高精度圆盘剪重叠量调整控制方法的研究
圆盘剪的间隙调整和控制
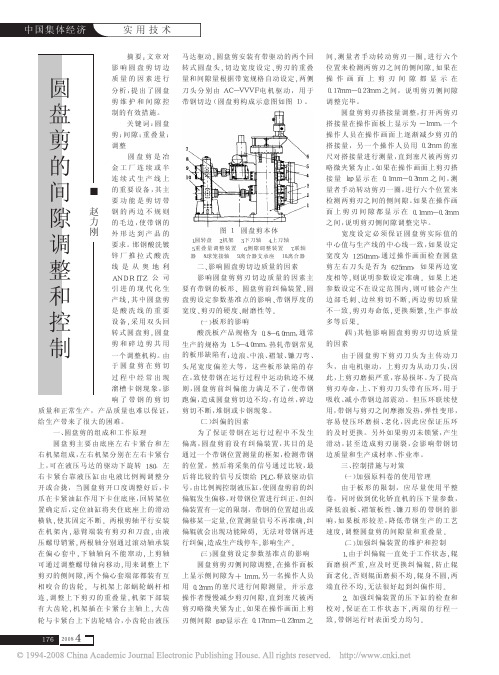
在自然界里, 各种生物机体内部存在 因而适于睡眠和休息, 如图 1 所示。
着调节和控制自身行为的生物钟。这个生 机 物钟是按照自己的特定的时间表和运动 能
规律周而复始地盛衰波动变化的 , 这种现 30
20
象又称为生物节律。这是一种普遍存在于 10
生物体内的自然规律。科学研究发现, 和
0 - 10
自然界其他生物一样, 人体内的各项生理
( 四) 其他影响圆盘剪剪刃切边质量 的因素
由于圆盘剪下剪刃刀头为主传动刀 头, 由电机驱动, 上剪刃为从动刀头, 因 此, 上剪刃磨损严重, 容易损坏。为了提高 剪刃寿命, 上、下剪刃刀头带有 压环, 用于 吸收、减小带钢边部震动。但 压环联续 使 用, 带钢与剪刃之间摩擦发热, 弹性变形, 容 易 使 压 环 磨 损 、老 化 , 因 此 应 保 证 压 环 的及时更换。另外如果剪刃未锁紧, 产生 滑动, 甚至造成剪刃崩裂, 会影响带钢切 边 质 量 和 生 产 成 材 率 、作 业 率 。
宽度设定必须保证圆盘剪实际值的 中心值与生产线的中心线一致, 如果设定 宽 度 为 1250mm, 通 过 操 作 画 面 检 查 圆 盘 剪 左 右 刀 头 是 否 为 625mm, 如 果 两 边 宽 度相等, 则说明参数设定准确。如果上述 参数设定不在设定范围内, 则可能会产生 边 部 毛 刺 、边 丝 剪 切 不 断 , 两 边 剪 切 质 量 不一致, 剪刃寿命低, 更换频繁, 生产事故 多等后果。
的 发 生 , 同 时 还 提 出 了 快 乐 工 作 、享 受 安 激素 的 分 泌 等 , 则 从 夜 间 11 时 至 凌 晨 2
全 、创 造 和 谐 的 安 全 发 展 观 。
时左右为高峰。总体来说, 人的身体适于
高精度切边圆盘剪的设计

有色金属加工 NONFERROUS METALS PROCESSING
Vol. 40 No. 6 December 2011
高精度切边圆盘剪的设计
侯定坤
( 洛阳有色金属加工设计研究院,河南 洛阳 471039)
摘 要: 本文结合作者在高精度切边圆盘剪的设计、调试体会,分析了影响切边质量的因素,并提出了获得较
隔离环 厚度( mm)
90 90 75 75 75 75
隔离环 直径( mm) 250 + 0. 5
250 + 0 250 + 0. 5 250 - 0. 5 250 - 1. 0 250 - 2. 3
数量
2个 2个 2个 2个 2个 2个
( 3) 严格装配刀轴轴承。园盘剪刀轴和轴承座 装配后,在没安装刀盘前须对刀轴提出严格的装配要 求: 即基准轴肩的端面跳动控制在 0. 003mm 以下; 刀 轴直径的径向跳动在 0. 025mm 以下; 上下刀轴的平行 度不大于 0. 025mm,相互交叉不超过 0. 025mm。
来料宽度: 840 - 1660mm 切边宽度: 10 - 50mm( 单边) 刀盘规格: Φ250 × 15mm 剪切 速 度: 最 大 200m / min ( 当 带 材 厚 度 小 于 1. 5mm) ,最 大 100m / min ( 当 带 材 厚 度 为 1. 5 - 2. 0mm) 传动电机功率: 16. 5kW 转速 900r / min 减速机速比: 3. 3
44
有色金属加工
第 40 卷
轴上的偏心套调整,其重叠量可由设置在相应轴承座 上的千分表来显示。刀轴驱动由电机传动中间轴,中 间轴上带两个齿轮,分别传动操作侧下刀轴和传动侧 下刀轴上的 齿 轮,两 个 上 刀 轴 也 分 别 安 装 一 个 齿 轮, 通过下刀轴的齿轮来传动,上下刀轴的齿轮并不直接 传动刀轴,而是通过固定在齿轮上的两个传动销来传 动浮动盘,再由固定在浮动盘上的另外两个传动销来 传动固接在刀轴上的传动盘,其结构如图 2 所示。
切边圆盘剪剪刃侧隙与重叠量控制的研究
切边圆盘剪剪刃侧隙与重叠量控制的研究刘鹏;郜建;杨洋【摘要】介绍了切边圆盘剪剪刃侧隙量及重叠量的控制机构和调整方法,提出根据被剪切带材厚度选择侧隙量及重叠量的经验值进行调整剪切作业,检验实际剪切带材的断面质量效果并对经验值进行修正,利用数学多阶函数逼近法进行数值拟合,得到带材厚度与剪刃侧隙、重叠量的数学模型并成功应用到工程实践中,证明该方法是可行的,有一定参考价值。
%Based on analysis of the gap and overlap control mechanism and adjustment method of trimming disc shear,the paper proposed to choose the gap and overlap empirical data accordingto strip thickness,adjust the cutting operation,and inspect the cross section quality.It abtained the mathematical models of strip thickness, gap and overlap by a numerical fitting process with multi-function approximation method,and successfully ap-plied to engineering practice.It proved this is a feasible and reference value method.【期刊名称】《重型机械》【年(卷),期】2014(000)004【总页数】4页(P29-32)【关键词】圆盘剪;侧隙量;重叠量;数值拟合【作者】刘鹏;郜建;杨洋【作者单位】中国重型机械研究院股份公司,陕西西安 710032;中国重型机械研究院股份公司,陕西西安 710032;西安理工大学,陕西西安 710048【正文语种】中文【中图分类】TG3330 前言切边圆盘剪是冷轧板带精整生产线核心设备[1],用来剪切带钢边部缺陷,保证整个带钢的宽度一致。
切边圆盘剪剪刃侧隙和重叠量的调整
切边圆盘剪剪刃侧隙和重叠量的调整切边圆盘剪是一种常用的工具,广泛应用于金属加工、建筑、汽车维修等领域。
在使用切边圆盘剪时,剪刃侧隙和重叠量的调整是非常重要的,它们直接影响到剪切效果和工作安全。
本文将介绍如何准确调整切边圆盘剪的剪刃侧隙和重叠量。
一、剪刃侧隙的调整剪刃侧隙是指切边圆盘剪上下刀片之间的间隙。
合适的剪刃侧隙能够保证切割的精度和效率。
调整剪刃侧隙的方法如下:1. 确保切边圆盘剪处于停止状态,并断开电源。
2. 使用调整工具,松开剪刃侧隙调整螺丝。
3. 将一张薄纸片放置在上刀片和下刀片之间。
4. 用手轻轻旋转切边圆盘剪,使纸片被刀片夹住。
5. 调整剪刃侧隙调整螺丝,直到感觉到轻微的阻力。
6. 重复步骤4和步骤5,直到纸片能够顺利通过刀片。
7. 最后,紧固剪刃侧隙调整螺丝,确保刀片保持在正确的位置。
二、重叠量的调整重叠量是指上下刀片之间的重叠程度。
适当的重叠量可以提高切割的稳定性和效果。
调整重叠量的方法如下:1. 确保切边圆盘剪处于停止状态,并断开电源。
2. 使用调整工具,松开重叠量调整螺丝。
3. 将一张薄纸片放置在上刀片和下刀片之间。
4. 用手轻轻旋转切边圆盘剪,使纸片被刀片夹住。
5. 调整重叠量调整螺丝,直到感觉到轻微的阻力。
6. 重复步骤4和步骤5,直到纸片能够顺利通过刀片。
7. 最后,紧固重叠量调整螺丝,确保刀片保持在正确的位置。
三、注意事项在进行剪刃侧隙和重叠量的调整时,需要注意以下几点:1. 调整过程中要小心操作,避免手部受伤。
最好戴上手套,并确保切边圆盘剪已经断开电源。
2. 调整后,应该进行试切,以确保剪刃侧隙和重叠量的调整是否准确。
3. 定期检查和调整剪刃侧隙和重叠量,以保持切边圆盘剪的正常工作状态。
总结:切边圆盘剪的剪刃侧隙和重叠量的调整是确保切割效果和工作安全的重要步骤。
通过正确的调整方法,可以保证切边圆盘剪的正常运行,并提高工作效率和质量。
在操作过程中,务必注意安全,并定期检查和调整剪刃侧隙和重叠量,以确保切边圆盘剪的长期稳定运行。
切边圆盘剪剪刃侧隙和重叠量的调整
切边圆盘剪剪刃侧隙和重叠量的调整1. 任务背景切边圆盘剪是一种常见的工业加工工具,用于切割金属、塑料等材料。
在使用切边圆盘剪时,为了获得更好的切割效果和加工质量,需要对其剪刃侧隙和重叠量进行调整。
2. 剪刃侧隙的调整剪刃侧隙是指两个剪刃之间的距离,它直接影响到切边圆盘剪的切割效果。
如果侧隙过大,会导致材料被拉伸而不是被剪断;如果侧隙过小,则会增加摩擦力和能耗,并且容易损坏刀具。
2.1 调整步骤1.将切边圆盘剪放置在水平台面上。
2.使用合适的工具打开固定螺丝,使两个剪刃分开。
3.使用千分尺或其他精确测量工具测量两个剪刃之间的距离。
4.根据实际需求,微调螺丝,使剪刃侧隙达到合适的数值。
5.固定螺丝,确保剪刃侧隙调整不会变动。
2.2 调整要点•剪刃侧隙的调整应根据具体材料和加工要求进行,不同材料可能需要不同的剪刃侧隙。
•调整时要注意保持两个剪刃之间的平行度,避免出现歪斜或不对称的情况。
•调整后应进行试切,观察切口质量和加工效果,并根据需要进行微调。
3. 重叠量的调整重叠量是指两个剪刃之间的重叠部分,它也会影响到切边圆盘剪的切割效果。
适当的重叠量可以提高材料断裂面质量和加工速度。
3.1 调整步骤1.将切边圆盘剪放置在水平台面上。
2.使用合适的工具打开固定螺丝,使两个剪刃分开。
3.使用千分尺或其他精确测量工具测量两个剪刃之间未重叠部分的长度。
4.根据实际需求,微调螺丝,使剪刃重叠量达到合适的数值。
5.固定螺丝,确保重叠量调整不会变动。
3.2 调整要点•重叠量的调整应根据具体材料和加工要求进行,不同材料可能需要不同的重叠量。
•调整时要注意保持两个剪刃之间的平行度,避免出现歪斜或不对称的情况。
•调整后应进行试切,观察切口质量和加工效果,并根据需要进行微调。
4. 注意事项•在进行剪刃侧隙和重叠量的调整时,务必使用合适的工具,并注意安全操作。
•在调整过程中要保持耐心和细心,避免过度调整或错误操作导致损坏刀具。
•如果不确定如何进行调整或遇到问题,请及时咨询专业人士或厂家技术支持。
冷轧板带材切边圆盘剪重叠量调整方法探讨

的 ,其 电气系统是带材表面采样 的信号 ,但是信号 的采样 的平均长 度 是通过一两个测量辊 , 冷 轧板的边缘是衡量冷轧带材 的板形顺利 的重要 条件。 由于在轧 通常着两根测量辊 的直径都是不相 同的,每根辊 的端 口都 是装置有编 制过程 的铝片 ,因为不 同的局部应 力,并不是每 个伸长 的~部 分都是 码器 的,所 以,往往实 际的辊 的的长度与理论长度辊 的长 度相 比较 , 有 所不 同的 ,这使得板面会产生不均匀 的变形。如果切成铝板带带材 纠正他们之间的误差通过 第二轮和补偿 。 的模型 ,可能反应了不同的切割长度 的视 觉差异 。差 异越 小制造的板 型越好 。 4 圆盘切 割边缘质量的影响因素以及控制措施与对策
2 9
柬工案 投术
工 业 技 术
冷轧板带材切边圆盘剪重叠量调整方法探讨
祁风静 ( 江苏省江 阴市兴澄特种钢铁有限公 司 , 江苏 江阴 2 1 4 4 0 0)
摘 要 :在金属板 带的精 整作 业线中的核 心设备 就是切边圆盘 剪。由于国 内的切边 圆盘剪的设备 制造和调 整精确度较差导致 了 自 动化程度 比较 低 ,很难 达到切边质 量的要 求,所以为 了保证国 内高端的产品质量,通常都采用进 口的切边圆盘剪。然而重叠调 整精度 就是影 响圆盘 剪剪切质 量和带材跑偏 的重要原 因。而且有许 多因素决定于重叠量的调 整精度 ,本文主要是探讨 了冷轧板带材切边圆盘 剪重叠量调整的方法以及措施 。 关键词 :圆盘 剪;重 叠量;调整 ; 铝板带材
1 冷轧铝板带材板型
其 主要优点就是对称 的形状和条形缺 陷消除之间的不对称 ,并不 影响板型形状对厚度 的控制 ,可 以有效 地高精 度的控制面板的形状 。 这 是一个高精度形状控制制 动器 显著的飞跃。带控制躺在桌面系统上 测 量精度 的形状充 分体现 了 DS R路 高精度 形状 的关键 ,计算精 密视 觉和偏 差的精密伺服 阀控制信号 。因此带 表通 常的形状要准确的做到 装置的测量精 度。