塑胶成型基本知识培训共29页
合集下载
塑胶成型培训教材
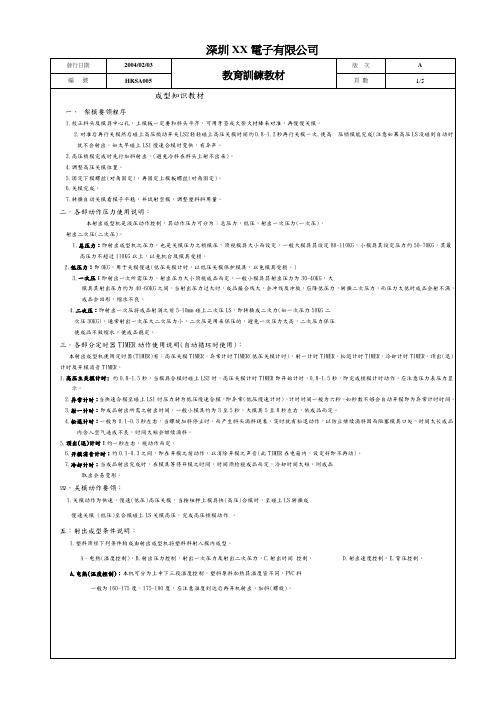
C.关高压:当模具已完全吻合时,将高压关掉。(模具已合模,合模动作已经完成,合模
压力必须消失,一般应等于模具高度。
具体调试过程:
a.打开手动关模,将关高压挡块稍微压紧其行程开关的触点。
b.将关模慢的挡块压紧其行程开关的触点,并高出关高压的挡块10—20mm。
c.按紧急回升按钮,根据操作者方便作业的距离来调整整好开模完的挡块位置,此行
2.补强支柱,波纹状等设计以减少力应力的产生。
3.注口缩小,再增加注口数目。
4.变更顶出方法。
7.破裂
裂痕
1.模型设计加工不良。
2.成型品顶出条件的设定不合理。
3.脱模或顶出条件的设定不合理。
4.充填过剩产生成型品过份紧密的现象
6.检查射料口是否平平衡,必要时更换其位置。
2.毛边凸出物
1.成型机模力射出压力还低,射出压力太低。
2.模具组合面磨损或有缺点。
1.锁模力增加,射出压力下降。
2.树脂和成型温度降低射出时间少。
3.伸张臂式射出机四支平衡
力距杆调配应力不均。
4.模具和成型机无法匹配,即模型太大或大小。
1.模型分割面有伤口或夹杂异物,必须清除调整。
一般为160~175度,175~190度,应注意温度到达后再开机射出,加料(螺旋)。
深圳XX電子有限公司
發行日期
2004/02/03
教育訓練教材
版次
A
編號
HRSA005
頁數
2/5
B.射出压力控制:射出一次压力及射出二次压力之动作,其射出压皆不相同,一般一次压
力大,二次压力小,各次压力大小依成品而定。
深圳XX電子有限公司
發行日期
2004/02/03
教育訓練教材
压力必须消失,一般应等于模具高度。
具体调试过程:
a.打开手动关模,将关高压挡块稍微压紧其行程开关的触点。
b.将关模慢的挡块压紧其行程开关的触点,并高出关高压的挡块10—20mm。
c.按紧急回升按钮,根据操作者方便作业的距离来调整整好开模完的挡块位置,此行
2.补强支柱,波纹状等设计以减少力应力的产生。
3.注口缩小,再增加注口数目。
4.变更顶出方法。
7.破裂
裂痕
1.模型设计加工不良。
2.成型品顶出条件的设定不合理。
3.脱模或顶出条件的设定不合理。
4.充填过剩产生成型品过份紧密的现象
6.检查射料口是否平平衡,必要时更换其位置。
2.毛边凸出物
1.成型机模力射出压力还低,射出压力太低。
2.模具组合面磨损或有缺点。
1.锁模力增加,射出压力下降。
2.树脂和成型温度降低射出时间少。
3.伸张臂式射出机四支平衡
力距杆调配应力不均。
4.模具和成型机无法匹配,即模型太大或大小。
1.模型分割面有伤口或夹杂异物,必须清除调整。
一般为160~175度,175~190度,应注意温度到达后再开机射出,加料(螺旋)。
深圳XX電子有限公司
發行日期
2004/02/03
教育訓練教材
版次
A
編號
HRSA005
頁數
2/5
B.射出压力控制:射出一次压力及射出二次压力之动作,其射出压皆不相同,一般一次压
力大,二次压力小,各次压力大小依成品而定。
深圳XX電子有限公司
發行日期
2004/02/03
教育訓練教材
塑料成型基础培训课件.pptx

2.添加剂
(3)着色剂
特点:
无机颜料:着色能力、透明性、鲜艳性 较差,但耐光型、耐热性、化学稳定性 较好,不易褪色。
染 料:色彩鲜艳、颜色齐全,着色 能力、透明性好。性能与无机颜料相反。
二. 塑料的组成-成分
2.添加剂
(3)着色剂 有机颜料的特性介于无机颜料和染料之间。 在塑料工业中着色剂多采用颜料 还有阻燃剂、抗静电剂、发泡剂、防腐剂 和 加工助剂 等等
一. 塑料的组成-塑料和树脂
2.树脂的概念
树脂——指受热时通常有转化或熔融范围,转化
时受外力作用具有流动性,常温下呈固态或半固 态或液态的有机聚合物,它是塑料最基本的,也 是最重要的成分。
一. 塑料的组成-塑料和树脂
3.树脂的分类 天然树脂——是指由自然界中动植物分泌物所得
的无定形有机物质,如松香、琥珀、虫胶等。
例如:在热塑性酚醛树脂中加入六次甲基 四胺(乌洛托平),环氧树脂中加入乙二胺、 三乙醇胺、咪唑。
二. 塑料的组成-成分
2.添加剂
(7)发泡剂 (8)阻燃剂
三. 塑料的分类
1.按塑料的物理化学性能分:
热塑性塑料 —— 指在特定温度范围内能反复加 热软化和冷却硬化的塑料,其分子结构是线型 或支链型 结构。(变化过程可逆)
聚合度:聚乙烯分子结构中的n值表示高分子 化合物中链节的重复次数,n值越大,相对分 子质量越大。
单体:能合成高分子化合物的小分子物质,如
聚乙烯的单体是CH2=CH2。
—CH2—CH2—n
一. 塑料的组成-塑料和树脂
4.树脂的结构及其特点
高聚物分子结构的特点:
长链分子 分子长链具有柔性 高分子链间一旦有交联结构存在将不溶不熔高聚物 存在晶态和非晶态两种 具有取向性
(3)着色剂
特点:
无机颜料:着色能力、透明性、鲜艳性 较差,但耐光型、耐热性、化学稳定性 较好,不易褪色。
染 料:色彩鲜艳、颜色齐全,着色 能力、透明性好。性能与无机颜料相反。
二. 塑料的组成-成分
2.添加剂
(3)着色剂 有机颜料的特性介于无机颜料和染料之间。 在塑料工业中着色剂多采用颜料 还有阻燃剂、抗静电剂、发泡剂、防腐剂 和 加工助剂 等等
一. 塑料的组成-塑料和树脂
2.树脂的概念
树脂——指受热时通常有转化或熔融范围,转化
时受外力作用具有流动性,常温下呈固态或半固 态或液态的有机聚合物,它是塑料最基本的,也 是最重要的成分。
一. 塑料的组成-塑料和树脂
3.树脂的分类 天然树脂——是指由自然界中动植物分泌物所得
的无定形有机物质,如松香、琥珀、虫胶等。
例如:在热塑性酚醛树脂中加入六次甲基 四胺(乌洛托平),环氧树脂中加入乙二胺、 三乙醇胺、咪唑。
二. 塑料的组成-成分
2.添加剂
(7)发泡剂 (8)阻燃剂
三. 塑料的分类
1.按塑料的物理化学性能分:
热塑性塑料 —— 指在特定温度范围内能反复加 热软化和冷却硬化的塑料,其分子结构是线型 或支链型 结构。(变化过程可逆)
聚合度:聚乙烯分子结构中的n值表示高分子 化合物中链节的重复次数,n值越大,相对分 子质量越大。
单体:能合成高分子化合物的小分子物质,如
聚乙烯的单体是CH2=CH2。
—CH2—CH2—n
一. 塑料的组成-塑料和树脂
4.树脂的结构及其特点
高聚物分子结构的特点:
长链分子 分子长链具有柔性 高分子链间一旦有交联结构存在将不溶不熔高聚物 存在晶态和非晶态两种 具有取向性
塑料注塑成型工艺基本知识 ppt课件
PPT课件
15
附:加工前要干燥的塑料常见几种塑料
PA、PES、PVA、PC、POM、ABS、AS、PET、PMMA、PS、MPPO、PEAK
塑料
•常
见
几 PS
种 塑
ABS
料 PA
的 干
POM
燥 PSF
条 件
* PC
*干燥温度℃ (参考)
70---80℃ 80---85℃ 80--100℃ 110--120℃ 120--160℃ 真空干燥箱110—120℃ 普通烘箱110—120℃
1塑料注塑成型基本知识主要内容一基本概念二塑料成型方法三生产塑料制品的五个完整工序四塑料制品的尺寸精度影响因素五热塑性塑料注塑成型工艺六热塑性塑料注塑成型过程缺陷形式及可能的因素七塑料的加工性八常用工程塑料性能及加工特点介绍一基本概念1塑料
塑料注塑成型基本知识
PPT课件
1
主要内容
• 一、基本概念 • 二、塑料成型方法 • 三、生产塑料制品的五个完整工序 • 四、塑料制品的尺寸精度影响因素 • 五、热塑性塑料注塑成型工艺 • 六、热塑性塑料注塑成型过程缺陷形式及可能的因素 • 七、塑料的加工性 • 八、常用工程塑料性能及加工特点介绍
翘曲变形、弯曲、 原料后收缩大。 模具温度导致产品冷却不均;
模具顶出机构不合理
加强筋过厚,
凹陷等
有异物(杂料)。注射压力过高或过低;保压时间过长; (顶点位置分布等)。 加强筋布局不
填料未混均匀。 注射速度过大或过小;
模具浇口数目及浇口大 均。
注射时间过程短;
小不合理。
产品在模内冷却时间过短;
定型工装固定不良
PPT课件
21
注塑过程(工艺)参数应关注:
注塑成型基本知识培训
(a)
横浇道脱料板 横浇道 成形品
脱料板 (b)
模具设计原则
1. 模塑制品的制造成本低,消耗小; 2. 生产顺利,模塑周期短; 3. 少生故障; 4. 质量符合产品规格而且稳定性高.
计算机辅助系统
1 . 计算机辅助设计C.A.D(Computer Acid design)
依据塑料在成型操作条件和产品要求来设计模具.
10. 标示尺寸
11. 出图再确认
F M P. L
下頂出板 上頂出板 母模 公模 分模縣
水口袸套
空气间隙
熔料 辅助袸套 射出成型
塑料制品
ห้องสมุดไป่ตู้
定位环
支承销
心型
顶出销
匣式加热器
热流道支管
空气间隙
A板 冷却水道
B板
模具的基本构造可分为下列3种
1. 二板式模具:
分模面 (PL面)
竖浇道 成形品
脱料板 (A)
(B)
2 . 三板式模具
横浇道取出面
塑料成型加工简介
一.塑料成型加工基本原理 塑料成型是利用塑料原料
受热后成为熔融状态流体利用注射 成型机油压系统压力,流量,将熔融 塑料注射入预先设计好的紧闭模腔 内,经过冷却后而得到所需的制品之 过程.
塑料成型加工工艺流程
原料干燥 加热 储料
注射入模 (保压) 冷却 (顶出)
制品
塑化 脱模
水
容器
5.速度 射出速度,螺杆转速,开合模速度,顶出 速度
F01A F02A M0 1 A
M0 2 A M0 3 A M0 4 A
上 固 定 板 E0 2 B
母模板 E02C
下 固 定 板 P0 1 A
横浇道脱料板 横浇道 成形品
脱料板 (b)
模具设计原则
1. 模塑制品的制造成本低,消耗小; 2. 生产顺利,模塑周期短; 3. 少生故障; 4. 质量符合产品规格而且稳定性高.
计算机辅助系统
1 . 计算机辅助设计C.A.D(Computer Acid design)
依据塑料在成型操作条件和产品要求来设计模具.
10. 标示尺寸
11. 出图再确认
F M P. L
下頂出板 上頂出板 母模 公模 分模縣
水口袸套
空气间隙
熔料 辅助袸套 射出成型
塑料制品
ห้องสมุดไป่ตู้
定位环
支承销
心型
顶出销
匣式加热器
热流道支管
空气间隙
A板 冷却水道
B板
模具的基本构造可分为下列3种
1. 二板式模具:
分模面 (PL面)
竖浇道 成形品
脱料板 (A)
(B)
2 . 三板式模具
横浇道取出面
塑料成型加工简介
一.塑料成型加工基本原理 塑料成型是利用塑料原料
受热后成为熔融状态流体利用注射 成型机油压系统压力,流量,将熔融 塑料注射入预先设计好的紧闭模腔 内,经过冷却后而得到所需的制品之 过程.
塑料成型加工工艺流程
原料干燥 加热 储料
注射入模 (保压) 冷却 (顶出)
制品
塑化 脱模
水
容器
5.速度 射出速度,螺杆转速,开合模速度,顶出 速度
F01A F02A M0 1 A
M0 2 A M0 3 A M0 4 A
上 固 定 板 E0 2 B
母模板 E02C
下 固 定 板 P0 1 A
教学PPT塑料成型技术的基本知识

21:56:18
(3)有优良的电绝缘性能 大部分塑料的体积电阻率都可达到绝缘材料(>109Ω·cm)
的要求,是优良的绝缘材料。 (4)有良好的耐腐蚀性能
具有很高的耐腐蚀性能,其耐腐蚀性仅次于玻璃及陶瓷材料。 在塑料中,聚四氟乙烯的耐腐蚀性最好,可耐各种强酸、强碱 及强氧化剂,其他塑料不行。(化工管道、容器及需要润滑的 结构部件) (5)具有防震、隔热、隔音性能
21:56:18
影响热塑性塑料成型收缩的主要因素如下:
①塑料的品牌不同,收缩率不同,可以认为软质的塑料的热膨 胀系数较大,因而成型收缩率也越大,而结晶性塑料也比非结晶 性塑料收缩率大。
②与塑件形状有关。如壁厚塑件比壁薄塑件收缩率大,内孔比 外形的大,形状简单的比形状复杂的大等。
③与流动方向有关。一般说来与进料方向平行的尺寸比与进料 方向垂直的收缩率大,而热塑性增强塑料则表现为沿料流方向的 收缩率小,垂直方向收缩率大。浇口截面积大的则收缩率小,距 浇口较近的收缩率较小。
③增加注射压力,提高流道及型腔、型芯的光洁度,可减少 流动摩擦,减少压力降亦可提高其流动性。
④融料温度较高则它的流动性增大(但有限度)
21:56:18
二塑料的结晶性
热塑性塑料在其冷凝时视其有无出现结晶现象可分为结晶性塑料 和非结晶性 塑料(无定型塑料)两类。
结晶性塑料在成型时,因塑料分子在熔融状态到冷凝的过程,由 完全处于无序状态的独立运动,并逐渐按略微固定的位置造成的分子 定向使分子沿流动方向被拉伸,并趋向于恢复原来的正规排列状态而 引起收缩,固定向引起的内部变形 越大,则因这种分子定向的缓和 到逐渐固化所引起的收缩就越大。
第1章 塑料成型技术的基本知识
作为塑料模具设计人员,了解塑料的基本性能以及有关塑料成型的基 21本:56知:18识,对设计出结构合理易于成型、高质高效低耗的塑料结构件来说是
(3)有优良的电绝缘性能 大部分塑料的体积电阻率都可达到绝缘材料(>109Ω·cm)
的要求,是优良的绝缘材料。 (4)有良好的耐腐蚀性能
具有很高的耐腐蚀性能,其耐腐蚀性仅次于玻璃及陶瓷材料。 在塑料中,聚四氟乙烯的耐腐蚀性最好,可耐各种强酸、强碱 及强氧化剂,其他塑料不行。(化工管道、容器及需要润滑的 结构部件) (5)具有防震、隔热、隔音性能
21:56:18
影响热塑性塑料成型收缩的主要因素如下:
①塑料的品牌不同,收缩率不同,可以认为软质的塑料的热膨 胀系数较大,因而成型收缩率也越大,而结晶性塑料也比非结晶 性塑料收缩率大。
②与塑件形状有关。如壁厚塑件比壁薄塑件收缩率大,内孔比 外形的大,形状简单的比形状复杂的大等。
③与流动方向有关。一般说来与进料方向平行的尺寸比与进料 方向垂直的收缩率大,而热塑性增强塑料则表现为沿料流方向的 收缩率小,垂直方向收缩率大。浇口截面积大的则收缩率小,距 浇口较近的收缩率较小。
③增加注射压力,提高流道及型腔、型芯的光洁度,可减少 流动摩擦,减少压力降亦可提高其流动性。
④融料温度较高则它的流动性增大(但有限度)
21:56:18
二塑料的结晶性
热塑性塑料在其冷凝时视其有无出现结晶现象可分为结晶性塑料 和非结晶性 塑料(无定型塑料)两类。
结晶性塑料在成型时,因塑料分子在熔融状态到冷凝的过程,由 完全处于无序状态的独立运动,并逐渐按略微固定的位置造成的分子 定向使分子沿流动方向被拉伸,并趋向于恢复原来的正规排列状态而 引起收缩,固定向引起的内部变形 越大,则因这种分子定向的缓和 到逐渐固化所引起的收缩就越大。
第1章 塑料成型技术的基本知识
作为塑料模具设计人员,了解塑料的基本性能以及有关塑料成型的基 21本:56知:18识,对设计出结构合理易于成型、高质高效低耗的塑料结构件来说是
塑胶成型基本知识培训.ppt

制作的方法。这一方法是利用热塑性塑料受热 到一定程度后,能够变为熔融体、并借助于热 和压力使其流动,冷却后又能成为固态的特点 实现的。
•注射成型的过程,实际上是加料塑化,合模、 注射、保压、冷却、开模、卸件等几个间断步 骤相互协调的衔接动作过程 。注射制件加工
任务的完成,就是上述动作反复循环的过程。 每一个循环完成的时间及工艺条件的选择与所 用塑料的种类、性能、注射成型设备、工艺装 置结构等有密切关系。
• 三:塑料的发展过程
• 不同塑料的开发时间 • 1920—1933年:PS、PVC、PE、EVA、PP。 • 1935年:ABS • 1949年:PA • 1956年:POM • 1958年:PC • 1964年:PPO • 1975年:PBT • 1985年:LCP • 1994年:PET • 1995年:超弹性聚甲醛(TPOM) • 1996年:透明硬质聚氯乙烯 • 自1960年以后,塑料的应用和加工技术得到了突飞猛进的发展。
• 4.按塑料的透光性分类
• 一般分为透明塑料、半透明塑料和不透明塑料。
• 透光率在88%以上的为透明塑料(如:PMMA、 PS、PC等),半透明塑料有:PP、PVC、PE、 AS等,不透明的塑料有:POM、PA、HIPS、 PPO等。
• 5.按塑料的硬度分类
• 一般分为硬质塑料、半硬质塑料和软质塑料
• 2.按塑料的结晶形态分类
• 一般分为结晶性塑料和无定性塑料
• 结晶性塑料:PE、PP、PA、POM、PET、PBT、ABS等
• 非结晶性(无定形)塑料:PC、PS、PMMA、AS等(可透明)
• 3.按其受热时所呈现的基本行为分类
• 一般分为热塑性塑料和热固性塑料
• 热塑性塑料是指在特定的温度范围内,能反 复加热软化和冷却变硬的塑料(如:ABS、 PP、POM、PC、PS、PVC、PA、PMMA 等),它可以再回收利用。热固性塑料是指 受热后成为不熔的物质,再次受热不再具有 可塑性且不能再回收利用的塑料(如:酚醛 树脂、环氧树脂、氨基树脂、等)。
•注射成型的过程,实际上是加料塑化,合模、 注射、保压、冷却、开模、卸件等几个间断步 骤相互协调的衔接动作过程 。注射制件加工
任务的完成,就是上述动作反复循环的过程。 每一个循环完成的时间及工艺条件的选择与所 用塑料的种类、性能、注射成型设备、工艺装 置结构等有密切关系。
• 三:塑料的发展过程
• 不同塑料的开发时间 • 1920—1933年:PS、PVC、PE、EVA、PP。 • 1935年:ABS • 1949年:PA • 1956年:POM • 1958年:PC • 1964年:PPO • 1975年:PBT • 1985年:LCP • 1994年:PET • 1995年:超弹性聚甲醛(TPOM) • 1996年:透明硬质聚氯乙烯 • 自1960年以后,塑料的应用和加工技术得到了突飞猛进的发展。
• 4.按塑料的透光性分类
• 一般分为透明塑料、半透明塑料和不透明塑料。
• 透光率在88%以上的为透明塑料(如:PMMA、 PS、PC等),半透明塑料有:PP、PVC、PE、 AS等,不透明的塑料有:POM、PA、HIPS、 PPO等。
• 5.按塑料的硬度分类
• 一般分为硬质塑料、半硬质塑料和软质塑料
• 2.按塑料的结晶形态分类
• 一般分为结晶性塑料和无定性塑料
• 结晶性塑料:PE、PP、PA、POM、PET、PBT、ABS等
• 非结晶性(无定形)塑料:PC、PS、PMMA、AS等(可透明)
• 3.按其受热时所呈现的基本行为分类
• 一般分为热塑性塑料和热固性塑料
• 热塑性塑料是指在特定的温度范围内,能反 复加热软化和冷却变硬的塑料(如:ABS、 PP、POM、PC、PS、PVC、PA、PMMA 等),它可以再回收利用。热固性塑料是指 受热后成为不熔的物质,再次受热不再具有 可塑性且不能再回收利用的塑料(如:酚醛 树脂、环氧树脂、氨基树脂、等)。
注塑成型工艺培训资料
02
注塑成型前的准备
塑料材料的选取与检验
总结词
塑料材料的选取与检验是注塑成型工艺的第一步,对于最终制品的质量、成本 和生产效率具有重要影响。
详细描述
在选取塑料材料时,需要考虑制品的使用场合、受力情况、外观要求以及成本 等因素。同时,需要对塑料材料进行检验,确保其符合相关标准和要求,例如 密度、收缩率、流动性等。
构进行合理设定。
冷却时间
冷却时间对于确保注塑件充分冷却 和减少残余应力至关重要,应根据 产品要求和模具结构进行合理设定 。
周期时间
周期时间是整个注塑成型过程的时 间,需综合考虑注射时间、冷却时 间、取出产品等因素。
04
注塑成型后的处理及检验
塑料件的取出与处理
塑料件的取出
在注塑机完成注塑成型后,应立即将 塑料件从模具中取出,以避免塑料件 在高温下变形或产生水口。
注塑机的选取与调试
总结词
注塑机的选取与调试是注塑成型工艺的 关键环节,对于制品的质量和生产效率 具有重要影响。
VS
详细描述
在选取注塑机时,需要考虑制品的形状、 尺寸、材料特性以及生产效率等因素。同 时,需要对注塑机进行调试,确保其工作 状态良好,例如注射压力、注射速度、模 具温度等参数的调整。此外,还需要对制 品的尺寸和外观进行检测,确保其符合相 关标准和要求。
废弃物回收和处理
对于注塑制品的废弃物,应采取有效的回收和处理措施,以减少对环境的污染。同时,应积极推广可循环利用的 塑料材料,实现资源的有效利用。
感谢观看
THANKS
05
02
加料
将塑料原料加入注塑机中,经过加热熔融后 形成熔体。
04
保压
在注射后,对模具进行保压,以防止 制品产生收缩和变形。
塑胶成型基本知识培训PPT29页
塑胶成型基本知识培训
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己ห้องสมุดไป่ตู้道。——苏联
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己ห้องสมุดไป่ตู้道。——苏联