LED灯具SMT制程检验标准
LED灯具成品检验标准
成品检验规范文件编号:版本号:编制:日期:审核:日期:批准:日期:生效日期:受控状态:文件变更记录1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围适用于所有LED 灯具产品入库及出货检验。
3、定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
4、检验条件4.1 检验光源:普通日光灯灯源500lux.4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.4.4 外观检验时间:10s/每个面。
4.5 测试设备:见测试项目内仪器。
5、引用标准5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。
5.3 样本数小于或者等于20PCS 时全检处理。
5.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容6.1 成品送检6.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。
6.1.2 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。
6.1.3 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。
6.2 OQC 检验6.2.1 OQC 抽样按5.1-5.4 执行。
6.2.2 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要求进行检验。
SMT灯条检验规范
SMT灯条检验规范 SMT灯条检验规范
制定: 审核: 批准:
文件编号: 版本: 生效日期:
HCL-QD01-04 A/0
1.目的 根据UL、CE和行业相关标准,并结合本公司的实际情况,制定本规范,使品 质部及所有相关人员检查时,有一个准确的检验依据;并保证其验收的物 料品质符合生产使用要求. 2.适用范围 本标准适合于本公司的所有来料. 3.缺陷分类 缺陷:即不符合规定或潜在的质量要求,缺陷按其性质分为三类:A 致命 缺陷(Critical); B 主要缺陷(Major); C 次要缺陷 (Minor). 4.抽样方案 按照GB2828/87正常水平G Ⅱ 允收值: CR: 0 MA: 0.4 MI: 1.5
物料 检验项目 抽样方案
名称
检验方法和要求 1.铝基板表面无松香/助焊膏残留痕迹,无锡珠。 2.铝基板和灯珠表面不能有破损,烫伤。
3.灯条不能电阻贴错件,灯珠/电阻不可有浮高。 4.灯珠歪斜不能超出灯珠丝印范围。 5.灯条表面不能有掉油漆, 6.灯珠/电阻焊盘上锡要饱满光滑,不能有漏铜箔现象。电阻底部、侧面、正面均需上锡。 7.须拼接的灯条,连接线不能有虚焊,假焊,锡不熔,少锡等现象。焊点高度应<1mm.线材不得烫 伤。 8.灯珠极性不得贴反,须与工程图纸要求一致。 1.功能测试不能有灯不亮或异色现象。 2.RGB灯条在测试检查时必须在单色画面确认其单一性,最后在白色画面再检查一次。
CR
MA
MI
√ √
外观 SMT灯条
II
√ √ √ √ √
功能
S-1
√ √
WI-QC-001灯带贴片检验标准1
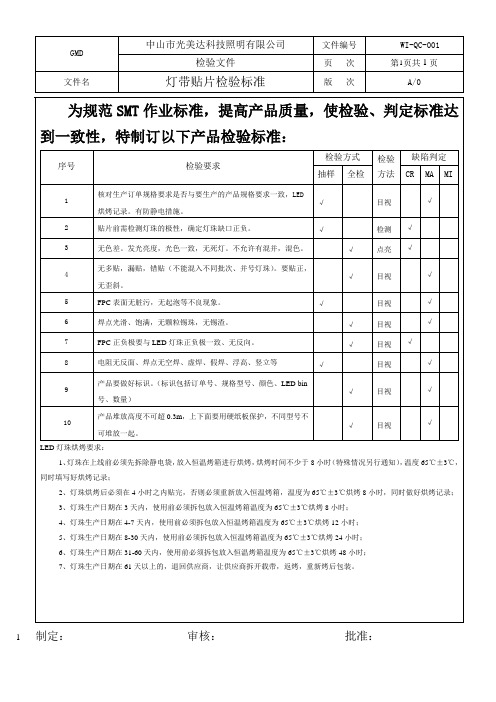
为规范SMT作业标准,提高产品质量,使检验、判定标准达到一致性,特制订以下产品检验标准:
序号
检பைடு நூலகம்要求
检验方式
检验方法
3、灯珠生产日期在3天内,使用前必须拆包放入恒温烤箱温度为65℃±3℃烘烤8小时;
4、灯珠生产日期在4-7天内,使用前必须拆包放入恒温烤箱温度为65℃±3℃烘烤12小时;
5、灯珠生产日期在8-30天内,使用前必须拆包放入恒温烤箱温度为65℃±3℃烘烤24小时;
6、灯珠生产日期在31-60天内,使用前必须拆包放入恒温烤箱温度为65℃±3℃烘烤48小时;
缺陷判定
抽样
全检
CR
MA
MI
1
核对生产订单规格要求是否与要生产的产品规格要求一致,LED烘烤记录。有防静电措施。
√
目视
√
2
贴片前需检测灯珠的极性,确定灯珠缺口正负。
√
检测
√
3
无色差。发光亮度,光色一致,无死灯。不允许有混并,混色。
√
点亮
√
4
无多贴,漏贴,错贴(不能混入不同批次、并号灯珠)。要贴正,无歪斜。
7、灯珠生产日期在61天以上的,退回供应商,让供应商拆开载带,返烤,重新烤后包装。
制定:审核:批准:
√
目视
√
5
FPC表面无脏污,无起泡等不良现象。
√
目视
√
6
焊点光滑、饱满,无颗粒锡珠,无锡渣。
√
目视
√
7
QA LED灯饰类成品检验标准(SM03-QA-04)

7.使用工具:卡尺,万用表。
8.程序:
8.1生产填写送检单。
8. 2外观检验:
1
外观检查
侧面污点或油污≥20mm²,背面及底面≥30mm²。
常光下,检查箱体侧面、背面是否有污点或油污现象,并用卡尺测量污点或油污的面积。
MAJ
不合格
喷漆不均匀或脱落,常光下30厘米可见
1.目的:为确保所有LED灯饰类成品出货均能达到客户使用标准。
2.范围:凡本公司所有LED灯饰类出货检验均适用之。
3.权限:送检:生产部,检验:检验员,核准:合格品由质量部主管,不合格品,由质量部主管或授权工程师判定。
4.抽样计划:《依抽样计划标准》、《GB7000》执行。
5.允收水准(AQL):重大(CR):0、主要(MAJ):0.65、轻微(MIN):1.5。
常光下,距离30厘米,检查外观是否有喷漆不均匀或脱落现象。
MAJ
不合格
表面划伤面积≥50mm²或划伤长度≥3mm、宽度≥0.15 mm
常光下,检查外观是否有划伤现象,并用卡尺测量划伤处的长度和宽度或面积。
MAJ
不合格
外壳内有异物(垫片、螺钉螺母、杂物)
目视检查内是否有异物
MAJ
不合格
8.3性能检验:
文件编号
SM03-QA-04
当前版本/次
A/0
页码
01OF03
LED灯饰类检验标准修改记录
序号
修改
章节
修改
页码
修改原因
最新版本
修改
时间
修改
批准
01
全部
全部
首次发行
A/0
LED灯检验验收标准
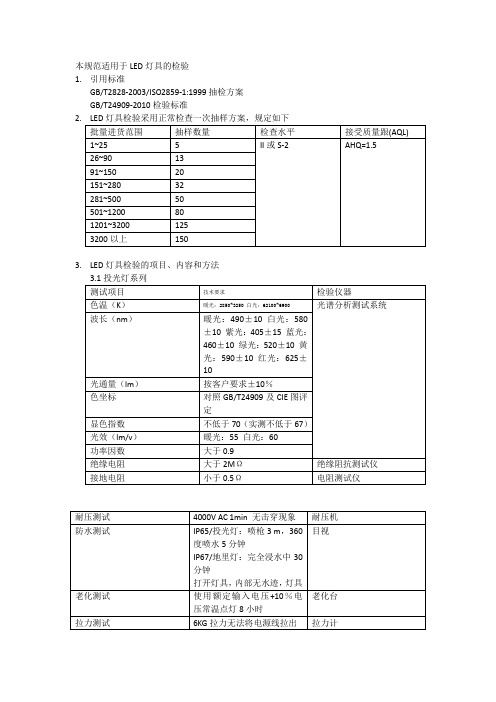
本规范适用于LED灯具的检验
1.引用标准
GB/T2828-2003/ISO2859-1:1999抽检方案GB/T24909-2010检验标准
2.
3.LED灯具检验的项目、内容和方法
3.1外观要求
3.1.1 投光灯类:
表面清洁,喷塑
3.1.2支架类:横平,竖直,同平面,半圆,圆圈要居中,角度要标准,不能变形,不能
生锈
3.1.3芯柱类:芯柱玻璃无破碎,玻璃融合无分层状态,导线、金属件连接牢固,导线物
掉落,排气孔无变形堵塞状况,料性好,与玻壳能熔接,封口后无冷爆现象。
3.1.4外壳类:外表无油污或生锈,无变形或突起及破裂现象,无明显沙眼,外观面毛边
不可大于0.1mm,螺丝孔无堵塞或为攻丝,丝孔用螺丝安装无过紧或过松现象。
3.1.5螺丝类:材质、规格是否符合要求,丝牙是否清晰完整。
3.1.6纸箱类:颜色和图像符合要求,材质符合图纸要求。
3.2材料到货后由供应商或仓管员填写来料检验通知单,通知检验人员进行检验,检验员判定合格后由库管员在“入库单”签字入库。
如果检验不合格则按《不合格品控制程序》进行处理。
3.3所有材料必须经过检验确认合格后方可上线使用。
LED灯具成品通用检验标准

一.目的
为规范LED灯具的检验作业,明确检验内容和要求,有效管控产品品质, 确保满足顾客和生产需要。
二.范围
适用于公司所有LED灯具产品。
三.抽样方案
采用GB单次抽样,检查水平(IL )和接收质量(AQL遵循如下规定:
四.定义
4.1 A面:灯具的正前面、上表面(在使用过程能直接看到的表面)
B面:灯具的侧面(需将视线偏转45° ~90°才能看到的四周边);
4.3 C面:灯具的背面及底面(正常使用时看不到的背面及底面)。
五.检验标准
六、参数标准
1、调光标准:
计算方法:如L101-30W-DC24V输入电压为24V,实测输入电流为,则实测功率为(按表格中要求,功率范围27W-33W。
25%调光实测输入电流为, 则实测调光为()*100%=%
2、跌落标准:
3、各型号灯具光通量指标:。
LED灯具检验标准及灯具安全检测要求模板

LED灯具测试1, 高温高压及其冲击测试:针对对象: LED灯具( 含LEDDriver的成品灯具)参照标准: 行业经验测试方法: 1, 将5款LED灯具放置在一个室温为60℃的房间;2, 经过调压器将LED灯具的输入电压调为最大额定输入电压的1.1倍;3, 接通电源, 点灯24H, 并观察灯具是否有损坏、材料受热变形等异常现象;4, 点灯测试后, 经过继电器控制灯具在此环境下进行冲击测试, 测试设置为: 点灯20s、熄灯20s, 循环100次。
测试要求: A, 灯具在经过高温高压测试后, 不能发生表面脱漆、变色、开裂、材料变形等异常现象;B, 灯具在经过冲击测试后, 不能发生漏电、点灯不亮等电气异常现象。
2, 低温低压及其冲击测试:针对对象: LED灯具( 含LEDDriver的成品灯具)参照标准: 行业经验测试方法: 1, 将5款LED灯具放置在一个-15℃的环境下;2, 经过调压器将LED灯具的输入电压调为最小额定输入电压的0.9倍;3, 接通电源, 点灯24H, 并观察灯具是否有损坏、材料受热变形等异常现象;4, 点灯测试后, 经过继电器控制灯具在此环境下进行冲击测试, 测试设置为: 点灯20s、熄灯20s, 循环100次。
测试要求: A, 灯具在经过低温低压测试后, 不能发生表面脱漆、变色、开裂、材料变形等异常现象;B, 灯具在经过冲击测试后, 不能发生漏电、点灯不亮等电气异常现象。
3, 常温常压冲击测试:针对对象: LED灯具( 含LEDDriver的成品灯具)参照标准: 行业经验测试方法: 1, 将5款LED灯具放置在一个室温为25℃的环境下;2, 按LED灯具的额定输入电压接通电源点灯;3, 经过继电器控制灯具在常温常压下进行冲击测试, 测试设置为: 点灯30s、熄灯30s, 循环10000次。
测试要求: 灯具在经过常温常压冲击测试后, 不能发生漏电、点灯不亮等电气异常现象。
4, 温度循环测试:针对对象: LED灯具( 含LEDDriver的成品灯具)参照标准: 行业经验测试方法: 1, 将5款LED灯具放置在一个测试箱, 测试箱的温度能够调节温度变化速率;2, 按LED灯具的额定输入电压接通电源点灯;3, 测试箱的温度变化范围设置为从-10℃到50℃, 温变速率为: 大于1℃/min, 但小于5℃/min; 4, 测试箱在高温和低温各保持0.5H, 循环8次。
LED灯泡成品检验标准
★ ★
高温而不变形,变色,脱落,卷边等.
1. 按订单要求区分塑料材质:
:
ABS、PC、PMMA、PE、PO、PVC、PP、PBT、环氧树脂等,可参照燃烧 ★
法区分。应与要求吻合。(破坏性测试)
2. 塑料绝缘层的厚度应达到 0.8mm 以上.
编制: 严禁复印
审核:
批准:
第 1 页,共 3 页
日期:
企业管理标准
扭力计 拉力计 卡尺, 千分尺 防护等级测
试台 试验指
点亮装置
老化装置 分光分色仪
积分球 色板, 目测 目测
目测
3. 按订单要求具体区分铁辛铝铜件的应用.与要求相符
用明火点燃被测物体(如 PCB 板.塑料外壳…),要求物体在离火后 30S 内 自动熄灭,其燃烧时的跌落物不得点燃下方(200+5)mm 处铺开的薄纸, (测试完成后熄灭酒精灯和火机,检查确定无火种存在) 注:以箱为单位抽样,再从抽样的每箱中任拣一个。 1. 所有螺丝应紧固,不能有松脱,滑牙现象. 2. 用拉力计施 60N 拉力拉电源线 25 次。每次拉力施加 1S,实验后电线
不松脱.
★ ★
★ ★ ★
6. 内部走线合理,排列整齐,线头无裸露,绝缘皮无破损,所有电线应
★
远离发热部件。
7. 试装:灯泡应匹配标准灯座进行安装 15 次以上, 应正常点亮,操作过程 中应能顺畅自如,无阻挡.安装后,灯泡的轴线与灯座处于同一中心线上, 不发生偏差.
★ ★
8. 灯泡除采用散热铝管进行良好散热外,各处应具有一定的散热设计如通
企业管理标准
文件编码
版次
A/0
主
LED 灯泡成品检验标准
生效日期
2021-10-13
LED灯珠检验标准

SMD灯珠来料检验
序号
项目
不良问题
不良问题判定
1
测试
1.1死灯
在规定测试条件下,晶片不发光不接受.
1.2发光错误
发光颜色不同于规格或标准样品要求不接受
1.3Ir
在规定测试条件下Ir>2μA不接受(有特殊要求按特殊要求).
1.4Vf
在规定测试条件下,VF值超规格要求不接受(±0.1)
4.17银胶量多
1.三晶支架不允许两电极的银胶相接或银胶与相邻电,极相接,两者的间隔必须大于1/3两电极的间距. (在10X镜下确认)
2.单晶支架的银胶不允许与焊线区接触,最大允许银胶不超过2/3两电极的间距
4.18少胶多胶
1.产品多胶/少胶:长宽高尺寸不超出Spec要求最大/最小的尺寸
2.Lens与PPA之间错位最大为0.2mm.
4
外观
4.1清洁
灯珠表面干净,无脏物附在其上,PPA表面染色不接收.
4.2异物
灯杯內异物不得大于0.2mm,线状异物最长不得超过0.3mm, Lens內异物
最大允许0.2mm.另所有异物不允许连接任意两个电极或形成导通状态.
4.3银胶量
从正面正视,单个晶片四周露有银胶,即晶片要被银胶四周包围
4.4引脚氧化/沾油墨/沾胶
3.胶体少胶标准﹕(外观判定少胶以未露金线为准,但不允许胶体不平).
4.胶体多胶标准:不允许高出PPA,即最多与A平面(PPA)平齐.侧面沾胶不允许沾到灯珠脚上
4.19少油墨
将整个灯平面分为4部分,任何部分有1处少墨不得超过此部分面积的20%如有2处(任何部分)以上少墨则不得少于总面积,的10%.(如根据客要求不须涂油墨,则不适于此规格)
LED灯具SMT制程检验标准

1.点灯测试: 电源正负极与PCBA正负极对应接通,从通电到灯亮时间T<3S. 2.PCBA通电后灯珠无闪烁现象. 3. PCBA通电后灯珠不亮,亮度明显暗于正常的亮度的现象判定为不合格. 4. PCBA通电后,双晶灯珠只亮一颗芯现象判定为不合格.
二、外观:参考IPC-610D 2级标准(专用服务类电子产品)焊锡检验标准
1.印锡无偏移,锡膏量/厚度符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘90%以上(标准). 2.钢网开孔有缩孔,但锡膏量/厚度仍符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘85%以上(允收). 3.印锡偏移焊盘15%,锡膏量/厚度不足,两点锡膏量不均匀,锡膏覆盖焊盘不足85%(拒收). 4. 元件无任何偏移,元件的焊接端良好的与基板焊盘接触(标准) 5. 元件偏移小于PAD宽度的1/4,且元件可焊端与基板焊盘有良好的接触,经焊锡后可完全保证连接性. 6. 元件偏移大于PAD宽度的1/4. 7. 元件一端翘起无法接触基板焊盘. 8. 包焊:焊锡高度超出元本体, 假焊:元件PAD与基板焊盘未完全接角焊接,少锡:焊接面焊锡连接过少. 9. 锡珠:锡珠直径小于0.13mm,在600mm2 以内不超过3个,固定不动,且不会造成短路影响安全距离等. 10. 锡珠:锡珠直径大于0.13mm,在600mm2 内超过3个,移动,且有可能会造成短路影响安全距离或造成 隐患等. 11. 元件反向,损伤,胶裂,变形,缺损. 12. 元件光泽不均,杂质,水纹,污点,凸点 13. LED灯不能出现明显色差,亮度不一致,死灯,不允许出现单芯亮或是两芯亮等. 14. 铝基板划伤不能露底材. 15. 空焊.
LED灯管检验规范
序号
检验项目
检验方法
检验标准
检测工具
缺陷等级
CR
MAJ
MIN
10
标示
目测
标志、标签完整正确(型号、代号、标准编号、名称、商标、制造厂商、产地、生产日期、安全警告、合格证)
目视
√
11
包装
目测
包装符合设计、出货要求,无漏放说明书等附件,纸箱、保丽龙无严重破损、脏污。
目视
彩盒颜色与确认样一致,无明显色差、色斑、泛白现象,印刷内容与字体与订单、资料要求一致,无错印、漏印、移印、重印现象。
目视
卡尺
√
透光面不可有明显黑点、杂点,黑点、杂点在点灯后50CM远目视不明显可接受。
√
透光PC盖点灯后不可有条纹、斑块现象。
目视
√
点灯后不可有色差,不可有暗灯、死灯现象。
目视
√
内部不可有脏污、杂物,表面颜色不可有明显差异。
目视
√
铭牌、标贴不可有松脱、翘曲,字体不可有模糊、印刷不良,内容与要求一致。
目视
√
外箱箱唛印刷正确,无错印、漏印、移印现象,字体无明显泛白现象,品名、规格、订单号等标识填写正确、清晰。
√
12
跌落试验
试验
测试
产品完全包装OK后,实施相应要求高度的自由跌落,跌落顺序为一点三棱六面共10次,重量在10Kg以下,跌落高度为1m;重量在10-16Kg,跌落高度为82cm;重量在17-26Kg,跌落高度为61cm;重量在27-46Kg,跌落高度为45cm;重量在47-70Kg,跌落高度为32cm;重量在70Kg以上,跌落高度为21cm。跌落完后(保丽龙)外箱无严重破损,产品无变形、碰伤、功能测试、电气安全测试正常。
SMT品质检验标准

SMT品质检验标准一、品质判定:SMT制程分为锡膏制程与点胶制程(1)制程中缺点分为:A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者之生命或安全之缺点谓之;B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望之目的,明显的减低其实用性质的缺点谓之;C、次要缺点,〈MINOR DEFECT〉简写MI;2、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤;3、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠;二、SMT重点品质说明:1、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽;2、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准;3、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物;4、针孔:板底不能有洞孔现象出现;5、少锡:零件面吃锡不良,未达75%以上;6、包焊:焊点焊锡过多,看不到零件脚或其轮廓者;7、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路;8、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件;9、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;10反向:有极性之零组件与加工工程样品、方向相反,即为反向;11、倒置:又为反白,零件有规格标示一面倒置于PDA上;12、偏离:零件超出PAD之部分,不得大于本体宽度之1/4;13、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉;14、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品;15、PCB起泡:PCB板离层起泡或白斑现象;16、溢胶:胶水溢于零件两端PAD上;17、点胶推拉力必须在1;5KG以上;18、锡珠:于零件脚四周,有白色结晶沉淀物;〈也可说为锡珠SOLDER BALL〉19、浮高:零件一脚〈端〉跷起;20、侧立:零件侧面立起;21、直立:零件纵向站立〈又称墓碑现象〉;22、刮伤:PCB板堆积防护不当或重工防护不当产生刮伤问题;23、报废:线路断;三、SMT检验要项:1、检验部分:A、板子外观是否有起泡、撞伤、刮伤等现象;B、核对BOM是否有错件、多件、缺件;C、检视吃锡状况是否良好;D、零件是否有极性反向、零件倒置、零件偏位;E、零件外观是否有破损、印刷不良等现象;F、板子及零件是否有污染、不洁、氧化等现象;G、是否有因修补等到问题造成不良;2、包装部分:A、现品票或流程卡之书写核对;B、辅助表单是否齐全正确;C、包材是否有破损且大于PCB之面积;D、应贴之贴纸是否齐全正确;E、是否有应作ECN标示而未标示;F、包装之方法是否正确,是否造成品质不良;G、PCB是否有混装现象;H、PCB外箱标示是否有与实物不符现象;I、是否有按厂商之规定包装;J、包装标示OK后,是否先经领班确认再由QA盖章;四、SMT检验标准:1、见SMT基板CHECK指导书;2、见SMT锡点检验标准;3、见SMT点胶CHECK指导书;。
SMT检验标准OP-WI-QM-45

1、印刷图形的大小和焊点一致,且锡膏面积稍小于焊盘;2、锡膏未涂污或倒塌。
WWa 1A1、印刷图形大小与焊点基本一致;2、涂污,但两焊点之间的距离是原设计空间的25%以上 1. w1≧W*25% ; 可允收;2. a1≦A*10% .3、涂污或倒塌面积不超过附着面积的10%,可允收。
w 1Wa 1A1、印刷图形与焊点明显不一致,则不可允收;印刷图形与焊点不一致,2、涂污,两焊点之间距离是原设计宽度的25%以下, 1. w1<W*25% ; 不可允收;2. a1>A*10% .3、涂污或倒塌面积超过附着面积的10%以上者拒收。
w 1W1、印刷偏离焊点且超过焊点长度或宽度(该两者之一) 1. w1>W*25% ; 的25%拒收;LL 12. L 1>L*25% ;2、锡膏覆盖焊点面积的75%以下拒收。
3. a1≧A*75% .w 1(注:A 为铜箔,a1为锡膏.)1、IC 的引脚完全定位于焊点的中央位置;2、IC 的方向正确无误。
1、焊点和铜箔不可脱落或断裂!原则上IC 脚不可偏移,如偏移须按下列标准判定:1、IC 脚偏移小于焊点宽度的1/3可允收,如果大于 1. w1≦W*1/3,OK ; 焊点宽度的1/3则拒收。
2. w1>W*1/3,NG .( 或w1<0.5mm, OK )WIC 各引脚 之间不可有焊锡连接和短路现象。
(此为致命不良)和涂污或倒塌项 目印刷严重偏移IC 类实装标准方式IC 类焊点脱落或铜箔断裂判 定 說 明图 示 说 明IC 脚偏移IC 脚间连锡印刷锡膏标准模式印刷锡膏涂污或倒塌OK最大可允收不可允收OKA a 1NG (拒收)NG (拒收)w1NG (拒收)L11. L1≧0,OK ;1、引脚吃锡部位不可超出焊点范围。
2. L2≧0,OK .L2Z1、引脚浮起或翘高不可大于0.15mm 。
Z1、引线脚的侧面,脚趾和脚跟吃锡良好;2、引线脚与焊点间呈现弧面焊锡带;3、引线脚的轮廓清晰可见;4、焊锡需盖至引脚厚度的1/2或0.3mm 以上。
LED制程检验指导书
LED制程检验指导书LED制程检验指导书1.引言本文档旨在提供关于LED制程检验的详细指导。
LED(Light Emitting Diode)是一种半导体器件,广泛用于照明、显示和指示等领域。
为确保LED产品的质量和性能,制程检验是非常重要的环节。
2.检验准备2.1 器材准备2.1.1 检验仪器:列出需要使用的检验仪器,例如电流表、电压表、光谱仪等。
2.1.2 标准参考器件:列出用于校准检验仪器的标准参考器件,如标准电阻、标准电压源等。
2.2 环境条件2.2.1 温湿度条件:指明LED制程检验所需的环境温湿度条件。
2.2.2 照明条件:指明进行光电特性检验时所需的照明条件,如光强、光色等。
3.检验项目及方法3.1 外观检查3.1.1 包装完整性:检查LED产品包装是否完好。
3.1.2 异物检查:检查产品表面是否有异物、污染等。
3.1.3 尺寸检查:使用合适的测量工具测量LED产品的尺寸。
3.2 电性能检验3.2.1 正向电流-电压特性:通过改变正向电流,测量正向电压并绘制电流-电压曲线。
3.2.2 反向电流:测量在反向电压下的反向电流。
3.2.3 电气参数:测量其他电气参数,如亮度、发光功率、电阻等。
3.3 光学性能检验3.3.1 光强:使用光强测量仪测量LED产品的光强。
3.3.2 光谱分析:使用光谱仪测量LED产品的光谱分布。
3.4 可靠性检验3.4.1 温度循环试验:将LED产品置于不同温度条件下进行循环测试,以评估其在温度变化下的可靠性。
3.4.2 加速老化试验:将LED产品置于一定温度和湿度条件下进行长时间连续工作,以加速老化过程。
4.检验记录在本章节中记录每次检验的具体数据和结果,包括检验项目、仪器使用、测试数值、标准值等。
5.附件6.法律名词及注释6.1 法律名词在本文档中涉及的法律名词包括但不限于:产品质量法、电器安全法、标准化法等。
详细描述每个法律名词。
6.2 注释本文档中涉及的术语、缩写、技术名词等的注释。
LED灯具检验标准

Maj
高温箱
EMC测试:
骚扰电压、辐射电磁骚扰、雷击浪涌、谐波电流测试符合要求
GB 17743
GB/T17626
Maj
EMC测试
设备
包
装
检
验
包装方式、数量、LOGO需符合订单要求
订单
Maj
目视
外箱无破损,纸质、规格、尺寸符合要求
BOM
Maj
卷尺
唛文印视
比对样品
Maj
目视
光通量、色温、显示指数、光效;功率因数、总功率符合技术规格书的要求.
NPI
Maj
积分球
照度、配光曲线测试符合技术规格书的要求.
NPI
Maj
光度分布
测试仪
耐压测试:电压1500VAC,电流5mA,时间3S(确认检验为60秒)无击穿短路或产生电弧现象
GB 7000.1
Cri
耐压
测试仪
接地测试:电流10A,电压12VDC,时间3S(确认检验为60秒)接地电阻值﹤0.5Ω
包装方式正确,安全合理
包装规范
Maj
目视
所配附件规格数量正确,无少放漏放
BOM
Maj
目视
卡尺
说明书内容正确,字迹清晰,产品合格证上盖有生产日期.
比对样品
Maj
目视
包装胶袋印有警告语并且两面打有∮5mm孔
BOM
Maj
目视
GB 7000.1
Cri
接地
测试仪
泄漏电流测试:泄漏电流≤1.0mA,测试电压为220V,时间为60S(确认检验)
GB 7000.1
Cri
泄露电流
测试仪
绝缘电阻:将500VDC加载到灯具的电源线与灯体外壳之间,测得的电阻值≧2MΩ
LED制程检验指导书
LED制程检验指导书5050三芯(暖白、正白系列)文件编号5050三芯(通用)文件頁次2010-7-8版本编号制作:审核:1.对已贴片好的PCB 进行检查/自检,检验有无漏贴元件,贴片偏移,贴片反向,贴错位置,贴片立碑等不良缺陷.(重点检验项目)2、对不良点用镊子进行修正,轻拿轻放,不要擦到FPC板或是碰到其它电子原件。
3.炉前目检应从炉中出来一块板,必须进行测试(检验重点,不能出现PCB板推挤现象)3.不良缺陷判定依据《SOP作业指导书》要求判定4.此工序操作具体依据《SOP 作业指导书》执行生产。
目视《自主检验报告》4目视《自主检验报告》无5炉前目检工序外观首件制作1.贴片上线前,先检查物料是否齐全,物料是否正确。
2.检验所贴好的原件是否有贴错位置,漏贴元件,贴片偏移,贴片原件反向等不良。
3.炉前目检贴片OK第一块板要由IPQC 进行首件确认(确认元件的方向,物料是否正确)方可过炉。
4.先贴一整板进行首件检验确认.5.此工序操作具体依据《SOP 作业指导书》执行生产。
外观SMT 贴片工序检验工序检验工具备料物料核对LED 制程检验指导书(SIP)产品料号品质要求品名/规格生效日期QQH-002抽样方式1/41.0 依MIL-STD-105E正常單次,一般二級抽樣.AQL: CR:0 MAJ:0.65 MIN:1.0《自主检验报告》序号检验项目1.生产部/外协加工厂根据《生产通知单》、《外协生产通知单》之规格要求以及相应的《BOM表》、《图纸》、SOP作业指导书》等资料进行备料,物料员负责对物料的品名、规格、数量、标识等进行核对,确认无误后方可投入使用。
2.检验重点:物料核对时必须依据《BOM表》、《生产通知单》、《外协生产通知单》单进行核对。
目视1 1.生产部/外协加工厂依据《工艺流程图》、《SOP作业指导书》以及《工程图纸》等文件进行首件制作.2.首件制作时机:如订单切换、物料批号切换、停机或修机4小时以上或换机生产等均要进行首件确认.3.每批首件制作需要制作一整板。
SMT通用检测判定标准

收
3、 依次应为拒收参考
偏移量 大于15% 锡垫
(本指导书依照IPC-A-610D国际标准要求制作)
制作:
审核:
批准:
广 州东亮 美 集 照明科技 有 限 公 司
GuangZhou Lovely Lighting Co.,Ltd
作业指导书
名
文件编号
WI-C-131
日期
SMT锡膏印刷通用检验标准
称
发行版次
(依照IPC-A-610D国际标准7.5.5过程警示-2,3
级)
元件本体与PCB之间距离大于1.5mm,判定
23
浮高
为:NG. 特殊要求零件除外
(依照IPC-A-610D国际标准7.5.1缺陷-3级)
金手指接触区有上锡现象;残留胶纸、手 24 金手指脏污 指印等可能导致接触不良的脏污,判定
为:NG
制作:
示范
3、 回流焊之后无焊性不良现象。
4、 依此判定为允收。
3
PITCH=0.5MM锡 膏印刷拒收标准
示范
拒收: 1、 锡膏成形不良且断裂。 2、 当零置放时造成短路。 3、 依此应为拒收参考
标准:
1、 锡膏无偏移
4
SOT锡膏印刷标 2、 三点锡膏量,厚度均匀。 准示范 3、 锡膏成形佳,无崩塌断裂。
(依照IPC-A-610D国际标准8.2.5.2缺陷-1,2,3 级)
长方体元件歪斜移位,与PCB焊垫接触面
11
偏移
积小于0.13mm或焊接面小于焊盘宽度的 50%
(依照IPC-A-610D国际标准8.2.2.1缺陷-1,2级)
最大焊接高度(E)可超出焊盘或爬伸到元
件金属镀层端帽可焊端的顶部,但不可接
SMT铝基板检查标准
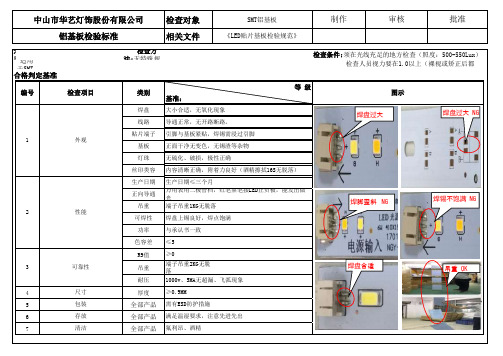
检查对象
SMT铝基板
制作
ห้องสมุดไป่ตู้审核
批准
铝基板检验标准
相关文件
《LED贴片基板检验规范》
适 用适用 于SMT 合格判定基准
编号
检查项目
检查方 法:无特殊规
类别
焊盘 线路
基准:
大小合适,无氧化现象 导通正常,无开路断路。
检查条件:须在光线充足的地方检查(照度:500-550Lux)
检查人员视力要在1.0以上(裸视或矫正后都 可)
等级
图示
焊盘过大
焊盘过大 NG
贴片端子 引脚与基板紧贴,焊锡需浸过引脚
1
外观
基板
正面干净无变色,无锡渣等杂物
灯珠 丝印类容
无硫化、破损,极性正确 内容清晰正确,附着力良好(酒精擦拭16S无脱落)
生产日期 生产日期≤三个月
正向导通 吊重
万用表用二极管档,红笔黑笔接LED正负极,能发出微 光 端子吊重1KG无脱落
7
清洁
全部产品 氟利昂、酒精
焊脚歪斜 NG
焊锡不饱满 NG
2
性能
可焊性 焊盘上锡良好,焊点饱满
功率 色容差
与承认书一致 ≤5
3
可靠性
4
尺寸
R9值 吊重 耐压 厚度
≥0 端子吊重2KG无脱 落 1000v、5MA无超漏、飞弧现象
≥0.9MM
焊盘合适
吊重 OK
5
包装
全部产品 需有ESD防护措施
6
存放
全部产品 满足温湿要求,注意先进先出
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检 验 方 测 试 测 试 目 视 目 视 测 试 目
缺陷等级 重要缺 主要缺 次要缺 允点 拒 允点 拒 允点 拒 收 收 收 收 收 收 0 0 0 0 0 √ √ √ √ 0 √ √ √ √ 0 0 0 √ √ 0 0 0 0 1 0 0 1 1 1 1 1 1 1 1 √ 1 √ √ 1 1 1 1 1 √ √
视 13. LED灯不能出现明显色差,亮度不一致,死灯,不允许出现单芯亮或是两芯亮等. 目 视 目 14. 铝基板划伤不能露底材. 视 目 15. 空焊. 视
审核
制表 秦岭龙
Байду номын сангаас
文件编号: QA/W201106016 制订单位: 品质部
LED 灯 具 SMT 制 程 检 验 标 准
发行日期:2012.03.10 版本:A0 页次:1/1
适用阶 1)Working Sample □ 2)制样 □ 3试产 □ 4)生产试产□ 5)量产□ 段: 检验项目: 抽样标准:MIL-STD-105E(可接受质量水准-正常检验) 一、检验工具:检测设备&工具:DC电源,墨镜,静电手环,静电手套. 二、功能 1.点灯测试: 电源正负极与PCBA正负极对应接通,从通电到灯亮时间T<3S. 2.PCBA通电后灯珠无闪烁现象. 3. PCBA通电后灯珠不亮,亮度明显暗于正常的亮度的现象判定为不合格. 4. PCBA通电后,双晶灯珠只亮一颗芯现象判定为不合格. 二、外观:参考IPC-610D 2级标准(专用服务类电子产品)焊锡检验标准
视 1.印锡无偏移,锡膏量/厚度符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘90%以上 目 ( ). 2标准 .钢网开孔有缩孔 ,但锡膏量/厚度仍符合要求,锡膏无塌断裂现象,锡膏覆盖焊盘 视 目 85%以上(允收). 视 3.印锡偏移焊盘15%,锡膏量/厚度不足,两点锡膏量不均匀,锡膏覆盖焊盘不足 目 85%(拒收). 视 测 4. 元件无任何偏移,元件的焊接端良好的与基板焊盘接触(标准) 5. 元件偏移小于PAD宽度的1/4,且元件可焊端与基板焊盘有良好的接触,经焊锡 试 量 后可完全保证连接性. 测 目 6. 元件偏移大于PAD宽度的1/4. 视 目 7. 元件一端翘起无法接触基板焊盘. 8. 包焊:焊锡高度超出元本体, 假焊:元件PAD与基板焊盘未完全接角焊接,少锡: 视 目 焊接面焊锡连接过少. 9. 锡珠:锡珠直径小于0.13mm,在600mm2 以内不超过3个,固定不动,且不会造成 短路影响安全距离等. 10. 锡珠:锡珠直径大于0.13mm,在600mm2 内超过3个,移动,且有可能会造成短路 影响安全距离或造成 11. 元件反向,损伤,胶裂,变形,缺损. 12. 元件光泽不均,杂质,水纹,污点,凸点 视 目 视 目 视 目 视 目