cdfg.exeMDFG VERS I ON13.01.EDIT AN MDFA/MDF(編修)2.CREATE NEW MDFA(建構新檔)3.IERMINATE(終止)ENTER SELECT I ON:編修機械資料檔MDFA/MDF(EDIT AN MDFA/MDF)此選項用于編修已存在之機械資料檔MDFA或,MDF,當選取主選項功能表中編修機械資料檔MDFA/MDF時,系統會要求輸入已存在機械資料檔MDFA或MDF名稱,以供編修.(其中MDF檔為UGV10.4版以前所主生)下圖為其說明圓示.MDFGMDFG VERS I ON 13.01.EDIT AN MDFA/MDF2.CREATE NEW MDFA3.TERMINATEENTER SELECT I ON1FILE NAME (default extension:1st=mdfa, 2nd=mdf)MDFA/MDF TO EDIT?try建構新機械資料檔MDFA(CREATE NEW MDFA)此選項用于建構新機械資料檔MDFA(CREATE NEW MDFA), 當選取主選項此選項用于建構新機械資料檔MDFA(CREATE NEW MDFA)時,系統會要求輸入新機械資料檔MDFA之名稱,使用時只需輸入其新名稱即可,下圖為其說明圓示.MDFGMDFG VERS I ON 13.01.EDIT AN MDFA/MDF2.CREATE NEW MDFA3.TERMINATE4.ENTER SELECT I ON2.FILE NAME (default extension:mdfa)MDFA TO CREATE?test終止(TERMINATE)此選項用于結束機械資料檔主生器MDFG之設定,當選取主選項功能表中終止(TERMINATE)選項時,系統會結束機械資料檔產生器.第二項單位設定(編修機械資料檔MDFA/建構新機械資料檔MDFA>選取輸入資料種類>單位設定)說明:此選項用于編修已存在之機械資料檔MDFA(MDF)或建構新機械資料檔MDFA 時,其功能參數之設定與應用,當進入主選項功能表后,選取編修已存在之機機資料檔MDFA(MDF)或建構新機械資料檔MDFA,并完成輸入檔名之步驟,系統會出現如下圓所示選取輸入資料種類(SELECT THE INPUT DATA TYPE)功能表,在其中所示選取輸入資料種類(SELECT THE INPUT VALUES ARE ENTERED IN INCH UNITS)兩個選項,當輸入1時,系統將選取所有之資料值被鍵入英制單位選項,其在稍后所產生之資料將完全為英制單位,如輸入2時,系統將選取所有之資料值被鍵入分制單位選項,其在稍后所產生之資料將完全為公制單位,下圓為其選取輸入資種類(SELECT THE INPUT DATA TYPE)功能表及其中文對照表.MDFGSELEGT THE INPUT DATA TYPE1.>ALL DATA VALUES ARE ENTERED IN INGH UNITS2. ALL DATA VALUES ARE ENTERED ON METRI C UNITSENTER SELECT I ON:2項目選取輸入資料種類功能表1 所有之資料值被鍵入英制單位選項2. 所有之資料值被鍵入公制單位選項第三項主功能設定 (編修機械資料檔MDFA/建構新機械資料檔MDFA> 選取輸入資料種類產功能設定表)說明:當系統完成單位設定后,系統會出現如下圓所示主功能設定表,在其表中菜有工作母機類型(MACHINE TOOL TYPE -MILL)確認工作母機座標軸(MACHINE EOOL COORDINATE AXES VALIDITY), 準備機能,補助機能及事件代碼格式(PREPARATORY, AUXILIARY AND EVENT CODE FORMATS),工作母機運動控(MACHINE TOOL MOTION CONTROL),后處理指令 (POSTPROCESSOR COMMANDS),列示及打孔機控制(LISTING AND PUNCH CONTROL),列示附注資料(LISTING COMMENTARRY DATA),初始碼(INITIAL CODES),執行時間選項(RUN TIME IPTIONS)編修字元位址及輸出序列(EDIT WORD ADDRESS CHARACTER OUTPUT SEQUENCE),確認輸出檔OUTPUT FILE VALIDATION)列印MDF摘要(PRINT MDF SUMMARY),檔案重新命名(RENAME FILE),檔案/終止(FILE/TERMINATE)等14個選項,以下將說明,下圓為其主功能設定表及其中文對照表.MDFGENTER SELECT I ON:GENERATE MDFA FILE test .mdfa1.>MACHINE TOOL TYPE -MILL2. MACHINE TOOL COORDINATE AXES VALIDITY3. PREPARATORY AUXILIARY AND EVENT CODE FORMATS4. MACHINE TOLL MOT I ON CONTROL5. POSTPROCESSOR COMMANDS6. LISTING AMD PUNGH CONTROL7. LISTING COMMENTARY DATA8. INITIAL CODES9. RUN TIME OPTIONS10. EDIT WORD ADDRESS CHARACTER OUTPUT SEQUENGE11.OUTPUT FILE VALIDATION12. PRINT MDF SUMMARY13.RENAME FILE14. FILE/TERMINATEENTER SELEGT I ON項目主功能設定表1 工作母機類型2. 確認工作母機座標軸3. 準備機能,輔助機能及事件代碼格式4. 工作母機運動控制5. 后處理指令6. 列示及紙帶打孔控制7. 列示附注資料8. 初始碼9. 執行時間選項10. 編修字元位址及輸出序號11. 確認輸出檔12. 列印MDF摘要13. 檔案重新命名14. 檔案/終工作母機類型(主功能設定表>工作母機類型)MDFG1MACHINE TOOL TYPE1. 2AXIS LATHE OR 4 AXIS NON-MERGING LATHE2. 4AXIS MERGING LATHE3. >MILL, 2 OR MORE AXES4. PUNCH5. EDM, 2 AXIS OR 4 AXIS6. PRODUCT I ON CENTER (LATHE AND MILL)ENTER SELECT I ON:此選項用于設定所編修或建構之機械資料檔MDFA之適用工作母機.當選取主功能設定表中工作母機類型(MACHINE TOOL TYPE-MILL)選項時,系統會現現如下圓所示工作母機種類設定表,其中有兩軸車床或四軸非合并車床(2AXIS LATHE IR 4 AXIS NON-MERGING LATHE),四軸合并車床(4AXIS MERGING LATHE),兩軸或多軸銑床鋪MILL,2 OR MORE AXES)床(PUNCH)兩軸或四軸放電加工機(EDM, 2 AXIS OR 4 AXIS),切消中心機(車床與銑床)(PRODUCTION CENTER(LATHE AND MILL))六個選項,使用時只需輸入項目編號于輸入選擇(ENTER SELECTION)下,按下ENTER即可完成選取,下圓為工作機種類設定表及其中文對照表.項目工作母機型1. 兩軸車床或四軸非合并車床2. 四軸合并車床3. 兩軸或多軸銑床4. 沖床5. 兩軸或由軸放電加工機6. 切消中心機(車床與銑床)確認工作母機座標軸(主功能設定表>確認工作母機座標軸)此選項用于定義輸出座標軸之確實性及字元信址格式.當選取主功能設定表中確認工作母機座標軸(MACHINE TOOL COORDINATE AXES VALIDITY)選項時,系統會出現如下圓所示確認要作母機座標軸設定表,其中有X軸(X COORDINATE),Y軸(Y COORDINATE),Z軸(Z COORDINATE),I軸(I COORDINATE) J軸(J COORDINATE),K軸(K COORDINATE)不使用(NOT USED),V軸(平行主軸)(V COORDINATE (PARALLEL SPINDLE AXIS))。
ug后处理教程
制作自己的后处理1,开始菜单里打开UG/POST Builder附件0.PNG (17.26 KB)2008-1-14 20:541.PNG (130.23 KB)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方以下内容需要回复才能看到自己的自定义设置如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置以下内容需要回复才能看到2.PNG (16.78 KB)2008-1-14 21:10 , 阅读权限: 113.PNG (19.15 KB)2008-1-14 21:10 , 阅读权限: 11自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定以下内容需要回复才能看到在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图以下内容需要回复才能看到在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了以下内容需要回复才能看到加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
UG后处理修改
MOM_output_literal "(ToolName=$mom_tool_name\\ D=[format "%.2f" $mom_tool_diameter]\\ R=[format "%.2f" $mom_tool_corner1_radius]\\ F=[format "%.2f" $mom_tool_flute_length]\\ L=[format "%.2f" $mom_tool_length])"
# after it has been calculated by the system
#
global ptp_file_name
set tmp_file_name "${ptp_file_name}_"
if {[file exists $tmp_file_name]} {
MOM_remove_file $tmp_fiபைடு நூலகம்e_name
puts $ofile "(All cuting time = [format "%.2f" $mom_machine_time] Min.)"
set buf ""
while { [gets $ifile buf] > 0 } {
puts $ofile $buf
}
close $ifile
close $ofile
加工时间:
global mom_machine_time
MOM_output_literal "(Total Machine Time:[format "%.2f" $mom_machine_time min]MIN)"
教你如何制作属于自己的UG后处理

教你如何制作属于自己的UG后处理制作属于自己的UG后处理是一个相对繁琐的过程,需要一定的UG软件的使用经验和编程知识,下面将详细介绍一步步的制作过程。
首先,打开UG软件并载入您的模型。
选择"应用"选项卡中的"后处理"功能,并点击"启动"按钮。
要创建新的自定义操作,点击"新建"按钮。
在弹出的对话框中,输入您的后处理操作的名称,并选择您想要的操作类型,例如显示/隐藏实体、修改实体颜色、修改实体线宽等。
完成上述设置后,UG会自动切换到"操作定义"选项卡。
在这里,您可以选择要应用该操作的实体类型,例如点、线、面等。
您还可以选择要应用操作的实体范围,例如全部实体、选定实体等。
然后,您需要设置操作的具体参数。
UG提供了多种参数设置选项,包括颜色、线型、线宽、透明度等。
根据您的需求,选择适当的参数值,并将其添加到操作列表中。
完成参数设置后,单击"保存"按钮以保存操作。
接下来,您可以使用已创建的操作。
首先,选择要应用操作的实体,并在"操作定义"选项卡中选择您创建的操作。
最后,您可以将保存的操作导出为后处理模板文件,以便在其他模型中使用。
在"操作定义"选项卡中,单击"模板"按钮,并选择导出选项。
根据您的需求,选择要导出的操作,并为模板文件指定名称和保存路径。
通过以上步骤,您就可以制作属于自己的UG后处理。
这样,您可以根据自己的需求和喜好来定制模型的显示效果,提高工作效率和模型的可视化效果。
需要注意的是,制作后处理涉及到UG软件的使用技巧和编程知识,需要一定的实践和经验。
建议初学者可以先参考UG相关教程和文档,多进行实践和探索,逐渐掌握制作后处理的技巧和方法。
ug后处理教程

制作自己的后处理1,开始菜单里打开UG/POST Builder附件0.PNG (17.26 KB)2008-1-14 20:541.PNG (130.23 KB)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEARMOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方以下内容需要回复才能看到自己的自定义设置如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置以下内容需要回复才能看到2.PNG (16.78 KB)2008-1-14 21:10 , 阅读权限: 113.PNG (19.15 KB)2008-1-14 21:10 , 阅读权限: 11自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定以下内容需要回复才能看到在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图以下内容需要回复才能看到在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了以下内容需要回复才能看到加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
UG批量后处理带程式单的修改方法
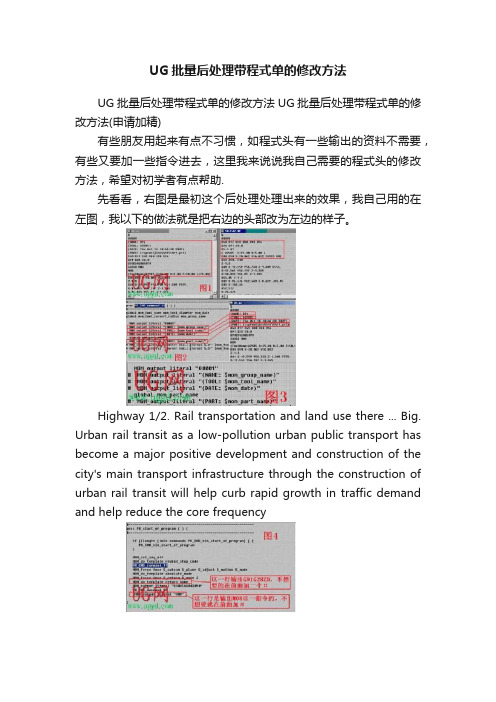
UG批量后处理带程式单的修改方法UG批量后处理带程式单的修改方法UG批量后处理带程式单的修改方法(申请加精)有些朋友用起来有点不习惯,如程式头有一些输出的资料不需要,有些又要加一些指令进去,这里我来说说我自己需要的程式头的修改方法,希望对初学者有点帮助.先看看,右图是最初这个后处理处理出来的效果,我自己用的在左图,我以下的做法就是把右边的头部改为左边的样子。
Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequencyHighway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency里面还有还有很多都可以自己个性化修改,如限制主轴最高和最低转速,设定进给率的上下限等等,自己慢慢摸索吧。
UG后处理制作

1.设置程序头
2. 设置每次换刀 都需要的参数
3.设置冷却液开
4. 设置钻孔攻丝镗孔等Fra bibliotek环参数点击
完整英文如下图
显示加工时间 在程序最 前面 的全部英文
显示加工时间在程序 最后面的全部英文
5.设置公制英制代码
6.设置顺序号增量大小
7. 设置输出程序 的扩展名 (一般 为 NC)
8.设置程序尾
9. 设 置程序显示 刀具名
称,半径,R 角大小
点击
把块拖入想放的位置
10.设置显示加工时间
1. 右图是设置 显示加工时 间在程序最 前面的方法 2. 显示加工时 间在程序最 后的 要拖 到%块的下 面, 也就是最 后面
ug后处理制作教程

UG后处理制作教程简介UG(Unigraphics)是一款强大的计算机辅助设计(CAD)软件,被广泛应用于工程制图、产品设计和制造等领域。
在使用UG进行设计后,还需要对设计结果进行后处理,以生成可供生产和制造使用的输出文件。
本文档将向您介绍UG后处理的基本步骤和常用功能,帮助您进行高效准确的后处理工作。
步骤一:选择后处理器UG提供了多种后处理器,可以根据不同需求选择适合的后处理器。
在UG界面的“后处理”选项中,选择合适的后处理器,如输出NASTRAN文件后处理,切换到相应的后处理界面。
步骤二:设置后处理参数在进行后处理之前,需要根据实际需求设置后处理参数。
常见的后处理参数包括:结果输出路径、结果文件格式、后处理图形显示等。
通过设置这些参数,可以满足不同的后处理需求。
步骤三:后处理图形显示UG提供了丰富的图形显示功能,可以直观地展示设计结果。
在后处理界面中,可以选择要显示的结果类型,如应力、位移、温度等。
同时,还可以根据需要对显示的结果进行颜色映射、边界设置等操作,以便更好地观察和分析设计结果。
步骤四:后处理结果导出在后处理过程中,可以将结果导出为各种格式的文件,以便于与其他软件进行数据交换和共享。
UG支持多种文件格式的导出,包括NASTRAN、STL、IGES、STEP等。
根据实际需要,选择合适的文件格式并导出结果文件。
常用功能介绍1. 结果过滤和转换在后处理过程中,可以通过结果过滤和转换功能,对设计结果进行筛选和转换。
例如,可以通过过滤功能只显示某些关键区域的结果,或者通过转换功能将结果数据转换为其他单位或坐标系。
2. 结果剪裁和裁剪UG提供了结果剪裁和裁剪功能,可以根据需要选择感兴趣的区域进行处理。
通过剪裁和裁剪操作,可以更详细地观察和分析设计结果,提高后处理的效率和准确性。
3. 动画演示和动态模拟除了静态结果的显示和分析,UG还提供了动画演示和动态模拟的功能。
可以通过设置时间步长和动画参数,对设计结果进行动态展示,以便更好地理解和评估设计的运行情况。
UG-后处理技巧说明

-C3一a 也aEI'aEaa&MX 6.C1WS许可CAKAAutodesk百度工具栏暴风影青1K^ HX 5.0fl^i crosoft Silverli ght 昨MX许可HX 4.0l&VGS MX 7.0卜[扇冊工具►ip NX许可王具►桓1按布信息* 1聒加工工具L■11 ■&转换器卜己HX T .0|1;NX 7.0查看盟cls2d£mdFgugpostUG后处理(后面有点UG与VERICUT )要适当的提高自己的英语水平1.0.0:打开后处理工具卡箋后处理构造黠:;:加工知识編辑器1.2.0:进入创建后处理文件页面QcixELoas# A Tin fil«|UG Fo^tBuilder ALUthor Llcenise Us^i^s-Starting UGxPost Duildcr in E:^Progr ft n Files/UGS7/H« 7.0zPOSTBU I L» "I C3 w X* *•p n详可工貝►- a 的s" ♦*% DUXZA 卜1:::加工知识塀杨月I巴f?换器*C; KI 7 .C| &n 7.0 K«W此区域「Inches英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定,Generic通用的Library浏览自带机床User'用户自定义|'此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里B BC I III no- To 4ilJH1 F * 4 記PathV/C Dat««■ A. Taol T»rd r 一眇—DriflT-'ntiu ■- Stu" t Seqti.en.ceCiU Start S«^u«ncfl -NitiOii C umed Cycl e sL®pa • L I . RHTiol Fathfl achineCentrculS eq*VirtuaJ. B/C C AS .trail a?rGust OH C $■■BiC»biAed 1/C C^de Blocks这一选项进行修改你的程序头 性显示的添加进行讲解 此选项为程序头选项 序条就像这样Ada Block程序尾中间换刀程序衔接道具号道具属此选项为增加程序条命令点击它可以拖入程 这里的垃圾桶通样你不想要的此条可以删除|New BlockAdd Black |[kew Block可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击0K既可安全起见最好加入个Z轴回零命令拉入一个词条框| Add Block BlockluesBBce添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放项“TEXT 文本点击Add word 拉入这个区域同样变白放置输入你要的文本GOO G91 G28 Z0点击0K 既可程序头设定完成就是这个效果看下图如果需要加入0号N 号的开关M8 M9的开关设置G43H00等-ha~o_lai T号关后面在这里你可以加入你需要的道具信息 设置下面先讲解N 号的加入lamual Tool Change^^PB^CMD^tool^cbanEe^for...r! _□ KOO加入N 号我们只需要拉两个N 号开关词条就可以面既可下面加入刀具信息 找到这个选项操作员消息|0p er at 0 r Mess下面编辑你的换刀过程点击 作开始步骤Oper&ti on Star t Sequence中文意思就是操lx输入命令MOM_output_literal (刀具名称:$mom_tool_name ) ” MOM_output_literal (刀具直径:$mom_tool_diameter ) ”MOM_output_literal (刀具 R 角半径:$mom_tool_corner_radius ) 想要哪个信息 就输入哪行 如果要两个以上 就飞边拉入词条输入这项编辑完毕[MTool Tath—卅直ehirtG Cantr &1—® Motion单击蓝色的区域机床控制 Machine Control 成此项设定进入一下界面我们只要在G43后加上M8既可完t43 H01Set lodesG02 G03然后点击" 进程动作 设定 我们只需要修改中间的那个G41 匚LT 如 G90 X Y 工 F E 讪 MOJ M0叮t41 t02 X Y Z I J K 7 SGOO G5C rapl rap2 S W03G43 &00 G90 rar3 HOICouted CyclesSpindle KF日日日日九丄丄丄J LA■ A1X. Ccunter-Cleckwise (CCLff)陌—Edi t Flane Codes• Full Circle QuadrajLt J?a/f asMiikimw |0.001 Maxinum ' 99999. 999进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center 修改后OK推出不改出程序带R的带圆的程序就是乱做一团。
UG 后处理技巧说明
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
ug后处理更改技巧

------------------------------
3: 本后处理已输出 G91 G28 Z0.0 Z轴归零 (若你不想输出此格式)
关闭Z轴归零输出:MOM_do_template return_home 更改为 # MOM_do_template return_home
简单的自定义后处理格式
1: 后处理默认输出 G01 G02 G03 两位数输出
若更改为 G1 G2 G3 一位数输出。可更改 dochop.def
FORMAT Digit_2 "&_02_00" 为 FORMAT Digit_2 "&_01_00"
------------------------------------------------------------
2:此后处理开启了螺旋下刀圆弧输出。(若你机床不接受此格式)
关闭螺旋下刀圆弧输出:打开dochop.tcl 文件
PB_CMD_init_helix 更改成 # PB_CMD_init_helix
------------------------------------------------------------
3:
G05 P10000 (程序头输出高速格式)
MOM_do_template start_of_program 取消输出 # MOM_do_template start_of_program
6: 自动换刀格式此程序没有输出。
以上更改可使用搜索字符方式快速查找。
7: 未说明的其它格式参数请不要随意更改。
Unigraphics作为一种优秀CAD/CAM软件已被广泛应用于汽车、航空等领域,基础应用方面的文章也比较多,但对于加工后处理(postprocessing)这方面的文章却不多,本人结合自己的工作和在实际中遇到的几个问题,谈一下对后处理的认识以及应该注意的几个问题,尽量减少在实际应用中因后处理的不当所带来的损失(比如撞刀、过切等)。 我们利用UG加工模块产生刀轨,首要目的是为了加工工件,但我们不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如它可以有垂直或是水平的主轴,可以几轴联动等。此外,每种机床又受其控制器(controller)的控制,控制器接受刀轨文件并指挥刀具的运动或其它的行为(比如冷却液的开关),但控制器也无法接受这种未经格式化过的到轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。后处理最基本的两个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor),如下图示:UG的后处理有两种方法:一种是利用MOM(Manufacturing Output Manager),一种是利用GPM(Graphics Postprocessor Module)。MOM的工作过程如下: 由上图我们知
UG后处理制作教程

第四章 后处理制作(教程部分章节内容展示)第 1 单元后处理制作过程指导一、领取任务1、制作一个华中数控 H21 数控铣床的后处理文件2、制作一个siemens840d 系统加工中心的后处理文件要求:,在程序尾 在程序头加入刀具名称、加工坐标系 G54 单独占一行、加入连续加工指令 G64、加入程序运行预计时间,不要输出行号、功能字之间不要输出空格间隔。
二、准备工作1、华中数控H21 的加工代码文件要求:文件命名:O_ _ _ _.NC 即O+任意 4位阿拉伯位数,后缀为.NC。
如:O1000.NC程序头:%_ _ _ _ 即%+任意 4位阿拉伯位数开头。
如%12342、siemens840d 的加工代码文件要求:文件命名:任意字母+任意数字,后缀为.NC。
如:AA01.NC程序头:% %%_N _程序名称_MPF 如:%_N _AA01_MPF3、后处理加入刀具名称①打开后处理构造器②在程序头 ADD BLOCK 类型选择 Operator message③插入 TOOL:$mom_tool_name④保存。
OK4、后处理加入加工时间①打开后处理构造器②在程序尾 ADD BLOCK 类型选择 CUSTOM COMMAND(在程序头加是不行的)③插入下面语句global mom_machine_timeMOM_output_literal "(CUTTING TIME: [ format "%.2f" $mom_machine_time]H)" ④保存。
OK三、操作步骤启动后处理构造器将后处理构造器设置为中 文版面新建一个后处理文件 (华中系统)中文(简体) ①点击新建后处理构造器 开始‐‐‐‐‐‐‐后处理构造器options Language 中文(简体)②不能取中文名称, 否则不 能后处理加工代码6-32为设置程序头内容⑨加工代码中不要输出行 号,以减小文件内存②输入后处理文件名称③选择毫米单位④选择3轴机床⑤确定⑥点击程序和刀轨⑦点击程序⑧点击程序起始序列⑨在第4行MOM_set_seq_on上单击右键选择删除⑩-14设置华中数控程序头12 华中数控程序头要求%+4 位任意数字开头15-21 设置加工坐标系 G54 位于程序开始第一行 ⑩点击%所在的块11 在弹出窗口%上单击右键选择编辑12输入华中数控程序头%123413确定14确定15选择新块16鼠标按住不放拖动到 %1234 下,当下面出现 白色高亮时释放鼠标17 文本方式可以自己定义 输出内容,是非参数化数据19设置加工坐标系G54 17在弹出窗口选择文本18 点击添加文字按住鼠标不放拖动到空白处的蓝色条上, 当出现白色高亮时释放鼠标20确定19输入加工坐标系G5421确定23-27 设置连续加工代码 G6425设置连续加工代码G6424 点击添加文字按住鼠标不放拖动到空白处的蓝色条上,当出现白色高亮时释放鼠标22 点击 G40 G17所在的块23选择文本下面如果出现这种错误的位置, 请重新拖动到%1234下面28-31 设置加工刀具名称显 示在加工坐标G54的下一行 处,便于观察程序所使用的 刀具是否与机床上的刀具 一致30此代码为显示刀具名称 TOOL:$mom_tool_name25 在弹出窗口输入连续加工代码G6426确定27确定28选择运算程序消息29 点击添加块按住鼠标不放拖动到 G54下,当出现白色高亮时释放鼠标30 在弹出窗口输入代码(不可输错)31确定删除自动换刀命令 32程序头设置结果如图①点击操作起始序列②在G91 G28所在的行单击右键选择删除,并依次将自动换刀后面内容全部删除结果如图,全部删除完设置圆弧输出模式③④最小圆弧半径和最小 圆弧长度设置大一点避免 极小曲线采用圆弧输出可 能会导致出错,极小圆弧可 能会被机床识别为整圆⑤IJK 定义的方式,华中机 床的定义方式为Arc start to center删除刀具长度补偿命令③移除G43命令①点击运动②点击圆周移动③最小半径设置为0.1⑤IJK 定义为 Arc start tocenter④最小圆弧长度设置为0.5⑥确定①点击运动②点击快速移动③在 G43 上单击右键选择删除④移除H01命令修改程序尾①-⑧将M02改成M30M02 编写在主程序的最后一 个程序段中,表示主程序的 结束。
UG后处理添加说明
UG后处理添加说明
1:点击桌面左下角的<开始>,然后在将鼠标移动到<程序>。
2:鼠标移动到<NX6.0>,点击<右边的小3角>,选择<加工工具>,选择<后处理构造器>,双击<后处理构造器>,打开。
3:等待一会,打开后处理构造器。
(出现以下页面)
4:将后处理语言改成中文,点击<options>, 选<language>,选<中文简体>。
然后,出现中文界面。
5:点击《实用程序》,点击《编辑后处理模板文件》,打开后处理添加页面。
6:打开页面后,选择《新建》,找到准备添加的后处理文件,在文件名里面输入你要添加的后处理文件名。
(此文件名必须是后缀名为《.pui》),然后点击打开。
(一般后处理必须在英文目录下面)
7:查看后处理有无添加。
(一般都会显示在最上面一层)
8:确认无误后,点击《确定》,然后出现以下页面,点击《保存》,然后点击《是》
9:关闭《后处理构造器》。
以上,后处理添加的步骤说明。
UG-后处理技巧说明[1]培训讲学
![UG-后处理技巧说明[1]培训讲学](https://img.taocdn.com/s3/m/dc4c3dcbd0d233d4b04e6919.png)
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了然后进入下一页面点击这里这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面修改这里把Vector-Arc Center to Start 该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
UG 后处理技巧说明
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平1.0.0:打开后处理工具卡1.2.0:进入创建后处理文件页面1.2.1 创建一个新的后处理文件这里输入文件名(英文)此区域Inches 英制单位Millimeters 公制设定此区域轴选项3-轴4-轴或5轴这里只讲解3轴通用设定此区域为机床类型设定Generic 通用的Library 浏览自带机床User’s 用户自定义此区域描述你的后处理单只能输入英文选择完自己需要的格式后处理单击OK 进入下一步这一选项可以显示你选择机床类型4轴3轴或你自定义的机床这一区域是你的输出是否记录选项此区域左边为机床行程数据右边为机床原点数据此区域左边为机床精度小数右边为机床快速进给G00速度其他选项默认就可以了这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除下面讲解通用的编程设置下面图片是默认的设置此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶通过此选项里的代码你可以找到你想要的改好后点击OK既可安全起见最好加入个Z轴回零命令拉入一个词条框添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号下面编辑你的换刀过程点击中文意思就是操作开始步骤在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等设置下面先讲解 N号的加入加入N号我们只需要拉两个 N号开关词条就可以选择这一选项拉到上面是N号开然后拉入在下面既可下面加入刀具信息找到这个选项操作员消息拉入 N号关后面输入命令MOM_output_literal “( 刀具名称:$mom_tool_name )”MOM_output_literal “( 刀具直径:$mom_tool_diameter )”MOM_output_literal “( 刀具R角半径:$mom_tool_corner_radius )”想要哪个信息就输入哪行如果要两个以上就飞边拉入词条输入这项编辑完毕单击蓝色的区域机床控制 Machine Control 进入一下界面我们只要在G43后加上M8既可完成此项设定然后点击进程动作设定我们只需要修改中间的那个 G02 G03的进入下一页面该为Vector-Arc Start to Center 修改后OK 推出不改出程序带R的带圆的程序就是乱做一团。
ug后处理更改技巧[修订]
![ug后处理更改技巧[修订]](https://img.taocdn.com/s3/m/82b69c5b2a160b4e767f5acfa1c7aa00b52a9dae.png)
ug后处理更改技巧简单的自定义后处理格式1: 后处理默认输出 G01 G02 G03 两位数输出若更改为 G1 G2 G3 一位数输出。
可更改 dochop.defFORMAT Digit_2 "&_02_00" 为 FORMAT Digit_2 "&_01_00"------------------------------------------------------------2:此后处理开启了螺旋下刀圆弧输出。
(若你机床不接受此格式)关闭螺旋下刀圆弧输出:打开dochop.tcl 文件PB_CMD_init_helix 更改成 # PB_CMD_init_helix------------------------------------------------------------3: 本后处理已输出 G91 G28 Z0.0 Z轴归零(若你不想输出此格式)关闭Z轴归零输出:MOM_do_template return_home 更改为 # MOM_do_template return_home------------------------------------------------------------3:G05 P10000 (程序头输出高速格式)MOM_do_template start_of_program 取消输出 #MOM_do_template start_of_programG05 P0 (程序尾输出高速结束格式)MOM_do_template end_of_program_1 取消输出 #MOM_do_template end_of_program_1更改高速格式输出打开 dochop.def 搜索 G05 P10000 G05 P0 分别更改就行------------------------------------------------------------5: G90 G54取消输出 # MOM_output_literal "G90 G54"------------------------------------------------------------6: 自动换刀格式此程序没有输出。
UG修改后处理文件的路径

1、找到UG的安装目录,进入UGII文件夹, UG5.0以上的版本找到此文件ugii_env_ug.dat 。 UG2.0找到此文件ugii_env.dat 。
点右键,编辑
2、点“编辑“—”查找“,输入一下文本 UGII_CAM_SETUP_ROOT_DIR=
3、在自己想要放置程序的地方建一个文件夹 例如:E:\333\ncpo
1找到ug的安装目录进入ugii文件夹ug50以上的版本找到此文件ugiienvugdat点右键编辑2点编辑查找输入一下文本ugiicamsetuprootdir3在自己想要放置程序的地方建一个文件夹例如
目标:UG后处理程序时,自动填入制定的文件夹,编程员只要点确定按钮, 即可将程序处理到指定的文件夹下面。
4、另起一行,粘贴” UGII_CAM_SETUP_ROOT_DIR=“,注意前面不能有# 等于号后面输入新建的文件夹地址”E:\333\ncpo“,最后面加一个斜杠 如下
UG NX8 后处理
UG NX8.0后处理UG NX8.0后处理构造步骤1、点击开始菜单2、找到Siemens NX8.0文件,然后点击进去3、点击加工4、点击后处理构造器,点击后如图(1)(图1)5、将语言改为简体中文,点击Options(图2)选择“Language”, 勾选“中文(简体)”进入图36、点击文件菜单,选择新建命令。
进入图4(图4)7、填写后处理名称(在此以FNAUC系统4轴加工中心为例),名称为”FNAUC4X”(图5)8、后处理输出单位复选框,选择“毫米“(图6)9、机床复选框,选择“4轴带转盘”(图7)10、控制器复选框,选择“一般”(图8)11、点击确定。
进入图9(图9)12、在输入圆形记录复选框选择“是”(图10)13、在线性轴行程限制复选框里填写对应的x/y/z轴的最大行程。
在此我们分别以X 850、Y600、Z600为例(图11)14、线性运动分辨率复选框里最小值填0.001 。
即1μ,因为机床的精度为1μ,其他均为默认值。
(图12)15、单击第四轴进入图13所示(图13)16、在旋转轴复选框旋转平面选择”yz”平面文字指引线了的”B”改为”A”(图14)17、轴旋转复选框选择“法向“或“反向”(当机床的A 轴是逆时针方向旋转选择“法向“,当A轴是顺时针方向旋转选择“反向”。
其他均为默认值(图15)18、单击菜单栏的“程序和刀轨”如下图:进入如图16所示(图16)19、表示程序段编号若不适用程序段编号,将拖到垃圾桶()里20、表示预处理指令若修改预处理指令,双击进入如图17所示图(17)把不需要的指令拖到垃圾桶()即可删除若要添加指令单击如下图所示的箭头,选取自己需要的指令,单击即可添加选中的指令例如我们添加G40 G49 G80 G90指令然后单击确定即可完成添加21、单击进入如图18所示(图18)这时我们需要添加返回参考点指令,拖动到的右边,出现白色的长方格时即可释放进入图19所示(图19)添加返回参考点指令,以G91 G28 Z0为例点击里的向下箭头,找到G91指令并选取,单击即可添加G91指令点击里的向下箭头,点击“文本”,拖动到G91指令后面,弹出文本条目对话框,在里面输入G28,如下图单击确定,完成G28指令的添加,以同样的方式添加Z0,最后点击确定即可。
ug后处理自己修改教程
ug后处理自己修改教程改环境变量UGII_CAM_POST_DIR 后处理原文件路径位置D:\UGSTUDY\postprocessorUGII_CAM_POST_OUTPUT_DIR NC程序输出位置D:\CNCMOM_suppress always N 程式序号全开全局控制MOM_set_seq_off 程式序号关了(N码)单段控制MOM_set_seq_ on 程式序号开了(N码)单段控制MOM_output_literal "程式中加载信息"MOM_output_literal "O0001" 程式中加O0001MOM_output_literal "(DATE: $mom_date)" 程式中加日期global mom_part_nameMOM_output_literal "(PART: $mom_part_name)" 程式中零件信息#=============================================================proc MOM_start_of_path { } {#===================================== ========================global mom_tool_name 刀具详思信息global mom_tool_diameter mom_tool_corner1_radius mom_tool_flute_length mom_tool_lengthMOM_set_seq_offMOM_output_literal "(ToolName=$mom_tool_name\D=[format "%.2f" $mom_tool_diameter]\R=[format "%.2f" $mom_tool_corner1_radius]\F=[format "%.2f" $mom_tool_flute_length]\L=[format "%.2f" $mom_tool_length])"global mom_tool_nameMOM_output_literal "(TOOL: $mom_tool_name)" 程式中加刀具名global mom_group_nameMOM_output_literal "(NAME: $mom_group_name)" 程式中加程式名global mom_operation_name 程式中单节名MOM_output_literal "(Operation_Name= $mom_operation_name)"#===================================== ========================proc MOM_end_of_program { } {#===================================== ========================global mom_stock_part mom_stock_floor (后处理加佘量 )MOM_output_literal "(Part stock=[format "%.3f" $mom_stock_part] MM \ Floor stock=[format "%.3f" $mom_stock_floor ] MM)"global mom_machine_time 加工时间MOM_output_literal "(Total Machine Time: [ format "%.2f" $mom_machine_time] minutes)"。