第10讲尺寸链计算图表法
尺寸链的分析计算 ppt课件
尺寸链
B3
• 线性尺寸链
B0
B1
B2
• 角度尺寸链
7尺 寸 链 的 分 析 计 算
d
X
D
尺寸链
• 平面尺寸链
• 空间尺寸链
L1 L2
α L0
L1 L2
α L0
8尺 寸 链 的 分 析 计 算
尺寸链中,每一个尺寸简称为环 环分为封闭环和组成环
9尺
寸
尺寸链链的 环分
lin析计k
算
尺寸链中,决定其他环的精度或 者被其他环的精度所影响的环
Ti = 6σi
μi = (ESi + EIi ) /2
L0 = f (L i)
26 尺
寸
尺寸链链的 尺寸概率分布分析
计 算
L0 = f (L i)
T0606 Ci2 i2 Ci2Ti2 0 Cii
ES0 = μ0 + T0 /2 EI0 = μ0 - T0 /2
L ES 0 0 EI 0
CiLi m in
i增环
i减环
L0min
CiLi m in
CiLi max
i增环
i减环
T0 CiTi
22 尺
寸
尺寸链链的 WC计算分析
计 算
L3
L0 = L3 – L1 – L2
C3 =1
C2 =C1 =-1
L0max = L3max – L1min – L2min
L0min = L3min – L1max – L2max
- 假设尺寸是符合统计分布规律
- 计算简单,节约生产成本
- 尺寸环多于4个
- 对生产工艺非常熟悉
蒙特卡洛模拟法 Monte Carlo Simulation
尺寸链示意图
单轴伸电机-定子电气间隙尺寸链核算
计算:
B2 S2 S3 δ5 S5 δ6 δ7 S4 δ8 A3
引线端端部电气间隙 非引线端端部电气间隙 引线端外园电气间隙 非引线端外园电气间隙 引线端内园和转子外圆机械间 δ9 隙 引线端内园和转子铝端环外圆 δ10 电气间隙 非引线端内园和转子铝端环外 δ11 圆电气间隙
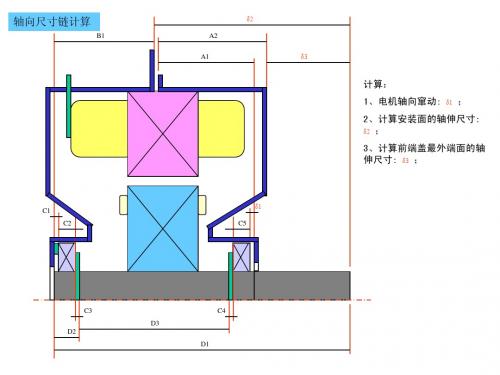
轴向尺寸链计算
B1 A2 A1
δ2
δ3
计算: 1、电机轴向窜动:
δ1
;
2、计算安装面的轴伸尺寸: δ2 ; 3、计算前端盖最外端面的轴 伸尺寸: δ3 ;
C1 C2 C5
δ1
C3 D3 D2 D1
C4
定转子中心对齐尺寸链计算
B1 S2
计算: 定转子中心对齐:
δ4
S1
δ4
C1 C2
C3 D2 R2
R1
δ5 δ6 δ7 δ8
δ9
δ10
δ11 S9 A4B3S6 NhomakorabeaS7
R3
R4
R5
S8
转子和前后端盖的机械间隙尺寸链计算
B1 B5 A6 A3
δ15 R8 C2 δ14 R9
C1
δ13
δ12
R6 B4 A5 R7
C3 D2 R2 R10
尺寸链计算及公差分析ppt课件
最新课件
5
(二)工藝過程的組成
所謂之工作行程指: 加工工具在工件 上一次所完成的工步部分.(如折沿邊料過 程中的一個來回)
如果工藝過程中隻有一道工序,工序 中又隻有一步工步,工步由一個工作行程 組成,那麼它們實際是相當.
i 1
i 1 m
封閉環的公差
m
n
T(A0) = T ( A i) + T ( A i)
i 1
i 1 m
= ES(A0) - EI(A0)
最新课件
19
(四) 尺寸鏈的計算
2. 極值法解封閉環
尺寸鏈的豎式解:(適用于尺寸鏈中組成環數目較多的情形)
組成環 增環
基本尺寸 A1
上偏差
ΔS A1 A1
下偏差 ΔX
最新课件
6
(三)工藝過程文件化
將工藝過程的操作方法等按一定的 格式用文件的形式規定下來,便成了工藝 規程,即所說的SOP.
最新课件
7
二.尺寸鏈分析
(一) 緣何要作尺寸鏈分析
加工工藝過程中, 治工具及工件的實 際定位位置必然會與理想定位位置有一 定的差異,同時加工尺寸亦會存在差異.需 允許一定的誤差存在,如何確定其誤差符 合需求,則需引入尺寸鏈及公差的概念, 並進行分析計算.
2)基準要素:指用來確定被測要素方向或(和)位置
的要素。
最新课件
26
(一) 基本概念 3.按幾何特征分
1)輪廓要素:指零件外形的點、線、面。 2)中心要素:指構成輪廓的對稱中心的點、線、面。
形位公差的項目與符號
類 項 目 符號 類別 項 目 別
尺寸链计算及公差分析(简体)PPT课件

下偏差 ΔX
……
……
……
……
减环
Am -Am+1
ΔS Am -ΔX Am+1
ΔX Am -ΔS Am+1
……
……
……
……
封闭环
-An
-ΔX An
AΣ
ΔS AΣ
精选PPT课件
-ΔS An ΔX AΣ
20
(四) 尺寸链的计算
2. 极值法解封闭环
公差分配一般原则: a. 按等公差值的原则分配封闭环的 公差(计算上方便,工艺上不合理)
1.增环---当其余组成环不变,封闭环因 其增大而增大的环.
2.减环---当其余组成环不变,封闭环因 其增大反而减小的环.
精选PPT课件
14
(三) 尺寸链图的制作步骤
1.确定封闭环---依实际工艺过程,找出间 接保证的尺寸.
2.以封闭环开始,按“最少组成环环数” 的原则,画出实际组成环.
3.按各尺寸首尾相接的原则,顺着一个方 向在各尺寸线终端箭头.凡是箭头方向与 封闭环箭头相同的尺寸就是减环,反之增 环.
2)基准要素:指用来确定被测要素方向或(和)位置
的要素。
精选PPT课件
26
(一) 基本概念 3.按几何特征分
1)轮廓要素:指零件外形的点、线、面。 2)中心要素:指构成轮廓的对称中心的点、线、面。
形位公差的项目与符号
類 項 目 符號 類別 項 目 別
直線度 形 平面度 狀圓 度 公 圓柱度
差 線輪廓度
精选PPT课件
32
(一) 基本概念 形位公差所涉及的主要术语及定义
1.局部实际尺寸(Dai、dai)
在实际要素的任意正截面上,两对应点之 间测得的距离。
尺寸链计算方法PPT课件

T
T2
T2
M N 1 mn
2、 概率解法与极值解法的比较:
极值解法:
TM
T mn
T N 1
N 1
但实际上,由于各组成环通常未必是正态分布曲线,即 Ki>1 ,故实际所求得的扩大倍数比 N 1小些。
四、举例:工艺尺寸的计算
如下图的某一带键糟的齿轮孔,按使用
性能,要求有一定耐磨性,工艺上需淬火后
〔3〕中间计算 封闭环和局部组成环的极限尺 寸,求某一组成环的极限尺寸。
6、解算尺寸链的方法
1. 完全互换法〔极值法〕 完全互换法是尺寸链计算中最根本的方法。
2. 不完全互换法〔概率法〕 采用概率法,不是在全部产品中,而是在绝大多
数产品中,装配时不需挑选或修配,就能满足封闭环 的公差要求,即保证大多数互换。
在装配尺寸链中,封闭环往往代表装配中精度要 求的尺寸;而在零件中往往是精度要求最低的尺寸,通常在 零件图中不予标注。
增环:在尺寸链中,当其余组成环不变的情况下,将某一组
成环增大,封闭环也随之增大,该组成环即称为“增环〞。
减环:在尺寸链中,当其余组成环不变的情况下,将某
一组成环增大,封闭环却随之减小,该组成环即称为
2、调整法
调整法是将尺寸链各组成环按经济公差制造,由于组成环尺寸公 差扩大而使封闭环上产生的累积误差,可通过装配时采用调整补偿环 的尺寸或位置来补偿。 1、固定补偿环 2、可动补偿环
46+00.3
400 +0.05
磨削,那么键槽深度的最终尺寸不能直接获
得,因其设计基准内孔要继续加工,所以插
39.6+00.1
键槽时的深度只能作加工中间的工序尺寸,
A
第10讲尺寸链计算图表法

34.50 1 0.6 26.4 0
±0.1 ±0.3 ±0.23 ±0.83 ±0.1 ±0.08 ±0.18 ±0.07 ±0.55 ±0.02 ±0.1 ±0.31 ±0.02
1 0.3 0.3 0.08
1.83 0.48 0.85 0.1
6.58 6.680 0.2 25.59 25.820 0.46 6.1 6.180 0.16 0.14 27.07 270
规定的语言
工艺基准
结果尺寸
工序尺寸图表法—画联系图规定
【解】 1. 画尺寸联系图
Ⅰ Ⅱ Ⅲ Ⅳ
粗车1
粗车3 粗精2 粗车4 精车1 精车3 靠磨2
A1 A2 A3 A5 A6 Z7 R1 Z6 A4 Z4
1)画零件简图,加工面编号,向下引线 2)按加工顺序和规定符号自上而下标出 工 序 尺 寸 和 余 量 —— 用 带 圆 点 的 箭 线 表示工序尺寸,箭头指向加工面,圆 点表示测量基准;余量按入体原则标 注。 注:靠火花磨削余量视为工序尺寸,也 用用带圆点的箭线表示。 3)在最下方画出间接保证的设计尺寸, 两边均为圆点。 4)工序尺寸为设计尺寸时,用方框框出, 以示区别。
±0.5 ±0.3
A3
Z5 A5
A4
A6
Z4
±0.1 ±0.3 ±0.23
±0.1 ±0.08 ±0.07 ±0.02 ±0.1 ±0.31
b)
结果公差是 要保证的, 也只能从此 入手,A5是 公共环
Z6
R1
Z7
R2
工序尺寸图表法-计算余量公差-确定最小余量-算平均余量
5. 计算余量公差和平均余量
工序公差
Ⅰ Ⅱ Ⅲ Ⅳ
1 Ti 2
余量 公差
尺寸链计算及公差分析介绍PPT课件

同轴度用A3=0±0.01表示
可编辑课件
6
跳度作为环
a) 尺寸公差可以包含跳度,不需要单独作为一个环。 b) 尺寸公差不能包含跳可度编辑,课跳件 度需要单独作为一个环。 7
尺寸链计算目的
• 保证产品的质量 • 提高生产率,降低成本 • 优化设计
• 以最低的成本,生产出满足质量要求的产品。
可编辑课件
39
例9——计算过程
尺寸链图
已知条件
计算方程组
可编辑课件
40
例9——计算结果
计算结果
计算报告
可编辑课件
41
例10——保险推阻铁解脱击锤瞬间
可编辑课件
42
例10——计算过程
尺寸链图
已知条件
计算方程组
可编辑课件
43
例10——计算结果
计算结果
计算报告
可编辑课件
44
联系人:陈亮 电话:18684815583
A5、A6尺寸 • 求A0尺寸
正计算
可编辑课件
27
例5——箱体装配(计算结果)
结论:该箱体设计 存在一定的问题, 某些情况下会产 生干涉
计算结果
可编辑课件
28
例6——模具设计(结构)
问题: • 根据现有的设计能
否保证66±0.15这 个尺寸?
来自山西平阳机械厂
可编辑课件
29
例6——模具设计(尺寸链)
23
例4——油轮部分拼板焊(尺寸链图)
已知条件:
可编辑课件
24
例4——油轮部分拼板焊(计算结果)
计算结果
可编辑课件
25
例5——箱体装配(结构图)
问题: 检查箱体装配后会不会产 生干涉?(能否正常装 配?)
尺寸链的计算方法PPT课件

减环:在其他组成环不变的情况下,当某一组成 环的尺寸增大时,封闭环也随之减小,则该组成
环就称为减环,用 A2、B2 等表示。
2021/3/9
4
怎么确定增环、减环?
在尺寸中简图中,由尺寸链任一环的基面出发
,绕其轮廓线顺时针(或逆时针)方向旋转一
周,回到这个基面。按旋转方向给每一个环标
加工表面
加工表面
2021/3/9
7
加工表面
加工表面
我们现在进行一些假设: (1)当A1、A2均为基本尺寸时,A0的基本尺寸这为:70-30 = 40
(2)当A1尺寸最大时既为A1max = 70.05,当A2尺寸最小时既为 A2min = 29.97,此时A0最大为 :
A0max = A1max — A2min = 70.05— 29.97 = 40.08mm;
上箭头,凡是与封闭环肩头相反的为增环,反
之为减环。如下在左图图:中,我们从B点开始
A1
A2
A3
逆时针旋转,按图示在每个
尺寸下画出箭头,在图中所
A0 A4
有与封闭环A0箭头相反的均 为增环,相同为减环,所以
我们可以判断出:
A5
增环有:A1、A2、A3、A5
A6
2021/3/9
起点B 减环有:A4、A6 返回 5
复习
1、尺寸链的概念是什么? 2、封闭环的概念是什么?怎么确定? 3、增环、减环的概念是什么?怎么确定?
2021/3/9
引入新课
1
尺寸链的概念是什么?
在零件加工或机器装配 中,由相互关联的尺寸 形成的封闭尺寸组,这 样的尺寸组就称为尺寸 链。
2021/3/9
尺寸链计算ppt课件
2.装配前应做好哪些准备工作?
3.什么叫做装配尺寸链、封闭环、增环、减环?
4.装配方法有哪几种?
5.已知各组成环及加工公差如图所示。试问装配后封闭 环AΔ的极限尺寸为多少?
1000+0.10
70-0.05 -0.10
A 30-0.05 -0.08
课后思考题
6.按图所注尺寸公差加工各孔。求加工后孔1与孔2,孔1 与孔3之间能达到的尺寸精度。
课后思考题
9.试述设备磨损的修换原则。 10.试述零件常用的修复方法有哪些。
某旋转件的重力为9.8×1000N,工件的转速未950r/min,平衡精度 等级规定G1,求平衡后允许的偏心距,并且把这允许的偏心距换算 成剩余不平衡力矩。
b.提高产品的生产率; c.降低装配成本。 依据:a.产品的装配图和部件的装配图; b.产品的验收技术条件; c.产品的生产纲领; d.现有的生产条件和标准资料。
装配工艺概述
3.装配单元系统图的绘制方法 a.先画一横线,在横线左端画出代表基准件的长方格, 在横线的右端画出代表产品的长方格; b.按装配顺序从左向右将代表直接装到产品的零件或 组件的长方格从横线引出,零件画在横线上面,组件 画在横线下面; c.用同样的方法可把每一组件及分组件的系统图展开 画出; d.划分装配工序和装配工步; e制定装配工艺卡片。
工艺过程如下:
工序Ⅰ,粗车外圆至φ
工序Ⅱ,精车外圆至φ
工序Ⅲ,划键槽线
工序Ⅳ,铣键槽深度至尺寸A
工序Ⅴ,渗碳处理,深度为t
工序Ⅵ,磨外圆至φ
试求:(1)用深度尺测量槽深尺寸A
(2)渗碳时控制的工艺渗碳层深度t
装配尺寸链与装配方法
装配尺寸链与装配方法
装配尺寸链与装配方法
尺寸链计算(带实例)

尺 寸 链 的 计 算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一环,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部环,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
尺寸链计算方法ppt课件

5
增环:在尺寸链中,当其余组成环不变的情况下,将某一组
成环增大,封闭环也随之增大,该组成环即称为“增环”。
减环:在尺寸链中,当其余组成环不变的情况下,将某
一组成环增大,封闭环却随之减小,该组成环即称为
一个尺寸链中只有一个封闭环。
10
2).查找组成环
组成环是对封闭环有直接影响的那些尺寸。 一个尺寸链的组成环数应尽量少。
查找组成环时,以封闭环尺寸的任一端为 起点,依次找出各个相连并直接影响封闭环的全 部尺寸,其中最后一个尺寸应与封闭环的另一侧 相连接。
11
如图12-4a所示的车床主轴轴线与尾座轴线高度差的允许值A0是装 配技术要求,为封闭环。组成环可从尾座顶尖开始查找,尾座顶尖轴线 到底面的高度A1、底面与床身导轨面相连的底板的厚度A2、床身导轨 面到主轴轴线的距离A3,最后回到封闭环。A1,A2,A3均为组成环。
i 1
i 1
i 1
i 1
即:
N 1
T
T i
i 1
结论: 封闭环公差等于所有组成环公差之和,它比任何
组成环公差都大。
在装配尺寸链中,应尽量减小尺寸链的环数。即“最
1.基本尺寸计算
m
n
A Ai Ai
i 1
i 1
上式说明:尺寸链封闭环的基本尺寸,等于各增环基本 尺寸之和,减去各减环基本尺寸之和。
15
2.极限尺寸的计算
当多环尺寸链计算时,则封闭环的极限尺寸可写成一般 公式为:
m
n
A A A max
i max
i min
尺寸链设计计算表格
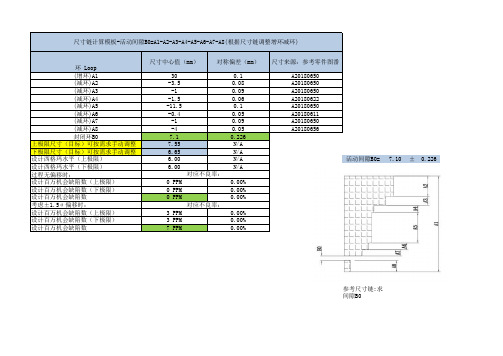
环 Loop 尺寸中心值(mm)
对称偏差(mm)
尺寸来源:参考零件图番
(增环)A1300.1A20180650(减环)A2-3.50.08A20180650(减环)A3-10.09A20180650(减环)A4-1.50.06A20180622(减环)A5-11.50.1A20180650(减环)A6-0.40.05A20180611(减环)A7-10.09A20180650(减环)A8-40.05A20180656
封闭环B0
7.10.226上极限尺寸(目标)可按需求手动调整7.55N/A 下极限尺寸(目标)可按需求手动调整 6.65N/A 设计西格玛水平(上极限) 6.00N/A 活动间隙B0=7.10±0.226
设计西格玛水平(下极限) 6.00
N/A
过程无偏移时:
设计百万机会缺陷数(上极限)0 PPM 0.00%设计百万机会缺陷数(下极限)0 PPM 0.00%设计百万机会缺陷数0 PPM
0.00%考虑±1.5σ偏移时:
设计百万机会缺陷数(上极限) 3 PPM 0.00%设计百万机会缺陷数(下极限) 3 PPM 0.00%设计百万机会缺陷数
7 PPM
0.00%参考尺寸链:求间隙B0
尺寸链计算模板-活动间隙B0=A1-A2-A3-A4-A5-A6-A7-A8(根据尺寸链调整增环减环)
对应不良率:
对应不良率:。
尺寸链计算及公差分析介绍PPT课件
正计算
可编辑课件
27
例5——箱体装配(计算结果)
结论:该箱体设计 存在一定的问题, 某些情况下会产 生干涉
计算结果
可编辑课件
28
例6——模具设计(结构)
问题: • 根据现有的设计能
否保证66±0.15这 个尺寸?
来自山西平阳机械厂
可编辑课件
29
例6——模具设计(尺寸链)
尺寸链计算及 公差分析软件介绍
重庆诚智鹏科技 2010年
可编辑课件
1
目录
• 尺寸链介绍 • 尺寸链计算目的 • 尺寸链计算步骤 • 传统计算方法 • 工具介绍 • 使用价值 • 功能特点 • 版本划分 • 典型客户 • 应用分析 • 演示 • 交流
可编辑课件
2
尺寸链介绍
定义:一组互相联系且按一定顺序排列的封闭尺寸组 合。其中各个尺寸的误差相互累积,形成误差相互 制约的尺寸链关系。
• 《尺寸链计算及公差分析》是针对制造行业产品设计、工艺设计过程 中尺寸链的计算和公差分析而开发。该软件包含了:线型尺寸链、角 度尺寸链、平面尺寸链、空间尺寸链的计算、公差分析以及公差带、 配合的查询。计算类型包括:正计算、中间计算、反计算。计算方法 包括:极值法、概率法。适合工艺尺寸链、装配尺寸链、设计尺寸链 的计算。
• 加工顺序先镗孔1,然后以孔1 为基准分别按坐标尺寸X1、 Y1、X2、Y2去镗孔2和3。求 各坐标尺寸及公差。
问题分析: • A1是由X1、Y1间接保证的,A
2是由X2、Y2间接保证的。A0 是在加工好孔2、3后自然得 到的, 它由 X1、Y1、X2、 Y2间接保证。
33
例7——传统计算
1、根据尺寸链图1,求得X2和β。 2、根据尺寸链图2,求得γ。 3、根据尺寸链图3,求得α、X1、X2。 4、根据
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序尺寸图表法-修正工序尺寸公差
4. 校核结果尺寸公差,修正初拟工序尺寸公差
校核结果尺寸链,若超差,减小组成环公差(首先压缩公共环公差)
工序公差
Ⅰ Ⅱ Ⅲ Ⅳ
1 Ti 2
余量 公差
1 TZ i 2
最小 余量
平均 余量
A5
R1 Z7
A1 A2
初拟
修正后
Zi min
Zi M
a) A5 A4 R2
工平 序均 公尺 差寸 合与 成
Z5
A5
Z6
6 31.69
两个例子用的是同一个思路
• 书上的例子讲的更细些,有书 可仔细研究,故也重点讲一下, 前面的补充例子,引起内容数 据关系
(四)孔系坐标尺寸(平面尺寸链)的换算 孔系有两种形式:一种是两孔之间用 一个孔距尺寸联系起来的开式孔系;另一 种是由三个或三个以上的孔距尺寸形成的 闭式孔系。
• 作业:3-21 24
工序公差
Ⅰ Ⅱ Ⅲ Ⅳ
1 Ti 2
余量 公差
1 TZ i 2
最小 余量
平均 余量 Zi M
平均 尺寸 Ai M
单向偏差 形式标注 Ai
A1 A2 A3 Z4
初拟 ±0.5 ±0.3 ±0.1 ±0.3 ±0.1 ±0.07 ±0.02
修正后
Zi min
A4
A6
Z5
A5 Z6
R1
Z7
R2
±0.1 ±0.31
开式孔系的换算比较简单,一般可将 平面尺寸链中各环投影到斜边上后,再按 直线尺寸链计算。
例3-4:图3-42所示为车床主轴箱箱体三个孔中心分 别为O、A和B。图中给出几个。镗孔的顺序是先镗主 轴孔O,再以O孔为坐标原点,移动坐标尺寸x1和y1镗 出A孔,又从A孔出发移动坐标尺寸x2和y2镗出B孔。 这时,孔O和孔B之间的距离应自动地符合图样要求。 求坐标尺寸x1、y1和x2、y2及其偏差。
规定的语言
工艺基准
结果尺寸
工序尺寸图表法—画联系图规定
【解】 1. 画尺寸联系图
Ⅰ Ⅱ Ⅲ Ⅳ
粗车1
粗车3 粗精2 粗车4 精车1 精车3 靠磨2
A1 A2 A3 A5 A6 Z7 R1 Z6 A4 Z4
1)画零件简图,加工面编号,向下引线 2)按加工顺序和规定符号自上而下标出 工 序 尺 寸 和 余 量 —— 用 带 圆 点 的 箭 线 表示工序尺寸,箭头指向加工面,圆 点表示测量基准;余量按入体原则标 注。 注:靠火花磨削余量视为工序尺寸,也 用用带圆点的箭线表示。 3)在最下方画出间接保证的设计尺寸, 两边均为圆点。 4)工序尺寸为设计尺寸时,用方框框出, 以示区别。
工序尺寸图表法-加工过程描述
当零件在同一尺寸方向上加工尺寸较多,且工序(测量)基准需多次转 换时,尺寸链建立和计算比较困难,采用图表法可较好解决这个问题
【例4-8】 图 4-8 所示零件有 关轴向
尺寸加工过程如下: 1)以Ⅳ面定位,粗车 Ⅰ面,保证Ⅰ、 Ⅳ面距离尺寸A1,粗车 Ⅲ 面,保证Ⅰ 、Ⅲ面距离尺寸A2(以Ⅰ 面为测量基准); 31.69±0.31
34.50 1 0.6 26.4 0
±0.1 ±0.3 ±0.23 ±0.83 ±0.1 ±0.08 ±0.18 ±0.07 ±0.55 ±0.02 ±0.1 ±0.31 ±0.02
1 0.3 0.3 0.08
1.83 0.48 0.85 0.1
6.58 6.680 0.2 25.59 25.820 0.46 6.1 6.180 0.16 0.14 27.07 270
±0.5 ±0.3
A3
Z5 A5
A4
A6
Z4
±0.1 ±0.3 ±0.23
±0.1 ±0.08 ±0.07 ±0.02 ±0.1 ±0.31
b)
结果公差是 要保证的, 也只能从此 入手,A5是 公共环
Z6
R1
Z7
R2
工序尺寸图表法-计算余量公差-确定最小余量-算平均余量
5. 计算余量公差和平均余量
平均 平均 余量 尺寸
Ⅰ Ⅱ Ⅲ Ⅳ
A5 R1 a) A5 A4 Z7
A2
A3 A5 A6
Zi M
Ai M
34 26.7
A1
c)
A3 Z5 A1 A3 A4 e) A5 d)
Z6
A2
A3 Z5 A5 A4 A6 Z7 R2 Z4
6.58 1.83 25.59 0.48 6.1 0.85 27.07 0.1
OB
解:(1)坐标尺寸的确定
1)计算α 2)计算β 3)计算γ 4)计算坐标尺寸 5)验算 (2)坐标尺寸公差的确定 1)查找尺寸链图,并确定封闭环。 2)分解平面尺寸链。 3)计算平面尺寸链,确定各坐标尺寸
尺寸链小结
• 尺寸链在加工过程中一定涉及,均为不重合所致, 有的为定位有的为测量,不重合的直接后果是精 度的无谓提升,有的甚至提升至不可及的程度, 就一定另想办法。 • 计算尺寸链的关键是构造链且区分封闭环,链来 源于加工过程,要千万小心细致。 • 余量的处理要重视,理解概念很重要。 • 封闭环的公差分配是个难题,要有调整的心态。 • 平面链并不可怕,理解关系最重要,主要用于坐 标加工时。 • 图表法,只是一种求解众多尺寸方法而已,没多 少新意。
A5 R1 Z7 a) A3 A6 c) Z6 A5 Z5 d) A3 A5 A4 R2 b) A1 A4 e) Z4
Z5
A5
Z6
A3 A5 A2
R1
R2
图5-36 尺寸链追踪
图5-37 工艺尺寸链
工序尺寸图表法---拟定工序尺寸公差
3. 初拟工序尺寸公差
中间工序尺寸公差按经济加工精度或生产实际情况给出-比较简单
6±0.1 Ⅰ
Ⅱ Ⅳ Ⅲ 27.07±0.07
2)以Ⅰ面定位,精车Ⅱ面,保证Ⅰ、 Ⅱ面距离尺寸A3,粗车 Ⅳ 面,保证Ⅱ 、Ⅳ面距离尺寸A4;
3)以Ⅱ面定位,精车 Ⅰ面,保证Ⅰ、 Ⅱ 面距离尺寸 A5 ,同时保证设计尺寸 图4-8 图表法示例零件 31.69±0.31;精车 Ⅲ 面,保证设计尺 寸A6=27.07±0.07; 4)靠火花磨削Ⅱ面,控制余量Z7=0.1±0.02 ,同时保证设计尺寸6±0.1 试确定各工序尺寸及公差。
Z5
R2 图5-35 尺寸联系图
工序尺寸图表法-找链方法
2. 用追踪法查找工艺尺寸链
结果尺寸(间接保证的设计尺寸)和余量是尺 寸链的封闭环
Ⅰ Ⅱ Ⅲ Ⅳ
A1
A2
A3 A4 A6 Z7 Z4
沿封闭环两端同步向上追踪,遇箭头拐弯,逆 箭头方向横向追踪,遇圆点向上折,继续向上追 踪…直至两追踪线交于一点,追踪路径所经工序 尺寸为尺寸链的组成环
根据余量尺寸链计算(余量是封闭环,是组成环公差之和)
工序公差
Ⅰ Ⅱ Ⅲ Ⅳ
1 Ti 2
余量 公差
1 TZ i 2
最小 余量
平均 余量 Zi M
A2 A3 A5 A6 c)
A1 A2 A3 A4 A6 Z7 R2 Z4
初拟
修正后
Zi min
Z6
±0.5 ±0.3
±0.1 ±0.3 ±0.23 ±0.83 ±0.1 ±0.08 ±0.18 ±0.55 ±0.07 ±0.02 ±0.1 ±0.31 ±0.02
R2
b)
Z6
R1
6 31.69
Z4
工序尺寸图表法—规范标注
工序公差
1 Ti 2
余量 公差
最小 余量
平均 余量 Zi M
平均 尺寸 Ai M 34 26.7
单向偏差 形式标注 Ai
Ⅰ
Ⅱ
Ⅲ
Ⅳ
A1 A2 A3 A4 A6 Z7 R1 R2 Z4
初拟 修正后 ±0.5 ±0.3
1 TZ i Zi min 2
A3 Z5
1
最 0.3 小 余 0.3 量 手 0.08 册 经 验 确 定
A5
Z5
A5
1.83 0.48 0.85 0.1
d ) zi =Zimin +1/2T A1 A3 A4 e) Z4
Z6
R1
工序尺寸图表法-计算其它工序平均尺寸
6. 计算中间工序寸链,解出此未知数。 继续下去,解出全部未知工序尺寸(余量基本尺寸用平均余量代)
第十次
• 再例子说明尺寸链的解法 • 尺寸链跟踪图表法解工序尺寸
工序尺寸图解法
对工序转换多的加工过程若用原方 法计算,难度大,于是图解法应运 而生,把所有尺寸及相互关系亮在 一起,统一考虑,逐层调整,综合 考虑。
图解跟踪法一般分三步:
绘尺寸跟踪图表; 找出并建立全部尺寸链; 计算尺寸链
工序尺寸公差确定(经济精度、再验是否符合封 闭环的规则,要调整); 余量(公差)的确定; 最小余量的确定; 平均余量的确定; 计算各工序的平均尺寸。