注塑模具清单
T1-T3 次试模认可表
T1试模定义日期 Definit Date of T1 try-out 注塑机型号 Type of injection machine 型腔数 Cavity number 是Yes 不是No 备注Remarks
2
3
4
5
6
7
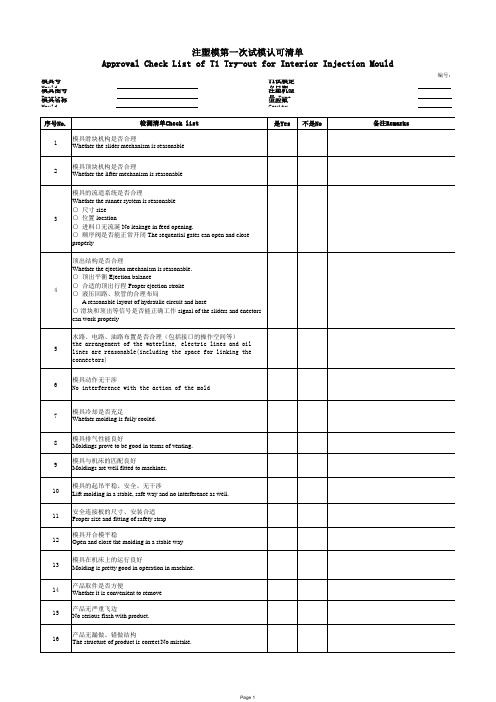
模具冷却是否充足 Whether molding is fully cooled. 模具排气性能良好 Moldings prove to be good in terms of venting. 模具与机床的匹配良好 Moldings are well fitted to machines. 模具的起吊平稳、安全、无干涉 Lift molding in a stable, safe way and no interference as well. 安全连接板的尺寸、安装合适 Proper size and fitting of safety strap 模具开合模平稳 Open and close the molding in a stable way 模具在机床上的运行良好 Molding is pretty good in operation in machine. 产品取件是否方便 Whether it is convenient to remove 产品无严重飞边 No serious flash with product.
8
9
10
11
12
13
14
15
Page 1
注塑模第一次试模认可清单 Approval Check List of T1 Try-out for Interior Injection Mould
编号:
模具号 Mould No. 模具图号 Drawing No. 模具名称 Mould Name: 序号No. 16 检测清单Check list 产品无漏做、错做结构 The structure of product is correct.No mistake. 产品外观基本能够达到客户的T1要求 the product appearance reach customers' T1 requirement 产品关键尺寸、结构是否都正确 the main size and structure of the products are all correct 封样件重量记录、试模过程中的工艺参数记录 record the weight of T1 approval part and the stable injection parameters 熔接痕位置确认 the position of the melding lines are OK Conclusion 模具公司项目工程师 Porgram Engineer of YFVTL 模具供应商代表 Representatives of Mold Supplier 客户代表 Representatives of Customers 备注: Remarks
(完整word版)注塑机验证确认方案

注塑机验证确认方案编制/日期:审核/日期:批准/日期:一、目的重新对注塑机和模具的注塑工艺进行验证,对塑料注射成型机注塑工艺进行有效的控制,以保证相同的生产条件,生产出符合标准要求的产品。
并通过验证来确认最佳的注塑工艺。
二、范围a.本次验证的范围包括注塑机设备(海天注塑机2000/2500)的确认、注塑模具的确认、产品所用原材料的注塑工艺的确认。
b.公司现有十五台注塑机,只验证305mm产品的注塑工艺,原材料为外盖天长润可M1360W 内盖上海聚高NG002。
因公司近一年的时间内没有接口、303mm、32AB的生产任务,故不做验证,待有任务安排时另行验证。
所以本次验证两套模具,即:305mm外盖、305mm内盖两种。
c.设备清单见表三三、职责a.技术部负责方案和报告的编制,技术部经理对验证工作负领导责任;b.质量管理部经理负责审核验证方案和报告,并检测工艺过程产品;c.生产部负责设备的安装实施并完成整个验证过程;d.参加验证的人员应具备正确从事相关活动的资格,应经过相应的培训。
设备操作人员和化验员还应有上岗证书。
四、依据a. 注塑成型作业指导书,文件编号:_________;b. 注塑工序过程检验规程,文件编号:_________;c. 零部件图纸;d.检测工具:游标卡尺(15cm~0.02m)、拉力测试仪。
五、要求a.外观1.整个产品应足够透明,色泽均匀,无划痕、色块、毛刺、油渍、塑流、水纹、变形、未打饱和气泡等注塑缺陷。
2.直径为0.5mm以上的黑点不允许出现,0.5mm以下的黑点每只不允许超过1个。
3.浇口处应剪除干净、无残余。
b.尺寸尺寸应符合图纸的要求。
六、验证、确认流程1.设备安装验证、人员验证、模具安装验证,分别见表四、表五、表六;2.注塑机工艺验证,见表七;3.产品批量生产的确认(PQ):工艺过程确认符合要求后,对产品的批量生产进行确认,核对产品生产的批的过程检验记录,以此来确认注塑工艺是否符合要求;4.验证报告、作业文件的编订修改。
Q8项目汽车注塑模具清单

Q8项目汽车注塑模具清单一、内饰注塑模具1、中控台注塑模具用于成型中控台的主体结构,包括控制面板的安装位置和储物空间。
模具设计考虑了人机工程学,以提供舒适的操作体验。
2、车门内饰板注塑模具制造车门内侧的装饰板,涵盖扶手、车窗控制区域等部分。
注重模具的精度和表面质量,以确保内饰的美观和质感。
3、仪表盘注塑模具负责生产仪表盘的外壳和表盘安装区域。
模具需要满足高精度的要求,以保证仪表盘的读数准确和显示清晰。
4、座椅靠背和坐垫注塑模具打造座椅的靠背和坐垫部分,考虑到舒适性和支撑性的设计。
模具的强度和耐用性至关重要,以适应频繁的使用。
二、外饰注塑模具1、保险杠注塑模具形成汽车前后保险杠的形状,具备良好的抗冲击性能。
模具的尺寸较大,制造工艺复杂。
2、车灯罩注塑模具生产汽车的前大灯和尾灯罩,要求具备高透明度和良好的光学性能。
对模具的表面光洁度要求极高,以避免影响灯光的投射效果。
3、后视镜外壳注塑模具制造后视镜的外部壳体,考虑到空气动力学和美观性。
模具需要保证成型后的零件尺寸精确,安装契合度高。
4、车门把手注塑模具用于生产车门把手,注重手感和防滑设计。
模具的结构要便于脱模,提高生产效率。
三、发动机舱注塑模具1、发动机罩注塑模具成型发动机罩的主体结构,具备一定的强度和隔热性能。
模具的设计要考虑到发动机舱的布局和散热需求。
2、水箱框架注塑模具制造水箱的安装框架,保证水箱的稳固和冷却效果。
模具的材质选择要能够承受高温和压力。
3、风扇罩注塑模具生产风扇的保护罩,确保风扇正常运转且防护性能良好。
模具的精度要能满足风扇安装的要求。
四、底盘注塑模具1、悬架部件注塑模具包括减震器支架、控制臂等部件的注塑成型。
模具要能够承受底盘部件的高强度和振动。
2、制动系统注塑模具制造制动踏板、制动泵外壳等零件。
模具的材质和工艺要满足制动系统的安全性能要求。
3、油箱盖注塑模具负责生产油箱盖,保证密封性能和防盗功能。
模具的设计要考虑到加油操作的便利性。
模具移交协议模板及清单

******有限公司模具移交协议
甲方:******有限公司
乙方:
丙方:
甲乙丙三方就乙方将塑料模具共套移交丙方使用,达成以下协议:
乙方(模具厂/外协注塑厂)必须按甲方要求将模具移交给丙方,丙方接收模具后必须负责妥善保存,如有遗失或损坏需照价赔偿。
如模具需修理或更改必须先征得甲方的书面确认。
三.授权加工产品的数量以甲方确认的采购订单为准。
四.未经甲方授权,丙方不得私自使用甲方所提供的模具,或使用甲方的模具生产加工制品供应予其他单位或个人,否则甲方有权追讨一切的经济损失及保留诉讼权利。
五.在任何情况下,甲方有权随时调动或收回上述模具,丙方不能以任何理由拖延交还模具,否则甲方将追讨一切的经济损失及保留诉讼权利。
六.丙方随意修改或损坏模具,除照价赔偿模具损失给甲方外,还需赔偿甲方应此造成的相应损失。
七.本协议未说明事宜以甲方与乙方、丙方签订的其他合同为准。
八.本协议于三方签订之日起生效,一式四份,甲方执两份,乙丙双方各执一份。
本协议附件:模具移交清单一份
乙方(移交方):丙方(接收方):
签字(章):签字(章):
日期:201年月日日期:201年月日
甲方(授权方):******有限公司
签字(章):
日期:201年月日
******有限公司模具移交清单
现******有限公司授权有限公司
向有限公司移交以下套注塑模具:
签字(章)签字(章)
日期:201年月日日期:201年月日
甲方(授权方):******有限公司签字(章)
日期:201年月日。
注塑模具年度保养计划表格-概述说明以及解释
注塑模具年度保养计划表格-范文模板及概述示例1:Introduction:注塑模具是制造塑料制品的重要工具,它的性能直接影响到产品质量和生产效率。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养是非常重要的。
制定一个年度的保养计划表格可以帮助企业更好地管理和维护模具设备,提高生产效率和降低故障率。
保养计划表格内容:1.模具基本信息:在保养计划表格上列出每个注塑模具的基本信息,如模具编号、启用日期、最近一次维护日期等。
这些信息有助于跟踪模具的使用情况和维护记录。
2.保养项目清单:制定一个具体的保养项目清单,包括常规保养、定期更换部件、清洁润滑等项目。
每个保养项目都应该有具体的操作指导和频率要求。
3.保养记录表:在保养计划表格上设立一个保养记录表格,用于记录每次对模具的保养情况。
记录包括保养时间、保养内容、操作人员、备注等信息。
4.异常处理流程:在保养计划表格上列出模具出现异常情况时的处理流程和联系人信息。
及时处理模具问题可以降低生产故障率和维修成本。
5.定期检查计划:制定模具的定期检查计划,包括每月、季度、半年或年度的检查内容和频率。
定期检查可以发现模具问题并及时修复,避免生产中断。
Conclusion:通过制定注塑模具年度保养计划表格,可以帮助企业更好地管理和维护模具设备,提高生产效率和产品质量。
定期的保养和维护可以延长模具的使用寿命,降低维修成本,确保生产顺利进行。
企业应该重视模具的保养工作,制定科学合理的保养计划,并严格执行,以保证生产的稳定性和可靠性。
示例2:注塑模具作为生产过程中不可或缺的工具,其正常运行对产品质量和生产效率起着至关重要的作用。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养和维护尤为重要。
因此,制定一份注塑模具年度保养计划表格是非常必要的。
下面是一个注塑模具年度保养计划表格的示例:项目内容负责人完成时间清洁使用专门的清洁剂对模具进行清洗维修人员每月初润滑对模具的移动部件进行润滑,确保运行顺畅维修人员每季度检查和更换磨损部件定期检查模具的磨损情况,根据需要更换磨损严重的部件维修人员每半年调试和测试对模具进行定期调试和测试,确保其正常工作生产主管每季度存储和保护对不使用的模具进行正确的存储和保护,防止生锈和损坏仓库管理员每周通过制定并严格执行注塑模具年度保养计划表格,可以有效地提高注塑模具的使用寿命和生产效率,减少因模具故障而造成的损失。
模具明细清单
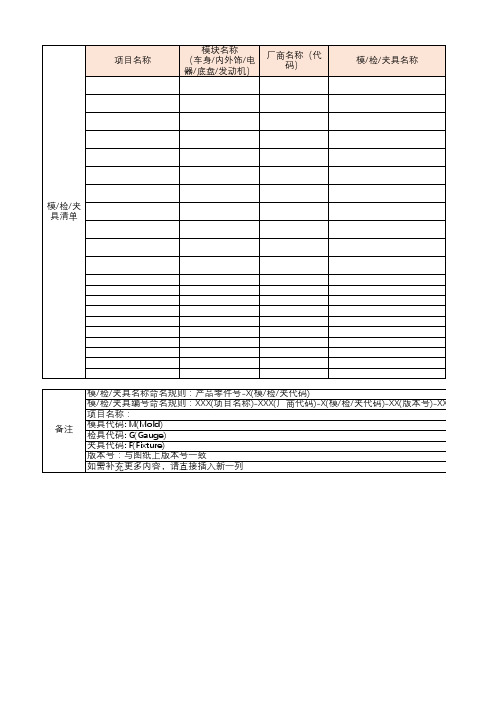
模块名称 (车身/内外饰/电 器/底盘/发动机)
厂商名称(代 码)
模/检/夹具名称
模/检/夹 具清单
备注
模/检/夹具名称命名规则:产品零件号-X(模/检/夹代码) 模/检/夹具编号命名规则:XXX(项目名称)-XXX(厂商代码)-X(模/检/夹代码)-XX(版本号)-XXX(流水号) 项目名称: 模具代码: M(Mold) 检具代码: G(Gauge) 夹具代码: F(Fixture) 版本号:与图纸上版本号一致 如需补充更多内容,请直接插入新一列
模/检/夹具编号
模检夹具属性 (冲压/注塑/压铸等)
模/检/夹数量
穴/模
版本号)-XXX(流水号)
模具寿命 金额(元) 资产归属 模具签收人
照片பைடு நூலகம்
注塑模具问题点汇总清单

注塑模具问题点汇总清单一、外观问题1. 飞边(披锋)- 这模具做出来的产品边缘毛毛糙糙的,就像人没刮干净胡子似的。
在合模的地方或者一些薄壁处,老是有多余的塑料跑出来,形成飞边,影响产品的外观,也可能会刮伤人呢。
2. 缩水痕- 产品表面有那种凹下去的小坑洼,就像人脸上突然长了麻子一样。
在产品壁厚比较厚的地方,冷却的时候不均匀,就容易出现这种缩水痕,看起来可丑了。
3. 流痕- 那些像波浪一样的纹路在产品表面,就像有人在塑料还没干的时候乱划了几笔。
塑料在模具里流动的时候不顺畅,就产生了这种流痕,让产品看起来很不精致。
4. 气泡- 产品里面有像小珠子一样的空洞,就像面包没发好里面有大气泡一样。
注塑的时候,空气没排干净或者塑料里有水分,就会产生这种气泡,感觉产品就像个空心萝卜。
5. 熔接痕- 产品表面有一条明显的线,就像衣服上缝了一道歪歪扭扭的补丁。
不同的塑料流在模具里汇合的时候没融合好,就出现了熔接痕,把产品的美观都破坏了。
6. 表面光泽度不一致- 有的地方亮晶晶的,有的地方却雾蒙蒙的,就像人穿了件一半是绸缎一半是粗布的衣服。
可能是模具表面的光洁度不一样,或者脱模剂喷得不均匀造成的。
二、尺寸问题1. 尺寸偏差过大- 做出来的产品大小跟设计的不一样,有的地方大得像个胖子,有的地方小得像个瘦子。
可能是模具的型腔尺寸没加工准确,或者注塑的时候温度、压力等工艺参数影响了塑料的收缩率。
2. 形状变形- 本来应该是方方正正的产品,结果变成了歪歪扭扭的四边形,就像被人捏过的橡皮泥。
可能是模具的结构不合理,在脱模的时候对产品施加了不均匀的力,或者冷却不均匀导致产品变形。
三、结构问题1. 脱模困难- 产品在模具里就像被胶水粘住了一样,死活不愿意出来。
可能是拔模斜度不够,或者模具的表面粗糙度太大,摩擦力太大,让产品卡在里面出不来。
2. 模具零件损坏- 像那些顶针啊、滑块啊,有时候会断掉或者磨损得很厉害。
就像人的牙齿掉了或者磨平了一样,顶针断了就没法正常顶出产品,滑块磨损了可能会导致合模不严或者产品表面划伤。
注塑机验证确认方案(最新整理)

注塑机验证确认方案编制/日期:审核/日期:批准/日期:一、目的重新对注塑机和模具的注塑工艺进行验证,对塑料注射成型机注塑工艺进行有效的控制,以保证相同的生产条件,生产出符合标准要求的产品。
并通过验证来确认最佳的注塑工艺。
二、范围a.本次验证的范围包括注塑机设备(海天注塑机2000/2500)的确认、注塑模具的确认、产品所用原材料的注塑工艺的确认。
表一确认模具清单序号123456模具名称编号表二确认产品清单序号123456产品名称物料编号b.公司现有十五台注塑机,只验证305mm产品的注塑工艺,原材料为外盖天长润可M1360W 内盖上海聚高NG002。
因公司近一年的时间内没有接口、303mm、32AB的生产任务,故不做验证,待有任务安排时另行验证。
所以本次验证两套模具,即:305mm外盖、305mm内盖两种。
c.设备清单见表三表三设备清单设备名称设备型号本厂编号用途外盖HT2500注塑机内盖HT2000外盖信易LSBLG193TSA 工业冷水机内盖信易LSBLG193TSA外盖TJKSMW模温机内盖TJKSMW三、职责a.技术部负责方案和报告的编制,技术部经理对验证工作负领导责任;b.质量管理部经理负责审核验证方案和报告,并检测工艺过程产品;c.生产部负责设备的安装实施并完成整个验证过程;d.参加验证的人员应具备正确从事相关活动的资格,应经过相应的培训。
设备操作人员和化验员还应有上岗证书。
四、依据a. 注塑成型作业指导书,文件编号:_________;b. 注塑工序过程检验规程,文件编号:_________;c. 零部件图纸;d.检测工具:游标卡尺(15cm~0.02m)、拉力测试仪。
五、要求a.外观1.整个产品应足够透明,色泽均匀,无划痕、色块、毛刺、油渍、塑流、水纹、变形、未打饱和气泡等注塑缺陷。
2.直径为0.5mm以上的黑点不允许出现,0.5mm以下的黑点每只不允许超过1个。
3.浇口处应剪除干净、无残余。
最详细的注塑部门资料(重要教材)

前言注塑加工是一门知识面广,技术性和实践性很强的行业。
注塑生产过程中需使用塑胶原料、色粉、水口料、模具、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度,与其它行业或部门相比,对注塑车间各级管理人员的要求更高.注塑生产需要24小时连续运作,一般为两面三刀班或三班制工作方式,注塑车间的工作间的工作岗位多、分工复杂,对不同岗位人员的技能要求亦不同。
要想使注塑车间的生产运作顺利,需要对每个环节和各个岗位所涉及的人员、物料、设备、工具等进行管理,主要包括:原料房、碎料房、配料房、生产现场、后加工区、工具房、半成品区、办公室等区域的运作与协调管理工作。
对注塑部建立一套“优质、高效、低耗”的运作管理体系,是每一位注塑生产管理工作者努力达到的目标,能实现这一目标是我们注塑管理者最大的安慰。
在实际注塑管理工作中,由于工作方法和观念方面的原因,很多注塑管理者每天忙于处理各种问题,“跟着问题后面跑”,干得非常辛苦,而且问题越来越多,工作越来越累,压力越来越大…本教材是专为学习“注塑车间管理”知识的人员编写的,内容主要包括注塑部合理的组织架构、注塑部生产运作流程、原料/色粉的管理、注塑机/周边设备的管理、注塑模具的管理、注塑生产计划的管理、注塑生产现场的管理、碎料房/混料房的管理、工装夹具的管理、看板管理、量化管理、工具/辅料的管理、胶件品质管理、注塑安全生产管理、注塑部主要管理制度及各岗位人员工作职责等实用知识,供大家在实际工作中借鉴和运用,触类旁通.本教材突出实用性、系统性、专业性和全面性,传授注塑车间管理的经验、方法与技巧,“学以致用、立竿见影",能快速提升学习者管理注塑车间的能力和水平,少走弯路、减少问题的性生,减轻工作压力,让工作更有成效。
希望通过参加本次专题讲座,能让大家对注塑车间管理的精髓有一个更深的了解和认识,对你日后的工作有所帮助和启迪。
模具验收检查清单

模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
注塑车间日常检查清单
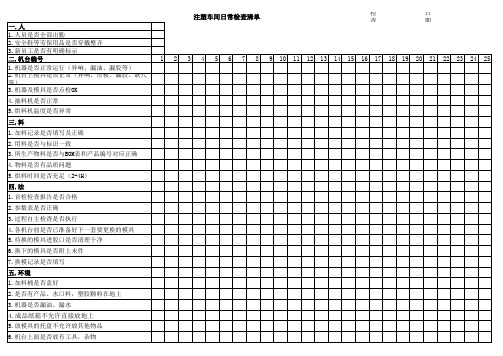
4.抽料机是否正常 5.烘料机温度是否异常 三.料 1.加料记录是否填写及正确 2.用料是否与标识一致 3.所生产物料是否与BOM表和产品编号对应正确 4.物料是否有品质问题 5.烘料时间是否充足(2-4H) 四.法 1.首检检查报告是否合格 2.参数表是否正确 3.过程自主检查是否执行 4.各机台前是否已准备好下一套要更换的模具 5.待换的模具进胶口是否清理干净 6.换下的模具是否附上末件 7.换模记录是否填写 五.环境 1.加料桶是否盖好 2.是否有产品、水口料,塑胶颗粒在地上 3.机器是否漏油、漏水
检查人:
日期:
1
2
3
4
5
6
7பைடு நூலகம்
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
4.成品纸箱不允许直接放地上
5.放模具的托盘不允许放其他物品 6.机台上面是否放有工具,杂物
注塑模具清单(按模具类别)
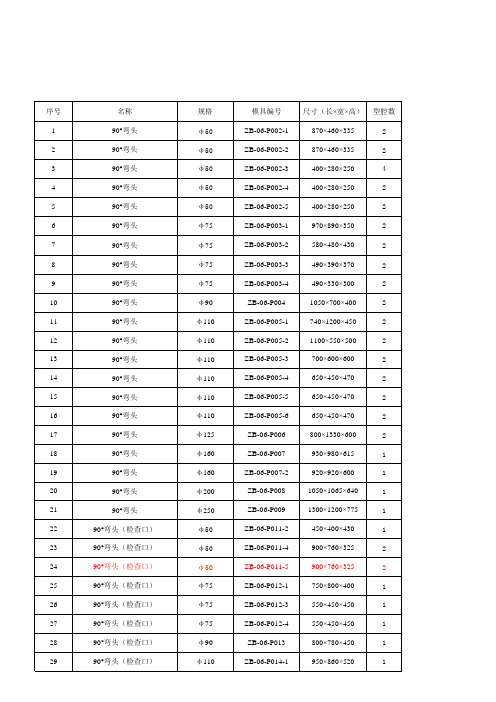
45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 雨水弯头 45° 雨水弯头 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通
850× 750× 520 970× 840× 530 900× 900× 530 1120× 1065× 645 920× 620× 370 920× 620× 370 1100× 750× 460 710× 580× 320 710× 580× 320 710× 580× 320 710× 580× 320 845× 840× 417 480× 450× 420 480× 450× 420 1100× 845× 385 550× 500× 400 550× 500× 400 1050× 970× 420 875× 950× 437 900× 850× 450 560× 390× 410 560× 390× 410 900× 1100× 575 900× 1100× 575 600× 680× 550 710× 445× 450 710× 445× 450 710× 445× 450 710× 445× 450 520× 450× 500 900× 750× 515 550× 500× 500 570× 520× 500 1060× 780× 540
塑料注塑模具使用说明书(模板)

模具名称:___________________制件型号:___________________制件名称:__________________制件图号:______________________警示:在对模具操作前须仔细阅读此说明书!编制:批准:日期: 年月日目录1.模具及配件交付清单------------------------------------------------32.使用说明及保养知识----------------------------------------------4-63.模具维修记录卡----------------------------------------------------74.用户意见反馈书-----------------------------------------------------85.模具水路连接图-----------------------------------------------------9-106.模具结构水路图-----------------------------------------------------117.产品示意图-----------------------------------------------------------12模具及配件交付清单检验:日期:使用说明一、模具操作顺序:二、模具动作顺序:三、模具使用注意事项:1.装模:1.1 在规定的注塑机上安装模具,检查注塑机的各项技术参数设定是否合理,注塑机的动、定模板是否平行;1.2 装模前将注塑台(炮筒)后退;1.3 调整注塑机的动、定模板间距,使其大于模厚(950mm);1.4 按照模具向上标志起吊模具,吊起时模具必须平衡放入注塑机的动、定模板之间,使模具的定位圈先导入定模板的定位孔中,再闭合注塑机使模具紧贴于两机板之间;1.5 调整模具侧边同机板侧边平行,用压板及螺丝固定模具于注塑机动、定模板上;1.6 模具装夹好后,进行开模、合模、动作检查(顶针、滑块的动作是否顺畅,如果是三板模,检查水口板分开与A B板分开的动作先后顺序是否可靠)、试合模力,逐步调整锁模位置,逐渐升高锁模力并使连杆能够伸直。
注塑厂模具及设备转让合同4篇

注塑厂模具及设备转让合同4篇篇1注塑厂模具及设备转让合同甲方:(转让方)地址:电话:身份证号码:乙方:(受让方)地址:电话:身份证号码:鉴于甲方是一家专业从事注塑生产的厂家,拥有大量的模具和设备,并决定将其部分模具和设备进行转让;乙方为一家有意从事注塑生产业务的企业,希望购买甲方的模具和设备,经双方协商,达成以下协议:一、转让模具和设备范围:1. 甲方同意将其名下的以下模具和设备转让给乙方:(1)模具清单:(2)设备清单:二、转让价格:1. 乙方同意支付给甲方总价款为人民币(¥);2. 乙方应在签订本合同之日起7天内将总价的%支付给甲方作为定金,剩余款项应在实际交付模具和设备时一次性支付给甲方。
三、模具和设备交付:1. 甲方应在接到乙方付款后的3个工作日内办理模具和设备的过户手续;2. 乙方应在接到甲方通知后的7个工作日内安排专业人员前往甲方厂区验收、运输装卸模具和设备。
四、模具和设备的风险:1. 自本合同签订之日起,模具和设备的所有权、责任和风险均转移给乙方,乙方应承担因其使用模具和设备所发生的一切责任;2. 若模具和设备在运输过程中发生损坏或遗失,责任由承运方负责,并由乙方向承运方追索损失。
五、保证及承诺:1. 甲方保证其名下的模具和设备无任何第三方所有权纠纷;2. 如乙方未按约定支付尾款或未按约定时间接收模具和设备,视为违约,甲方有权解除本合同,并追究乙方的违约责任。
六、其他约定:1. 本合同一式两份,甲、乙双方各执一份,具有同等法律效力;2. 本合同自双方签字盖章之日起生效,至双方履行完毕义务或依法解除合同之日止。
甲方(盖章):乙方(盖章):签订日期:签订日期:签订地点:签订地点:篇2注塑厂模具及设备转让合同甲方:(转让方)地址:联系电话:乙方:(受让方)地址:联系电话:鉴于甲方拟将其名下拥有的注塑厂模具及设备进行转让,经甲、乙双方友好协商,达成以下协议:一、转让物品及数量:1. 注塑厂模具:(1)模具名称:_____________;(2)数量:_____________;(3)成色及保养情况:_____________。
注塑模具清单
B1
50
左右导分压板2
GUIDLR2901_AF2
215*29*9
连杆1
GUIDLR2902A_AF0
265*7*3
9
PP
2+2
S50C
738H
718H 738H/H13 顶针
B1
50
连杆2
GUIDLR2902A_AF2
345*7*3
工件表面光洁度标准SPI-SPE:A-0 1#钻石膏(光学要求)A-1 3#钻石膏抛光(镜面)A-2 6#钻石膏抛光(镜面)A-3 15#钻石膏抛光(镜面)B-1 600#砂纸(光面)高抛光B-2 400#砂纸(光面)中抛光B-3 320#砂纸(光面)脱模抛光C-1 600#砂纸(哑面)C-2 400#砂纸(哑面)C-3 320#砂纸(哑面)D-1 喷11#粗玻璃株(2#湿砂)D-2 喷240#沙(干幼砂)D-3 喷24#沙(干粗砂
阻燃 ABS
1*1
S50C
738H
718H 738H/H13 顶针
B1
50
7
过滤网 GLW02013-0221 315*290*10
PP
1*1
S50C
738H
718H 738H/H13 顶针
B1
50
左右导分压板1
GUIDLR2901A_AF0
315*29*9
8
PP
1+1
S50C
738H
718H 738H/H13 顶针
B1
50
4 螺钉密封盖 MIKAJ01_STP 18*12*10
ABS
1*8
S50C
738H
718H 738H/H13 顶针
A2
注塑模具管理程序(含表格)
注塑模具管理程序(依据GB/T19001-2016 idt ISO9001:2015标准编制)1.0目的为使新品或成熟产品模具,于调动使用前后能保有其正确性及准确度,以确保产品质量。
2.0适用范围模具是过程能力的重要保证,是影响产品质量的重要因素。
本办法适用于本公司自主设计、本公司委托供方开发及本公司拥有产权的注塑模的管理。
3.0定义NA。
4.0相关文件NA5.0职责5.16.0作业程序6.1模具的申请及模具供方选择6.1.1产品工程师根据确定的产品明细表及产品技术方案,填写《模具申请单》申请模具的制作,并经项目经理/技术经理审批,总经理批准后提交采购工程师。
6.1.2采购工程师根据模具需求,在《合格供方清单》中选择2-3家模具供方,其选择原则依《采购控制程序》,并安排模具供方与项目组的初期技术交流。
如遇特殊情况需开发新供方、采购与技术共同商议确认后方能执行。
6.1.3产品工程师/模具工程师/设计工程师根据产品的技术要求与模具供方进行初期的技术交流。
包括但不限于:模架、A板、B板及镶块的尺寸、型腔、型芯、滑块材质及热处理要求、出模数、浇口类型、表面处理、冷却水型式、滑块滑道要求、顶出型式等。
产品工程师负责汇总输出《模具初步技术方案》。
6.1.4产品工程师根据汇总的《模具初步技术方案》,组织项目经理/模具工程师/采购工程师/品质工程师/工艺工程师/注塑工程师/设计工程师等对技术要求进行评审。
根据评审内容,修改《模具初步技术方案》。
并生效受控。
技术部发放至采购部等部门。
6.1.5采购工程师根据受控的《模具初步技术方案》发放至各备选模具供方。
进行报价阶段。
6.1.6采购工程师汇总模具报价,确定最终模具供方,报采购经理审批,总经理批准。
6.1.7采购工程师根据最终模具供方的确定,列入初始《供方清单》。
6.1.8模具开发技术协议和模具加工合同的签定6.1.8.1项目经理/产品工程师/模具工程师根据初始《供方清单》,与模具供方签定《模具开发技术协议》。
注塑模具中英文参照表

"Fudakin Insdustrial Co.,Ltd"模具常用术语中英文对照模芯Parting Core局部视图Partial View冷料# Cold Slag线切割Wire E.D.M轮廊Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leaderd Pin镶件Mold Insert加硬Harden唧嘴Sprue设计筒图Design Preliminary名称块表Title Block版本标识Revision Level材料清单Stock List制模Build Mold手动滑块Hand Slide漏水测试Leak Test流道排气Runner Vents抛光Draw Polish侧抽芯Side Action加强筋Reinforcing三角撑Gusset柱子Bossed出模斜度Draft外廊Contour落单会议Kick-Off Meeting装卸孔Handling Hole运输安全带Moldstrap码模槽Clamp Slot撑头Support Pillar螺牙1/2-13 Eye Bolt 1/2-13Tap导柱位Leader Pin Location耐落胶Teflon Paste 偏移量Offset水塞Water Line Plug撬模脚Ppy Slot重新加工Reworked配件Components补偿Compensation平面度Parallel倒角Chamfer模胚Mold Base热嘴Hotnozzle火花机Edm熔接线Weildline压机Press晒纹Texturing梯形Trapezoid凸缘、法兰Flange方铁Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate后模镶针Core Pin拉圾钉Stop Pin有托顶针Shoulder Ejector Pin顶针板导套Guided Ejection Bushing针板导柱Guided Ejection Leader Pin 唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速项Accelerated Ejector客户Client产品名Part Name产品编号Part No缩水Shrinkage版本Rev模胚Mold Base下模镶件Core Block上模镶件Cavity Block小镶件Sub-Insert下模小镶件Core Sub-Insert上模小镶件Cavity Sub-Insert行位Slide行位镶件Slide Insert压条Gib压紧块(铲机)Jaw硬片(摩擦片)Wear Plate水口铁Runner Bar上模水口铁Upper Runner Bar下模水口铁Lower Runner Bar弹簧Spring水口勾针Sprue Puller Pin顶针Ejector Pin撑头Support Pillar直身锁Side Lock斜度锁Interlock锁模板Safety Bar‘O’令(密封圈)O'Ring喉塞Plug隔水片Baffle波子螺丝(行位定位螺丝)Ball-Catch斜顶Lifter控制开关Switch回针Return Pin斜导柱Angle Pin推板Stripper PlateA’板A'PlateB’板B'Plate方铁(垫铁)Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate垃圾钉Stop Pin有托顶针Shoulder Ejector Pin 顶针板导套Guided Ejection Bushing针板导柱Guided Ejection Leader Pin 唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速顶Accelerated Ejector扁顶Blade出模斜波Draft手动滑块模具Hand Slide-In Type Mold 回针板Backup合模Shutoff空隙槽Clearance Slot导柱及导套Leader Pin Bushing水口拉钩Spuer Puller模框镶件Pocket Insert成型热固性塑胶模具Thermoset Mold三板模3-Plat Mold分型面Parting Line司筒Ejector Sleeve垫圈Washer熔接线(夹水纹) Weldline吸针Sucker Pin回针板Retainer Plate顶出板Knock -Out Plate电动安全开关Electrical-Safety Switch 脱开Cut Of Position预先决定Preload缓冲器Bumper衬垫Cushion公差Tolerance突然性动作Slam销针Dowel钩槽Gib精磨Finished通框Through Window粘后模Sticking Core粘水口Sticking Sprue夹水纹Weld Line变形Warpage走水不平均Filling Uneven 走不齐Short Shot挂成品Part Hanging漏水Water Leakage刮花(擦伤)Galling漏电Ele Leakage困气Air Trapping温度Temperature注塑模Injection Mold入水Gate试板Sampling压力Pressure倒圆Fillet顶棍Ejector顶白Stress Mark粘前模Sticking Cav名称块表Title Block版本标识Revision Level材料清单Stock List斜导柱(斜边)Angle PinA板 A'plateB板 B'plate倒扣Under-Cut披峰Flash缩水Sink Mark氮化Nitride不规则四边形Trapezoid缩水Shrinkage连续的Consecutive雕刻Engrave出模角Draft分模面Parting Surface擦位Shut-Off(S/0)导套Bushing回针Return Pin加硬Harden唧嘴Sprue设计筒图Design Preliminary 丝印Silkprint不干胶Adhesive Sticker 导向针Guide Din公差Tolerance线切割Wire-Cut电火花Edm 抛光Polishing蚀纹Texture探热针Thermocouple三打螺丝毫(限螺丝)Stripper Bolt 盖板Cover Plate齿轮Gear油唧Hydraulic Cylinder司筒Ejector Sleeve导柱Leader Pin冷料# Cold Slag线切割Wire E.D.M.轮廓Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leader Pin镶件Mold Insert锁定位Lock楔子(铲鸡) Wedge高产量模量High Volume Running Mold 剖面图Cross Section模具结构Mold Construction模芯Parting Core局部视图Partial View热流道Manifold热嘴Hot Nozzle型腔数Cav No模号Mold No胶料Material尺寸Dimension重要尺寸Critical Dimension雕刻Engrave托司 EJ.GUIDE PIN。