t浮法玻璃熔窑熔制制度的确定
玻璃熔制及熔窑---玻璃熔制过程

SiO2 + Al 2 O3 一般工业玻璃:τ = Na 2 O + K 2 O
SiO2 + Al 2 O3 硼酸盐玻璃:τ = 1 Na 2 O + K 2 O + B2 O3 2 SiO2 + Al 2 O3 铅酸盐玻璃:τ = Na 2 O + K 2 O + 0.125PbO
玻璃液的澄清
临界半径rk: 1.微小气泡的形成有利于系统自由焓的降低,促使 核泡长大。 2.核泡的形成,生成新的两相界面,使系统表 面能增大。 排出气泡的方式:半径大于rk的气泡上升排除,小于rk的溶 解消失。 a.多个可见小气泡集合为一个大气泡(由于小气泡相距 气泡 较远较难进行); 长大 的原 b.溶解的气体渗入气泡,使之扩大(实际进行); 因 c. 澄清剂分解的气体渗入气泡或玻璃液。
玻璃液的澄清
玻璃液中可见的气体夹杂物消除的过程,称为玻璃液 1.定义: 的澄清过程。 澄清温度大概为1400℃~1500 ℃
2.玻璃液中气体
种类: (1)来源与种类 a.配合料空隙中带入的空气 b.盐类分解放出的气体 c.易挥发物质挥发及水分蒸发和分解 e.燃料燃烧产物 O2、 N2、CO2、 SO2、 SO3、NO2、 NO、H2O、H2等
浮法玻璃生产技术与设备
第三章 玻璃的熔制及熔窑 ------熔制过程
玻璃的熔制过程
配合料的熔化阶段,约需32min
800℃~900 ℃ 不透明 烧结物 1200 ℃完成 1400~1500 ℃ 透明的 玻璃液
硅酸盐形成阶段
玻璃形成阶段
玻璃液澄清 阶段
干 净 的 玻 璃 液
温度降低200~300 ℃ 均匀的 玻璃液
玻璃熔窑设计规定 日用玻璃熔窑设计的基本规定
日用玻璃熔窑设计的基本规定一、总则1.0.1玻璃熔窑是玻璃工厂中最重要和投资最大的设备。
为了确保熔窑设计质量,避免因设计失误给企业带来损失,制定本规定。
1.0.2新建或改扩建的玻璃熔窑应由有资质的设计单位承担设计或设计后的审核。
窑炉设计中对工艺、土建、风、水、电、仪表控制等专业的具体要求必须与熔窑设计图纸一同存档备案,以作为今后各阶段检查的依据。
1.0.3玻璃熔窑的设计,除应按本规定执行外,还应符合国家现行有关标准的规定。
1.0.4本规定可作为玻璃熔窑设计、施工、质量验收、生产运行直至事故分析各个阶段检查的依据。
二、能源的确定2.0.1玻璃熔窑使用的能源应根据国家能源政策,燃料成本,控制、使用、购入的难易程度以及环保规定等条件进行选择。
鼓励使用含低硫的优质燃料,从源头削减污染。
2.0.2以发生炉煤气为燃料的玻璃熔窑,宜用少量的燃料油、天然气、城市煤气或电作为辅助能源,供熔窑作业部或分配料道单独加热用,但其用量按热量计算不宜超过全窑能耗的5%。
严格限制用发生炉冷、热煤气和水煤气作为作业部或分配料道的加热热源。
三、熔窑规模的确定3.0.1以重油、天然气、发生炉煤气为主要燃料的新建玻璃熔窑应达到表3-1中所列规模。
3.0.2利用现有厂房的改造项目,应尽可能在满足表3-1所列的条件下,根据现有厂房、现有能源等条件确定熔窑规模。
四、玻璃熔窑主要技术指标的确定4.1玻璃熔制质量新建或改扩建玻璃熔窑的玻璃熔制质量应达到表4-1中所列要求。
4.2玻璃熔化能耗4.2.1玻璃熔化能耗(kgce/t玻璃液)系指玻璃熔窑每熔化1t玻璃液所消耗的能源转化为千克标准煤(kgce)。
其计算公式为:玻璃熔化能耗(kgce/t玻璃液)=全年玻璃液能耗(kgce)/年熔化玻璃液数量(t)(1)计算公式是以熔窑投产后第三年度实际运行数据为考核基准,其它年度的玻璃液熔化能耗应按每减增一年相应减增1.5%,折算成第三年度的能耗指标。
(2)地区气温对玻璃熔化能耗基准值的影响按下列原则修正:长江以南地区减少2%,长城以北地区增加2%,其它地区不变。
700t_d浮法玻璃熔窑设计简介
700t d浮法玻璃熔窑设计简介何 威(秦皇岛玻璃工业研究设计院 秦皇岛市 066000)摘 要 介绍了目前国内自主设计的生产规模最大的浮法线——江苏华润集团6080玻璃加工中心700t d浮法玻璃生产线的熔窑设计过程和经验,对未来超大规模浮法线熔窑设计具有参考意义。
关键词 浮法玻璃 700t d熔窑 江苏华润集团6080玻璃加工中心700t d浮法玻璃生产线(以下简称华润700t d)是目前国内采用洛阳浮法技术设计并建成的生产规模最大、质量要求较高的浮法玻璃生产线,秦皇岛玻璃工业研究设计院承担了该条生产线的全线设计工作。
生产线于2001年7月23日点火,8月18日一次引板成功。
9月8日实际产量达到705t d,综合成品率96 %,玻璃板质量接近SYP实物标准,试生产阶段即为企业创造了显著的经济效益。
中国洛阳浮法技术经过三十年的发展、完善,已经相当成熟,生产线规模由最初的日产几十吨浮法玻璃发展到日产达几百吨。
然而,设计产量始终未能突破600t d规模,其主要的原因是因为国内设计单位尚无设计600t d以上的特大规模浮法线的经验。
该700t d全线设计从立项到施工图,整个设计阶段始终瞄准国际先进水平,在总结吸收国内外先进技术和经验基础上不断研究和大胆创新,经我院各专业技术骨干一年的技术攻关,终于取得了重大突破,填补了中国洛阳浮法技术无超大规模生产线的空白。
投产后该700t d生产线突出表现为如下特点:工艺流程合理;装备先进而务实;产品质量优良;能耗低、投资少,经济效益显著。
是国内自主设计建造的一条高水平、高标准、高质量的生产线,标志着我国浮法技术又上了一个新的台阶。
1 熔窑设计原则熔窑是浮法玻璃生产线三大热工设备之首,是实现全线产量、质量目标的关键设备之一,必须做到能耗低、产量高、熔化玻璃质量好、窑龄长等要求。
为了实现上述要求,我院针对该700t d熔窑的特点,具体提出了如下设计原则:(1)认真总结国外同级别浮法熔窑的经验和教训,结合国内生产线的实际情况、操作特点,围绕生产优质玻璃液这个重点来进行设计。
玻璃熔制及熔窑---熔制的工艺制度29页文档

玻璃熔制及熔窑---熔制的工艺制度
56、死去何所道,托体同山阿。 57、春秋多佳日,登高赋新诗。 58、种豆南山下,草盛豆苗稀。晨兴 理荒秽 ,带月 荷锄归 。道狭 草木长 ,夕露 沾我衣 。衣沾 不足惜 ,但使 愿无违 。 59、相见无杂言,但道桑麻长。 60、迢迢新秋夕,亭亭月将圆。
பைடு நூலகம்
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
900td平板玻璃(熔窑工段)工艺设计)艺设计
摘要设计介绍了一套规模为900t/d浮法玻璃生产线的工艺流程,在设计过程中,原料方面,对工艺流程中的配料进行了计算;熔化工段方面,参照国内外的资料和经验,对窑的各部位的尺寸、热量平衡和设备选型进行了计算;分析了环境保护重要性及环保措施参考实习工厂资料,在运用相关工艺布局的根底下,绘制了料仓、熔窑、锡槽、成品库为主的厂区平面图,具体对熔窑的结构进行了全面的了解,绘制了熔窑的平面图和剖面图,还有卡脖结构图,整个设计参照目前浮法玻璃生产的主要设计思路,采用国内外先进技术,进行全自动化生产,反映了目前浮法生的较高水平。
关键词:浮法玻璃、熔窑工段、设备选型、工艺计算。
AbstractThe design introduced the technical process of 900t/d float glass production line. During the planning, for the raw material, the computation of material has been made; and for the melt section, the melting kiln various spots size, The heat balance and the choose of the equipment have been calculated with reference to the domestic and foreign materials and the experience, the environmental protection importance and environmental protection measure have been analyzed. With reference to factory date, under the technology arrangement correlation knowledge foundation, the factory horizontal plan about the storage, the melting kiln, the tin trough and product storage has been finished. The melting kiln structure has been concretely introduced, the horizontal plan and the sectional drawing of the melting kiln, small mouth composition and card neck structure drawing have been draw up. The entire design consulted the main design mentality of present float glass production; took the domestic and foreign advanced technologies; carried on the entire automated production; reflected at present floats production to compare the high level.keywords: float glass; melting section; choose of the equipment; process calculation.目录前言 (1)第一章浮法玻璃工艺方案的选择与论证 (3) (3) (3) (3) (3)1.1.4 水平拉制法 (3)1.2浮法玻璃工艺及其产品的优点 (4) (5) (5)第二章设计说明 (6) (6) (7)第三章玻璃的化学成分及原料 (8)3.1浮法玻璃化学成分设计的一般原那么 (8)3.2配料流程 (9)3.3其它辅助原料 (10)第四章配料计算 (12)4.1于配料计算相关的参数 (12) (12) (12)4.2.2配料的工艺参数; (13)4.2.3计算步骤; (13) (15)第五章熔窑工段主要设备 (20)5.1浮法玻璃熔窑各部 (20) (21) (21) (24) (24) (25) (25) (25) (26) (26)第六章熔窑的设备选型 (28) (28) (28) (28) (29) (29) (29) (29) (29) (29)第七章玻璃的形成及锡槽 (30)第八章玻璃的退火及成品的装箱 (32)第九章除尘脱硫工艺 (33)9.1除尘工艺 (33)9.2烟气脱硫除尘 (33)第十章技术经济评价 (34) (34)10.2产品设计本钱编制 (35)参考文献 (38)致谢 (39)前言英国Pilkington兄弟在20世纪50年代浮法玻璃生产技术的创造付出了坚持不懈的努力,自1953年开始到1959年取得了成功耗时7年,投入了400万英镑。
浮法玻璃熔窑的合理设计(连载二)
浮法玻璃熔窑的合理设计(连载二)唐福恒(北京长城工业炉技术中心北京102208)摘要对浮法玻璃熔窑的熔化率设计,熔化区的长宽比例设计,熔化区、小炉、蓄热室系统的基本热平衡计算,窑体结构散热量与窑体砖结构重量的关系,熔化率与单位能耗指标之间的关系,以及个别浮法玻璃熔窑存在的不达产、多烧的燃料热量随排岀废气跑掉了等问题进行了分析验证。
提岀了浮法玻璃熔窑合理设计的10个要点。
关键词浮法;玻璃;熔窑;设计中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)02-0001-13Reasonable Design of Float Glass Melting FurnaceTANG Fuheng(Technology Center ofBeijing Great Wall industrial Furnace,Beijing10220&China) Abstract:Design for melting rate of float glass furnace,length-width ratio design of melting area,the basic heat balance calculation of melting area,pot,regenerator system,the relationship between heat loss of kiln body structure and the mass of bricks,the relationship between the melting rate and unit energy consumption indicators,as well as the production yield is not up to standard and more fuel is combusted, heat energy ran away with the discharged waste gas,ten key points of reasonable design of float glass melting furnace are put forward.Key Words:float glass,furnace,design7国内浮法玻璃熔窑存在的一些问题7.1浮法玻璃熔窑的小炉对数过去在大確硅砖质量较差时形成了一种观念:认为玻璃熔窑的池宽不能太大,以确保大確的安全。
1200t熔窑技术参数(08-02-20)

1200t/d浮法玻璃熔窑方案说明一、主要技术指标二、熔窑主要结构尺寸三、主要技术特点1. 采用宽熔化池,并设全等宽投料池结构。
2. 前脸采用45°L型吊墙。
3.熔化部池深采用较深的深池结构,确保熔化池内玻璃液的热容,促进玻璃液的对流和配合料的熔化。
4. 熔窑蓄热室采用“两两分隔”的方式(即2-2-1-2-1),蓄热室的格子砖全选用筒型格子砖。
5. 优化设计1#小炉中心线至前脸的距离,可充分发挥1#小炉的潜力,进一步促进配合料的熔化。
6.设置0#氧枪,促进配合料的熔化。
7.熔化区池底预留辅助电加热装置。
8.在熔窑玻璃液的热点处附近池底设置鼓泡装置。
9.窑池池底采用台阶式结构形式,即在卡脖入口开始池底上抬200mm,既利于促进熔化、澄清又利于节能降耗。
10. 合理设计熔窑的澄清带的长度,使深层微气泡有足够的时间溢出。
11.采用窄长卡脖结构形式,在该处设深层冷却水包,通过调节深层水包的深度,以控制玻璃液的回流量和温降。
窄长卡脖结构,可适当拉长深层水包与水平搅拌器之间的间距,改善玻璃液的质量。
12. 熔化部后山墙设J型吊墙,卡脖顶部设吊平碹结构形式,以最大限度地分隔熔化部火焰空间对冷却部的影响。
13.采用新型高效保温材料,对窑体进行全保温。
四、熔窑耐火材料配置➢熔化部➢卡脖➢冷却部➢蓄热室➢小炉➢烟道1200t/d浮法玻璃退火窑方案说明一、主要技术指标二、退火窑尺寸➢总长: 192.75m➢内宽: 5800mm➢保温段长: 102.45m➢非保温段长: 90.30m具体尺寸见下表a)退火窑结构退火窑壳体采用全钢全电结构,由若干节组成,根据退火曲线纵向划分为若干个区,各区内根据玻璃板温度采用不同的加热冷却系统,以便完成良好的退火和合理的降温。
A、B和C区分别为退火窑的退火前区、退火区和退火后区,是退火窑的关键区,直接影响到玻璃的退火质量。
这三区壳体采用隔热保温的形式,在窑内配置合理的加热冷却系统,进行横向分区控制,有效地控制玻璃板的冷却速度和横向温差。
玻璃熔制一
“玻璃熔制”课程任务书系:材料工程系班级:玻璃132部门:一任务:一目录一、任务题目:300t/d浮法玻璃熔窑熔制制度的确定二、主要内容:1、确定玻璃熔制过程的温度-粘度曲线2、确定玻璃熔制的各种熔制制度3、分析熔制制度对玻璃质量的影响三、基本要求:1、玻璃熔制制度应符合实际生产情况要求,便于组织生产2、熔制制度参数选择合理、先进3、熟悉玻璃熔制制度对玻璃质量的影响4、提交一份打印的任务说明书与电子文档5、提交本小组成员的成绩表一、确定玻璃熔制过程的温度-粘度曲线玻璃熔制是按照玻璃配方混合好配合料,经过高温加热形成均匀透明的、无缺陷的并符合成型要求的玻璃液的过程。
影响玻璃熔制过程的因素1、熔化温度:温度增加,反应速度加快,温度每升高10℃,反应速度也上升10%。
2、物料颗粒度:粒度减小,速度上升,粒度过小,结团速度下降。
3、配合料均匀度:均匀度上升,速度加快。
4、原料的种类、形成:块、粒状速度快。
投料方法与质量:正面投料,料层薄,熔化快黏度:速度梯度为1时单位接触面积上的内摩擦力。
黏度的工艺意义1. 影响玻璃的熔制质量,黏度大,石英熔化困难,气泡排除困难。
2. 决定玻璃的产量。
3. 决定玻璃制品的成型质量,不同的制品和成型方法,其成型黏度也不同。
4. 决定制品退火温度和热处理温度。
5. 黏度与温度的关系6. 由于结构特性的不同,玻璃熔体与晶体的黏度随温度的变化趋势有显著的差别。
晶体在高于熔点时,熔化变化很小,当达到凝固点时,由于熔融态转变成晶态的缘故,黏度呈直线上升。
玻璃的黏度则随温度下降而增大,从玻璃液到固态,玻璃的黏度是连续变化的,其间没有数值上的突变。
所以实用硅酸盐玻璃,其黏度随温度的变化都属于同一类型,只是黏度随温度变化的速度以及对应于某给定黏度的温度有所不同。
随着温度的变化,玻璃的黏度变化速率不同,这被称为具有不同的料性。
分为长性玻璃和短性玻璃。
随温度降低长性玻璃的硬化速度较慢,被称为慢凝玻璃,而短性玻璃的硬化速度较快,又被称为快凝玻璃。
400t浮法玻璃熔窑熔制制度的确定

玻璃熔制组别:第二组组长:黄忠伦组员:孙印持、黄忠伦、张彬、何洋、赖世飞、朱子寒“玻璃熔制”课程任务一、任务目的:400t/d浮法玻璃熔窑熔制制度的确定二、主要内容:1、确定玻璃熔制过程的温度-黏度曲线;2、确定玻璃熔制的各种熔制制度;3、分析熔制制度对玻璃质量的影响;三、基本要求:1、玻璃熔制制度应符合实际生产情况要求,便于组织生产;2、熔制制度参数选择合理、先进;3、熟悉玻璃熔制制度对玻璃质量的影响;4、提交一份打印的任务说明书及电子文档;5、提交本小组各成员的成绩表(100分制);(一)黏度与温度的关系1.由于结构特性的不同,玻璃熔体与晶体的黏度随温度的变化趋势有显著的差别。
晶体在高于熔点时,黏度变化很小,当到达凝固点时,由于熔融态转变晶态的缘故,黏度呈直线上升。
玻璃的黏度则随温度下降而增大,从玻璃液到固态,玻璃的黏度是连续变化的,其间没有数值上的突变。
(1)应变点:应力能在几小时内消除的温度,大致相当于粘度为1013.6Pa·s时的温度,也称退火下限温度。
(2)转变点(Tg):相当于粘度为1012.4Pa·s时的温度。
高于此点脆性消失,并开始出现塑性变形,物理性能开始迅速变化。
(3)退火点:应力能几分钟内消除的温度,大致相当于粘度为1012Pa·S时的温度,也称退火上限温度。
(4)变形点:相当于粘度为1010-1011Pa·S时的温度范围。
(5)、软化温度(Ts):它与玻璃的密度和表面张力有关,相当于黏度为3×106~1.5×107Pa·s的温度范围。
对于密度约等于2.5的玻璃它相当于粘度为106.6Pa·S时的温度。
(6)操作范围:相当于成型玻璃表面的温度范围。
T上限指准备成型的温度,相当于粘度为102-103Pa·S时的温度;T下限相当于成型时能保持制品形状的温度,相当于粘度>105Pa·S时的温度。
浮法玻璃熔窑

3.2浮法玻璃熔窑浮法玻璃熔窑属于横火焰蓄热式池窑,如图3-3所示。
浮法玻璃熔窑根据各部功能其构 造分为玻璃熔制、热源供给、余热回收、排烟供气四 大部分。
图3-4横焰窑熔化部剖面图 1 —窗顶(大碹);2一植脚(殖碴); 3—上间隙砖;4—胸墙;5—挂钩砖; 6—下间隙砖;7—池壁;8—池底; 9一拉条;10—立柱;11一碹脚(碴) 角钢;12—上巴掌铁;13—联杆; 14一胸墙托板;15—下巴掌铁;16—池 壁顶铁;17-—池壁顶丝;18—柱脚角 钢;19一柱脚螺检;20—扁钢;21 —次 梁;22—主梁;23—窑柱①火焰空间如图3-3所示;火焰空间是由胸墙、大 碹、前端墙(也称为前脸墙)和后山墙组成的空间体系。
火焰空间内充有来自热源供给部分的炽热的火焰气体,在此,火焰气体将自身热量用于熔化配合料,也传给玻璃液、窑墙(包括胸墙和侧墙)和窑顶(也称为大碹)。
火焰空间应能满足燃料完全燃烧,保证供给玻璃熔化和澄清所需的热量,并应尽量减少散热。
为便于热修,胸墙和大碹均单独支撑,如图3-4所示。
胸墙由托铁板(用铸铁或角钢)支撑,用下巴掌铁托住托铁板。
在胸墙底部设挂钩砖,挡住窑内火焰,不使其穿出烧坏托铁板和巴掌铁。
挂钩砖被胸墙压住,更换困难,因此,要用活动护头砖保护之。
近年来采用了新型上部结构(见图3-5),该结构取消 了上、下间隙砖,胸墙和大碹采用咬合砌筑,挂钩砖与池 壁上平面的缝隙较小,并用密封料密封。
这种结构强化了 窑体的整体性、安全性和密闭性,也有利于节能。
大碹有平碹和拱碹两种。
平碹(也称为吊碹或吊平碹)向外散热面积最小,但需要大量铁件将其吊起。
拱碹按照股跨比(亦称碹升髙),即碹股//碹跨^的比值,分 为半圆碹(/=1/匕)、标准碹(/=l/3〗〜l/7s)、倾斜碹 (/=l/8s22iiijjri^j9rvm^ srm 2z 22n 图3-3浮法玻璃熔窑结构示意图 O 3. 2.1浮法玻璃熔窑各部结构及尺寸 3.2.1.1 玻璃熔制部分 浮法玻璃熔窑窑体沿长度方向分成熔化部(包括 熔化带和澄清带)、冷却部。
浮法玻璃熔制技术
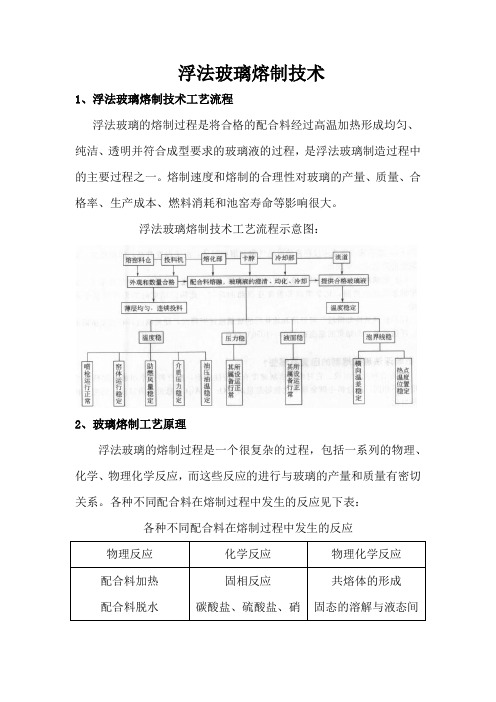
浮法玻璃熔制技术1、浮法玻璃熔制技术工艺流程浮法玻璃的熔制过程是将合格的配合料经过高温加热形成均匀、纯洁、透明并符合成型要求的玻璃液的过程,是浮法玻璃制造过程中的主要过程之一。
熔制速度和熔制的合理性对玻璃的产量、质量、合格率、生产成本、燃料消耗和池窑寿命等影响很大。
浮法玻璃熔制技术工艺流程示意图:2、玻璃熔制工艺原理浮法玻璃的熔制过程是一个很复杂的过程,包括一系列的物理、化学、物理化学反应,而这些反应的进行与玻璃的产量和质量有密切关系。
各种不同配合料在熔制过程中发生的反应见下表:各种不同配合料在熔制过程中发生的反应根据熔制过程中的不同特点,从加热配合料到最终成为符合成型要求玻璃液的过程,可分为五个阶段,即硅酸盐形成阶段、玻璃液形成阶段、玻璃液澄清阶段、玻璃液均化阶段和玻璃液冷却阶段。
直观地,也可分为配合料堆的反应烧结阶段;硅酸盐形成及其熔化物熔化阶段,主要是残余石英砂溶解于已形成的硅酸盐中;澄清消除气泡阶段,主要是降低各种气体在玻璃液中的过饱和程度;逐渐冷却至成型温度阶段。
〔1〕硅酸盐形成阶段配合料入窑后,在800~1000℃温度范围发生一系列物理的、化学的和物理-化学的反应,如粉料受热、水分蒸发、盐类分解、多晶转变、组分熔化以及石英砂与其他组分之间进行的固相反应。
这个阶段结束时,大部分气态产物从配合料中逸出,配合料最后变成由硅酸盐和二氧化硅组成的不透明烧结物。
硅酸盐形成速度取决于配合料性质和加料方式。
〔2〕玻璃形成阶段当温度升到1200℃时,烧结物中的低共熔物开始熔化,出现了一些熔融体,同时硅酸盐与未反应的石英砂粒反应,相互熔解。
伴随着温度的继续升高,硅酸盐和石英砂粒完全熔解于熔融体中,成为含大量可见气泡、条纹、在温度上和化学成分上不够均匀的透明的玻璃液。
在浮法玻璃生产过程中,硅酸盐形成阶段与玻璃形成阶段之间没有明显的界限,即在硅酸盐阶段尚未结束时,玻璃液形成阶段已经开始,并且硅酸盐形成进行得极为迅速,而玻璃液形成却很缓慢。
玻璃窑炉熔制操作规程

玻璃窑炉熔制操作规程1.班前按要求穿戴好劳保用品,做好工用具的准备工作。
2.接班时做好与上班交接工作,包括:池炉周围清洁卫生,池炉和设备的运行情况、料线、熔制温度情况,玻液熔制质量是否符合规定,方能签字接班,发现异常应报车间和总工办进行处理。
3.保持连续均匀、薄层加料,配合料如结块或有大块玻渣应打细至50mm 以下,如有杂物应清除干净,严禁将铁屑和石子等异物加入炉内。
4.熔制规定①熔制温度:(炉顶控制温度)1500±10℃②火焰辐射温度: 1530~1550℃③窑压: 0~5mmH2O④火焰气氛:火焰清晰明亮,不发飘、发黑,火焰在熔化池2/3处转弯,保持炉内微氧化气氛。
⑤熔化池料面:呈清晰抛物状,顶点不超过熔化池长2/3处,后面必须呈镜面。
⑥料线:(自动控制)±2mm⑦操作气压:a.天然气压: 0.015~0.02Mpab.压缩空气: 0.04~0.06MPa5.池炉换向操作关天然气关压缩空气换向闸板转换开压缩空气开天然气。
换向时规定30分钟一次。
6.巡查:①做好池炉运行检查,随时对池炉各部位进行检查,特别是池墙周围和流液洞、加料口、供料槽接口,发现渗料及时用风或水冷却并立即报告车间或总工办处理。
②做好各设备的运行检查,特别是加料机、池炉冷却风机、风扇,发现运行异常及时关闭并通知车间和设备科处理。
③做好池炉熔制情况的检查,严格按熔制有关规定控制操作,发现异常及时纠正,不能解决的报总工办处理解决。
④做好各项控制仪器、仪表运行检查,发现各项仪器、仪表运行异常应及时查清原因并纠正。
7.做好熔制运行的各项记录和池炉周围清洁卫生工作,保证安全文明生产。
8.做好交班前的检查工作,严格按车间规定填好交接班记录以等待下班接班。
精选浮法玻璃生产工艺流程
3、浮法玻璃中各种氧化物的作用 CaO:它能加速玻璃的熔化和澄清过程,并提高玻璃的机械强度、硬度及化学稳定性。适量的CaO在高温时能降低玻璃液的粘度,有利于熔化和澄清,低温时增加玻璃液的粘度,即可以调整玻璃的料性,加快玻璃硬化速度,有利于玻璃的快速成型。因此浮法玻璃成分中采用较高含量的CaO来适应浮法生产工艺高速拉引、快速成型的要求。但CaO会增加玻璃的析晶倾向,因此玻璃中CaO的含量也不宜太大,如大于10%则会使玻璃发脆,成型难度增大。
二、浮法玻璃原料及配合料制备
3、浮法玻璃中各种氧化物的作用 MgO:适量的MgO可降低玻璃的高温粘度,降低玻璃的析晶倾向和析晶速度,提高机械强度和化学稳定性,对提高玻璃的热稳定性也有良好的影响。MgO对玻璃的粘度有复杂的作用:当温度高于1200℃时,会使玻璃液的粘度降低;而在1200~900℃之间,又有使玻璃液的粘度增加的倾向;低于900℃,反而使玻璃的粘度下降。因此,玻璃中的MgO含量也不宜太大。
一、概述
ቤተ መጻሕፍቲ ባይዱ
3、浮法工艺的优缺点 (4)易于科学化管理和实现全线机械化、自动化,劳动生产率高。 (5)连续作业周期长,有利于稳定的生产。 浮法工艺的主要缺点是基建投资和占地面积比较大,同一时间里只能生产一种厚度的产品,偶然事故可能造成全线停产,因此必须要求严格的科学管理制度,使全线的人员和设备、器件、物料都保持良好状态。
二、浮法玻璃原料及配合料制备
3、浮法玻璃中各种氧化物的作用 Fe2O3:在无色透明浮法玻璃生产中,Fe2O3纯属有害杂质,它能使玻璃着成黄绿色而影响玻璃的光学性能。玻璃成分中的铁含量不仅影响到玻璃的色泽,而且影响到玻璃液的粘度、透热性、硬化速度等性能。钠-钙-硅玻璃中的Fe一般以Fe2+或Fe3+状态存在。 Fe3+离子着色很弱,使玻璃产生淡黄色。而Fe2+会使玻璃产生淡蓝色,着色能力比Fe3+高10倍左右。因此,在生产无色透明浮法玻璃时,成分中的含量及稳定性要严加控制。目前高档无色浮法玻璃制品中Fe2O3≤0.08%。
玻璃熔制及熔窑---熔制的工艺制度

熔制的工艺制度
2.温度制度的作用 (1)影响配合料熔化、玻璃形成、玻璃液的澄清均化速度: 1400~1450℃,熔制温度每提高1℃,可使熔制能力提高2%, 澄清温度提高5℃使玻璃液的再澄清带停留的时间缩短50%。 (2)影响玻璃熔窑的窑龄,增加燃料消耗量。随着熔制温度 的升高和产量的提高,耐火材料的侵蚀加快,窑龄将缩短。 (3)影响到玻璃液的对流。 (4)影响到玻璃的成型作业
熔制的工艺制度
料层跑偏—因各加料机投料不一,致使沿窑宽的料层厚 度不均,数量上产生差异,料层集于一侧,极易导致泡 界线的偏斜。 d.温度 当熔化部温度高时,玻璃液粘度减小,回流速度加快, 参与回流的玻璃降低时,玻璃液粘度变大,回流慢,液量少, 未熔配合料增多,泡界线挪后变远;当窑内横向温差变 大时,横向液流明显加剧,泡界线紊乱、模糊,直至偏 斜,发生“跑料”现象。
熔制的工艺制度
B.气氛制度的制定 主要与配合料组成、澄清剂种类、生产玻璃颜色等有关。 a.采用芒硝做澄清剂 为保证芒硝的高温分解,必须添加煤粉做还原剂,因此, 通常采用的气氛制度为:1#、2#小炉需要还原焰,不使 碳粉烧掉;3#、4#小炉是热点区,需要中性焰,不能用 氧化焰,否则液面会产生致密的泡沫层,使澄清困难; 5#、6#小炉是澄清、均化区,为烧去多余的碳粉,不使 玻璃着色,需用氧化焰。 实际生产中空气过剩系数略大些,提供过量的氧,以保 证燃料完全燃烧。
1570 1550 21.7 19
熔制的工艺制度
“双高”曲线:即“双高热负荷点”温度制度,核心是减少 处在泡沫稠密区的小炉燃料分配量,降低了此处的热负荷; 配合料入窑预助熔。 目前,国内浮法熔窑均采用此法。
小炉序号
1
2
3
4
5
6
1200t熔窑技术参数(08-02-20)
1200t/d浮法玻璃熔窑方案说明一、主要技术指标二、熔窑主要结构尺寸三、主要技术特点1. 采用宽熔化池,并设全等宽投料池结构。
2. 前脸采用45°L型吊墙。
3.熔化部池深采用较深的深池结构,确保熔化池内玻璃液的热容,促进玻璃液的对流和配合料的熔化。
4. 熔窑蓄热室采用“两两分隔”的方式(即2-2-1-2-1),蓄热室的格子砖全选用筒型格子砖。
5. 优化设计1#小炉中心线至前脸的距离,可充分发挥1#小炉的潜力,进一步促进配合料的熔化。
6.设置0#氧枪,促进配合料的熔化。
7.熔化区池底预留辅助电加热装置。
8.在熔窑玻璃液的热点处附近池底设置鼓泡装置。
9.窑池池底采用台阶式结构形式,即在卡脖入口开始池底上抬200mm,既利于促进熔化、澄清又利于节能降耗。
10. 合理设计熔窑的澄清带的长度,使深层微气泡有足够的时间溢出。
11.采用窄长卡脖结构形式,在该处设深层冷却水包,通过调节深层水包的深度,以控制玻璃液的回流量和温降。
窄长卡脖结构,可适当拉长深层水包与水平搅拌器之间的间距,改善玻璃液的质量。
12. 熔化部后山墙设J型吊墙,卡脖顶部设吊平碹结构形式,以最大限度地分隔熔化部火焰空间对冷却部的影响。
13.采用新型高效保温材料,对窑体进行全保温。
四、熔窑耐火材料配置➢熔化部➢卡脖➢冷却部➢蓄热室➢小炉➢烟道1200t/d浮法玻璃退火窑方案说明一、主要技术指标二、退火窑尺寸➢总长: 192.75m➢内宽: 5800mm➢保温段长: 102.45m➢非保温段长: 90.30m具体尺寸见下表a)退火窑结构退火窑壳体采用全钢全电结构,由若干节组成,根据退火曲线纵向划分为若干个区,各区内根据玻璃板温度采用不同的加热冷却系统,以便完成良好的退火和合理的降温。
A、B和C区分别为退火窑的退火前区、退火区和退火后区,是退火窑的关键区,直接影响到玻璃的退火质量。
这三区壳体采用隔热保温的形式,在窑内配置合理的加热冷却系统,进行横向分区控制,有效地控制玻璃板的冷却速度和横向温差。
浮法玻璃的熔化
浮法玻璃的熔化将合格的配合料经过高温加热熔融形成均匀的符合成型要求的玻璃液的过程称为玻璃的熔制。
熔制是玻璃制造中的重要部分,玻璃的产量、质量、制造成本、单位产品的能耗、熔窑寿命等都与熔制有密切关系。
玻璃的许多缺陷也是在熔制过程中产生的,制定合理的熔制工艺制度,进行合理的熔制才能熔制出好的玻璃液,这是生产出优质玻璃的重要保证。
玻璃的熔化是一个非常复杂的过程,进行一系列物理、化学、物理化学反应。
这些现象和反应结果,使配合料的机械混合物变成了复杂的玻璃液。
加热时大致发生以下变化:物理过程:配合料加热时吸附的水分蒸发排除,某些单晶组分熔融,某些组分的多晶转变,个别组分的挥发(Na2O K2O SiF4等)。
化学过程:固相反应,各种盐类分解,水化物分解,化学结合水排除,组分单的相互反应及硅酸盐形成。
物理化学过程:低共熔物的生成,组分及生成物间的相互溶解,玻璃液和炉气介质间的相互作用,与耐火材料间的相互作用,和其中夹杂气的作用等。
配合料各组分在熔化时发生的这些变化及发生变化的次序及对熔化过程的影响都与配合料的性质有关。
分解CaCO3CaO+CO2,在400℃开始Na2CO3与煤粉之间的固相反应NaCO4+2C NaCO3+CO2,500℃进行的很快;500℃开始Na2S变为Na2CO3,Na2S+Ca2CO3 Na2CO3+CaS。
573℃β-石英α-石英。
340-620℃镁钠复盐与SiO2反应生成碳酸盐,MgNa2(CO3)2+2SiO2= MgSiO3+Na2SiO3+2CO2450-700℃MgCO3与SiO2作用MgCO3+SiO2 MgSiO3+CO2.620℃MgCO3分解最快,继续升温分解减慢。
585-900℃镁钠复盐与SiO2反应形成硅酸盐,CaNa2(CO3)2+SiO2 CasiO3+Na2SiO3+2CO2.600-900℃CaCO3与SiO2作用生成硅酸盐,Na2CO3+SiO2生成低共熔混合物,玻璃形成阶段开始:740℃Na2SO4-Na2S; 750℃Na2S-Na2CO3; 780℃ Na2CO3-CaNa2(CO3)2;795℃ Na2SO4-Na2CO3; 865℃ Na2SO4-Na2SO3865℃Na2S. CaS与SiO2反应形成硅酸盐,Na2S+Na2SO4+SiO2 Na2SiO3+SO2+S.855℃没起反应的Na2CO3开始熔融,885℃Na2SO4熔融。
浮法玻璃熔化工艺制度研究与实践探讨

数 ,分析 和摸 索 出优质 浮法玻 璃生 成规 律 。制定 和 修 改完善 原 《 玻璃 熔制 工艺 制度 》,为提 高企业 优 质 玻 璃 成 品 率 提 供 有 力 保 障 。现 从 以下 3 个 方 面
阐述 。
1 各 小 炉 炉 油 比例 及 前 区 油 比例
1 . 1 小炉 的炉 油 比
Fl o a t g l a s s me l t i ng pr o c e s s a nd Pr a c ic t e o f S y s t e m
Li u Li wu
( Z h a n g z h o u Ki b i n g Gl a s s C o . L i mi t e d , Do n g s h a n Fu j i a n ,3 6 3 4 0 1 )
1 6
2 窑 内各 小炉 的火焰气 氛及烟气 分析
2 . 1 气 氛制度 的分 类
保 熔化温度 制度 的稳 定 。
控 制 小 炉 喷枪 油 量 的 比 例 ,调 控玻 璃 温 度 高 低 ,同时 决定 了玻 璃熔 融速 度 。如果温 度制 度不 合 理或 熔窑 受 到外界 干扰 而不 稳定 ,就会 使一 系列 的 平衡 遭到 破坏 ,特 别是 玻璃 液 的流动 轨迹破 坏 ,严 重 时 ,会 造成 泡界 线偏移 、热点位 置及 温度 的改 变
1 . 2 小炉 的前 区油 比例
理 复杂 ,一 般来 说 分 为5 个 阶段 ,但 在 实 际玻 璃熔 制 过程 中 ,各 阶段 之 间没有 明显 的界 限 ,有 些 阶段 是 同时或 交叉 进行 的 。捕捉 熔制过 程 中玻璃 液态 发
生 的动 态 变 化 ,结 合 玻 璃 在 线 检 测 系 统 的 监 控参
玻璃的熔化制度及控制

玻璃的熔化制度及控制配合料投入熔窑之后,很快就产生含有大量气泡的一层熔融的玻璃薄膜,厚度约10余mm,熔融体不断向下流淌,逐渐形成小料堆及密集的泡沫层,最后小料堆完全消失,只有泡沫层留在熔化带内,有待进一步的澄清及均化。
配合料上表面由火焰辐射和对流,下表面受1300℃左右投料回流玻璃液传热面进行熔化。
配合料、泡沫层、玻璃液的吸热是不同的。
泡沫层为配合料吸热量的50%,玻璃液为30〜 40%。
玻璃液的导热系数很小,50mm深处辐射热量已被吸收约90%,依靠玻璃液的辐射传热将上层热量依次向深层传递,加热下层玻璃液,它与玻璃吸热性的关系极大。
无色玻璃透热性好,投料回流玻璃液的温度高,带的热量多,加速了玻璃配合料的熔融。
配合料不断地吸收投料回流的热量,回流温度不断降低,距投料口越近回流温度越低,比重增大而下沉,经由窑池深部又流到热点。
投料回流量大有利于熔化及节能(约占化料热耗15〜20% ),能延长配合料堆在熔化部高温带的逗留时间,热交换充分,还能阻止泡沫熔融体越过热点。
加大投料回流就必须突出热点,温差应为100〜300度。
稳定的投料回流是稳定池底温度、熔化及泡界线的重要因素。
含铁高、颜色较深的玻璃透热性差,投料回流小、温度低,能耗也高。
一、熔化火焰及其控制火焰是进行热交换的主体,它以辐射、对流、传导的方式将热量传给配合料、玻璃液及窑体。
在耐火材料允许的条件下温度应高些,横向温差尽可能小些,火焰覆盖面积尽可能大。
各小炉的温度是由熔化温度制度决定的。
1、窑内气氛及火焰亮度在理论上,空气过剩系数等于1时为中性,小于1为还原性,大于1时为氧化焰。
对于纯碱-芒硝配合料到1#、2#小炉应为还原焰,不使煤粉烧掉,保证芒硝分解所需的煤粉,但还原性不宜太强,防止芒硝过早分解完,在澄清时过饱和不足,达不到硫澄清的目的,在玻璃液中残留的小气泡不能浮出。
如果太弱甚至是氧化焰,芒硝不能完全分解,在澄清后或均化带仍在热分解,产生SO2、、SO3气体,对于SO2玻璃液是不能吸收的,气泡残留在玻璃液中。
浮法玻璃熔窑操作

浮法玻璃熔窑操作浮法玻璃熔窑是一种常见的玻璃生产工艺,用于生产平板玻璃。
在浮法玻璃熔窑操作中,需要控制熔窑的温度、玻璃液的成分、熔窑内的气氛等因素,以确保生产出高质量的平板玻璃产品。
浮法玻璃熔窑操作的第一个关键步骤是准备原料。
主要原料包括石英砂、碳酸钠、石灰石等。
这些原料经过粉碎、筛分等处理后,按照一定比例混合在一起,形成玻璃原料。
接下来,将玻璃原料放入熔窑中进行熔化。
熔窑通常由数层石英玻璃制成,具有一定的长度和宽度。
熔窑内部的温度需要达到约1500摄氏度,以使玻璃原料完全熔化。
熔窑内还需要保持一定的氧气气氛,以防止玻璃氧化。
一旦玻璃原料熔化,就需要进行调整。
在玻璃液的表面,加入一层金属锡。
这层锡液的浮力会使玻璃液在上面漂浮,形成平整的玻璃带。
这是浮法玻璃熔窑操作的核心步骤,也是制造平板玻璃的关键。
在熔窑中,玻璃液慢慢地流过一个平台,形成平整的玻璃带。
在平台下方,有一条冷却带,通过喷射冷却剂的方式,使玻璃迅速冷却并凝固。
冷却带的速度可以调节,以控制玻璃的厚度。
经过冷却带后,玻璃带进入退火炉。
在退火炉中,玻璃带会经历一系列的加热和冷却过程,以消除内部应力和增加其物理强度。
退火结束后,玻璃带会进入切割和加工环节,最终成为各种规格和尺寸的平板玻璃产品。
在整个浮法玻璃熔窑操作过程中,需要严格控制熔窑的温度和玻璃液的成分。
温度过高会导致玻璃液氧化,降低产品质量;而温度过低则会影响玻璃的熔化速度和均匀性。
同时,玻璃液的成分也需要精确控制,以确保产品的化学性能和物理性能符合要求。
在浮法玻璃熔窑操作中,还需要注意熔窑内的清洁和维护。
玻璃液容易受到杂质的污染,影响产品质量。
因此,定期清洁和检查熔窑内部,清除杂质和积存物,对于保证生产的稳定性和产品质量至关重要。
总结起来,浮法玻璃熔窑操作是一项复杂而精细的工艺。
通过控制熔窑的温度、玻璃液的成分、熔窑内的气氛等因素,可以生产出高质量的平板玻璃产品。
然而,这一过程需要严格的操作和控制,以确保产品的质量和性能。
玻璃熔制及熔窑-熔制的工艺制度
汇报范围
01
本报告将全面介绍玻璃熔制及熔 窑工艺制度的各个方面,包括熔 制原理、熔窑结构、操作要点、 工艺参数以及相关设备等。
02
通过深入分析熔制工艺制度对玻 璃质量的影响,提出优化建议, 为实际生产提供指导。
02
玻璃熔制工艺简介
玻璃熔制的定义
玻璃熔制是将各种原料配合在一起, 在高温下加热熔化成均匀的、无气泡 的玻璃液的过程。
环保处理
通过排烟装置的处理,减少熔窑排放的烟气 对环境的影响。
04
熔制的工艺制度
温度制度
温度制度定义
温度制度是玻璃熔制过程中对温度的控制和调节,包括炉温、玻 璃液温度和投料温度等。
温度制度的重要性
温度制度的合理控制对玻璃的熔制质量、熔化效率、节能降耗等方 面具有重要影响。
温度制度的影响因素
温度制度的制定受到多种因素的影响,如原料的性质、熔窑的结构 和尺寸、燃料的种类和燃烧状况等。
投料制度是指熔制过程中对原料和配合料的加入方式、时间和量 的控制。
投料制度的重要性
投料制度的合理控制对玻璃的成分、熔化效率、产品质量等方面 具有重要影响。
投料制度的影响因素
投料制度的制定受到原料的性质、配合料的组分、熔窑的容量和 结构等因素的影响。
玻璃液的澄清与均化
玻璃液的澄清定义
玻璃液的澄清是指通过控制温度和气氛,使玻璃液中的气泡逸出, 达到净化的目的。
玻璃液的均化定义
玻璃液的均化是指通过搅拌、循环等方式,使玻璃液达到成分和温 度的均匀分布。
澄清与均化的重要性
澄清与均化是玻璃熔制过程中的重要环节,对玻璃的质量和性能具有 重要影响。
05
熔制过程中的质量控制
温度控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃熔制组别:第二组组长:黄忠伦组员:孙印持、黄忠伦、张彬、何洋、赖世飞、朱子寒“玻璃熔制”课程任务一、任务目的:400t/d浮法玻璃熔窑熔制制度的确定二、主要内容:1、确定玻璃熔制过程的温度-黏度曲线;2、确定玻璃熔制的各种熔制制度;3、分析熔制制度对玻璃质量的影响;三、基本要求:1、玻璃熔制制度应符合实际生产情况要求,便于组织生产;2、熔制制度参数选择合理、先进;3、熟悉玻璃熔制制度对玻璃质量的影响;4、提交一份打印的任务说明书及电子文档;5、提交本小组各成员的成绩表(100分制);(一)黏度与温度的关系1.由于结构特性的不同,玻璃熔体与晶体的黏度随温度的变化趋势有显著的差别。
晶体在高于熔点时,黏度变化很小,当到达凝固点时,由于熔融态转变晶态的缘故,黏度呈直线上升。
玻璃的黏度则随温度下降而增大,从玻璃液到固态,玻璃的黏度是连续变化的,其间没有数值上的突变。
(1)应变点:应力能在几小时内消除的温度,大致相当于粘度为1013.6Pa·s时的温度,也称退火下限温度。
(2)转变点(Tg):相当于粘度为1012.4Pa·s时的温度。
高于此点脆性消失,并开始出现塑性变形,物理性能开始迅速变化。
(3)退火点:应力能几分钟内消除的温度,大致相当于粘度为1012Pa·S时的温度,也称退火上限温度。
(4)变形点:相当于粘度为1010-1011Pa·S时的温度范围。
(5)、软化温度(Ts):它与玻璃的密度和表面张力有关,相当于黏度为3×106~1.5×107Pa·s的温度范围。
对于密度约等于2.5的玻璃它相当于粘度为106.6Pa·S时的温度。
(6)操作范围:相当于成型玻璃表面的温度范围。
T上限指准备成型的温度,相当于粘度为102-103Pa·S时的温度;T下限相当于成型时能保持制品形状的温度,相当于粘度>105Pa·S时的温度。
操作范围的粘度一般为103-106.6Pa·S(7)、熔化温度:相当于粘度为10Pa·S时的温度,在此温度下玻璃能以一般要求的速度熔化。
(8)自动供料机供料的粘度:102-103Pa·S。
(9)人工挑料粘度:102.2Pa·S。
2.黏度计算:根据上期配合料设计成分:(单位:%)SiO2Al2O3CaO MgO R2O72.00 1.20 8.30 4.00 14.00奥霍琴法:奥霍琴法适用于含有MgO、Al2O3的钠钙硅酸盐玻璃。
当Na2O含量为12%—16%、CaO+MgO含量为5%—12%、Al2O3含量为0—5%、SiO2含量为64%—80%时,可应用如下公式:T η=Ax+By+Cz+D式中 T η——某黏度值对应的温度x 、y 、z ——分别是Na 2O 、CaO+MgO 3%、Al 2O 3的质量百分数;A 、B 、C 、D ——分别是Na 2O 、CaO+MgO 3%、Al 2O 3、SiO 2的特性常数,它随黏度值变化如下表所示解:分别求出当玻璃粘度为102、104、106时的温度值: A .T η=102=-22.87×14-16.1×12.3+6.5×1.2+1700.40≈1190校正:MgO 实际含量为4%,比3%高1%。
根据上表可知,η=102Pa ·s 时,以1%MgO 取代1%CaO ,温度将提高9℃,因此: T η=102=1190+9=1199℃B .T η=104=-15.37×14-6.25×12.3+5×1.2+1194.22≈908℃校正:MgO 实际含量为4%,比3%高1%。
根据上表可知,η=104Pa·s时,以1%MgO 取代1%CaO,温度将提高5℃,因此:Tη=104=908+5=913℃C.Tη=106=-10.36×14-1.18×12.3+4.35×1.2+910.86≈721℃校正:MgO 实际含量为4%,比3%高1%。
根据上表可知,η=106Pa·s时,以1%MgO 取代1%CaO,温度将提高2.6℃,因此:Tη=106=721+2.6=723.6℃(二)玻璃熔制制度(1)定义:熔制过程中的操作控制参数(2)作用:A.提高熔窑产量B.保证玻璃液的质量C.降低能源消耗D.延长熔窑的使用寿命(3)制度项目A.温度制度温度制度是指熔化部的温度制度,而非全窑的温度制度,即沿熔化部窑长方向的温度分布,用温度曲线表示,温度曲线是一条有多个温度测定值连成的折线,其测定值因测量位置和测量方法不同而不尽相同。
温度制度对玻璃的熔化速度、玻璃液的对流情况、成型作业、燃料消耗、窑龄等都有影响,要慎重制定和严格控制。
温度曲线要满足熔化过程的要求和操作要求,也要有利于成型。
浮法玻璃熔窑的温度曲线一般有三种,即“山”形、“桥”形和“双高”曲线。
本次采用“双高”形曲线温度制度(能合理分配燃料,能降低燃料消耗量)B.窑压控制熔窑窑压的控制也是熔化工艺工艺控制的一个重要指标。
不管窑的大小如何,均要求是使窑内的压力能保持稳定和微正压,这对制作高质量的玻璃制品有重要作用。
在规模不同的熔窑的生产过程中其工艺参数的确定,还需要根据窑内压力的测量方式和测量位置而定。
一般的熔窑均采用碹顶取压,它远离玻璃液的表面,其测量值受到窑内火焰空间热气流和外界大气变化的影响很大,不能真实反映玻璃液面处的窑压。
新设计的熔窑均从胸墙两侧取压,取压的要求是使窑内玻璃液表面的压力为“零压”。
由于是靠近玻璃液的表面取压,窑内的温度和热气对窑内压力测量的影响较小,测量的精度因此得到提高。
为确保窑内压力控制的正确性,更有一些熔窑在冷却部胸墙两侧也设有测量装置,通过对其压力的测定,以该处测参数的大小来修正熔化部的工艺控制指标。
熔窑液面处于微正压5~10±1Pa,夏季比冬季低2~4Pa。
C.泡界限制度泡界线是投料和推料前进的力与投料回流相平衡的结果,窑内温度分布、玻璃液流状况、成型作业和投料情况等稍有变化,都会在泡界线上有所反映。
因此,根据泡界线形状、位置和清晰程度可判断出熔化作业的好坏,并以此予以调节。
要保持清晰稳定的泡界线,最主要的的是要明确热点,并维持热点到投料口是投料回流,热点位置前移或后移都会使泡界线位置变动。
由于本窑炉采用5对小炉,所以泡界线位置大概控制在4号小炉靠后的位置。
D.液面控制(1)液面波动的原因:主要是由于投料量与成型量不平衡。
(2)熔窑作业时,保证玻璃液面的稳定除对产品质量起到积极作用外,也对熔窑的寿命具有很大的影响。
因此窑内玻璃液面的控制精确度是熔化工艺控制中的一个重要指标,也是熔窑作业中的“四小稳”之一。
玻璃液面的高低以投入配合料的数量来控制的,当投入配合料量和成型取用玻璃液量相平衡时,液面就能维持不变。
(3)控制的方法主要以移动式铂探针液面控制方法居多。
液面控制在池壁上口最低位置±0.05mm内E.气氛控制控制窑内气体或火焰的气氛性质的控制按化学组成及其具有氧化或还原能力不同,熔窑内的气氛分为氧化气氛、中性气氛和还原气氛三种。
当熔窑内有多余的气过剩系数大于1,燃烧产物中有多余的氧,具有氧化能力时,称为氧化气氛;当熔窑内空气过剩系数等于1,燃烧产物中无多余的氧且无未燃烧完全的一氧化碳时,称为中性气氛;当熔窑内空气过剩系数小于1,燃烧产物中含有一定量的一氧化碳,具有还原能力时,称为还原气氛。
因为是400t/d的窑炉,所以采用5对小炉,其中1、2小炉为还原气氛(防止C粉过早燃烧)。
3号小炉为中性气氛(保证燃烧温度)4、5号小炉为氧化气氛(烧掉多余C粉,防止出现Fe2+降低玻璃透光率)F.换向控制火焰换向的工艺要求熔窑的火焰换向对熔窑的热工制度而言是一种周期性扰动。
在换向过程中,在窑压、燃料量和助燃风量等参数除进行前馈控制外,还应将其他输出信号闭锁,待换向过程结束后,再解开进行正常的调节控制。
在换向过程中,对每一个程序所需的时间间隔和整个换向过程的时间的控制也是一个相当重要的一个问题。
所以在制定火焰换向工艺程序时,应对各种燃烧介质按程序进行合理的换向,确保实现“小扰动换向”。
本组设换向时间为20分钟。
(三)溶制制度对玻璃质量的影响(1)温度制度:对配合料熔化速度、玻璃液对流情况、成型作业、燃料消耗、窑龄等有影响。
温度曲线:①“山形”曲线热点(不是一个点,而是玻璃液表面的最高温度带)突出,热点与1#小炉及末对小炉间的温差大,泡界线清晰稳定;配合料熔化滞后。
②“桥形”曲线热点前后两对小炉的温度与最高温度相差不大,温度曲线似拱桥形。
特点是熔化高温带较长,有利于配合料的熔化和玻璃液的澄清。
③“双高”曲线即“双高热负荷点”温度制度,核心是减少处在泡沫稠密区的小炉燃料分配量,降低了此处的热负荷;配合料入窑预助熔(2)压力制度①窑压波动立即影响成型部,使成型温度不稳。
②窑压过大,窑内火焰浑浊无力,大量废气来不及排出,相对来说氧气缺少,减慢油雾或煤气的燃烧过程。
严重时熔窑所有的缝隙孔洞,直到小眼处的测温孔,都喷出火焰,它将使窑体烧损加剧,燃耗增大,并不利于澄清。
③窑压过小,特别是液面处呈负压时,它将吸入冷空气,在消耗同等燃料的情况下不能达到预定的温度,为保证温度制度的稳定,必须增加燃料的消耗。
同时,过多的冷空气进入窑内,会使还原焰不能维持。
窑压过小还会使窑内温度分布不均。
(3)泡界线:泡界线与投料口过近,则料层面积小,接受的热辐射量减小,熔化速度会减慢,在投料量不变的情况下,熔化就不充分。
相反,泡界线远移,使料堆占据面积加大,虽然料堆上层熔化速度加快。
但料堆下层熔化并未更上,含有未熔化完的石英砂粒的泡沫区就回变远,热点就会很模糊,容易发生跑料事故,并且回流温度因泡沫覆盖面积过大而降低,对生产不利。
(4)气氛制度:气氛分为三种:氧化气氛—当窑内空气过剩系数>1时,燃烧产物中有多余的O2,具有氧化能力,此时的气氛称为氧化气氛或氧化焰;中性气氛—当时,燃烧产物中无多余的O2和未燃烧完全的CO,此时的气氛称为中性气氛或中性焰;还原气氛—当<1时,燃烧产物中含有一定量的CO,具有还原能力,此时的气氛称为还原气氛或还原焰。
①采用芒硝做澄清剂为保证芒硝的高温分解,必须添加煤粉做还原剂,因此,通常采用的气氛制度为:1、2小炉需要还原焰,不使碳粉烧掉;3、4小炉是热点区,需要中性焰,不能用氧化焰,否则液面会产生致密的泡沫层,使澄清困难;5号小炉是澄清、均化区,为烧去多余的碳粉,不使玻璃着色,需用氧化焰。
实际生产中空气过剩系数略大些,提供过量的氧,以保证燃料完全燃烧。
②采用氧化铈、氧化砷等为澄清剂窑内的气氛不作特殊要求;生产颜色玻璃时,依据着色剂的性能要求设定窑内气氛制度。