波峰焊教材
波峰焊接培训PPT课件
助焊剂作用机理图
第5页/共46页
对助焊剂的要求
• 对金属化孔透焊性良好
• 焊接缺陷率低
• 焊点洁净、轮廓敷形好
• PCB板面的清洁度 ( 助焊剂残留物、颗粒物、氯化物、碳化物
和白色残留物 ) 应符合
IPC-A-610C的规定要求
• 助焊剂残留物中的离子浓度应 < (1.5-5.0)μgNaCl/cm2
• 解决方法: 降低压锡深度 降低波峰高度 整平PCB
第21页/共46页
冷焊或焊点不亮
• 现象:焊点看似破裂不平 • 产生原因:元器件在焊锡正要冷却形成焊点时受振动而造成 • 解决方法:调整轨道运行的稳定性
第22页/共46页
焊点破裂
• 产生原因:
通常是由于焊锡,PCB,导通孔和元器件引脚之间 的膨胀系数配合度不好而造成的
第19页/共46页
桥接
• 产生原因: a.吃锡时间不够,预热不足 b.助焊剂劣化或密度不当 c.线路设计不良或运行方向与波峰配合不良
• 解决方法: a.降低轨道速度,改善预热 b.更换助焊剂
c.改善线路设计或更改吃锡方向
第20页/共46页
泳锡
• 产生原因: PCB压锡深度太深 波峰高度太高 PCB翘曲
第11页/共46页
助焊剂密度和喷吐量
• 助焊剂中的醇类物质挥发,导致助焊剂密度加大,这时需往助焊剂中添加稀释剂,保证助焊剂的活性
3 • 助焊剂的密度一般控制在 0.80~0.82 g/m
• 助焊剂喷吐量一般以能使助焊剂均匀地喷洒在PCB上为准 • 可以通过控制压力表来达到控制助焊剂喷洒量的目的
第12页/共46页
第8页/共46页
焊接轨道倾角的控制
波峰焊培训教材

2、喷雾系统异常
查看气压是是否正常 检查各光电开关上面有
无异物是否损坏
检查喷嘴是否完好,周围有 无助焊剂残留异物阻塞
检查喷雾系统气管有无破裂 和阻塞
• 四、 波峰焊故障原因分析和解决对策
3、传送部位异常
检查日常电检记录有无按要求给设备传动部位定时加油 润滑 检查传送链条槽内有无异物 检查传送轨道三点调节处是否平行 检查传送轨道宽度是否调节过紧与PCB 宽度 不符
罩和高温手套。 10 工作期间,维护员必须时刻关注波峰焊机运行情况,
如有异常,应及时解决,出现故障要及时上报。 11 下班前和就餐前应用肥皂将手清洗干净。 12 下班后必须关闭电源。
五、波峰焊日常保养和维护知识
谢谢!!!
三、影响焊接质量不良分析及解决对策
6、冷焊
原因分析:
传送帶微振现象、速度太快
波峰焊接高度不够
焊锡波面不正常
夹具过热 •
因温度不够造成的 表面焊接现象,无
金属光泽
•三、影响焊接质量不良分析及解决对策
7、 空焊
原因分析:
印刷电路板氧化,受污染
助焊剂喷雾不正常
焊锡波不正常,有扰流现象
预热温度太高
焊锡时间太短
正常
二、波峰焊基础知识
2.1波峰焊接流程
炉前检验
喷涂助焊剂
预加热
板底检查
冷却
波峰焊锡
2.1 波峰面 波的表面均被一层氧化膜覆盖﹐它在沿焊料波表
面的整个长度方向上,几乎都保持静态﹐在波峰焊接 过程中﹐PCB接触到锡波的表面﹐氧化皮破裂﹐PCB前 面的锡波无皲褶地被推向前进﹐这说明整个氧化膜与 PCB以同样的速度移动 .
(3)经常测试PCB基板底部的温度,以保证最佳的焊锡 效果。
波峰焊培训教材
1.4>波焊焊接.印制板經涂敷焊劑和預熱后, 1.4>波焊焊接.印制板經涂敷焊劑和預熱后,由傳送帶送 入焊料槽,印制板的板面與焊料波峰接觸, 入焊料槽,印制板的板面與焊料波峰接觸,使印制板上所 有的焊點被焊接好.波峰焊分為單向和雙向波峰焊. 有的焊點被焊接好.波峰焊分為單向和雙向波峰焊. 1.5>冷卻.印制板焊接后,板面溫度很高, 1.5>冷卻.印制板焊接后,板面溫度很高,焊點處於半凝 固狀態,輕微的震動都會影響焊接的質量, 固狀態,輕微的震動都會影響焊接的質量,另外印制板長 時間承受高溫也會損傷元器件.因此, 時間承受高溫也會損傷元器件.因此,焊接后必須進行冷 卻處理,一般是采用風扇冷卻. 卻處理,一般是采用風扇冷卻.
三、波峰焊主要操作注意事項: 波峰焊主要操作注意事項:
為了提高焊接質量, 為了提高焊接質量,進行波峰焊接時應注 意以下操作: 意以下操作:
3.1>按時清除錫渣.熔融的焊料長時間與空氣接觸, 3.1>按時清除錫渣.熔融的焊料長時間與空氣接觸,會生 成錫渣,從而影響焊接質量,使焊點無光澤, 成錫渣,從而影響焊接質量,使焊點無光澤,所以要定時 (一般為4H)清除錫渣;也可以在熔融的焊料中加入防氧 一般為4H)清除錫渣; 化劑. 化劑. 3.2>波峰的高度. 3.2>波峰的高度.焊料波峰的高度最好調節到印制板厚 度的1/2~2/3處 波峰過低會造成漏焊, 度的1/2~2/3處,波峰過低會造成漏焊,過高會使焊點堆錫 過多,甚至燙壞元器件. 過多,甚至燙壞元器件.
1.6>清洗.波峰焊接完成后, 1.6>清洗.波峰焊接完成后,要對板面殘存的焊劑等污物 及時清洗,否則既不美觀,以會影響焊件的電性能. 及時清洗,否則既不美觀,以會影響焊件的電性能.普遍使 用的清洗方法有液相清洗法和汽相清洗法兩類. 用的清洗方法有液相清洗法和汽相清洗法兩類. A.液相清洗法. A.液相清洗法.液相清洗法一般采用工業純酒精、汽油、 去離子水等做清洗液. 去離子水等做清洗液. B.汽相清洗法.汽相清洗法是在密封的設備里, B.汽相清洗法.汽相清洗法是在密封的設備里,采用毒性 小、性能穩定、具有良好清洗能力、防燃、防爆和絕 緣性能較好的低沸點溶劑做清洗液. 緣性能較好的低沸點溶劑做清洗液.
波峰焊操作标准教材03
➢七.波峰焊焊點不良外觀判定:
1.錫短路(Solder Short): 兩導體間因錫所造成的短路現象
2.空銲(Missing Soldering):銲點未吃錫(低於75%)
P&C SBG Peripherals SBU
3.錫裂(Solder Crack):銲點裂開
P&C SBG Peripherals SBU
P&C SBG Peripherals SBU
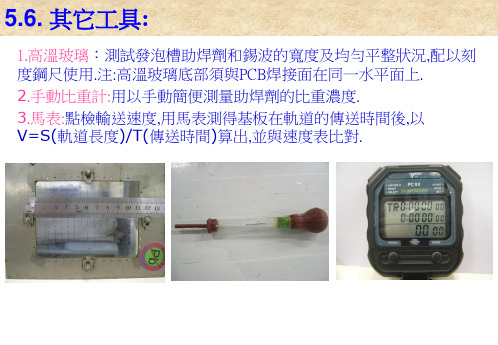
6.2.6.其它
➢1.生產中如遇錫爐爪鎷變形(或鏈條失常),須關閉電源后方 可排除異常。 ➢2.錫爐使用及加溫時﹐須將外觀玻璃門完成關好﹐以免產 生錫爆時燙傷。 ➢3.錫爐內部維護保養時﹐設備必須處于停機狀態。 ➢4.開啟錫爐前需先打開錫煙排風系統,保証錫煙及時排除。
P&C SBG Peripherals SBU
六.2.1.設備
➢1. 噴霧機
A.助焊劑桶和網罩桶的擺放位置 統一放置於錫爐進口方向左側, 前、右位置不能超過錫爐本體結 構邊,防止受錫爐高溫影響引發 火災。
助焊劑桶 綱罩桶
B.加好助焊劑后,助焊劑桶開關 和放氣閥開關須關緊且關到位, 綱罩桶同樣須蓋好,助焊劑桶 FLUX接入處須牢固且無破損、 松動現象,以防液體泄漏。
8.針孔: 銲點上較小的孔 , 通常其內部是空的, 且由外面見
不到其底部
9. 錫過多(Solder Excessiv):銲點成凸狀,且和PCB表面間的夾
角超過60°。
10. 未出腳:零件腳突出PCB的長度,單面板小於0.8mm,雙
‘ 面板小於0.4mm。
11.錫珠(Solder Ball):不在焊點上之珠狀焊錫。
2024版波峰焊知识培训课件

工艺流程简介
01
02
03
工艺流程
上板→元件插件→预热→ 涂助焊剂→波峰焊→冷却 →下板。
2024/1/28
上板
将PCB板放置在传送带上, 准备进入下一道工序。
元件插件
将电子元器件按照设计要 求插入PCB板的对应位置。
5
工艺流程简介
预热
对PCB板进行预热,以提 高焊接质量和效率。
2024/1/28
设备与操作
介绍X光透视检测设备的基本构造、操作流程及注意事项。
图像分析
讲解如何对X光透视图像进行分析,识别内部缺陷的类型和程度。
2024/1/28
23
合格品判定标准制定
国家标准与行业规范
介绍国家及行业对于波峰焊焊接质量的相关标准和规范。
企业内部标准
根据企业实际情况和需求,制定更为严格的合格品判定标 准。
02
3D打印技术在电子制造领域的应用
关注3D打印技术在电子制造领域的应用和发展趋势。
2024/1/28
03
柔性电子制造技术的发展
关注柔性电子制造技术的发展和应用前景,如柔性显示、柔性传感器等。
28
THANKS
感谢观看
2024/1/28
29
注意观察设备运行状况
密切关注设备运行状态,发现异常及时停机 检查。
定期清理设备
定期清理设备内部及表面灰尘、杂物,保持 设备清洁,防止故障发生。
15
停机后维护保养要求
01
02
03
04
清洁保养
彻底清洁设备内外,包括传送 系统、焊接系统、温控系统等,
确保无残留物和杂质。
润滑维护
对设备运动部件进行润滑保养, 确保设备运行测, 可发现内部虚焊、漏焊等问题。
波峰焊技术培训教材

零件愈高或金屬端接點愈小,陰影效應就愈嚴重,這可從 SOT-23的圖中清楚的看到 例如: 將焊墊延長1mm的長度,焊錫的半徑應小於2mm, 否則焊墊就無法觸及焊錫,而無法使焊墊吃錫
2020/7/19
Heat Transfer Zone 傳熱區
在進入區與脫離區之間,電路板與銲錫直接接觸,行成百分之百 短路,吃錫作用起自於進入區而完成於脫離區,一個界於焊墊與 零件端接點間的有效金屬接合賴以完成 雖然零件與溶錫接觸僅0.1秒之內即可達到銲錫溫度,但是為了 求得更適切的吃錫性,則需要更長的時間
2020/7/19
Exit (peel-back) Zone 脫錫區 在傳熱區焊接,電路板因銲錫完全短路 因此必須在脫錫區將多餘的錫拉回錫槽內
2020/7/19
如何避免短路 1. 脫離區的錫波必須儘可能平穩 2. 增加輸送帶的角度 3. 降低輸送帶的速度
2020/7/19
雙波式的自動銲錫爐實景
2020/7/19
波焊的第一步:松香塗佈
2020/7/19
松香塗佈的方式可分為:發泡式、湧波式、多點湧波式 、浸入式、滾筒式噴霧、滾刷式噴霧、超音波噴霧、 單槍移動式噴霧、多槍固定式噴霧、單槍擴散式噴霧 、噴轉撞擊式噴霧…等。
2020/7/19
透過各種系統發散出來的FLUX,並非完全吸附在產品之 吃錫面或貫穿孔內。因此必須 有適當的回收系統執行 下以下處理: 1.過濾雜質,回收使用 2.控制比重,並自動調節 3.防止揮發擴散及污染
2020/7/19
助焊劑
(5)某些化學品如游離鹵化物之Amines胺類,Cyanides 氰胺類及Isocyanides異氰胺類等,都會造成試驗不 及格的假象。並還應小心避免某些酸類也會形成假 象,此時需另以pH試紙檢查變色處的pH值,若其 pH低於3時,還需用別的方法去分析氯化物及溴化 物。試紙的供應商為Quantek、P.O.BOX 136、 Lyndhurst、NJ07071。
日东波峰焊培训教材

2.3、预热系统
2.3-1、预热的设置
2.3-2、操作注意事项
2.3-3、常见故障处理
2.4、焊接系统
2.4-1、锡炉的设置
2.4-2、操作注意事项
2.4-3、常见故障处理
2.5、冷却系统
2.5-1、冷却的设置
2.5-2、操作注意事项
图
2.1-1图
2.1-2
黄油加注口
齿轮箱
导轨
调节手柄
图
2.1-3图
2.1-4
2.1-1运输系统的设置
A:因焊接浸渍时间一般为
3-5秒,时间过长会引起桥连和热冲击
过大,会产生过热而损坏元器件及
PCB板(PCB板变形、起泡),低
于
3秒则因热量不足,导致焊接性能劣化并形成虚焊、拉尖、桥连等
5-7Ba
2.检查气管是否与相应接口对应
3.折下喷头清洁,在喷嘴针阀上涂抹黄油增加润滑性
4.更换气阀
案例
2:
故障现象:喷雾系统异响,并出现不规则晃动
原因:1.直行轴承损坏,导向光圆(图
2.2-1)刮花
2.移动机构紧固螺丝松动
3.步进电机电源线联接处松动
处理:1.更换轴承、光圆
..
图
2.2-1
未做清洁,
有安全隐患
ST-6松
香喷嘴
图
2.2-2图
2.2-3
2.2-1、喷雾系统的设置
A:助焊剂的主要作用
1)、除去
PCB板焊盘及元件脚上的氧化物,保持被焊接表面的洁净
2)、对表面张力的平衡施加影响,减少接触角,促进钎料漫流
波峰焊培训教材

波峰焊培训教材
三、波 峰 焊 技 术
1.1 助焊剂系统(松香效用)
助焊剂的作用主要有:“辅助热传 导”、“去除氧化物”、“降低被焊接材质 表面张力”、“去除被焊接材质表面油污、 增大焊接面积”、“防止再氧化”等几个方 面,在这几个方面中比较关键的作用有两个 就是:“去除氧化物”与“降低被焊接材质 表面张力”。
波峰焊培训教材
元器件引脚
A
a
V1
V2
V0
A
V2 V1 Vg
PCB焊盘与波峰焊料剥离状况
过量的焊料被拖回
针对PCB脱离波峰出液滴的速度分布情况来分析,如图所示。 设PCB的速度为V。,A点处波峰表层钎料逆PCB方向(假定为正方向)的剥离流速为V1 ,焊点上钎料由重力等的下垂速度为Vg。根据A点上液滴的流态和受力情况分析。 获得无尖焊点的充要条件是:
波峰焊培训教材
一 、 波峰焊开机操作注意事项
按图中依次开启
运输、预热、波 峰1、波峰2、气
阀开启设备
波峰焊培训教材
二、波峰焊基础知识
1.什么是波峰焊
波峰焊是指将熔化的软钎焊料(铅锡合金), 经电动泵或电磁泵喷流成设计要求的焊料波峰,也 可通过向焊料池注入氮气来形成,使预先插装有元 器件的PCB印制板置于传送链上,经过某一特定的角 度以及一定的浸入深度穿过焊料波峰而实现焊点焊 接的过程。
采用倾斜夹送方式与宽波峰的配合,能使PCB从相对速度为零的波峰(或附近)离去。 这就使得钎料表面张力有充分的时间把多余的钎料完全拖回波峰。
波峰焊培训教材
三、波 峰 焊 技 术
• 温度控制
我们温度系统是由松下温控器进行控制,这里只说明一 下锡炉的温度控制方式.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
波峰焊培训教材核准:审核:拟订:目录(一)目前公司锡炉类型简介波峰锡炉是集气动、电动、机械传动于一体的设备。
对于PCBA 板生产厂家来说,无论是在品质保证的程度,还是生产效率的提升,以及对材料损耗的控制等方面,它都存在极其重大的影响,虽然波峰锡炉的结构因制造厂家的不同存在着一定的差异,但其各部作用和功能却大同小异。
目前公司导入的锡炉有以下几种类型:1、飞欣达公司提供的ES-300-S型:该类锡炉是公司最先导入的,目前,还有16台分布于深圳和塘厦新工厂,该类设备采用按钮式开关控制,结构简单,操作维修方便。
2、劲托公司提供的NK-350II型:随着无铅锡产品的导入,对预热温度的稳定性,预热时间的管制等要求越来越高,以及确保一、二级波峰间的温度落差符合无铅锡生产工艺的要求(注:因无铅锡的溶点在225°以上,如果一级波峰温度下降到低于185°的话,在经过二级波峰时将会耗去较长时间重新使焊点熔化,从而缩短二级波峰对浸锡不良点位的修正时间,影响整体浸锡效果)。
因此锡炉厂家采用了灵敏度较高的预热石英晶体发热管改良预热器,并尽量的缩短一次、二次喷流波峰的距离,以适应无铅锡生产需求。
3、劲拓公司提供的MPS-350-II 型:ES-300-S 外形操作面板NK-350II 外形触摸屏操作面板该类型锡炉也是针对无铅锡生产工艺开发出来的,其优于飞欣达无铅锡炉的地方有:①采用了水平卡槽式链爪,这种链爪牢固不易变形,从而有效避免了在使用过程中因为链爪变形而造成的一系列设备事故以及严重破坏浸锡效果的稳定性、调试局限性等现象发生。
②浸锡波峰的形状,锡液的流速、方向、波峰宽度等都可以结合不同产品的结构进行调整,从而很大程度的避免了飞欣达锡炉存在的波峰形状单一、可调整范围窄小等缺陷。
记:以上三种类型的锡炉在公司使用较为普遍。
(二)浸锡过程及各部作用1、浸锡过程:浸锡治具安装→喷雾→预热→一次波峰→二次波峰→冷却。
2、各部作用:2.1浸锡治具:防翘、防浮、防斜。
防翘治具:可以限制基板受热形变的程度,防止冒锡现象的发生。
治具上沾附的少许助焊剂,可以驱除滞留在波峰表面的脏物,从而确保浸锡效果的稳定。
防浮、防斜治具:可以消除部品浮斜的隐患,减少后工程的修理动作。
2.2喷雾系统:完成助焊剂的自动涂布。
MPS-350-II 外形功能菜单2.2.1助焊剂在浸锡过程中的作用:助焊剂中的主要成份是松香。
松香在适当的温度下会不断的扩散、挥发。
从而驱使溶解在其中的杂质以及阻碍它扩散的异物移动。
因此,它可以消除基板铜箔表面的异物,驱除波峰面滞留的氧化物,使焊接状态在被焊接部品端子、铜箔以及焊锡较干净的状态下进行,以保证良好的焊接效果。
2.2.2浸锡后的产品大家都知道其焊点表面都存在着一层薄薄的松香,它给我们后工程的特性测试带来了很大的困扰。
然而,在浸锡后冷却过程中,这一层薄薄的松香却起着很大的作用,想一想,当浸锡部品的焊点脱离锡面的时候,短时状态是液态的,此时焊点的温度驱使松香在其表面形成一个局部的外围,且不停的扩散运动着,它短时间的隔热性能可以让焊锡在液态表面张力的作用下收缩形成光滑的焊点,从而防止尖刺的产生。
其在焊点表面运动产生的力及液体同性相溶的原理,可防止相邻焊点间的短路。
3、预热器的作用:3.1助焊剂中的溶剂成份在通过预热器时,将会受热挥发。
从而避免溶剂成份在经过液面时高温气化造成炸裂的现象发生,最终防止产生锡粒的品质隐患。
3.2待浸锡产品搭载的部品在通过预热器时的缓慢升温,可避免过波峰时因骤热产生的物理作用造成部品损伤的情形发生。
3.3预热后的部品或端子在经过波峰时不会因自身温度较低的因素大幅度降低焊点的焊接温度,从而确保焊接在规定的时间内达到温度要求4、一次喷流的作用:对于背面有实装部品的产品,因实装部品安装方向的无规律性,以及实装部品本身电极和基板铜箔间的焊接面积小,上锡难度大。
因此一次喷流嘴设计为孔状喷流.具有喷流速度快,对基板浸锡面冲击力较大,再加上纵波马达运转带动喷嘴左右移动.增加了匀衡性能,故一次波峰主要起对部品及铜箔初步上锡的作用.5、二次喷流的作用:经过一次喷流后的产品,因浸锡时间短以及部品自身的散热等因素,浸锡后存在着很多的短路,锡多,焊点光洁度不正常以及焊接强度不足等不良内容。
因此,紧接着必须进行浸锡不良的修正,这个动作由喷流面较平较宽阔,波峰较稳定的二级喷流进行。
6、冷却:从浸锡原理中大家知道,浸锡后适当的冷却有助于增强焊点接合强度的功能,同时,冷却后的产品更利于捡产品的工人的作业.因此,浸锡后产品需进行冷却处理。
(三)喷咀结构简介1、喷咀将锡水雾化后喷射的装置,由喷芯、顶针、气帽(平吹、圆吹)、弹簧、液量调节阀、固定部、外接头等构成。
2、喷嘴的外部接口有3个,如下图:②锡水供给接口①顶针动作控制气接口3、喷嘴动作原理:3.1喷嘴不动作时,各气接口无气压输入,顶针在弹簧压力的作用下把喷芯中央的喷孔堵住,锡水通路堵塞。
当喷嘴动作时,气路控制电磁阀动作,压缩空气进入顶针动作控制气接口和雾化作用气接口。
进入顶针动作控制气接口的压缩空气,把顶针压下,喷芯中央的喷孔打开,松香水由此喷出。
由雾化气体输入口进入的气体,分两路进入喷嘴的喷芯和气帽,进入喷芯的一部份气体主要起锡水雾化的作用,进入气帽的部份主要起把雾状锡水整形成条形或圆形喷向基板的作用。
现在我们采用的大部份为整形为条形的平吹气帽,喷嘴侧部的调节气阀的作用就是调节雾状锡水的形状和喷射距离。
3.2锡水雾化的效果和喷射形状由气压的大小决定。
气压越大,雾化的效果越好。
但锡水散气帽(平吹)喷嘴顶针外接口弹簧液量调接阀雾化气流调节阀固定部雾化气流调节阀③雾化作用气体接口落(雾化后被气流吹散)的现象也会严重,气压越小,雾化效果差,喷到基板上的锡水层均匀度不高。
因此,雾化调节是一个比较细致的动作,它与浸锡效果有非常直接的关系。
同时,为使雾化效果更加稳定,一般需在雾化气体输入前端增设减压阀来稳定气压。
一般雾化气压控制0.2MPa左右.3.3喷嘴喷出液量的大小,与顶针和喷芯中间喷孔的间隙有关。
因此调节液量调节器来改变弹簧的压力就可以控制喷雾量。
调节顶针动作控制气压的大小也可改变液量大小,但压力调节过大,会造成弹簧弹性易消失的现象;同时顶针本身的长度也会影响到液量调节的整体效果。
顶针的长度可通过调节内部螺母进行调整,顶针太长,会造成液量调节范围窄的现象(因后部弹簧压缩后本体高度无法改变所致.)3.4在喷咀的结构中,喷芯和气帽的配合很精密,如果损坏了喷芯的外表面,就会出现气帽不能轻松顺利装配的现象.如用强力拧入气帽,则气帽内壁就会损坏而改变内部气体的流径,从而影响雾化效果。
因此,在拆洗喷芯的时侯,一定要用专用工具,禁止用钳子或其它工具强行拆卸。
否则将会很大程度的损坏喷嘴的喷雾效果3.5因为顶针和喷嘴主体为密封圈接触,而顶针的动作频率非常高,易造成密封圈损坏的情况。
密封圈有两个,一个小的固定在喷嘴主体上,防止锡水进入顶针运行空间,大的一个在顶针外部.与喷嘴主体构成封闭空间,由压缩空气和弹簧控制顶针与喷芯喷孔的堵塞和导通,从而控制锡水的通断。
如果小密封圈损伤,将会有锡水进入顶针运行空间,从而破坏运行灵敏度,不能有效控制锡水的瞬时断通而出现喷嘴停止后仍有锡水溢出的现象.此时应拆洗喷咀,更换小密封圈,并加注润滑油(用WD-40的效果不好,最好不用),大密封圈如果损坏,也将破坏封闭空间的整体性能,也会影响喷雾量的稳定效果。
4、喷咀动作控制原理(以恒贵气缸驱动式锡炉为例分析):(控制电路示意图)注:S0:PLC输出的喷雾动作控制信号或手动喷雾开关。
S1:定点位置感应传感器。
S2:动点位置感应传感器。
D:电磁阀R1、R2、R3:继电器线圈当喷雾信号到达时,R1得电,J1导通,24V经S1使R2得电动作,J2-2动作,电磁阀得电驱动气缸动作,同时,J2-1与J3的常闭触点组成的自保电路维持气缸动作直至S2感应到信号后,R3得电,J3动作,R2失电,J2-2断开,电磁阀失电。
气缸反向动作,同时J3与J2的常闭触点组成的自保电路驱动气缸运行直至S1感应到信号后R2再次动作,如此循环,直到喷雾信号结束。
R1失电,J1断开,24V电源切断,动作停止。
5、自动喷雾动作控制:★锡炉要完成自动喷雾动作,必须同时满足以下条件:5.1基板长度感应传感器功能正常,从而有效获取喷咀的运行时间(即基板通过时传感器感应时间)。
5.2链条速度感应传感器正常,它决定着喷咀何时开始动作。
5.3喷咀动作始点感应传感器正常。
当前2个信号输入PLC控制器后,PLC将根据速度的快慢和基板通过的时间,计算出一个延迟时间,当基板靠近喷咀上方时,PLC输出控制电压使喷咀动作控制电路开始工作,完成自动喷雾过程。
(四)喷雾常见故障及排除1、喷嘴不动作:★喷嘴正常动作的条件:1.1入口传感器正常。
1.2链条速度感应传感器正常。
1.3喷咀起始动作感应传感器正常。
1.4行程控制传感器正常。
1.5各控制继电器正常。
1.6电磁阀动作正常。
1.7系统线路正常。
1.8PLC控制电路动作正常。
1.9气源正常。
2、条件正常与否的检查方法:2.1入口传感器、链条速度传感器多为光电传感器,其正常与否的检查方法为用手或其它物品使传感器感应到信号后,确认PLC相对应的输入信号指示灯是否点亮即可。
如果灯亮,则表示传感器回路正常。
2.2(1.3~1.6)项目的确认:关闭气源打开手动喷雾开关,用手推动气缸活塞移动,当到达传感器感应位置时,传感器得到信号输出电压控制对应继电器动作,随之电磁阀动作,此时用手轻触电磁阀会感觉到其触点吸合或释放产生的震动(也可以听到触点动作发出的声音)。
如果电磁阀动作正常,则该部份条件OK。
2.3对于PLC控制电路,可以用万用表检测电压的方式进行检查。
也可以用排除法进行确认:在确保1、2项传感器及线路正常的情况下,如果手动喷雾OK,而自动喷雾NG的话,则是PLC控制系统出现异常。
2.4对于系统电路、气源项目的确认:用万用表或目视检查即可。
3、无锡水喷出:★正常动作条件:3.1气压正常。
3.2液量调节阀调节范围适中。
3.3顶针控制部份动作正常。
3.4顶针运行空间润滑良好。
3.5锡水供给通路正常。
无锡水喷出现象的异常原因都较容易发现和排除,但为了工作顺利开展,做好日常预防保养和确认工作,尽量避免该类故障现象的发生,是我们基层技术人员的工作重点之一。
(五)传动部分简介1、传动部分的组成:主要由支架、链条、链爪、电机、传动齿轮、调幅机构、支架高度调节机构等组成。
其中调幅机构由固定导轨,可调移动导轨、调节轮、传动链条、传动齿轮、调节螺纹轴、导向轴、伞形齿轮、指定螺丝等组成。
2、传动部分的主要功能:2.1完成产品输送动作;2.2实现机种切换时导轨(链爪)跨距的改变;2.3改变产品浸锡时与波峰面的角度。