电脑横机选针器选针原理和影响选针器稳定性的几个因素
电脑横机电磁选针器、控制方法以及使用方法与设计方案
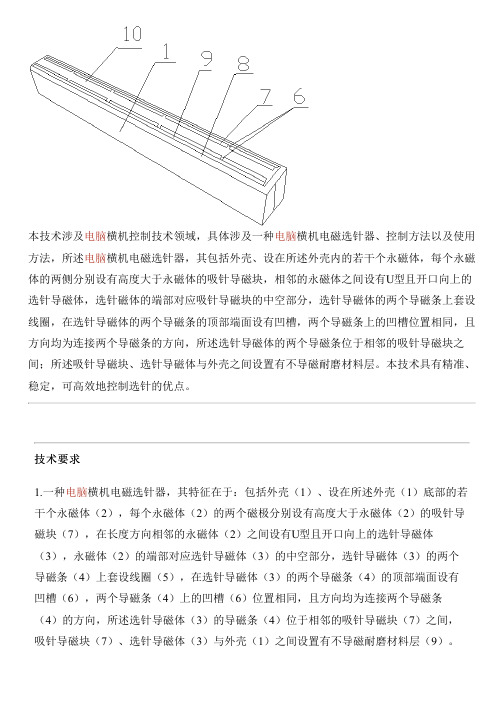
本技术涉及电脑横机控制技术领域,具体涉及一种电脑横机电磁选针器、控制方法以及使用方法,所述电脑横机电磁选针器,其包括外壳、设在所述外壳内的若干个永磁体,每个永磁体的两侧分别设有高度大于永磁体的吸针导磁块,相邻的永磁体之间设有U型且开口向上的选针导磁体,选针磁体的端部对应吸针导磁块的中空部分,选针导磁体的两个导磁条上套设线圈,在选针导磁体的两个导磁条的顶部端面设有凹槽,两个导磁条上的凹槽位置相同,且方向均为连接两个导磁条的方向,所述选针导磁体的两个导磁条位于相邻的吸针导磁块之间;所述吸针导磁块、选针导磁体与外壳之间设置有不导磁耐磨材料层。
本技术具有精准、稳定,可高效地控制选针的优点。
技术要求1.一种电脑横机电磁选针器,其特征在于:包括外壳(1)、设在所述外壳(1)底部的若干个永磁体(2),每个永磁体(2)的两个磁极分别设有高度大于永磁体(2)的吸针导磁块(7),在长度方向相邻的永磁体(2)之间设有U型且开口向上的选针导磁体(3),永磁体(2)的端部对应选针导磁体(3)的中空部分,选针导磁体(3)的两个导磁条(4)上套设线圈(5),在选针导磁体(3)的两个导磁条(4)的顶部端面设有凹槽(6),两个导磁条(4)上的凹槽(6)位置相同,且方向均为连接两个导磁条(4)的方向,所述选针导磁体(3)的导磁条(4)位于相邻的吸针导磁块(7)之间,吸针导磁块(7)、选针导磁体(3)与外壳(1)之间设置有不导磁耐磨材料层(9)。
2.根据权利要求1所述的电脑横机电磁选针器,其特征在于:吸针导磁块(7)、选针导磁体(3)的顶端与耐磨材料层的顶端位于同一水平面,并高于外壳(1)的顶端。
3.根据权利要求1所述的电脑横机电磁选针器,其特征在于:所述凹槽(6)的数量为1条或多条。
4.根据权利要求1所述的电脑横机电磁选针器,其特征在于:所述凹槽(6)的长度与吸针导磁块(7)由永磁体(2)方向到不导磁耐磨材料层(9)方向的尺寸相同。
小提花横机常见选针出故障的原因及处理方法
针 , 必然导致选针错误 。 这 14 提 花 弯 钉 导 向 板 与 螺 旋 线 凸轮 轴 的 安 装 不 正 确 .
提花 弯钉 导向板的安装 位置 正确 与否 , 将决 定 提花 弯钉 的 位置正确 与否。提 花弯钉在选针过程 中起 着识 读纹板 上花型信
摘
法。
要 : 绍了选针 片式小提 花横机常见选针故 障的各种原 因, 介 并对 不 同原 因导致的选针 故障提 出了针对性 解决方
关键词 : 小提 花 横 机 ; 针 故 障 ; 理 方 法 选 处
中图分 类号 : 1 3 TS 8
文献标识码 : B
文章编号 :6 3 0 5 (0 6 O 一O 6 一O 1 7 - 3 6 2 0 )2 O 5 2
维普资讯
20 年第 2 06 期
纺 织科 技迁 展
・6 ・ 5
小 提 花 横 机 常见 选 针 出故 障 的原 因及 处 理 方 法
苗俊 喜 刘艳 君 。 ,
(. 1黑龙江建筑职业技术学 院 纺织工程系 , 黑龙江 哈尔滨 10 0 ;. 5 0 8 2 西安工程科技学院 , 陕西 西安 7 0 4 ) 10 8
一
同步钢带拆卸完后 , 要求 重新安装 同步钢带 即可 , 按 安装 方
法 如下 :
() 1 从针床 的前 面穿入 同步钢带 , 时要 注意 , 连接销 的 穿 有
端 在 左 边 , 子 向里 。 ( ) 左 端 把 连 接 销 放 进 带 轮 的 凹 面 部 销 2在 分 7 并 转 动 带 轮 将 钢 带 带 入 。 ( ) 左 端 将 同 步 钢 带 的 连 接 孑 , 3在 L 1 准 离 合 轮 组 件 6的 凹 面 部 分 , 转 动 离 合 轮 将 钢 带 带 入 。 O对 并 在这 一 步 组 装 时 一 定 要 切 记 , 同步 钢 带 的 连 接 销 处 必 须 对 齐 离 合 轮 和 带 轮 的 凹部 。 ( ) 手 握 住 同 步 钢 带 的两 端 , 力 向 弹簧 ;4 从上部 拧下防松螺 钉 , () 卸
电脑横机故障排除及处理方法

电脑横机故障排除及处理方法(总4页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除八故障排除及处理方法1.故障:芯片发送数据超时。
排除方法:1.检查机头CAN总线,1、3脚是否断路,插头是否松动。
2.测量内+5V电源是否正常。
3.更换机头CPU板。
4.更换主控板。
2.故障:无法开机。
1.检查变压器保险丝是否熔断;(如果熔断,请先检查负载是否短路,排除后才能重新上电)2.检查110V是否有输出;3.检查左右撞击保护开关是否正常;4.检查交流接触器是否工作正常;3. 故障:(1….8)马达故障:1.测试单个马达是否动作。
2.测试相关传感器是否正常。
3.更换机头CPU板。
4.更换电机板。
4. 故障:110V罗拉无法工作:1.检查变压器110V绕组相关接线。
2.检查主控板110V保险丝;3.更换接口板;5. 故障:主电机或摇床电机没有准备信号:1.检查伺服器,观察是否有故障代码。
2.检查伺服器的动力电源和控制电源是否正常。
3.检查伺服伺服控制接线是否松动和短路。
4.更换接口板。
5.更换伺服器。
6.故障:数据处理错误:1.检查花型,删除或者重新输入。
2.系统参数初始化,重新校对机器相关工作参数。
3.检查花型是否有问题。
4.更换主控板。
5.格式化U盘,重新输入花型。
7. 故障:罗拉打开错误:1.检查罗拉是否反转。
2.检查罗拉开合传感器是否工作正常。
3.使用检测工具测量工作电压是否正常。
4.人工短路输出端(2、3脚短路),观察系统十分正常反应。
国产电脑横机编织过程及常见故障分析
国产电脑横机编织过程及常见故障分析李日东杨柳(西安工程大学纺织与材料学院, 陕西西安710048)摘要:分析国产电脑横机在生产过程中常见故障产生的原因。
通过对国产电脑横机生产中出现问题的观察、分析,总结了常见故障的现象,寻求故障产生的症结所在。
国产电脑横机故障的产生是多因素的,有些可以人为避免,而有些故障是设备本身不够完善而产生。
国产电脑横机技术有待于进一步提升,元部件质量须加强。
关键字:国产电脑横机编织过程故障中图分类号:TS 183.2+2 文献标识码:BAnalysis of the Knitting Principle and Common Breakdown of Domestic Computerized Flat Knitting MachineLi Ridong, YANG Liu( Faculty of Textile&Material, Xi’an Polytechnic University, Xi’an 710048,China )Abstract: This paper is an analysis of common breakdown and its causes about the domestic computerized flat knitting machine. Observed and analyzed the breakdown of domestic computerized flat knitting machine when it is working, summarized the common breakdown phenomenon, and seeks for the crux. The reason of the breakdown is multi-factors, some can be avoided, but some breakdowns are caused by the insufficient of equipment. The technology of domestic computerized flat knitting machine should be promoted, and the quality of components must be strengthened.Key words: domestic computerized flat knitting machine; knitting principle; breakdown前言:随着电子信息技术的飞速发展,电脑横机的更新换代也越来越快,使得我们光靠进口很难赶得上国际技术发展的前沿,所以迫切需要研发有自主知识产权的电脑横机[1]。
选针器选针原理和影响选针器稳定性的几个因素
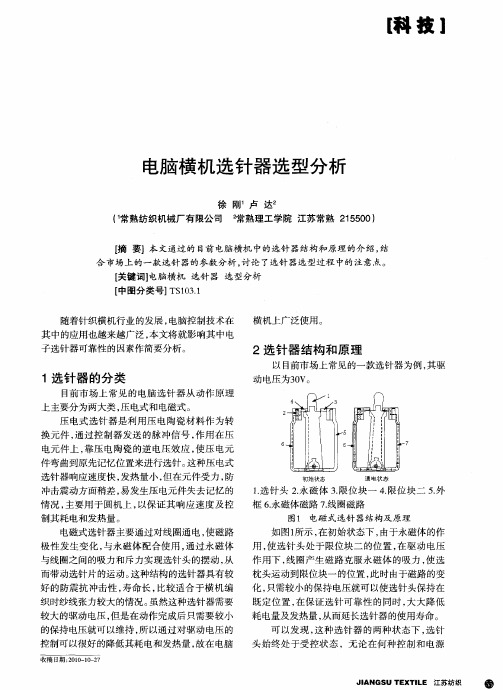
选针器选针原理和影响选针器稳定性的几个因素探讨:关于选针器的问题.研究一下,这里也解释了六段和八段的问题: 目前,针织横机已普遍采用了计算机控制技术和利用电子选针技术来控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统的自行研制改造中,因选针器选用不当经常会出现花型错乱变形,甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.1 选针器的作用大多数电脑横机选针控制系统的结构都是电磁选针这里,电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器,是电脑横机控制系统用来实施选针控制的执行元件.因此,其性能好坏将直接影响选针准确性和可靠性.2 选针器的类别目前常用的选针器,从动作原理上分,有电磁式和压电式两种. 压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件弯曲到预先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针.两种选针方式相比较,压电式选针器具有响应速度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多路,同时选针器耗电和发热量也不会太大. 而在横机上选用电磁式选针器较为有利. 主要原因有:①横机机针较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.②横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器.3 选针器结构电磁式选针器原理:选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性, 该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.一般选针器构造:1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴电磁式选针器的选针原理:不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升.由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现编织错误和碰针现象. 我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器. 该选针器是一种较新的具有双稳态结构的选针器.4 选针器的级数选针器选针,可分为单级选针和多级选针. 单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机. 但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍. 多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一片选针头而言,它都要间隔多针才对选针片作用一次,这样就增加了选针时间,使选针更加可靠. 但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂. 目前电脑横机上采用的选针器大多为多级选针器, 因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高机号(针数/ 25. 4 mm);若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算:设: G ——机头运动最高速度t0 —选用的选针器选针周期则:针距为T = 25. 4/G机头以最高速移过每一针所需的时间t = T/ Vmax所要求的选针频率f′= 1 000/ t考虑保险系数f =1. 5 f′而选针器选针频率f 0=1 000/t0故选针级数n0= f/ f 0一般电脑横机中常用六档或八档选针器.5 选针器的驱动方式电磁式选针器的驱动方式有两种:一种是脉冲宽度调制法控制开关电压; 一种是用斩波限流的电流控制法. 从选针可靠的角度出发, 应采用第二种方法, 以便控制方式较稳定,免受温度的影响. 这是因为电磁铁在电磁感应中,除了磁能增加, 做机械功外, 还有一部分能量用于产生热量,该热量会使电磁铁温度升高,而温度又影响电阻大小,从而影响电流大小,最终影响电磁力,即影响选针的可靠性. 我们采用的雅迪公司选针器的驱动方式如图3 所示; 图3 (a) 为通入电磁铁的电流波形图,图3 ( b) 为选针器的选针头运动图.其中:t1 、t2 为通入的大、小电流的时间, Ⅰ为选针头响应时间, Ⅱ为选针片摆动时间(包括回跳和抖动时间), Ⅲ为选针头的可靠作用时间, 作用于选针片应在此时间内. 由此可见, 当脉冲信号发出后, 选针头要滞后若干时间才开始摆动, 摆动到位后还会产生短时间的回跳与抖动,稳定下来,后才能开始与选针片作用.选针器的驱动方式(斩波限流的电流控制法)6 .结束语选针器是用来实施选针控制的关键元件, 它的结构、性能等都将直接影响选针控制的准确性和可靠性. 因此,在选用选针器时, 应考虑其本身特点, 注意以下几点:(1) 选用适合电脑横机使用的选针器种类;(2) 根据需要选取选针器参数,如级数;(3) 采用合理的控制方式,减少控制过程中的不稳定因素;(4) 选择结构时,宜采用选针头始终处于受控制的双稳态结构,以保证性能稳定.参考文献: 郑州纺织工学院报.张一平教授的文章二月在此深深的铭谢!。
电脑横机常见问题处理方法

三十八:翻针时漏针。 1:检查罗拉拉力是否太大,检查摇床零位,选针器是否正常工作,摇床速
度过快。 三十九:卷布不良。
1:检查衣物是否落下,检查衣物是否被卷布轮卷起。 四 十:浮纱。
1:检查是否落布,调整罗拉拉力参数。 四十一:纱嘴切换器不归位。
十四:数据处理错。 一. 检查花型是否有问题。 二. 格式化U盘重新输入花型。
十六:罗拉交流电源无输入。 检查接触器是否吸和。 用万用表测AC110V电压是否正常。 更换接口板。
十七:主控板12V保险丝失效(F2)。 1:用万用表测+12V电压是否正常。 2:检查接口电路是否有短路。 3:更换保险丝。 4:更换主控板。
1:检查电磁铁滑动是否正常。
四十二:不出针。 1:检查针板槽是否太紧,检查选针器选针片是否有偏差需补正,针是否变
形坏掉。 四十三:黑屏。
1:检查显示器连接是否正常,显示器是否坏。 四十四:间歇式输纱器不输纱。
1:检查输纱器开关是否打开,输纱器是否坏。 四十五:保险丝烧坏。
1:更换保险丝。 四十六:主马达摇床没有准备信号。
六:机头板2-24V保险丝失效(F6)。 1:机头电磁铁短路或者选针板短路。
七:步进板24V保险丝失效(F3)。 1:电机板损坏。 2:电机短路。
八:主板24V保险丝失效(F4)。 1:用万用表检查换色电磁铁是否损坏或者短路。 2:更换主板。
九:机头板CPU失效。 1:查5V电源是否正常。 2:查机头信号线是否正常。 3:程序有问题,初始化系统参数。
三十四:编织时漏针。 1:毛刷是否刷开针。 2:针是否有问题。 3:乌丝座是否松动。 4:罗拉拉力太大。 5:度目太松。 6:选针器有问题(刀头断)。7:纱嘴没装好(太高漏针、太低打坏针)。
电脑横机编织效率的影响因素
电脑横机编织效率的影响因素余剑;陈莉【摘要】将电脑横机的工作过程分解为几个主要的基本动作,找出各基本动作之间的相互关系,通过测试编织过程中的工作时间,得到各基本动作所占用的时间.结果认为:电脑横机的编织效率除了与具体的编织时间有关外,机头停顿占用时间的比例也较大,回针距占用的时间较小,翻针占用的时间与所翻的针数无关,与翻针的次数有关.所得结果能够为改善电脑横机编织效率提供一定的参考,实验方法在预测电脑横机工作时间上具有一定的应用价值.【期刊名称】《毛纺科技》【年(卷),期】2011(039)004【总页数】3页(P39-41)【关键词】电脑横机;工作时间;效率;影响因素【作者】余剑;陈莉【作者单位】江苏常熟金龙机械有限公司,江苏,常熟,215500;天津工业大学纺织学院,天津,300160【正文语种】中文【中图分类】TS183.42近年来电脑横机发展迅速,随着劳动力成本的上升和技能型劳动工人资源的逐渐缺乏,全自动电脑横机的应用在未来仍具备广阔的空间。
当电脑横机在各个企业普及之后,面临的问题已不再是能够使用,而是如何用好电脑横机,提高其生产效率。
本文排除其他人为影响因素,主要从编织工艺的角度讨论影响电脑横机编织效率的主要因素。
以 STOLL电脑横机(机型 CMS320TC,机号6.2)为例,根据电脑横机的编织原理及成形针织物的形成过程进行分析[1—2],将电脑横机工作过程分解为几个主要的基本动作,然后对其进行测试并分析。
编织:机器运行时,根据选针状况不同,织针完成成圈、集圈等动作。
机头停顿:当机头每次编织完1行再进行下1行编织时,在编织区域两端略有停顿,然后回转,每织完一行可以看作有一次停顿。
安全距离:即回针距,机头距编织区域的安全距离,机头每编织1行有2个安全距离,即离编织区域左边的安全距离和离编织区域右边的安全距离。
翻针动作:通过翻针三角在前、后针床翻针,分为单独翻针和编织加翻针2种情况,后者多用于多系统机器。
智能横编机中单段电磁选针技术研究

智能横编机中单段电磁选针技术研究
单段电磁选针器是电脑横机选针器领域的先进技术代表,这种选针器只有德国斯托尔公司的电脑横机在使用,国内尚无成熟产品。
针对这种情况,本文对选针器的结构和控制进行深入研究后,设计了一种单段电磁选针器与选针控制算法。
主要工作如下:1.分析了选针器的结构原理,使用磁路设计的方法对选针器的结构与参数进行设计。
在对选针器使用的永磁体和磁轭选择合适的磁性材料后,推导出选针器的磁路方程,结合选针器的设计要求,确定了永磁体、磁轭的尺寸参数,同时对选针刀口、电磁线圈进行了设计。
对设计完成的选针器进行软件仿真与实际测试,结果表明符合设计要求。
2.分析了针位检测的原理,采用微机细分算法对磁栅传感器的位移信号进行细分处理,提高了位移信号的精度,同时在位移信号的输出方式上进行变化,使位移信号符合针位检测的特点。
3.在选针提前量控制中,同时考虑速度和加速度对选针提前量的影响,设计了基于模糊控制的选针提前量控制算法,得到选针提前量模糊控制查询表。
对设计完成的控制算法进行测试,测试结果表明控制算法对选针提前量的控制正确有效。
电脑横机编织原理叙述

电脑横机编织原理叙述编织工作原理1、不织三角状态:常规状态选针状态:不选弹簧针停留 B 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:选针复位三角推起选针片,选针片针脚露出针板,选针器闭合直压,选针片针脚被原位压入针槽,选针片原地停留,弹簧针针脚停留在B 位,并被不织压片连带长针针脚压入针槽,编织针组不出针,因此针组不进入编织工作。
2、编织三角状态:中山导块进入工作,翻针导块退出工作,吊目、接针压片进入工作选针状态:预选弹簧针被推致H 位,二次选弹簧针被推致A 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:(1)予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位,予选完成。
(2)予选出选针片再次经选针器选出,选针片针脚再被选针推针三角推升,选针片推动弹簧针致A 位,编织针组下针脚在蝶山斜面作用下编织针组沿走针轨迹上升到中山导块顶点,此时舌针升致3/4 高,旧线圈滑过针舌致针杆,编织针组沿走针轨迹向下运动,纱线垫入,线圈推动针舌使其关闭,旧线圈经针舌上方滑针头,在度目三角斜面走针轨迹推压下,编织针组下针脚致度目三角下向压针面,旧线圈翻转脱落新线圈完成,编织完成。
3、吊目三角状态:中山导块进入工作,吊目压片进入工作,翻针导块退出工作,接针压片退出工作选针状态:弹簧针被推致H 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位。
编织针组下针脚在蝶山斜面作用下,编织针组沿走针轨迹上升到中山导块水平导向槽,经过吊目压片弹簧针针脚连带长针针脚压入针槽,长针针脚脱离导向作平行运动。
吊目压片结束对弹簧针针脚的控制,针脚弹出,长针针脚落入中山导块水平导向槽,在度目三角斜面走针轨迹推压下,纱线垫入,编织针组下针脚致度目三角下向压针面,吊目完成。
电脑自动调线大圆机选针控制系统的研究_硕士论文正稿
分类号学校代码UDC学号硕士学位论文电脑自动调线大圆机选针控制系统的研究作者姓名:指导教师:学科门类:专业:研究方向:完成日期:Wuhan University of Science and EngineeringM. S. DissertationResearch on the needle selection control system of Computerized Auto striper Circular Knitting MachineByHU Song-maoDirected by Professor WU Xiao-guangMay 2007独创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究作出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
学位论文作者签名:签字日期:年月日论文题目:电脑自动调线大圆机选针控制系统的研究专业:机械设计及理论硕士生:胡松茂指导教师:吴晓光教授摘要我国电脑自动调线大圆机迄今为止尚属空白,国外以电脑提花大圆机为基础改造为电脑自动调线大圆机,其本质是以电子选针器通过调线手指改变色彩纱线的顺序并有规则的排列间距的彩色织物,因此,电脑提花大圆机与电脑自动调线大圆机编织的织物成为时下流行的针织面料。
电脑自动调线大圆机控制系统的开发一方面要了解针织行业自身的特点,精通针织工艺。
另一方面要运用一些控制理论,如数字控制、电子驱动等有关知识,而且要把两方面紧密地结合起来才能开发出较为成功的控制系统。
因此,根据针织工艺的编织过程以及相关的控制理论,开发电脑自动调线大圆机控制系统是本论文研究的主要任务。
本论文首先对针织原理,传统的“二功位”选针、“三功位”选针,多级式电子选针原理、自动调线装置及其工作原理做了详细介绍。
影响电脑横机选针可靠性的几个因素
维普资讯
纺织机械
2 0 第 5期 0 6年
・ 纺织 设 备 ・ 1 9
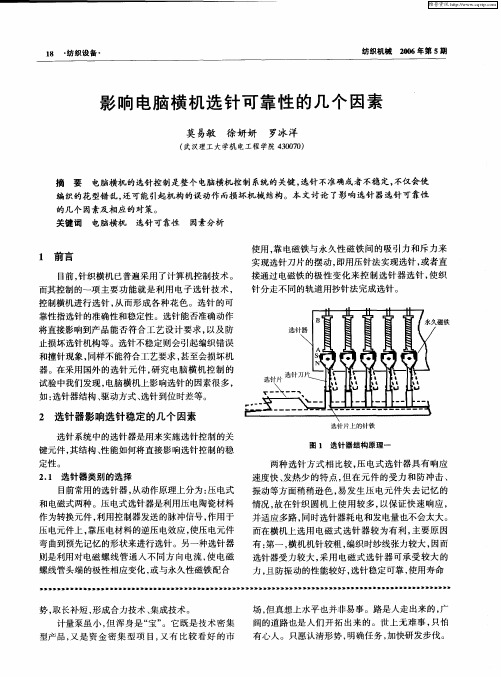
长。第二, 横机控制动作复杂, 各部分之间配合精度 要求高 , 因而采用电磁选针器使其选针动作稳定可 靠, 满足配合要求。 2 2 电磁 式 选针器 的结构 和原 理 .
势, 取长补短 , 形成合力技术 、 集成技术。 计量泵虽小 , 但浑身是“ 。它既是技术密集 宝” 型产 品 , 是 资 金 密 集 型 项 目, 有 比较 看好 的市 又 又
场, 但真想上水平也并非易事。路是人走出来的 , 广
阔 的道路 也是 人 们 开 拓 出来 的 。世 上 无 难 事 , 怕 只 有 心人 。只愿 认清 形 势 , 明确 任务 , 快研 发步 伐 。 加
2 选针器影 响选针 稳定 的几个 因素
选 针片 上 的针铁
选针系统中的选针器是用来实施选针控制的关 键元件, 其结构 、 性能如何将直接影 响选针控制的稳
定性 。 2 1 选 针器 类别 的选 择 .
图 1 选 针 器 结 构 原 理 一
两 种选 针 方 式 相 比较 , 电式 选 针器 具 有 响应 压
目前常用 的选针器 , 从动作原理上分为: 电式 压 和电磁式两种 。压 电式选针器是利用压电陶瓷材料 作为转换元件, 利用控制器发送的脉冲信号, 作用于
压 电元 件上 , 靠压 电材 料 的逆压 电效 应 , 压 电元件 使 弯 曲到 预先记 忆 的形 状来 进行选 针 。另 一种选 针器 则是 利用 对 电磁 螺线 管 通 入 不 同 方 向电流 , 电磁 使 螺 线管 头端 的极 性相 应变化 , 与永 久性 磁铁 配 合 或
需
N
I 7 l s
止 R
横机羊毛针织物尺寸稳定性的研究的开题报告
横机羊毛针织物尺寸稳定性的研究的开题报告
研究背景:
随着现代纺织技术的发展,人们对针织物的品质要求也越来越高。
针织物尺寸稳定性是衡量针织品质量的重要指标之一。
而在横机生产过程中,尺寸稳定性会受到机
器参数、产品材质等多方面因素的影响,因此需要对横机羊毛针织物的尺寸稳定性进
行深入的研究。
研究目的:
本研究旨在探究横机羊毛针织物的尺寸稳定性,并分析影响其尺寸稳定性的因素,为提高横机羊毛针织物的质量提供科学依据。
研究内容:
1、横机羊毛针织物的尺寸稳定性测试方法研究;
2、横机羊毛针织物尺寸稳定性与机器参数的关系研究;
3、横机羊毛针织物尺寸稳定性与产品材质的关系研究;
4、横机羊毛针织物尺寸稳定性与织造工艺的关系研究。
研究方法:
1、对横机羊毛针织物尺寸稳定性进行实验测试,并收集测试数据;
2、采用统计学方法对数据进行分析,并建立尺寸稳定性与机器参数、产品材质、织造工艺的关系模型;
3、通过对比不同因素对尺寸稳定性的影响,评估不同因素对尺寸稳定性的重要性。
预期研究结果:
1、建立横机羊毛针织物尺寸稳定性与机器参数、产品材质、织造工艺的关系模型;
2、明确横机羊毛针织物尺寸稳定性影响因素的重要性排序;
3、提出针对横机羊毛针织物尺寸稳定性的优化方案,为提高横机羊毛针织物的
质量提供科学依据。
研究意义:
本研究可为提高横机羊毛针织物的尺寸稳定性,提高产品质量,降低生产成本提供科学依据,并具有重要的理论意义和应用前景。
电脑横机选针器选型分析
t T/ = Vma = 1 7 15=141 ms x 2. / . 1 . l
选针 头 的动作 频率
f =1 0 t O / . =7 .2Hz 0 0 0,=1 00 141 l 087
与线 圈 之 间的吸 力 和斥力 实 现选 针 头 的摆 动 , 从 而带 动 选针 片 的运动 。 种结 构 的选针 器 具有 较 这
如 图1 示 , 初始 状 态下 , 所 在 由于永 磁体 的作
用 , 选针头处于限位块二 的位置 , 使 在驱动电压 作用下 , 圈产生磁路克服永磁体 的吸力 , 线 使选 枕头运动到限位块一的位置 , 此时 由于磁路的变 化, 只需较小 的保持 电压就可以使选针头保持在 既定位置 , 在保证选针可靠性 的同时 , 大大降低 耗电量及发热量 , 从而延长选针器的使用寿命 。
按照1 倍 的保险因素 ,选针器设计动作频 . 5
率 f 1 = . X7 87 = 0 3 z - . f 1 0 . 1 6 H 50 5 2
选 针器 实际选 针频 率
f =l 0 t ’ O 0/ O=1 0 3 3 00 / =3 3Hz
性测试仪测得 , 该测试仪通过高速线性摄像头对
电元 件 上 , 压 电陶瓷 的逆 电压 效 应 , 压 电元 靠 使
件弯曲到原先记忆位置来进行选针 。 这种压电式 选针器响应速度快 , 发热量小 , 但在元件受力 , 防
冲击震 动方 面稍 差 , 易发 生 压 电元 件失 去 记忆 的 情况 , 主要 用 于 圆机 上 , 以保 证 其 响 应 速 度 及 控 制其 耗 电 和发热 量 。
电脑横机

15、翻针导块三角:翻针时引导翻针针脚移动。
16、二段度目压片:使用二段度目时使用。
电脑机编织出针过程解析:
1、机器在编织前首先要归零。
2、机器归零后开始运行两行准备行,从左至右不带纱嘴,此行选针器不工作,三角系统将排列无序的织针,包括选针脚弹簧针等归位到待工作状态。当机头自右侧向左运行机头选针系统最后的两个选针器工作(4#,8#)为第一行正式编织按花板设定的选针进行初选,由下护山(3#)将初选针推至H位。
4、选针归位三角:把那些被选针器压入针板的选针脚,复位初始状态位置。
5、不压织片:使B位置的弹簧针针脚压入针板,使织针形成不织。
6、吊目压片:作用H位置的弹簧针针脚,使织针形成吊目。
7、推针三角(蝶山):将针脚推至织或吊目的位置。
8、接针三角(蝶山):翻针时,接针针脚的走针轨迹。
9、接针压片:H位置的针脚受压,长针脚受压进入蝶山后接走对方的纱。
10、中山导块:正常编织的针移动的路径。
11、翻针推针:翻针时使针脚上升的三角。
12、度目三角:上下移动调整度目,使密度达到松紧。
13、导针三角(中间保留三角):使弹簧针针脚从A位置移往H位置。
14、选针清针三角:将已被移至H位置的弹簧针针脚移至B位置。
F 2 ------前板选针器保险丝(直流3A)
F 3 ------换色电磁铁保险丝(直流6A)
F 4 ------度目、生克马达保险丝(直流6A)
F 5 ------动作电磁铁保险丝(直流6A)
F 6 ------动作电磁铁保险丝(直流6A)
JP 5------显示器连线插口(右侧主板处)
JP 5------罗拉电机脉冲方向控制连线插口(左侧接口板处)
选针器

设: G —机头运动最高速度
to— 选用的选针器选针周期
则: 针距为T = 25. 4/G
机头以最高速移过每一针所需的时间t = T/ Vmax
所要求的选针频率f′= 1 000/ t W
考虑保险系数f =1. 5 f′
而选针器选针频率f 0=1 000/t0
4 选针器选针。单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机。但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍。多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一片选针头而言,它都要间隔多针才对选针片作用一次,,更加可靠。但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂。目前电脑横机上采用的选针器大多为多级选针器,因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高机号(针数/ 25. 4 mm) ;若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算:
电磁式选针器的选针原理:不选针时,电磁螺旋管被通以反方向的电流,产生相反极性,使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升。
由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置。大量实 验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后 仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选 针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现编织错误和碰针现象。我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器。该选针器是一种较新的具有双稳态结构的选针器。
电脑横机的基本结构
二、选针与编织原理
1、选针工作原理
在电脑橫机的整个工作过程中,选针工作是关键.该机通过两次选针 实现三功位编织的功能.由于2个系统只采用4套选针器,因此上一编 织行程需要为下一编织行程进行预选针.
集圈编织时:选针片 在第二选针区被选上, 选针片下片踵沿选针 三角的F2面上升→上 片踵沿三角16上升→ 推动中间片的下片踵 上升到三角10和11之间 通过,中间片的上片踵 被压条7压进针槽→挺 针片片踵压进针槽上 升到集圈高度→织针 集圈编织.
不编织时:在两个选针区都没有被选上,选针片不会沿三角14上升,中间 片始终在原始位置,被压条8压住,挺针片片踵不翘出针槽,不会沿三角1上 升→上方的织针不编织.
双向移圈原理:
定义:双向移圈是指一个 针床上的一部分织针的线 圈移到另一个针床相应的 织针上,同时另一部分织 针接受另一个针床上相应 织针转移过来的线圈,这 种移圈、接圈方法称之为 双向移圈. 这时各三角的状态与前面 所述的针织接圈时的状态 一样,仅在第一次选针 〔预选针被选上的选针片 沿预选针三角上升推动相 应的推片到H位,其上的挺 针片推动织针上升到接圈 高度进行接圈;在第二次 选针也被选上的选针片沿 推针三角上升,推动相应
2、移圈片踵
3、编织、集圈片踵
1、片头〔联接头
推片:俗称弹簧针脚.位于挺针片的上方,其片踵1受机头三角系统中各种压 力的控制.当片踵受压时,位于其下方的挺针片片踵进入针槽里,使其不与三 角作用;当片踵不受压时,位于其下方的挺针片片踵伸出针槽,随三角运动 并推动织针工作.
电脑横机选针器
选针器选针原理和影响选针器稳定性的几个因素探讨:关于选针器的问题.研究一下,这里也解释了六段和八段的问题:目前,针织横机已普遍采用了计算机控制技术和利用电子选针技术来控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统的自行研制改造中,因选针器选用不当经常会出现花型错乱变形,甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.1 选针器的作用大多数电脑横机选针控制系统的结构都是电磁选针这里,电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器 , 是电脑横机控制系统用来实施选针控制的执行元件.因此,其性能好坏将直接影响选针准确性和可靠性.2 选针器的类别 ,目前常用的选针器,从动作原理上分,有电磁式和压电式两种. 压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件弯曲到预 .先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针.两种选针方式相比较,压电式选针器具有响应速度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多路,同时选针器耗电和发热量也不会太大. 而在横机上选用电磁式选针器较为有利. 主要原因有:①横机机针较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.②横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器.3 选针器结构电磁式选针器原理:选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性, 该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.一般选针器构造:1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴电磁式选针器的选针原理:不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升. 由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现编织错误和碰针现象. 我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器. 该选针器是一种较新的具有双稳态结构的选针器.4 选针器的级数选针器选针,可分为单级选针和多级选针. 单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机. 但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍. 多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一片选针头而言,它都要间隔多针才对选针片作用一次,这样就增加了选针时间,使选针更加可靠. 但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂. 目前电脑横机上采用的选针器大多为多级选针器,因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高 .机号(针数/ 25. 4 mm) 若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算:设: G ——机头运动最高速度t0 —选用的选针器选针周期则:针距为T = 25. 4/G机头以最高速移过每一针所需的时间t = T/ Vmax所要求的选针频率f′= 1 000/ t考虑保险系数f =1. 5 f′而选针器选针频率f 0=1 000/t0故选针级数n0= f/ f 0一般电脑横机中常用六档或八档选针器.5 选针器的驱动方式电磁式选针器的驱动方式有两种:一种是脉冲宽度调制法控制开关电压; 一种是用斩波限流的电流控制法. 从选针可靠的角度出发, 应采用第二种方法, 以便控制方式较稳定,免受温度的影响. 这是因为电磁铁在电磁感应中,除了磁能增加, 做机械功外, 还有一部分能量用于产生热量,该热量会使电磁铁温度升高,而温度又影响电阻大小,从而影响电流大小,最终影响电磁力,即影响选针的可靠性. 我们采用的雅迪公司选针器的驱动方式如图3 所示; 图3 (a) 为通入电磁铁的电流波形图,图3 ( b) 为选针器的选针头运动图. 其中:t1 、t2 为通入的大、小电流的时间, Ⅰ为选针头响应时间, Ⅱ为选针片摆动时间(包括回跳和抖动时间), Ⅲ为选针头的可靠作用时间, 作用于选针片应在此时间内. 由此可见, 当脉冲信号发出后, 选针头要滞后若干时间才开始摆动, 摆动到位后还会产生短时间的回跳与抖动,稳定下来,后才能开始与选针片作用.选针器的驱动方式 (斩波限流的电流控制法)6 . 结束语选针器是用来实施选针控制的关键元件, 它的结构、性能等都将直接影响选针控制的准确性和可靠性.因此,在选用选针器时, 应考虑其本身特点, 注意以下几点:(1) 选用适合电脑横机使用的选针器种类;(2) 根据需要选取选针器参数,如级数; .(3) 采用合理的控制方式,减少控制过程中的不稳定因素;(4) 选择结构时,宜采用选针头始终处于受控制的双稳态结构,以保证性能稳定评价答案您已经评价过!好:10 您已经评价过!不好:0 您已经评价过!原创:5 您已经评价过!非原创:0 行痴 2010-08-23 07:25。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电脑横机选针器选针原理和影响选针器稳定性的几个因素
2011年11月30日
评论发表评论
探讨:关于电脑横机选针器的问题.研究一下,这里也解释了六段和八段的问题: 目前,针织横机已普遍采用了计算机控制技术和利用电子选针技术来控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统的自行研制改造中,因选针器选用不当经常会出现花型错乱变形, 甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.
1 选针器的作用
大多数电脑横机选针控制系统的结构都是电磁选针,这里电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机[;及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器, 是电脑横机控制系统用来实施选针控制的执行元件.
因此,其性能好坏将直接影响选针准确性和可靠性.
2 电脑横机选针器的类别‘
目前常用的电脑横机选针器,从动作原理上分,有电磁式和,压电式两种. 压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件弯曲到预先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针. 两种选针方式相比较,压电式选针器具有响应速m
度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多G*路,同时选针器耗电和发热量也不会太大. 而在电脑横机上选用电磁式选针器较为有利. 主要原因有:
①横机机针较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.
②电脑横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器. ”
3 电脑横机选针器结构
电磁式选针器原理:
选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性, 该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选
针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.一般选针器构造:
1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴
电磁式选针器的选针原理:
不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升. 由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁
铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现‘编织错误和碰针现象. 我们在实验中采用德国雅迪公司的电磁选针器. 该选针器是一种较新的具有双稳态结构的选针器.
4 电脑横机选针器的级数
选针器选针,可分为单级选针和多级选针. 单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机. 但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍. 多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一
片选针头而言,它都要间隔多针才对选针片作用一次,这样就增加了
选针时间,使选针更加可靠. 但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂. 目前电脑横机上采用的选针器大多为多级选针器, 因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高机号(针数/ 25. 4 mm) ;若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算: N#!**Q 0
设: G ——‘G>gNq
机头运动最高速度;+6TZqklQ
t0 —选用的选针器选针周期t7; ^rk*
则: :3 h’Hr
针距为T = 25. 4/G VQe@H8>3
机头以最高速移过每一针所需的时间t = T/ Vmax |w)S &+
所要求的选针频率f′= 1 000/ t TLWU7aj&!
考虑保险系数f =1. 5 f′ WPXLN’w+
而选针器选针频率f 0=1 000/t0 ?x-:JME0
故选针级数n0= f/ f 0 (w/)u
一般电脑横机中常用六档或八档选针器. XkE’k; AEx
5 电脑横机选针器的驱动方式
电磁式选针器的驱动方式有两种:一种是脉冲宽度调制法控制开关电压; 一种是用斩波限流的电流控制法. 从选针可靠的角度出发, 应
采用第二种方法, 以便控制方式较稳定,免受温度的影响. 这是因为电磁铁在电磁感应中,除了磁能增加, 做机械功外, 还有一部分能量用于产生热量,该热量会使电磁铁温度升高,而温度又影响电阻大小,从而影响电流大小,最终影响电磁力,即影响选针的可靠性. 我们采用的雅迪公司选针器的驱动方式如图3 所示; 图3 (a) 为通入电磁铁的电流波形图,图3 ( b) 为选针器的选针头运动图. 其中:t1 、t2 为通入的大、小电流的时间, Ⅰ为选针头响应时间, Ⅱ为选针片摆动时间(包括回跳和抖动时间), Ⅲ为选针头的可靠作用时间, 作用于选针片应在此时间内. 由此可见, 当脉冲信号发出后, 选针头要滞后若干时间才开始摆动, 摆动到位后还会产生短时间的回跳与抖动,稳定下来,后才能开始与选针片作用. 选针器的驱动方式(斩波限流的电流控制法)
6 .结束语
电脑横机选针器是用来实施选针控制的关键元件, 它的结构、性能等都将直接影响选针控制的准确性和可靠性. 因此,在选用选针器时, 应考虑其本身特点, 注意以下
几点:
(1) 选用适合电脑横机使用的选针器种类;
(2) 根据需要选取选针器参数,如级数;
(3) 采用合理的控制方式,减少控制过程中的不稳定因素;
(4) 选择结构时,宜采用选针头始终处于受控制的双稳态结构,以保证性能稳定.。