金相切片制作
金相切片试验操作指导书

金相切片试验操作指导书(ISO45001-2018/ISO9001-2015)1.0试验目的1.1检查孔内镀层厚度及镀层的均匀度;1.2检查孔内壁的粗糙度及钻孔的质量;1.3检查多层板内层有无铜环。
2.0试验器材2.1冲床2.2正置式金相切片显微测试仪2.3研磨机2.4180W/800W/1500W/2000W研磨砂纸2.5氨水2.630%双氧水2.7水晶胶(包括固化剂和催化剂)2.8永久性塑料胶模2.910ml量杯2.10胶头滴管3.0试验步骤目镜物镜左右旋钮开关上下旋钮3.1切片的制作3.1.1将待测板放置在冲床上调整好位置,冲出一定尺寸的含有待测孔的试样;3.1.2将样品用双面胶粘在永久性胶膜底面(离孔近的一面粘在底面)3.1.3用纸杯装胶膜可以容纳的水晶胶,添加固化剂搅拌均匀后再添加催化剂。
添加固化剂和催化剂与水晶胶的比例是1/40,调好后加入待测的切片胶膜中;3.1.4静置约20分钟后水晶胶凝固为透明固体,待其完全冷却后从胶膜中拿出,用180CW研磨砂纸研磨,将两面研磨平整后用400CW研磨砂纸将切片待测孔磨出孔口并无限接近孔中心位置后换1500CW/2000CW砂纸将粗糙的研磨面研磨平整、光滑后,在抛光布上放适量抛光粉加水搅拌成黏糊状后,仔细将切片两面抛光;3.2显微测试仪的使用3.2.1测试——把连接电脑和测试仪的线插好,打开开关,选择适当的倍率。
打开电脑上的测试软件,调整测试仪上的上、下、左、右旋钮直到能在电脑测试程序中清晰地看到切片测试孔的铜箔。
点击“测量操作”,选择与显微测试仪物镜一致的倍率,点击“点到点”或“直线”图标进行测量。
若要重新测量,可点击“重置”图标来删除。
3.2.2校正——把校正用的标尺放在测试仪台上,调整测试仪至最清晰。
点击“倍率校正”,将鼠标移至标尺上一刻度线的一端点击左键,拖动鼠标到该刻度线的另一端单击左键,生成与刻度线对齐的重合线,移动鼠标到另一刻度线的一段与刻度线对齐重合,单击左键。
金相制样怎么做四步带您轻松完成金相制样

引言概述金相制样是金相显微镜观察金属材料组织结构的重要步骤,通过制备薄片、腐蚀、研磨和脱脂等工序,可以使金属材料的内部结构得到清晰的显微观察。
本文将分为四个步骤详细介绍金相制样的具体操作方法。
正文内容一、薄片制备1.样品制备:首先根据需要选取形状规则的金属材料样品,确保样品具有平整的表面。
2.防氧化处理:将金属样品进行防氧化处理,可以采用喷雾或浸泡法,确保样品表面不会产生氧化层。
3.嵌入材料选择:选择合适的嵌入材料,常见的有环氧树脂、热塑性树脂等。
4.嵌入操作:将金属样品放入嵌入材料中,避免产生空隙和气泡。
5.切片制备:使用金相切割机将嵌入材料得到的样品制备成薄片,要求切割平整、无损伤。
二、腐蚀1.腐蚀剂选择:根据金属材料的种类选择合适的腐蚀剂,如Nital溶液、Picral溶液等。
2.腐蚀时间控制:将切割好的薄片放入腐蚀剂中,控制腐蚀时间以便得到清晰的组织结构。
3.去除残留物:腐蚀后,需使用去脂剂将腐蚀产物和残留物彻底清洗干净,以避免影响后续的观察。
三、研磨1.研磨工具选择:根据样品的硬度选择合适的研磨工具,如砂纸、颗粒研磨液等。
2.研磨顺序:采用不同颗粒度的研磨材料进行多次研磨,逐渐减小颗粒度,直到得到平滑的表面。
3.研磨压力控制:研磨时要均匀施加适度的压力,以避免因过大的压力造成样品形变或损伤。
四、脱脂1.脱脂材料选择:根据嵌入材料的种类选择合适的脱脂剂,如醇类、醚类等。
2.脱脂时间控制:将研磨后的样品放入脱脂剂中,控制脱脂时间以去除嵌入材料和残留的脂肪。
3.温度和搅拌条件:适当的温度和搅拌条件有助于脱脂的彻底性,但需避免过高的温度造成金属样品变质。
总结金相制样是金相显微镜观察金属材料组织结构的必要步骤,通过薄片制备、腐蚀、研磨和脱脂等工序,可以使金属材料的内部结构得到清晰的显微观察。
在具体操作中,需要注意嵌入材料的选择、腐蚀时间的控制、研磨压力的掌握以及脱脂条件的调整。
只有严格按照操作规程进行,才能完成高质量的金相制样工作,为金属材料的相关研究提供可靠的数据基础。
金相切片制作及测量方法及步骤

金相切片制作及测量1.样品取样制作金相切片的样品必须小于胶模常用胶模直径为25mm,32mm;当被测样品大于胶膜时可选用冲床或低速切片机进行处理,使样品大小符合制作要求; 当被测样品适合直接放置于胶膜内则无需处理.2.凝胶制作所需主要物品RESIN树脂HARDENER固化剂未使用的树脂/固化剂需要储藏在阴凉、干燥及密封位置。
制作物品 混合比例RESIN树脂 5HARDENER固化剂 1凝固后颜色:透明。
凝固所需时间:约40-60分钟。
准备物品搅拌杯 搅拌棒 胶模及样品制作步骤1将样品被测面朝下平放于胶模内(不规则及不好放置的样品可选用样品夹固定)。
2 将适当比例的树脂及固化剂倒入搅拌杯。
3使用搅拌棒将凝胶朝同一方向搅拌30秒以上,直至完全混合为止。
4将已混合的凝胶液体,慢慢地顺着胶模壁流入胶模内,直至注满大部份胶模。
5 等待40-60分钟,让凝胶凝固。
6 将凝胶从胶模中推出,并取得凝胶。
3.研磨抛光研磨/抛光设备常见的研磨及抛光机均为研磨/抛光一体机,操作过程中可根据要求设置时间/转速, 更换研磨砂纸和抛光绒布以达到最理想的研磨和抛光效果;首先研磨/抛光机需要接通电源,将研磨砂纸或抛光绒布固定于研磨/抛光盘上, 将已制作好的凝胶夹持于抛光机固定环内(分别有单磨和同磨多个样品,根据设备的情况来选择研磨/抛光样品数量),旋转夹持主轴至研磨/抛光盘中心位置;确认供排水畅通后即可启动工作键,然后可根据研磨/抛光要求来设置转速和时间;更换研磨砂纸和抛光绒布时需要停止设备运行.注意事项:使用研磨/抛光机时需要水流不断冲刷研磨/抛光盘,使用前必须接好入水管和排水管,确保入水和排水畅通.研磨/抛光耗材研磨前需要在研磨/抛光盘上放置研磨砂纸,分别有P60, P120, P180, P400, P600, P800, P1200, P2400, P4000等规格,按照由粗到细选取其中4-5个规格使用即可.砂纸分粘贴和非粘贴两种,粘贴型可剥去底面直接粘贴于研磨/抛光盘上使用,非粘贴型需要平铺放置于研磨/抛光盘后用固定环固定.抛光前需要在研磨/抛光盘上放置抛光绒布,一般使用多用途抛光绒布,无粗细度之分, 剥去底面直接粘贴于研磨/抛光盘上使用.使用时可根据情况在抛光布上添加抛光液,抛光膏,抛光粉;将使得抛光效果更佳.4.显微镜观测显微镜观察采用倒置式显微镜,分别配备100X,200X,400X,1000X几个放大倍数,目镜一般为固定倍数10X,物镜倍数为10X,20X,40X,100X;使用时首先要接通电源,打开镜内照明灯,灯的亮度可根据要求进行调节.将观察样品放置于样品台上,必要时可夹持固定;观察过程中可以旋转物镜调整倍数,按照由小倍数找点,大倍数清晰观察来逐步增加倍数. 样品台可上下左右自由调节,大体定位后利用微调来精确定位观察点.配备滤光片可针对不同颜色的测试物来增强对比性.软件测量预先在显微镜最上方的接驳口加装CCD,并使之与电脑连接,在调试好显微镜能清晰观察后将目镜右侧的切换按钮拉出,则可切换至电脑测量模式,实时拍摄照片.利用软件可测量各种数据,包括点与点距离,角度,面积,平行线距离等,测量结果可直接显示在图片上,并可附批注.。
金相切片的制作过程
金相切片的制作过程1.0材料与设备设备:1.1二速研磨/抛光机1.2.显微镜材料:1.1冷埋树脂粉;1.2冷埋树脂固化剂(可用水晶树脂胶系列代替);1.3透明切片模;1.4 研磨砂纸(P180#、P600# P1000# P1500# P2000# P2500# P3000#);1.5金相切片微蚀液;1.6抛光布;1.7强力胶泥1.8抛光粉;辅料:1.1 10%的硫酸除氧化;1.2酒精清洗残留胶渍;1.3两个量具(用于装树脂粉末和固化剂);1.4搅拌条;1.5吸水棉。
2.0程序:2.1.1从生产板中剪切需检测样品。
依附图Fig 1所示在相应的区域切取样品标本。
2.1.2对于检孔的板而言,为防止被检查区域被损坏,样品剪切应保证离孔边缘最少1mm注意剪切测试时不能穿过孔,否则会因为会损坏孔边缘和外观,导致在孔壁有空洞或分层。
2.2装备与镶埋样品标本:2.2.1塑钢透明切片模的准备:221.1用胶纸封住塑钢透明切片模的两端,然后在中间装上少许强力胶泥用于固定样品;2.2.1.2用镊子夹住被剪切的样品,标准样品被剪切的边缘离孔边缘保留 1 mm剪切的边缘朝上平放置于塑钢透明切片模中间。
2.2.2铸造样品的过程:2.2.2.1先后倒入合适体积比的冷埋树脂粉和冷埋树脂固化剂于量杯中(如果用树脂胶系列,则先后倒入合适体积比的树脂胶、促化剂和树脂固化剂);2.2.2.2用搅拌条轻轻搅拌,确保树脂粉与固化剂充分混合至到树脂粉末完全溶解。
树脂系列原料混合调配体积比是确保样品成型的关键。
2.2.2.3慢慢将混合树脂倒入切片模具中,倒树脂时必须从样品的一侧往下倒,以确保树脂穿流过孔,从而清除孔内的空气,避免树脂在后续的固化过程中产生气泡。
不要直接从样品上面直接倒入混合树脂,否则将很容易导致空气滞留在树脂模型中,从而导致后续的操作误差影响到实验数据的真实性。
2.2.2.4混合树脂变硬前,在不得以的情况下,可以用搅拌条去除切片模具内的气泡。
金相切片制作指引
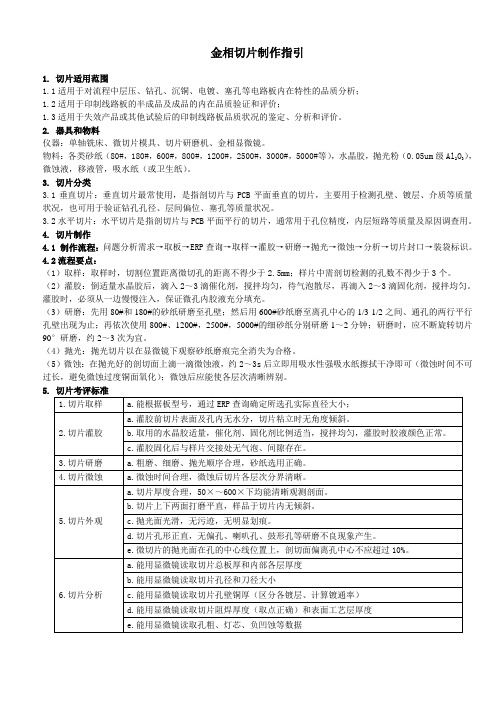
金相切片制作指引1. 切片适用范围1.1适用于对流程中层压、钻孔、沉铜、电镀、塞孔等电路板内在特性的品质分析;1.2适用于印制线路板的半成品及成品的内在品质验证和评价;1.3适用于失效产品或其他试验后的印制线路板品质状况的鉴定、分析和评价。
2. 器具和物料仪器:单轴铣床、微切片模具、切片研磨机、金相显微镜。
物料:各类砂纸(80#,180#,600#,800#,1200#,2500#,3000#,5000#等),水晶胶,抛光粉(0.05um级Al2O3),微蚀液,移液管,吸水纸(或卫生纸)。
3. 切片分类3.1垂直切片:垂直切片最常使用,是指剖切片与PCB平面垂直的切片,主要用于检测孔壁、镀层、介质等质量状况,也可用于验证钻孔孔径、层间偏位、塞孔等质量状况。
3.2水平切片:水平切片是指剖切片与PCB平面平行的切片,通常用于孔位精度,内层短路等质量及原因调查用。
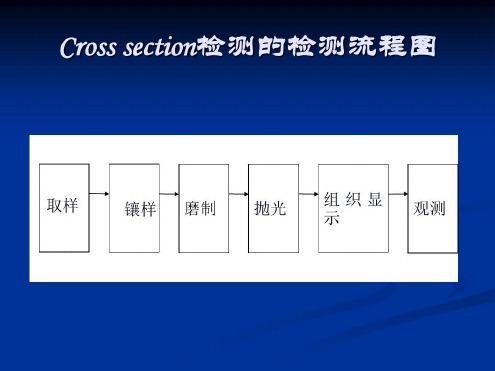
4. 切片制作4.1 制作流程:问题分析需求→取板→ERP查询→取样→灌胶→研磨→抛光→微蚀→分析→切片封口→装袋标识。
4.2流程要点:(1)取样:取样时,切割位置距离微切孔的距离不得少于2.5mm;样片中需剖切检测的孔数不得少于3个。
(2)灌胶:倒适量水晶胶后,滴入2~3滴催化剂,搅拌均匀,待气泡散尽,再滴入2~3滴固化剂,搅拌均匀。
灌胶时,必须从一边慢慢注入,保证微孔内胶液充分填充。
(3)研磨:先用80#和180#的砂纸研磨至孔壁;然后用600#砂纸磨至离孔中心的1/3-1/2之间、通孔的两行平行孔壁出现为止;再依次使用800#、1200#,2500#,5000#的细砂纸分别研磨1~2分钟;研磨时,应不断旋转切片90°研磨,约2~3次为宜。
(4)抛光:抛光切片以在显微镜下观察砂纸磨痕完全消失为合格。
(5)微蚀:在抛光好的剖切面上滴一滴微蚀液,约2~3s后立即用吸水性强吸水纸擦拭干净即可(微蚀时间不可过长,避免微蚀过度铜面氧化);微蚀后应能使各层次清晰辨别。
金相切片流程ppt课件
12
A、B、C均为变形层,越往里变形量越小,D
为未受损伤的组织。
13
普通的金相砂纸所用的磨料有 炭化硅和天然刚玉两种。
炭化硅砂纸最适合用于金相试 样抛光,其有点是:磨光速率 (单位时间除去金属重量)较 高,变形层较浅,可以用水作 为润滑剂进行手工湿磨和机械 湿磨。
天然刚玉砂纸目前已较少使用。
34
反光偏振光显微镜
反光偏振光显微镜可用于各向异性材料的 组织结构观测,也可对各向同性的材料进 行深腐蚀,露出一定的原子排列面以及夹 杂物各向同性与各向异性的鉴别等方面。
35
保存
试样制备好后,应放入干燥皿内存放,如 果需要长期存放,则需要在腐蚀过的试样 观察面上涂一层保护膜,常用的有硝酸纤 维漆加香蕉水或指甲油。
新砂纸产生的变形层较深,但经过磨50-100下之 后就基本不变,磨光速率则随着使用次数的增加 而下降。因此新砂纸稍加使用后处于最佳使用状 态,当用的太旧时,旧不宜再使用。
磨光时施加的压力越大,磨光速率也越大,但对 变形层的深度却影响不大,所以磨光时可是适当 加大压力。
16
使用金相湿磨,磨光 效率能进一步提高, 图2-4为转盘式金相 预磨机,使用水作为 润滑剂和冷却剂。配 有微型机的自动抛光 机,可对磨光进行程 序控制,整个过程可 在数分钟内完成。3940Fra bibliotek 谢谢41
PCB金相切片制作过程

金相切片制作过程金相切片的制作过程,通过采用大量图片和举例的方式,论述了金相切片技术在印制板生产中的应用,特别是在解决生产中出现质量问题方面的应用。
印制电路板是电子元器件不可缺少的一部分,广泛应用于电子行业,其质量可靠与否必须通过一定的检测技术来判定。
印制板制造工艺复杂,若其中某一环节出现质量问题,将导致印制板报废。
那么检验印制板须分过程中检验和成品检验。
我们常用的检验手段有用放大镜目检,背光检验等。
作为检验手段之一的金相切片技术,因其投资小,应用范围广,而被印制板生产厂家采用。
金相切片是一种破坏性测试,可测试印制板的多项性能。
例如:树脂沾污,镀层裂缝,孔壁分层,焊料涂层情况,层间厚度,镀层厚度,孔内镀层厚度,侧蚀,内层环宽,层间重合度,镀层质量,孔壁粗糙度等。
总之,如同医生用x 光给病人看病一样,它可以观察印制板表层和断面微细结构的缺陷和状况。
本人在工作中对其有一定了解。
现分几方面简述如下:1. 金相切片(Microsectioning)的制作过程金相切片制作工艺流程如下:抽取待检生产板→ 取样→ 精密切割到符合模具大小→ 镶嵌→ 粗磨→ 细磨→ 抛光→ 微蚀→ 观测1)生产线上抽取需做金相切片的生产板。
2)用剪床切取试样中心和边缘需做金相切片的部分。
3)使用精密切割机,切割试样到符合装模尺寸大小,注意保持切割面与待观测面平行或垂直。
4)取一金相切片专用模具,将试样直立于模内,让待检部位朝上。
取一纸杯将冷埋树脂(固态)与固化剂(液态)按1.4:1 体积比混合,搅拌均匀,倒入模具内,直到样品完全浸没,将模具静置10-20 分钟,待树脂完全固化。
5)待固化完全后,先用较粗的金相砂纸将样品磨至接近待检部位,再按金相专用砂纸目数由小到大的顺序进行粗磨和细磨。
注意要磨到截面圆心的孔中央,且截面上两条孔壁平行,不出现喇叭孔(如图1),样品表面无明显划痕为止。
图1 喇叭孔示意(50×)6)用抛光粉(粒径0.05um),换上抛光布,对待检表面进行抛光处理,使待检表面光亮,无划痕,通过显微镜可观察到平整的待检表面的图像。
金相切片的制作过程
金相切片的制作过程1.0 材料与设备设备:1.1 二速研磨/抛光机1.2.显微镜材料:1.1 冷埋树脂粉;1.2 冷埋树脂固化剂(可用水晶树脂胶系列代替);1.3 透明切片模;1.4 研磨砂纸(P180#、P600#、P1000#、P1500#、P2000#、P2500#、P3000#);1.5 金相切片微蚀液;1.6 抛光布;1.7 强力胶泥1.8 抛光粉;辅料:1.1 10%的硫酸除氧化;1.2 酒精清洗残留胶渍;1.3 两个量具(用于装树脂粉末和固化剂);1.4 搅拌条;1.5 吸水棉。
2.0 程序:2.1 准备测试样品标本:2.1.1从生产板中剪切需检测样品。
依附图Fig 1所示在相应的区域切取样品标本。
2.1.2对于检孔的板而言,为防止被检查区域被损坏,样品剪切应保证离孔边缘最少1mm。
注意剪切测试时不能穿过孔,否则会因为会损坏孔边缘和外观,导致在孔壁有空洞或分层。
2.2装备与镶埋样品标本:2.2.1 塑钢透明切片模的准备:2.2.1.1 用胶纸封住塑钢透明切片模的两端,然后在中间装上少许强力胶泥用于固定样品;2.2.1.2用镊子夹住被剪切的样品,标准样品被剪切的边缘离孔边缘保留1 mm,剪切的边缘朝上平放置于塑钢透明切片模中间。
2.2.2 铸造样品的过程:2.2.2.1先后倒入合适体积比的冷埋树脂粉和冷埋树脂固化剂于量杯中(如果用树脂胶系列,则先后倒入合适体积比的树脂胶、促化剂和树脂固化剂);2.2.2.2用搅拌条轻轻搅拌,确保树脂粉与固化剂充分混合至到树脂粉末完全溶解。
树脂系列原料混合调配体积比是确保样品成型的关键。
2.2.2.3慢慢将混合树脂倒入切片模具中,倒树脂时必须从样品的一侧往下倒,以确保树脂穿流过孔,从而清除孔内的空气,避免树脂在后续的固化过程中产生气泡。
不要直接从样品上面直接倒入混合树脂,否则将很容易导致空气滞留在树脂模型中,从而导致后续的操作误差影响到实验数据的真实性。
金相切片流程(2)_2023年学习资料
粗磨-细磨-初抛-9000-7000-5000-3000-1000-4/0-2/0-8-400-200-2 -0100-碳化-硅砂纸粒度-一一-天然-刚玉砂纸等级-500300-10080604030-10975粒尺寸/m-图-2-5-碳化硅砂纸粒度及天然刚玉砂纸等级与其磨粒尺寸的关系
炭化硅砂纸的粒度大到一定程度后(280号150-号,磨光速率差不多,但变形层深度却随却随-磨粒尺寸的增大而 加。因此,开始磨光时所用-的少纸不一定越粗越好,通常用粒度为200,400-600以及800(或300,5 0,700,900)的四种秒-纸,进行磨光后即可进行抛光。对于较软的金属,-应用更细的砂纸磨光后再抛光。砂纸产生的变形层较深,但经过磨50-100下之-后就基本不变,磨光速率则随着使用次数的增加-而下降。因此新 纸稍加使用后处于最佳使用状-态,当用的太旧时,旧不宜再使用。-磨光时施加的压力越大,磨光速率也越大,但对形层的深度却影响不大,所以磨光时可是适当-加大压力。
■使用金相湿磨,磨光-效率能进一步提高,-图2一4为转盘式金相-预磨机,使用水作为-润滑剂和冷却剂。配-有 型机的自动抛光-FORCIMAT-Coe 301-机,可对磨光进行程-序控制,整个过程可-在数分钟内完成。 DISPOMAT-Cdeh射-GRIPIV-量上日
以在数分钟内元成。-8-121-107-IENNINN-●】-图2-4转盘式金相预磨机-1—一电动机2—一 座3—轴4—磨盘5—水砂纸6一螺钉-7—开关8一罩9一盘10—调节旋钮11—盖12一水管
此外,还可以采用机械镶嵌法,粗磨和细磨两步。-粗磨是将切害割后的试样在少轮上磨平,对-不作表层检验或测量的试样磨平后应倒角 -对于较软的金属如铜、铝等,一轂用锉刀、-粗少纸或在铣床,车床上修整外形和磨面,-应尽量避免使用砂轮机。细磨是消除粗磨时产生的磨痕,为试样磨-面的抛光做好准备。细磨一般在从粗到细-不同粒度的一系列砂纸上进行。
金相切片作业指导书

金相切片作业指导书1.目的规范金相切片的制作过程,以及制作过程中,各种设备、备件、工具的使用方法。
确保金相切片的正常制作和作业安全。
2.范围实验室工作人员和其他需要进行金相切片的人员。
3.职责品质工程师负责监督设备的使用和日常维护,制定本文件,并培训实验室操作人员。
实验室人员按照本文件要求进行操作。
4.所需设备和辅助材料4.1快干型镶嵌胶4.2固定夹具4.3加力型剪刀4.4硅胶模具4.5搅拌杯、搅拌棒4.6抛磨机4.7600目水砂皮、1000目水砂皮、1500目水砂皮、2500目水砂皮4.8抛光片4.93um、1um、0.25um抛光剂4.10抛光冷却液5.制作流程预切→灌胶→研磨→抛光→微蚀→显微镜观察、测量和拍照6.操作方法6.1预切6.1.1剪下需要做切片的样品,确保需要检测的位置,没有变形、损伤等问题。
6.1.2在抛磨机上安装600目水砂皮,对样品进行预磨,磨除剪下样品时损伤的区域,将切面磨至接近需要检测的区域。
6.2灌胶6.2.1将样品待检测的一面向下,使用固定放稳。
6.2.2把固定好的样品放入硅胶模具中。
6.2.3按照固液体积比例为1:1.1-1.4,混合搅拌镶嵌胶的两种组份。
6.2.4把搅拌好的镶嵌胶缓缓倒入硅胶模具,使液体完全覆盖切片部分。
6.2.5静置10-20分钟,待灌胶完全冷却后,剥出切片。
6.3研磨6.3.1使用600目水砂皮,对切片正反面进行预磨,使两面平整,并修平切片边缘。
6.3.2使用1000目水砂皮,将切片磨至待检测的断面处;旋转90度消除磨痕。
6.3.3使用1500目水砂皮,消除800目水砂皮造成的损伤层;旋转90度,消除磨痕。
6.3.4使用2500目水砂皮,消除1500目水砂皮造成的损伤层;旋转90度,消除磨痕。
6.4抛光6.4.1更换3um抛光植绒抛光布,滴上抛光冷却液,在切片面沾上3um颗粒的抛光液,对切片进行抛光。
6.4.2更换1um抛光植绒抛光布,滴上抛光冷却液,在切片面沾上1um颗粒的抛光液,对切片进行抛光。
再谈PCB金相切片的作用、制作技术及相关切片解析

热应力试验,通常为模拟焊接过程,将试样浮置于熔融焊锡表面(锡锅温度维持在288℃±5℃, 10S),试样经受迅速加热而使内部结构受到应力的试验。试验结束后,进行金相切片观察,须没有 分层、拐角裂缝、镀层裂缝和介质层裂缝现象出现。 (3)热冲击试验
热冲击试验,是使试样经受多次高温及低温迅速变化循环的试验。试验结束后,通过金相切片观 察,须没有分层及裂缝的情况出现。 (4)金属化孔模拟重复焊接试验
feixiao
仅供参考学习
所采用的定位系统。但某些客观因素的存在,还是会造成层间的偏离。为此,必须对层压后的多层 印制板进行金相切片抽检,以保证层压后的板符合质量要求。 (3)孔壁去钻污和凹蚀效果检测 经过钻孔工序后的印制板或多层印制板,受多种因素的影响,会造成孔壁的环氧树脂沾污,如不去 除将会影响如:孔壁镀层的附着力、内层连接等。因而,在进行孔金属化前,必须去除孔壁上的熔 融树脂和钻屑,同时进行凹蚀处理。为判明去沾污和凹蚀的效果,就要通过金相切片加以检测。 (4)孔金属化状况检测 1)将全板电镀工序后的双面板或多层板,取电镀试孔或钻房试孔,制作金相切片,检测孔金属化情 况,是否有镀层空洞、针孔等缺陷存在。 2)将图形电镀工序后的双面板或多层板,取样后,在锡锅内(288℃±5℃,10S),进行三个循环 的浸锡试验。然后,制作金相切片,检测孔金属化情况,观察是否有分层、裂缝等现象出现。 (5)电镀能力评定 印制板的电镀过程,包括全板电镀和图形电镀两部分。电镀能力则包括整板镀层分散均匀性和穿孔 电镀能力两种。 1)全板电镀工序电镀能力评定 镀层分散均匀性 取一定量的试板,按编号沿飞巴从左到右排开,经全板电镀工序后,按下图(1)A、B、C、D、E、F、 G、H、I 位置取样后,制作金相切片。按图(2)读取孔壁和孔口板面铜厚后,经计算可得飞巴上不 同位置的板面镀铜层厚度分布和每板上不同位置的铜厚分布。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Innovation, Teamwork, Excellence, Quality
二、切片的制作
切片制作的目的 需要的仪器与物料 切片制作的步骤 孔壁标准评判
Innovation, Teamwork, Excellence, Quality
Innovation, Teamwork, Excellence, Quality
三)切片制作的步骤
1、取样:
蚀刻前:切片取样选择板边微孔为最佳取样点。 蚀刻后或成型之板:切片取樣以內層為Thermal Pad(圖 一)或内层导线连接之孔(圖二)為主要取樣點。
图一、Thermal Pad之图
图二、內層有導線連接之孔
對策: 1、調整鑽針進刀速度及回刀速度 2、調整去膠渣段的時間、濃度及溫度 3、控制微蝕速率
Innovation, Teamwork, Excellence, Quality
四)孔壁標准判讀
4.2、釘頭
無釘頭現象
a/b不超過2.0倍。釘 頭長度/內層銅箔厚度 ≦2.0)
原因: 1、钻针進刀速度及回刀速度過快 2、疊板層數過多 3、垫板質量差,導致钻孔時排屑不良
一)切片制作的目的:
监视制程品质的变异
监控出货品质之保证
(电路板品质的好坏、问题的发生与解
决、制程改进的评估,都需要微切片做为
客观检查、研究与判断的根据。)
Innovation, Teamwork, Excellence, Quality
二)需要的仪器与物料: 电动冲床 切片底座(模具) 双盤式研磨拋光機 壓克力粉及硬化劑 砂紙240#、800#、2000# 拋光粉 拋光布 微蝕液 棉花棒 烤箱
2、冲切片
使用冲床冲出所要之切பைடு நூலகம்。
Innovation, Teamwork, Excellence, Quality
3、镶埋金相切片
• 將切片底端压入切片底座內,观察孔中心对齐切片模模具表面处。
Innovation, Teamwork, Excellence, Quality
4、切片灌胶
• 取出少量压克力粉置入杯中,加入等体积之硬化剂; • 用不锈钢棒攪拌均勻,攪拌時尽量不要产生气泡。 • 將調制均勻之樹脂倒入切片底座內,一般采取烘烤的方式使樹脂快速硬化。
Thermal pad 是PCB布线中的一种焊盘形式,即所谓 的"十字桥"或"一字桥"。为了防止高温熔锡进孔所造成的 剧烈膨胀对四周的冲击,避免可能产生分层而故意在焊盘 间留出见底的四个缺口,以减少热冲击的效应,因而称之 为隔热盘。其作用如同桥梁或铁轨的伸缩缝,可在高温中 保持整体的安全。
Innovation, Teamwork, Excellence, Quality
Innovation, Teamwork, Excellence, Quality
放置時間過久產生氧化
9、微切片制作 品質四:切片品質OK的現象
切片觀察明顯可見壓合樹 脂的經相、偉相,且孔銅 截面無磨痕 一個良好的切片必須滿足: 表面無磨痕,無氧化,必須磨到孔的中 心位置,孔壁不可歪斜,並且可明顯看到玻纖結構。
Innovation, Teamwork, Excellence, Quality
四)孔壁標准判讀
4.1、楔形破孔
鍍銅孔壁與內層銅面 接合完好無任何裂痕 或凹陷現象。
原因: 1、钻孔造成的釘頭過大 2、除胶渣過度造成的楔形孔破 3、微蝕過量
孔壁鍍銅與內層銅箔連接處 所發生之楔形缺口已完全斷 裂,造成內層斷路。
研磨時隨時90°或180 °变换方向,並將切片拿起來觀察,使切片研磨面盡量 均勻。
④ 當研磨至孔壁邊緣時,依上述步驟改用800 #研磨至孔的1/3處,再使用2000#砂紙慢 慢研磨至孔的中心位置,以上須依順序進行, 直到無磨痕為止。
⑤ 在每更換一種規格的砂紙須旋轉切片 90 ° 再進行研磨,直到上一階段粗磨的痕跡完全 被去除為止,然後用自來水清洗研磨表面。
金相切片制作
Innovation, Teamwork, Excellence, Quality
主要内容
一、定义简介 二、切片的制作 三、切片的解析
Innovation, Teamwork, Excellence, Quality
一、定义简介
金相切片——又名切片,cross-section, x-section, 是用特制液态树脂将样品包裹固 封,然后进行研磨抛光的一种制样方法。
Innovation, Teamwork, Excellence, Quality
6、抛光
① 將兩勺拋光粉放入洗滌瓶中,加滿自來水稀釋,注意稀釋的過程必須調制 成液體,不可出現粉狀現象。
② 將配好之拋光液滴在拋光布中央,用手握住切片底座,將切片緊貼拋光布, 隨後進行快速磨擦拋光,拋切片光時要時常改變方向,使產生更均勻的效 果,直到磨痕完全消失,表面光亮為止。
③ 研磨完成後用自來水清洗切片並擦干 。
Innovation, Teamwork, Excellence, Quality
7、微蝕 用棉花沾適量微蝕液在切片位置來回擦拭2~3秒,然後用紙巾擦示干
淨。
Innovation, Teamwork, Excellence, Quality
8、观察 將欲觀察的切片放在金相顯微鏡之載玻片上。首先用25X對焦,找到
欲觀察之位置,然後選擇合適的倍率進行測量及判圖。
Innovation, Teamwork, Excellence, Quality
9、微切片制作 通常切片研磨的不良图片如下:
品質一:磨痕
只用240#砂纸研磨 品質二:磨斜
只磨到800#砂纸的现象
只磨到1200#现象
品質三:氧化
研磨時因施力不均造成喇叭孔
Innovation, Teamwork, Excellence, Quality
5、研磨
① 兩台研磨機,有四組研磨盤,研磨盤上分別放有240#、800#、 2000#之 砂紙及拋光布。
② 按研磨机开关使研磨机转动,並打開研磨機進水開關,讓水湿润砂紙。 ③ 用手握住切片底座,將切片緊貼砂紙,先使用240#砂紙粗磨至孔的邊緣,