数控机床常用检测装置
4-1 数控机床常用传感器
Es = KUs sin(90o −θ ) = KUm sinα sin wt cosθ 感应电势: 感应电势: Ec = KUc sin(−θ ) = −KUm cosα cos wt sinθ
S1 Us C2 Uc S2
光电转换原理。 光电转换原理。
莫尔条纹
P— 栅距 W— 莫尔条纹宽度
3.莫尔条纹性质 3.莫尔条纹性质
i)平行光照射光栅时,莫尔条纹由亮带到暗带,再由暗带 平行光照射光栅时,莫尔条纹由亮带到暗带, 到亮带透过的光强度分布近似于余弦函数。 到亮带透过的光强度分布近似于余弦函数。 ii)放大作用: (W=P/sinθ) ii)放大作用: (W=P/sinθ P/sin iii)均化误差作用 iii)
五.光栅 光栅
位置检测装置. 位置检测装置.将机械位移或者模拟量转变为数字脉 反馈给数控装置,实现闭环控制. 冲,反馈给数控装置,实现闭环控制.
1.结构和种类 1.结构和种类
包括: 包括: 标尺光栅: 标尺光栅:固定在机床活动部件上 指示光栅: 指示光栅:安装在读数头内
光栅读数头示意图
2.原理 2.原理
1. 结构
利用互感原理工作
在结构上与二相线绕式异 步电动机相似, 步电动机相似,由定子和 转子组成。 转子组成。
间接测量角位移
2.基本工作原理 2.基本工作原理
Us
Us = Um sin ω t
S1
S2
U B = KU s sin θ = KU m sin θ sin ω t
θ B2
B1
Z
按工作方式分为鉴相式和鉴幅式
四. 绝对值编码器
数控机床填空题及判断

基本概念1.NC机床的含义是数控机床,CNC机床的含义是计算机数字控制机床,FMS的含义是柔性制造系统, CIMS的含义是计算机集成制造系统。
2.数控机床按控制运动轨迹可分为点位控制、点位直线控制和轮廓控制等几种。
按控制方式又可分为开环控制、闭环控制和半闭环控制等。
3.数控机床的进给伺服系统可以分为开环控制系统、半闭环控制系统和闭环控制系统。
4机电一体化系统的设计过程,主要包括系统总体设计、机械结构设计、控制系统设计、软件设计等几个方面。
编程1.数控机床坐标系三坐标轴X、Y、Z及其正方向用右手定则判定,X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用右手螺旋判断。
2.在数控机床坐标系中,绕平行于X、Y和Z轴的回转运动的轴,分别称为 A 轴、B轴和 C轴。
3.以下常用G代码含义分别是:(1)G01 直线插补指令,G02 顺时针圆弧插补(2)G17 XY平面选择(3)G42 刀具右补偿(2)G41 刀具左补偿6.数控铣床中以下常用G代码含义分别是:(1)G00 点定位(2)G18 ZX平面选择(3)G41 刀具左补偿数控车床中以下常用G代码含义分别是:(4)G98 指定每分钟移动量(5)G50 主轴最高转速设置4.数控机床的坐标联动数是指数控装置控制的坐标轴同时到达空间某一点的坐标数若G01X50Y126Z200A60F90S500是一合法程序段,说明此机床数控系统能控制的联动坐标数为4轴以上。
5.在数控编程时,使用刀具半径补偿指令后,就可以按工件的轮廓尺寸进行编程,而不需按照刀具的中心线运动轨迹来编程。
7.轮廓控制中,为了保证一定的精度和编程方便,通常需要有刀具半径和长度补偿功能。
8.APT(自动编程系统)中,刀具运动轨迹由1)零件面 2)驱动面 3)检查面三个面控制。
1.数控加工的编程方法主要有_手工编程_和__自动编程_两大类。
3.编程时的数值计算,主要是计算零件的__基点和__节点__的坐标,或刀具中心轨迹的__对刀点_和__换位点__的坐标。
第4章 数控机床伺服系统
第4章 数控机床伺服系统
第4章 数控机床伺服系统 工作原理:假设是单三拍通电工作方式。 (1)A 相通电时,定子A 相的五个小齿和转子对 齐。此时,B 相和 A 相空间差120,含 1 120/9 = 13 齿 3 2 A 相和 C 相差240,含240/ 9 = 26 个 3 齿。所以,A 相的转子、定子的五个小齿对 齐时,B 相、C 相不能对齐,B相的转子、 定子相差 1/3 个齿(3),C相的转子、定 子相差2/3个齿(6)。
mz2 k
式中:n —转速(r/min); f —控制脉冲频率,即每秒输入步进电动机的脉冲数; 由上式可知:工作台移动的速度由指令脉冲的频率所控制。
第4章 数控机床伺服系统 特点:
(1)来一个脉冲,转一个步距角。
(2)控制脉冲频率,可控制电机转速。
(3)改变脉冲顺序,改变方向。
种类:
有励磁式和反应式两种。两种的区别在于励磁式步进电机的转 子上有励磁线圈,反应式步进电机的转子上没有励磁线圈。
第4章 数控机床伺服系统
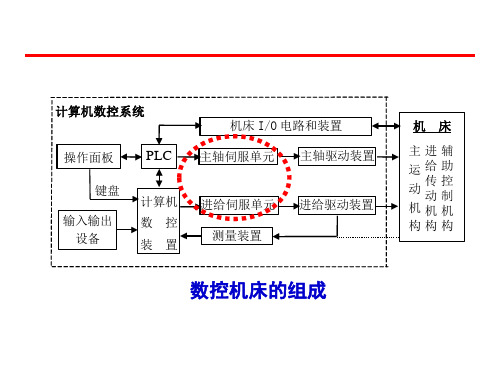
计算机数控系统 机床 I/O 电路和装置 操作面板 键盘 输入输出 设备 机 床
PLC
计算机 数 装 控 置
主轴伺服单元
主轴驱动装置
进给伺服单元 测量装置
进给驱动装置
主进辅 运给助 传控 动 动制 机机机 构构构
数控机床的组成
第4章 数控机床伺服系统
第4章
数控机床伺服系统
第4章 数控机床伺服系统
360o s mz2 k
第4章 数控机床伺服系统
每个步距角对应工作台一个位移值,这个位移值称为脉 冲当量。 因此,只要控制指令脉冲的数量即可控制工作台移动的 位移量。步距角越小,它所达到的位置精度越高,因此实际 使用的步进电动机一般都有较小的步距角。 步进电动机的转速公式为:n 60 f
数控机床电气控制试题库及答案
开设系部:数控技术系课程:《数控机床电气控制》一,填空题 81第一章1.按国标规定,“停止”按钮必须是色,“启动”按钮必须是色。
章节: 1.4题型:填空题难度系数:3答案:红色绿色2.当电路正常工作时,熔断器熔体允许长期通过1.2倍的额定电流而不熔断。
当电路发生_______或____时,熔体熔断切断电路。
章节: 1.3题型:填空题难度系数:3答案:短路严重过载3.电磁式继电器按照励磁线圈电流的种类可分为和。
章节: 1.2题型:填空题难度系数:3答案:直流继电器交流继电器4.电磁铁的种类按电流性质分和。
章节: 1.5题型:填空题难度系数:4答案:直流交流5.选择接触器时应从其工作条件出发,控制交流负载应选用_________;控制直流负载则选用__________。
章节: 1.1题型:填空题难度系数:3答案:交流接触器直流接触器6.中间继电器的作用是将一个输入信号__________输出信号或将信号_____________。
章节: 1.2题型:填空题难度系数:4答案:转换放大7.电器按动作原理分为和。
章节: 1.1题型:填空题难度系数:4答案:手动电器自动电器8.接触器选用时,其主触点额定工作电压应____或____负载电路电压。
章节: 1.1题型:填空题难度系数:5答案:大于等于9.接触器主要组成部分有、、灭弧装置,具有控制和保护作用。
章节: 1.1题型:填空题难度系数:4答案:电磁结构触点系统10.空气阻尼式时间继电器主要由、和触点系统三部分。
章节: 1.2题型:填空题难度系数:4答案:电磁系统延时机构11.热继电器是对电动机进行保护的电器;熔断器是用于供电线路和电气设备的保护的电器。
章节: 1.2题型:填空题难度系数:3答案:长期过载短路12.热继电器是利用来切断电路的一种保护电器,它用作电动机的长期过载保护,不宜作为保护。
章节: 1.2题型:填空题难度系数:4答案:热敏元件短路13.熔断器用于各种电气电路中和保护。
第五章 数控机床的位置检测装置 曼初宏

第四节 光栅测量装置
2.光栅读数头 (1)分光读数头 如图5-15所示,从光源Q发出的光,经过透镜L1照 射到光栅G1和G2上形成莫尔条纹。 (2)垂直入射读数头 这种读数头主要用于每毫米25~125条刻线的 玻璃透射光栅测量装置,如图5-16所示。
图5-15 分光读数头
第四节 光栅测量装置
(3)反射读数头
图5-26 鉴相式测量检测电路框图
2.鉴幅式测量检测电路
第六节 编码器测量装置
一、光电式编码器的结构 光电式编码器是一种光电脉冲发生器,其最初结构就是一种光电 盘。它由光源、聚光镜、光电盘、分度狭缝、光电元件、数模转 换和方向辨别电路及数字显示装置等组成,如所示。
图5-27 光电式编码器测量装置
第六节 编码器测量装置
第五节 磁栅测量装置
图5-20 带状磁尺
第五节 磁栅测量装置
(4)圆形磁尺
图5-22 圆形磁尺
第五节 磁栅测量装置
2.磁头
图5-23 单磁头结构
第五节 磁栅测量装置
图5-24 双磁头结构
第五节 磁栅测量装置
三、磁栅测量装置的工作方式 磁栅测量是模拟测量,必须和检测电路配合才能实施检测。根据检 测方法的不同,磁栅测量可分为鉴相式测量和鉴幅式测量两种工作 方式,其中以鉴相式测量方式应用较多。 1.鉴相式测量检测电路
第一节 位置检测装置概述
2.按检测信号的选取形式不同分类 (1)数字式测量装置 该装置将被测位移量转换为脉冲个数,即数字 形式来表示。 (2)模拟式测量装置 该装置将被测位移量转换为连续变化的模拟电 量来表示,如电压变化、相位变化等,因此可直接对被测量进行检 测,无需量化处理;在小量程内可实现较高精度的测量,可用于直 接测量和间接测量。 3.按测量的绝对值不同分类 (1)增量式测量装置 它只测量相对位移量(位移增量),即每移动一 个测量单位就发出一个测量信号。 (2)绝对式测量装置 对于被测量的任意点的位置,均由一个固定的 零点计算起,每一被测点都有一个相应的测量值。
数控机床精度检测装置及分析

控 机 床 上 通 常 使 用 光 电式 脉 冲编 码 器 。 数 控 机 床 的 定 位 精 度 和 加 工 精 度 在 很 ( ) 电 式 脉 冲 编 码 器 】光 大 的 程 度 上 取 决 于 检 测 装 置 的 精 度 。 它 的 光 电 式 脉 冲 编 码 器 可 分 为 增 量 式 脉 冲 作 用 是 检 测 位 移 量 , 是 将 系 统 发 出 的 指 令 编 码 器 和 绝 对 式 脉 冲 编 码 器 。 信 号 位 置 与 实 际 反 馈 位 置 相 比 较 , 用 其 差 光 电 脉 冲 编 码 器 是 按 它 每 转 发 出 的 脉 值 去 控 制 进 给 电 动 机 。 在 数 控 伺 服 系 统 冲数 的多 少 来 分 ,有几 种 型 号 ,数控 机 床 中 ,通 常 有两 种 反 馈 系 统 :一 种 是 速 度 反 最常 用 的脉 冲编 码器 有 2 0 0 0脉 冲 /r ,每转 馈 系 统 , 用 来 测 量 和 控 制 运 动 部 件 的 进 给 脉 冲 位 移 量 / mm 有 2 3 4 5 8 50脉 冲 / , , , , ;2 0 ; a r l ; 0 0脉 速 度 ; 另 一种 是 位 置 反 馈 系统 ,用 来 测 量 r 每 转 脉 冲 位 移 量 / m 有 5, 0 3 0 和 控 制 运 动 部 件 的 位 移 量 。 而 实 际 反 馈 位 冲 / ,每转 脉 冲 位 移量 /mm3 6 l r , , 2。 置 的 采 集 , 则 是 由 位 置 检 测 装 置 来 完 成 增 量 式 脉 冲 编 码 器 由 光 源 、 光 敏 元 的 。 这 些 检 测 装 置 有 脉 冲 编 码 器 、 旋 转 变 件 、 透 光 狭 缝 、 码 盘 基 片 、 光 桶 板 、 透 明 压 器 、感 应 同步 器 、 光栅 、 接 近 开 关 等 。 镜 、 A/D 转 换 线 路 及 数 字 显 示 装 置 组 成 。 2精度检测装置原理简述 绝 对 式 光 电 编 码 器 是 一 种 直 接 编 码 式 的 测 检 测 装 置 种 类 较 多 , 现 以 绝 对 式 脉 冲 量 元 件 , 通 过 读 取 编 码 盘 上 的 图 案 确 定 轴 编 码 器 的 接触 式四 位 绝 对 编 码盘 为 例 ,简 的 位 置 没 有 积 累 误 差 。 述 其 工 作 原 理 。 图 a是 绝 对 式 光 电编 码 器 ( ) 合 式 绝对 值 编 码 器 2混 混 合 式 绝 对 值 编 码 器 是 把 增 量 制 码 与 的 结 构 图 。 图 b是 一 个 四 位 二 进 制 编 码 盘 , 涂 黑 部 分 是 导 电 的 , 其 余 是 绝 缘 的 , 码 盘 绝 对 制 码 同做 在 一 码 盘 上 。 圆 盘 的 最 外 圈 上 有 四 条 码 道 。 四 个 码 道 并 排 装 有 四 个 电 是 高 密 度 的 增 量 制 条 纹 , 中 间 分 布 在 4 其 刷 , 电 刷 经 电 阻 接 到 电 源 正 极 。 码 盘 最 里 圈 圆 环 上 有 4个 二 进 制 位 循 环 码 , 每 1 /4 面 的 一 圈 是 电 源负 极 ( 图 1 。 如 ) 圆 由 4位 二 进 制 循 环 码 分 割 成 l 6个 等 分 位 由 于 制 造 精 度 和 安 装 质 量 或 工 作 过 程 置 。 在 圆 盘 最 里 圈 仍 有 发 一 转 信 号 的 窄 缝 中 意 外 因 素 , 易 于 引 起 阅 读 错 误 。 为 此 绝 条 。由循 环码读 出的 4x l 6个位 置 /转 ,代 对 式 光 电 编 码 盘 大 多 采 用 格 雷 码 编 码 盘 , 表 了 一 圈 的 粗 计 角 度 检 测 , 它 和 交 流 伺 服 图 c为 4位 格 雷 码 盘 。 其 特 点 是 任 何 两 个 相 电 机 4对 磁 极 的 结 构 相 对 应 ,可 实 现 对 交 邻数 码 间 只有一 位 是变 化 的 , 这 样 即使制 流 伺 服 电 机 的 磁 场 位 置 进 行 有 效 的 控 制 。 作和 安 装 不 太 准 确 ,产 生 的 误 差 最 多也 只 3. 其 它检测 装 置 2 是 最 低 位 的 一 位 数 。 还 可 消 除 非 单 值 性 误 旋 转 变 压 器 , 是 一 种 控 制 用 的 微 电 动 差。 机 , 将 机 械 转 角 变 换 成 与 该 转 角 呈 某 一 函 3精度检测装 置 数 关 系 的 电 信 号 , 工 作 原 理 和 普 通 变 压 器 3. 脉 冲编 码器 检 测装 置 1 基 本 相 似 。 结 构 简 单 , 抗 干 扰 能 力 强 , 工 脉 冲 编 码 器 , 是 一 种 旋 转 式 脉 冲 发 生 作 可 靠 , 动 作 灵 敏 , 对 环 境 没 有 特 殊 要 求 , 器 , 能 把 机 械 转 角 变 成 电 脉 冲 。 是 数 控 机 般 用 于 精 度 要 求 不 高 机 床 的 粗 铡 及 中 测 床 上 使 用 最 多 的 角位 移 检 测 传 感 器 。编 码 系 统 。 器 除 了 可 以 测 量 角 位 移 外 , 还 可 以 通 过 测 感 应 同 步 器 和 旋 转 变 压 器 均 为 电 磁 式 量 光 电 脉 冲 的 频 率 。 经 过 变 换 电 路 也 可 用 检 测 装 嚣 , 二 者 工 作 原 理 相 同 , 其 输 出 电 于速 度 检 测 , 同时 作 为 速 度 检 测 装 置 。 压 随 被 测 直 线 位 移 或 角 位 移 而 改 变 。 主 要 脉 冲 编 码 器 可 分 为 光 电 式 、 接 触 式 和 部 件 包 括 定 尺 和 滑 尺 , 定 尺 和 滑 尺 分 剐 安 电磁 感 应 式 三 种 。 从 精 度 和 可 靠 性 来 看 , 装在 机 床 床 身 和 移 动 部件 上 。感 应 同 步 器 光 电 式 较 好 , 光 电 式 脉 冲 编 码 器 可 以 用 于 角 度 检 测 , 也 可 用 于 速 度 检 测 。 所 以 在 数
第5章 数控机床的检测装置要点
U1c=Um(sinωt+π/2)=Umcosωt 当转子正转时,这两个激磁电压在转子绕组中产生的 感应电压经叠加,得到转子的感应电压U2为
U 2 = kU1s sin + kU1c cos
CNC
5.2 旋转变压器
U2=kUmsinωtsinθ+kUmcosωtcosθ
CNC
5.4 光栅
通常意义上讲,光栅按用途分有两大类:
物 理光 栅(衍 射光栅 ): 200~ 500 条/㎜,栅距 0.002~0.005㎜,主要是利用光的衍射原理,用于 光谱分析和光波波长的测定。
相同但幅值不同。
Vs = Vm sin sin t
Vc = Vm cos sin t
则在定尺绕组产生的总感应电压为
V2 = KVm sin sin t cos KVm cos sin t sin
= KV m sin ( )sin t
若电气角α已知,只要测出V2幅值,便能求出与位移对应 的角度θ。实际测量时,不断调整α ,让幅值为零。α 的变化量则代表θ对应的位移量,就可测得机械位移。
激磁
t
U2
输出
t
U 2 = KU m sin t sin
CNC
U 1c
5.2 旋转变压器
使用较广泛的为正余弦旋转变压器
U 1s
U 2 = kU1s sin + kU1c cos
主要内容
定子 1c
1ccos
θ
5° 4
1ssin
R
U 2 转子
1s
CNC
5.2 旋转变压器
1.鉴相工作方式 给定子的两个绕组通以相同幅值、相同频率,但相位
第6章 数控机床的检测装置
Ucm=Umcosα
CNC
6.2 旋转变压器
转子正转时,U1s、U1c经叠加,转子感应电压U2为: U2=kUmsinαsi主n要ω内ts容inθ+k Umcosαsinωtcosθ
=kUmcos(α-θ)sinωt 转子反转时,同理有:
就间接地测量了丝杠的直线位移(导程)的大小。
要检测工作台的绝对位置,需加一台绝对位置计数器, 累计所走的导程数,折算成位移总长度。
转子每转1周时,转子的输出电压将随旋转变压器的 极数不同而不止一次地通过零点,需加相敏检波器来 辨别转换点和区别不同的转向。
CNC
6.3 感应同步器
感应同步器和旋转变压器均为电磁式检测装置,属
多极对:增加定主子要内容 或转子极对数,使 电气转角为机械转 角的倍数,用于高 精度绝对式检测。
双极对:定子和转 子上各有两对相互 垂直的磁极,检测 精度较高,数控机 床中应用普遍。
CNC
6.2 旋转变压器
旋转变压器转子轴与电机轴或丝杠连接在一起,实 现电机轴或丝杠转角的测量。
主要内容
单极对:转子经精密齿轮升速后再与电机轴相联, 根据丝杠导程选用齿轮升速比(升速比通常为1:2、 1:3、1:4、2:3、1:5、2:5等),以保证机床的脉冲当 量与输入设定的单位相同。
U2= nUm sinωt sinθ
CNC
6.2 旋转变压器
单极型旋转变压器的定子和转子各有一对磁极, 假设加到定子绕组的励磁电压为U1,则转子通过 电磁耦合,产主生要内感容应电势U2。
U1 U m sin t
U 2 nU1 nU m sin t sin
Um—激磁电压幅值
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2019/11/25
6
5.2.2 旋转变压器的应用(3)
2019/11/25
7
5.3 感应同步器
5.3.1 感应同步器的结构和种类 按结构可分为直线感应同步器和圆形感应同步器两种,
直线式用于测量直线位移,而圆形感应同步器用于检测 角位移。 直线式由定尺和滑尺两部分组成;而圆形感应同步器由 定子和转子组成。 感应同步器的这两部分绕组相当于旋转变压器的初级和 次级线圈,它们都是利用交变磁场和互感原理工作的。
如果滑尺继续向C点移动,则滑尺磁场在 定尺中产生的电压在负方向上逐渐增大, C点达到最大;
当滑尺再向D点移动时,定尺电压又逐渐 变为零。
当移动一个节距,到达E点时,又与A点的 情况20相19/同11/。25
图5-9 感应同步器工作原理
11
5.3.4 感应同步器测量系统
感应同步器也器滑尺的两个正余弦绕组分别供以频率和幅值
2019/11/25
2
5.2 旋转变压器
5.2.1 旋转变压器的结构和工作原理 (1)旋转变压器的结构
图5-1 旋转变压器 a) 有刷结构 b) 无刷结构
2019/11/25
3
5.2.1 旋转变压器的结构和工作原理
2019/11/25
4
5.2.2 旋转变压器的应用(1)
2019/11/25
5
5.2.2 旋转变压器的应用(2)
第5章 数控机床常用检测装置
5.1 检测装置简介 检测元件的精度主要包括系统精度和系统分辨率两项。
系统精度是指在一定长度或转角范围内测量积累误差的 最大值,目前一般长度位置检测精度均已达到 ±0.002mm/m以内,回转角测量精度达到±10″/360°;
系统分辨率是测量元件所能正确检测的最小位移量,目 前长度位移的分辨率多数为1μm,高精度系统分辨率可达 0.1μm,回转分辨率为2″。
莫尔条纹是由大量的光栅线纹共同作用产生的,对光栅的 线纹误差有平均作用。从而可以在很大程度上消除光栅线 纹的制造误差。光栅越长,参加工作的线纹越多,这种平 均效应就越大。
2)对应关系
如图5-11所示,当光栅移动一个栅距d,摩尔条纹也相应移 动一个纹距W,其光强变化近似正弦波形;若移动方向相 反,则摩尔条纹移动的方向也相反。
期性地变化,感应同步器就是利用这一特点来检测滑尺相对
定尺的位置的。
2
2
E
正弦绕组
Es
定尺
滑尺
Ec
余弦绕组
2019/11/25
图5–8 直线感应同步器的结构
10
5.3.2 感应同步器的工作原理(2)
当定尺绕组与滑尺绕组之一相重合时,如 图5-9的A点,这时定尺输出的感应电压最 大;
当滑尺绕组相对于定尺绕组平行移动时, 感应电压逐渐减小,到达1/4节距的位置B 时,由于各滑尺线圈磁场在定尺各线圈中 产生的电压方向相反,所以定尺线圈输出 电压为零;
Vs Vm sin sin t Vc Vm cos sin t
ES KVm sin sin t cos EC KVm cos sin t sin
2019/11/25
2 2
x0
ud Es Ec
KVm sin(
2 2
x) sin t
2019/11/25
8
5.3.1 感应同步器的结构和种类
2019/11/25
9
5.3.2 感应同步器的工作原理(1)
如图5-8所示,滑尺上具有在空间上相差1/4节距的正弦绕组 和余弦绕组,且定尺与滑尺节距相同。
当滑尺励磁绕组与定尺感应绕组间发生相对位移时,由于电
磁耦合的作用,感应绕组中的感应电压随位移的变化而呈周
5.4.1 计量光栅的种类 按照不同的分类方法,计量光栅可分为:直线光栅和圆形
光栅;逶射光栅和反射光栅;增量式光栅和绝对式光栅等。
2019/11/25
14
5.4.2 计量光栅的工作原理(1)
2019/11/25
15
5.4.2 计量光栅的工作原理(2)
莫尔条纹有以下几个重要特性:
1)平均效应
KVm
sin t
sin
(x0x)
13
5.4 光栅
光栅是利用光的反射、透射和干涉现象制成,有物理光栅 和计量光栅。
物理光栅两刻线之间距离在0.002-0.005 mm之间,常用于 光谱分析和光波波长的测定;
计量光栅栅距在0.004-0.025mm之间,常用于高精度位移的 检测,是数控系统中应用较多的一种检测装置
3)放大作用
2019/11/25
16
5.4.2 计量光栅的工作原理(3)
2019/11/25
17
5.4.2 计量光栅的工作原理(4)
(2)光电转换
光栅检测系统的光电转换转 由光栅读数头完成。最基本 的光栅读数头由光源、聚光 镜、指示尺光栅和硅光电池 组成,如图5-12 a所示。
为了便于说明其工作原理, 以光闸莫尔光栅为例,说明 当光栅移动一个栅距时,其 输出波形和两块光栅相互位 置变化的关系。
相同,相位差为90°的励磁信号:
则滑尺二绕组在定尺绕组中分别产生的感应电动势为:
ud EC ES KVm sin(t )
ud
KVm sin(t
x
2
2 )
2019/11/25
12
5.3.4 感应同步器测量系统
(2)鉴幅测控系统
鉴幅工作方式是根据感应输出电压的幅值变化来检测位 移的。在这种工作方式下,滑尺的两个正余弦绕组分别 供以频率和相位相同,幅值不同正弦电压,即
不同类型数控机床对检测装置的精度和使用速度要求是 不同的。
2019/11/25
1
5.1 检测装置简介
系统分辨率的提高,对加工精度有一定的影响,但也 不宜过小,分辨率的选取通常和脉冲当量的选取方法 一样,数值也相同,均按机床加工精度的1/3~1/10选取。
数控机床对检测装置的主要要求有: 工作可靠,抗干扰性能强。 使用维护方便,适应机床的工作环境。 满足精度和速度的要求。 易于实现高速的动态测量、处理的自动化。 成本低。
2019/11/25
18
5.4.2 计量光栅的工作原理(5)
当两块光栅的刻线重合时,透光最多,光电池输出的电压 信号最大;