套管机说明书
haimer热缩机使用说明书
haimer热缩机使用说明书Haimer热缩机使用说明书1. 简介Haimer热缩机是一种用于热缩套管的专业工具。
它采用高温加热的方式,使套管收缩并牢固地固定在连接处,达到绝缘和保护导线的作用。
本篇文章将详细介绍Haimer热缩机的使用方法和注意事项。
2. 准备工作在使用Haimer热缩机之前,需要做好以下准备工作:- 确保工作区域通风良好,避免烟雾和有害气体积聚;- 根据所需套管的尺寸选择合适的热缩套管,并确保其质量合格;- 准备好剥线工具、切割工具、热风枪和其他必要的工具。
3. 使用步骤3.1 剥线和切割使用剥线工具将导线的绝缘层剥离,露出所需长度的金属导体。
然后,使用切割工具将热缩套管切割成合适的长度。
3.2 套管安装将切割好的热缩套管套在金属导体上,确保套管完全覆盖导线。
此时,可以使用细小的工具将套管两端固定在导线上,以便后续操作。
3.3 加热收缩将固定好的套管部分放置在Haimer热缩机的加热区域内,注意使套管与加热区域充分接触。
然后,启动热缩机,将加热区域的温度调至适当的程度。
在加热过程中,要保持热风均匀地吹向套管,并避免过度加热导致套管变形或烧焦。
3.4 冷却固定待套管完全收缩并达到所需的状态后,关闭热缩机,等待套管冷却。
冷却过程中,不要移动或扭曲套管,以免影响固定效果。
冷却完成后,可以进行下一步操作。
4. 使用注意事项4.1 安全操作在使用Haimer热缩机时,务必遵守以下安全操作规范:- 使用前请仔细阅读使用说明书,并按照要求正确操作;- 在操作过程中,避免将手或其他物体靠近加热区域,以免烫伤;- 使用完毕后,将热缩机断电并等待其冷却后再进行存放。
4.2 选择合适的套管根据实际需求选择合适的热缩套管,确保其内径与导线直径匹配,并且套管的材质符合工作环境的要求,以确保其绝缘和保护效果。
4.3 加热温度控制在进行加热收缩过程中,根据所使用的热缩套管的材质和厚度,调整热缩机的加热温度,以确保套管能够均匀收缩并紧密固定在导线上。
套管机说明书
AiSHi-880全自动套管机操作指南总述本机器时为了单端型铝电解电容器而设计制造的自动化生产设备。
能自动完成套胶功能。
※本机械为组立工序完成后,自动套上印有商标及规格等的胶管,加以热缩。
※此机械之各组件及磨具皆采用耐磨损、耐腐蚀之特殊钢材与硬化不锈钢材加工精制而成。
各传动轴之轴承亦是采用原装配件,另传动连杆则配合方向轴承,使整部机械传动组立减小因而降低杂音,使其发挥高性能之准确性。
※本机械是属专用机型,只限制外形,长度可以有限度之调整。
※本机械结构是以精密机械原理,配合高可靠PLC电路及控制回路相互组成,在运转中欠缺任何材料或异常状态时,皆能自动等料或停止,同时更能显示任何缺料之指示灯。
更附有极准确之计数设备。
※本机械结构精巧,操作简便,保养容易、驾动率高、外观精美。
※本机械经过益阳艾华技术人员不断经验积累及持续地改进。
在原机械基础上更具有操作性和耐磨性。
目录一、机台安装 (1)二、操作说明 (2)三、自动套胶机面板操作说明 (3)四、电气线路图I/O对照 (4)五、故障分析 (7)六、维护与保养 (13)一、机台安装1、机台移到定位,调整四角落支撑螺丝,使轮子离开地面,并用水平器(Level)校正机台,使机台面成水平状态,锁紧支撑螺丝的螺帽。
2、撕开各处固定用的胶带、绳索,勿接电源。
3、打开电源箱,有插座的配件用手按紧,确认不会松动。
4、确认各种电器配件未浸到水,且绝缘良好。
5、各端子用十字螺丝刀拧紧,确认无松脱。
6、在机台上红色漆处注上40#润滑机油或滑板油。
7、检视各机构是否受到撞击或变形。
8、检视送胶摆臂于最低点时,电吸铁上的轴承与之间隙为2-3mm。
9、使电源箱电源开关在OFF位置。
10、接上单相AC220V电源,并确实接地,接地线为绿色(请参照电源箱说明),电源电压错误将导致损坏。
11、电源ON,无熔丝开关ON,确认DC24V电压正常,(量电源供应器DC24V3A输出红黑线)位置请参阅电源箱说明4,PLC面板上,PUN开关在PUN边(面对PLC时,右边),此时面板左上方,POWER,RUN灯亮,CPU灯会一闪一灭,如此表示CPU正常。
变压器套管使用说明书

变压器套管使用说明书FGRB(D)(L)W玻璃钢电容式变压器套管安装使用说明书北京天威瑞恒高压套管有限公司一、产品简介变压器套管是将变压器内部高、低压引线引到油箱外部,不但作为引线对地绝缘,而且担负着固定引线的作用,变压器套管是变压器载流元件之一,在变压器运行中,长期通过负载电流,当变压器外部发生短路时通过短路电流。
因此,对变压器套管有以下要求:(1)必须具有规定的电气强度和足够的机械强度。
(2)必须具有良好的热稳定性,并能承受短路时的瞬间过热。
(3)外形小、质量小、密封性能好、通用性强和便于维修。
我公司研制的“玻璃钢电容式变压器套管”是采用新型材料和制造工艺技术而研制出的一种干式复合绝缘的套管,此套管的特点是无油、非瓷、体积小、重量轻,维护简单;硅橡胶复合外套防污性能优异,可用于重污秽区;由于沿面电压分布均匀且采用了有机合成材料作外护套,对提高污闪电压有显著效果。
我公司生产的FGRB(L)W-126及FGRB(L)W-252玻璃钢电容式变压器套管于2007年3月通过了中国电力企业联合会组织的鉴定,经专家鉴定:产品具有独创性,处于国际领先水平。
本产品的技术指标为:额定电压为:24、40.5、72.5、126、252 kV额定电流为:100 ~5000 A二、产品型号说明变压器套管产品代号编制如下:F G R B (D) (L) W —(XXX / XXX) (1~4)污秽等级额定电流额定电压防污伞裙CT代号短尾型变压器套管电容式干式复合绝缘三、使用条件1.此套管适用于海拔1000m及以下地区,当海拔超过1000m 时,技术条件由双方另议。
2.最高环境温度不超过+40℃,最低环境温度不低干-45℃,当超过该温度范围时,技术条件由双方另议。
四、性能试验按国标GB/T 4109-2008《交流电压高于1000V的绝缘套管》的要求,己通过了下列型式试验:1.高压试验2.介质损耗因数tanδ:在1.05U m/ 3 下不大于0.4%。
CMS-XL套管卡瓦使用说明书

套管卡瓦使用说明书Manual for Casing Slips一、结构特点:套管卡瓦按API Spec 7K及SY5049—91《钻井卡瓦》设计制造,为多片体结构,能适应套管磨损后外径尺寸的变化,具有重量轻、卡持范围大、牢固等优点。
DescriptionMulti-segment casing slips are designed and manufactured as per API Spec 7K and National Standard SY5049-91 of Slips for Well Drilling., and can handle different size of pipes by varying the circular button size and adding or removing body segments二、主要技术参数:三、使用要求及注意事项:1、使用前测量套管实际外径,是否符合该型套管卡瓦卡持范围。
2、使用前应检查各销轴是否转动灵活,有无卡阻现象。
3、严禁用大锤敲击手把和卡瓦背锥面,或将卡瓦从高处摔下,以免将手把和背锥面碰坏。
4、应经常清洗,保持卡瓦表面清洁,转动部位和背锥面涂润滑脂,防止锈蚀。
5、经常对卡瓦进行检查。
a. 检查卡瓦牙固定螺栓是否松动,防止卡瓦牙落井;b. 检查卡瓦牙是否磨钝;c. 用直尺检查卡瓦体背锥磨损情况;d. 检查卡瓦连接销磨损情况中。
6、卡瓦牙磨损后,应及时全部更换,切忌将新旧牙板组合使用,以免承受集中载荷,造成卡瓦体损坏。
7、消除方瓦圆锥面的磨砺性物质,减少卡瓦背锥面的磨损。
8、经常检查方瓦圆锥面的磨损情况,以避免发生下沉落井事故。
9、长期不用时,应将卡瓦清洗干净,涂防锈油,放置干燥通风处。
10、背锥磨损严重不得修复,如自己修复后影响卡瓦扣合质量,甚至酿成质量事故,本厂概不负责。
Operation requirements and caution:1) Measure the outer diameter of casing to decide if the slips can accommodate thecasing.2) Check the pins to see if the pins can function properly.3) Not to knock the handle or the back cone surface of the slips with hammer, not to dropthe slips from higher position in case of damage to the handle or cone surface.4) Keep the slips clean and coat the rotary part and back cone surface with lubrication oilagainst rusty.5) Periodic inspect the drill collar slips to:a) Check if the inserts are loosened to prevent inserts drop into well.b) Check if the inserts are worn.c) Check the worn condition of back cone surface with ruler.d) Check the worn condition of hinge pins of the slip body.6) The worn inserts should be replaced completely with new ones. Not to use the oldinserts with the new ones at the same time in case of damage to slip segments due to the concentrated load.7) Cleanse the harden granules from the bushings cone surface to minimum the wear onthe cone surface.8) Often check the wear condition of the slips taper surface in order to avoid dropping intothe well.9) When the slips are not in use for a longer time, the slips should be cleaned and coatedwith antirust oil and stored in a dry and ventilated place.10) The back cone can not be repaired when it is seriously worn. This factory is notresponsible for any accident caused by the fact that the slips holding quality is affected by the self repairing of the old back cone.。
TQ Y套管动力钳使用说明书
一、对操作者的要求 1.基本了解钳子总体结构和性能; 2.熟悉钳子上液压阀换向手柄和换档手柄的使用; 3.了解操作顺序和安全要求; 4.熟悉仪表的作用。 二、操作程序
3
南通金牛机械制造有限公司
1.安装相应套管尺寸的颚板,注意两件颚板对称安装; 2.将液压阀换向手柄和换档手柄置于中间位置; 3.启动液压动力站; 4.推或拉动液压阀换向手柄,应能听到液压马达转动声,钳头缺口齿 轮不转动; 5.将换档手柄置于高档或低档,推或拉动液压阀换向手柄,钳头缺口 齿轮正反转灵活。 注意:应在马达停车的情况下,进行换档变速。
8
数量 1 1 1 1 1
南通金牛机械制造有限公司
图一、TQ356-55Y 套管动力钳外形图
9
南通金牛机械制造有限公司
图二、TQ356-55Y 套管动力钳传动示意图
图三、套管动力钳液压系统图
10
南通金牛机械制造有限公司
图四、套管动力钳悬吊安装图
11
南通金牛机械制造有限公司
顶面
底面 图五、TQ356-55Y 套管动力钳润滑示意图
第五章 维护与保养
一、建立岗位责任制。 二、每次使用前要对黄油嘴和滑动面加润滑脂润滑。 三、按第四章第二条的步骤运转一次后,再使用。 四、使用完后要清理干净,钳头处加黄油以防锈蚀。 五、钳子不用时,应将其储存于远离钻台的地方,钳头外露部分涂上黄 油,存放处应清洁干燥。 六、搬家时应将进、出油口封闭,以防脏物进入管道。 七、当使用了十口井左右的下套管作业后,要对套管钳进行大修。
第七章 一般故障的判断与排除
故障现象
原因
排除措施
钳头不转
1.液压动力站无压力 2.液压多路换向阀损坏 3.换档机构失灵
伊原 bi-lok 双卡套管接头宣传册说明书

(BI-Lok系列)南通伊原流体系統科技有限公司生产和销售的BI-Lok 管接头是一款高质量的双卡套式接头。
它与其他系统组件一起通过伊原的全球化网络进行销售,用于为各种领域中的流体提供最合适的配管组件。
BI-Lok 管接头具有优秀的质量,并且易于保养维护。
南通伊原流体系統科技有限公司向世界各地的客户提供该产品已有 20 多年的历史。
作为流体动力以及仪表系统行业的领导者,南通伊原流体系統科技有限公司在BI-Lok 上实现了以下的优点,并且不断地对其进行改进。
1.无需焊接或车螺纹,装配简单2.采用高质量的材料和高精度的制造工艺,确保紧密配合主体 螺母 管子边缘与主体内部的挡止端相接触前部管箍后部 管箍管子/配管前部管箍压在管子上前部管箍压在主体上①前部管箍被后部管箍紧压在管子上,形成完善的密封。
②后部管箍紧紧卡入管子,防止受到来自前部管箍的反作用力时发生脱落。
③主体、螺母与管箍严格按照对应的要求制造,确保实现最佳的可维护性。
④管子/配管穿过螺母插入,与主体内部的挡止端紧密接触。
BI-Lok 的优点南通伊原流体系統科技有限公司生产的BI-Lok管接头2订购或问询时,请按如下方式指明 BI-Lok 管接头的零件编号。
①接头系列:英寸系列:无公制和美标系列接头:M②BI-Lok 双卡套接头:D③接头类型:如产品列表(第3页和第4页)所示④适用的管子/配管尺寸:如表1所示英寸和公制系列的管子显示标号尺寸,其中公制系列的标号尺寸带有 M ,而美标系列的配管显示实际的外径⑤管接头较小端的标称尺寸以及螺纹的标称尺寸:⑥材料:SS 表示不锈钢 B 表示黄铜如表 1 和 2所示表1. 适用的管子/配管尺寸表2. 螺纹的标称尺寸零件编号/订购编号BI-Lok管接头产品列表如下所示的BI-Lok管接头可以按各行业客户的具体要求供货,允许小批量订购。
34不锈钢:黄铜:-196360 °C-196150 °Ca)适用的规范与标准1)不锈钢管子/配管①ASTM A 269、TP304、TP316②JIS G 3459、SUS304TP、SUS316TP2)黄铜管子/配管①ASTM B 68 class C10200、C10300、C10800、C12000、C12200②ASTM B 75 class C10100、C10200、C10300、C10800、C12000、C12200、C14200③ASTM B 88 class C10200、C10300、C10800、C12000、C12200④JIS H 3300 class C1020、C1100、C1201、C1220b)最小管壁厚度表3和表4展示了各尺寸系列下各种材料的管子/配管的最小管壁厚度。
金属堵漏套管说明书使用说明书
DL-3金属堵漏套管(不锈钢耐腐蚀橡胶密封板复合金属堵漏套管)使用说明书北京斯达恒通科技有限公司----------------------------------------------中国*北京第一部分概述 ..................................................... 错误!未定义书签。
1.1 仪器简介......................................................... 错误!未定义书签。
1.2 仪器特点及技术参数..................................... 错误!未定义书签。
1.2.1 仪器主要特点........................................ 错误!未定义书签。
1.2.2 仪器主要性能参数................................ 错误!未定义书签。
1.2.3 使用环境要求........................................ 错误!未定义书签。
1.3 仪器结构及接口............................................. 错误!未定义书签。
1.3.1 仪器外型尺寸........................................ 错误!未定义书签。
1.3.2 外围接口................................................ 错误!未定义书签。
1.3.3 仪器内部组成........................................ 错误!未定义书签。
1.4 使用注意事项................................................. 错误!未定义书签。
TE 热缩套管产品说明书

Place hero product image here shorter square image space available.产品描述SWFR单壁,热缩套管高度阻燃,UL VW-1认证,无卤素(Zerohal )热缩套管关键特征应用• 家用电器• 汽车• 商用电子及通讯设备• 消费电子产品• 工业设备•轨道&公共交通工具标准及规范• 产品图纸:SWFR X2, SWFR X4• UL 224 VW-1, CSA OFT • UL 认证文件号:E35586•CSA 认证文件号:LR31929电气、机械及材料特征• 提供出色的电气绝缘性能• 提供机械保护,防止磨损• 超柔软的X2薄壁和X4超薄壁版本• 不含卤素的辐照聚烯烃•符合RoHS 和REACH 标准工作温度等级• 最低收缩温度70°C [158°F]• 完全恢复温度90°C [194°F]•工作温度-30°C 至125°C [22°F 至257°F]采购信息TE Con n ectivity (TE )的单壁热缩套管(SWFR )是一种具有成本效益、高阻燃性、2:1收缩比的热缩套管产品,由辐照交联聚烯烃制成。
它可为组件、电气连接和终端提供绝缘和机械保护。
SWFR 提供两种非常灵活的版本:X2是薄壁版,X4是一个极薄壁版热缩套管。
X2的管壁相对较厚,可提供更好的保护,而X4的极薄壁更为节省空间,为受保护组件提供更紧密地包裹,收缩时间更短,能够更好地保护温度敏感元件,降低热损伤风险。
这两种版本都是无卤素的——含卤素的材料燃烧会产生有毒气体,因此,无卤素热缩套管适用于不允许有毒气体存在的密闭空间应用。
• 具有UL VW-1和CSA OFT可燃性等级的高阻燃性• 采用环保配方,不含卤素,适用于不能接受任何有害烟雾或气体存在的密闭空间• 颜色:黑色(-0)• 包装:( - SP )卷材,包括不同长度(详情请咨询TE )及(-FSP )扁形卷材(仅适用于8mm 及以上尺寸)• 订购说明:指定产品类型,尺寸,颜色,包装和表面标记。
南京电气72.5~145kV电容式变压器套管使用说明书
目前套管的取油阀是采用新型的结构形式,取油时必须按以下步骤进行:首先把法兰油塞处的污秽清除干净,用开口18mm的扳手将油塞盖打开,然后采用专用的油塞嘴(见附图),沿着油塞的中心螺孔慢慢地旋入,顶住里面的堵头后,再旋紧几圈,这时变压器油就会沿着油塞嘴的内孔流出。待取好油后,再按原来的程序反顺序操作退出。注意:旋出油塞嘴后,法兰上的油塞不可松动,若油塞松动,应及时用扳手将油塞旋紧,确保此处的密封。取油用的油塞嘴系我厂套管、互感器通用件,用户可另行购买,也可按附图尺寸加工。
3套管性能及尺寸
套管性能及技术条件符合GB4109-1999《高压套管技术条件》。
其主要技术参数及外形结构尺寸详见产品样页。
4套管安装的程序
安装前首先检查套管在运输过程中有无损伤,紧固件是否松动以及是否有
描 写
描 校
旧底图号
底图总号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
日期
南京电气集团公司
(南京电瓷总厂)
5.2测量端子可靠接地套管安装法兰处设有测量端子,试验时旋下测量端子上的保护螺盖,即可与安装法兰绝缘,此时可进行套管介值tanδ和局部放电量测量。运行时将保护螺盖旋紧在测量端子上,即可与安装法兰联接并接地。运行时测量端子严禁开路.
5.3套管外绝缘应根据运行条件定期清扫.
5.4套管需进行电气性能试验时(耐压、局部放电量、介值等),应提前将套管立放在支架上,立放时间不少于24小时。
变压器套管的安装,可参照套管样页的头部结构图,松开六角螺栓,取下接线端子和导电头,再取下圆柱销,用特制板手(见附图)拧松定位螺母即可将引线接头与导电头分开。将变压器的高压引线焊入引线接头孔内,用长度大于套管总长,机械强度足够的钢丝沿着套管铜管内孔下沉至套管尾部外面,再将套管吊至变压器安装孔中心,钢丝下端通过吊环螺钉(或六角螺栓)旋入引线接头上端面的螺孔内,既可成一整体。此时将套管的正面位置对好并徐徐下降,同时用钢丝将引线接头向上拉、直至套管降到变压器箱盖的升高座后,再将定位螺母旋入引线接头固定位置,插入圆柱销并拆下钢丝,然后将导电头旋入引线接头,仍用特制板手旋紧导电头与定位螺母,使其保持一定的接触力,然后按上述相反的顺序复装好,旋紧六角螺栓,保持头部良好的密封性能,再将其它零件装上即可。
套管结晶机使用说明书

一、用途和特点
套管结晶机系石油炼油厂润滑油脱蜡装置中的主要设备,其作用是完成含蜡油和致冷介质进行热交换,使蜡冷却结晶,再经过滤机过滤,将油——蜡分离,以得到高质量的润滑油品。
根据结构型式和管间冷却介质的不同,本机分为JJ03(氨冷型)和JJ04(换热型)两种机型。
本机的特点是:
1.套管直径大,介质流通阻力小,物料不易堵塞,冲洗清理周期长设备利用率高。
2.管间冷却介质蒸发效率高,物料结晶充分。
3.机械性能好,运转平衡可靠,耗能低,噪音小,使用寿命长。
4.结构简单紧凑,体积小,重量轻,便于安装,操作和维修。
二、主要技术参数
三、结构简述
套管结晶机是由传动装置,头架,支架,氨罐以及氨循环管路系统等主要
部件组成(JJ04换热型套管结晶机没有氨罐和氨循环管路系统)。
一次性使用腹腔镜用穿刺器及穿刺套管使用说明书
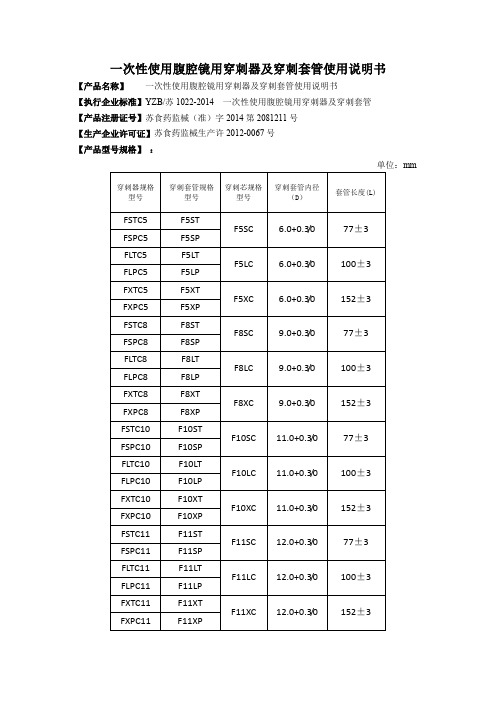
一次性使用腹腔镜用穿刺器及穿刺套管使用说明书【产品名称】一次性使用腹腔镜用穿刺器及穿刺套管使用说明书【执行企业标准】YZB/苏1022-2014 一次性使用腹腔镜用穿刺器及穿刺套管【产品注册证号】苏食药监械(准)字2014第2081211号【生产企业许可证】苏食药监械生产许2012-0067号【产品型号规格】:单位:mm穿刺器规格型号穿刺套管规格型号穿刺芯规格型号穿刺套管内径(D)套管长度(L)FSTC5 F5STF5SC 6.0+0.3/0 77±3 FSPC5 F5SPFLTC5 F5LTF5LC 6.0+0.3/0 100±3 FLPC5 F5LPFXTC5 F5XTF5XC 6.0+0.3/0 152±3 FXPC5 F5XPFSTC8 F8STF8SC 9.0+0.3/0 77±3 FSPC8 F8SPFLTC8 F8LTF8LC 9.0+0.3/0 100±3 FLPC8 F8LPFXTC8 F8XTF8XC 9.0+0.3/0 152±3 FXPC8 F8XPFSTC10 F10STF10SC 11.0+0.3/0 77±3 FSPC10 F10SPFLTC10 F10LTF10LC 11.0+0.3/0 100±3 FLPC10 F10LPFXTC10 F10XTF10XC 11.0+0.3/0 152±3 FXPC10 F10XPFSTC11 F11STF11SC 12.0+0.3/0 77±3 FSPC11 F11SPFLTC11 F11LTF11LC 12.0+0.3/0 100±3 FLPC11 F11LPFXTC11 F11XTF11XC 12.0+0.3/0 152±3 FXPC11 F11XPFSTC12 F12STF12SC 13.0+0.3/0 77±5 FSPC12 F12SPFLTC12 F12LTF12LC 13.0+0.3/0 100±3 FLPC12 F12LPFXTC12 F12XTF12XC 13.0+0.3/0 152±3 FXPC12 F12XPFSTC15 F15STF15SC 15.8+0.3/0 77±3 FSPC15 F15SPFLTC15 F15LTF15LC 15.8+0.3/0 100±3 FLPC15 F15LPFXTC15 F15XTF15XC 15.8+0.3/0 152±3 FXPC15 F15XPBSTC5 B5STB5SC 6.0+0.3/0 77±3 BSPC5 B5SPBLTC5 B5LTB5LC 6.0+0.3/0 100±3 BLPC5 B5LPBXTC5 B5XTB5XC 6.0+0.3/0 152±3 BXPC5 B5XPBSTC8 B8STB8SC 9.0+0.3/0 77±3 BSPC8 B8SPBLTC8 B8LTB8LC 9.0+0.3/0 100±3 BLPC8 B8LPBXTC8 B8XTB8XC 9.0+0.3/0 152±3 BXPC8 B8XPBSTC10 B10STB10SC 11.0+0.3/0 77±3 BSPC10 B10SPBLTC10 B10LTB10LC 11.0+0.3/0 100±3 BLPC10 B10LPBXTC10 B10XTB10XC 11.0+0.3/0 152±3 BXPC10 B10XPBSTC11 B11STB11SC 12.0+0.3/0 77±3 BSPC11 B11SPBLTC11 B11LT B11LC 12.0+0.3/0 100±3BLPC11 B11LPBXTC11 B11XTB11XC 12.0+0.3/0 152±3BXPC11 B11XPBSTC12 B12STB12SC 13.0+0.3/0 77±3BSPC12 B12SPBLTC12 B12LTB12LC 13.0+0.3/0 100±3BLPC12 B12LPBXTC12 B12XTB12XC 13.0+0.3/0 152±3BXPC12 B12XPBSTC15 B15STB15SC 15.8+0.3/0 77±3BSPC15 B15SPBLTC15 B15LTB15LC 15.8+0.3/0 100±3BLPC15 B15LPBXTC15 B15XTB15XC 15.8+0.3/0 152±3BXPC15 B15XP【主要技术指标】材料:穿刺芯、穿刺套管、穿刺芯固定座:ABS-1、MN、095-30-16-15穿刺芯管:12Cr18Ni9不锈钢性能:穿刺器的基本参数包括穿刺器的注气阀、密封帽应有良好的密封性,经4kPa 气压,应无泄漏及穿刺芯管表面粗糙度Ra应不大于0.4μm等。
ABB 变压器GOE套管安装和维护指南

1 概述
1 2 3
goel_015
图1d. 密封塞,2522 731-B 1.螺栓,21212033-592 2.密封垫,2152045-513 3.锥形弹簧垫,2154725-7
图1c.新结构密封塞,2522 731-A。 1.带法兰的密封塞,DIN6921 2121 738-18 2.密封垫,2152 899-132
变压器GOE套管
安装和维护指南
本说明书未经本公司书面允许,不得翻印,同时其内容不得转告非使用者的第 三方作为任何未经许可的用途。违者必究。
安全信息
这是适用于套管的安装、维护和运行。
套管的安装运行和维持之以恒在以下条件下是不安全的:
• 高压力 • 高电压 • 移动机械 • 重组件 • 滑动或吊落 安装套管时,必需按规定的程序和说明进行,否则可能引起人员伤亡,产品或 财产损失。
最大试验 倾斜安装时的
载荷
最大允许载荷
1分钟(N)
0o
-30o-60o
5700 5700 5000 12000 10000 9000 16000 13000 12000 14000 14000
2800 2800 2500 6000 5000 4500 8000 6500 6000 7000 7000
a)M8 2522 731-A b)M16;2522 731-B
goe_0002
油位,A,见3.1.5部分 6
goe_0001
2750 515-1 zh, Rev. 9
图1b. 以前设计的密封塞,2522731-A
1.内六角螺栓,2121738-4 2.密封垫,2152899-132 3.锥形弹簧垫,21544004-3
图4.连接过程
1.连接螺,2522732-24 2.密封垫圈,2152795-6 3.连接管,2152795-25 4.密封垫圈2522732-7 5.连接盖板,2522732-23 6.锥形保护塞,18601903-1
NS805套管及铁芯电流监测说明书

-2-
2 装置技术参数
2.1 额定参数
1) 套管及铁芯电流:±2% 2) 温度:-20℃~100℃ 3) 工作环境:温度-20℃~80℃,湿度 0~95% 4) 无线频率范围:2.4G Hz
2.2 正常工作自然环境条件
1) 不结露的最大相对湿度:95% 2) 最高环境温度: 3) 最低环境温度: 65℃ -25℃
-3-
2.4 监测指标
设备名称和项目 变压器 表 2 监测指标 监测参数 测量范围 套管及铁芯电流 0~1000mA 测量精度 ±2%
2.5 装置现场采集部件性能指标
2.5.1 绝缘性能 在正常大气条件下,本系统的带电部分具备良好的绝缘。 2.5.2 电磁兼容性能
表 3 电磁兼容试验项目及结果 序 号 1 检测项目 标准要求 接触放电电压:±8kV 空气放电电压:±15kV 试验场强:10V/m 频率:80MHz~1GHz 试验电压:±4kV 波形:5/50ns,频率:2.5kHz 试验电压:±4kV 波形:1.2/50μs、8/20kHzμs 试验场强:100A/m 试验场强:1000A/m 波形:8/20kHzμs 试验场强:100A/m 振荡频率:0.1MHz 和 1MHz 检测结果 机箱端口满足试验电 压下的抗扰度要求 机箱端口满足试验场 强下的抗扰度要求 信号端口满足试验电 压下的抗扰度要求 信号端口满足试验电 压下的抗扰度要求 机箱端口满足试验场 强下的抗扰度要求 机箱端口满足试验场 强下的抗扰度要求 机箱端口满足试验场 强下的抗扰度要求 性能 评价 A
-6-
4) 日气温最大变化: 30K 5) 大气压力: 6) 外磁场感应强度: 7) 频率: 80kPa ~ 110kPa 任一方向不大于 1.5mmT 50 Hz ±2% 垂直加速度 0.1g
套管头使用说明书
JMP®套管头使用说明书江苏金石机械集团有限公司厂址:江苏金湖建设东路4号邮编:211600电话:3传真:2目录一、概述 (1)二、结构特征与工作原理 (3)三、尺寸 (8)四、安装程序 (8)五、故障分析及排除 (18)六、安全保护装置 (18)七、保养和维修 (18)八、运输及贮存 (19)九、开箱及检查 (20)十、附图 (20)十一、售后服务热线 (22)一.概述1.1用途及适用范围:套管头装置主要用来固定钻进井的井口,连接井下套管柱并可靠地密封和控制管间的环形空间,是油田采油(气)井口装置的重要设备。
型号说明TF □×□×□×□---- □套管头压力级别表层套管(SC) 生产套管( PC)技术套管(TC1) 技术套管(TC2)注意:在阅读本说明书过程中,请仔细核对您使用的产品参数是否与“□”中打“√”的选项相符。
1.2套管头类型:□:单层套管头√:双层套管头□:三层套管头1.3技术特性1.3.1主要性能:产品规范级别:□P S L1 √PS L2 □P SL3 □PSL3G □PS L4性能要求级别:√PR1 □P R2额定材料级别:□A A □B B □C C □DD √E E □F F额定温度级别:□-60~82ºC(K级)√-46~82ºC(L级)□-29~82ºC(P级)√-18~121ºC(U级)1.3.2主要参数:连接形式:AP I S p ec 6A法兰连接法兰规范:套管头上法兰:□211/4"□203/4"√135/8"□11"工作压力:□14M p a(2000PS I) √21Mp a(3000PSI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管头底部连接:√螺纹式□卡瓦式□焊接式套管四通A上法兰:□211/4"□203/4"□135/8"√11"□71/16"工作压力:□14M p a(2000PS I) □21M pa(3000PS I)√35M pa(5000P SI)□70Mp a(10000PS I)□105Mp a(15000P SI)□140Mp a(20000P SI)套管四通A下法兰:□211/4"□203/4"√135/8"□11"□71/16"工作压力:□14M p a(2000PS I) √21M pa(3000P SI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管四通B上法兰:□203/4"□135/8"□11"□71/16"工作压力:□14M p a(2000PS I) □21Mp a(3000PSI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管四通B下法兰:□211/4"□203/4"□135/8"□11"工作压力:□14M p a(2000PS I) □21M pa(3000P SI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)旁侧口:套管头旁侧口:□螺纹连接√法兰连接套管四通A旁侧口:□螺纹连接√法兰连接套管四通B旁侧口:□螺纹连接□法兰连接工作介质:石油、天然气、泥浆1.4安全性能:产品从设计、选材、性能试验到出厂试验都符合AP I sp e c 6A«井口和采油树设备规范»的要求,如按照使用说明书要求正确操作,本设备工作是安全可靠的。
SDHT-KJ-3金属堵漏套管使用说明书
产品类别 堵漏类 器材 金属堵漏套管 型 号 SDHT-KJ-3 产地 品牌 京 斯达恒通
要参数
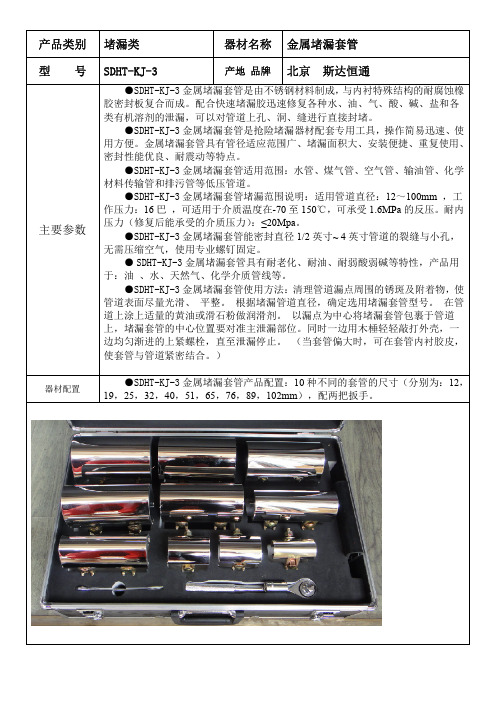
●SDHT-KJ-3金属堵漏套管是由 锈钢材料制成, 内衬特殊结构的耐腐蚀橡胶密封板复合而成 配合快速堵漏胶迅速修复各种水 油 气 酸 碱 盐和各类有机溶剂的泄漏,可以 管道上孔 洞 缝进行直接封堵
●SDHT-KJ-3金属堵漏套管是抢险堵漏器材配套专用工具,操作简易迅速 使用方便 金属堵漏套管具有管径适应范围广 堵漏面 大 安装便捷 重复使用 密封性能优良 耐震动等特点
●SDHT-KJ-3金属堵漏套管适用范围:水管 煤气管 空气管 输油管 学材料传输管和排污管等 压管道
●SDHT-KJ-3金属堵漏套管堵漏范围说明:适用管道直径:12~100mm ,工作压力:16巴,可适用于介质温度在-70至150℃,可承受1.6MPa的反压 耐内压力 修复 能承受的介质压力 :≤20Mpa
●SDHT-KJ-3金属堵漏套管能密封直径1/2英 ~ 4英 管道的裂缝 小孔,无需压缩空气,使用专业螺钉固定
●SDHT-KJ-3金属堵漏套管具有耐老 耐油 耐弱酸弱碱等特性,产品用于:油 水 天然气 学介质管线等
●SDHT-KJ-3金属堵漏套管使用方法:清理管道漏点周围的锈斑及附着物,使管道表面尽 光滑 平整 根据堵漏管道直径,确定选用堵漏套管型号 在管道上涂上适 的黄油或滑石粉做润滑剂 以漏点 中心将堵漏套管包裹于管道上,堵漏套管的中心 置要 准 泄漏部 时一边用木棰轻轻敲打外壳,一边均匀渐进的上紧螺栓,直至泄漏停止 当套管偏大时,可在套管内衬胶皮,使套管 管道紧密结合
器材配置
●SDHT-KJ-3金属堵漏套管产品配置:10种 的套管的尺 分别 :12,19,25,32,40,51,65,76,89,102mm ,配两把扳手。
无火花金属堵漏套管说明书使用说明书

DL-3无火花金属堵漏套管使用说明书北京斯达恒通科技有限公司----------------------------------------------中国*北京第一部分概述 ..................................................... 错误!未定义书签。
1.1 仪器简介......................................................... 错误!未定义书签。
1.2 仪器特点及技术参数..................................... 错误!未定义书签。
1.2.1 仪器主要特点........................................ 错误!未定义书签。
1.2.2 仪器主要性能参数................................ 错误!未定义书签。
1.2.3 使用环境要求........................................ 错误!未定义书签。
1.3 仪器结构及接口............................................. 错误!未定义书签。
1.3.1 仪器外型尺寸........................................ 错误!未定义书签。
1.3.2 外围接口................................................ 错误!未定义书签。
1.3.3 仪器内部组成........................................ 错误!未定义书签。
1.4 使用注意事项................................................. 错误!未定义书签。
第二部分仪器操作说明................................. 错误!未定义书签。
三族科技烘套管机使用说明书

三 族 科 技 烘 套 管 机 使 用 说 明 书 SET 风机开关加热开关
急停电源灯
风机灯加热灯空气开关调速器温控器
上
下
关开调速旋钮烘套管机控制箱示意图实际温度设定温度
功能:用于热缩套管的烘烤收缩,温度范围室温至180度可调,采用流水线传动,速度快慢可调,,产品从一端传至另一端,可连续作业,并批量性烘烤,也可架于流水线上烘烤后流入下一工站。
与传统热风枪作业相比可节省多人。
操作方法:
1.接上220V 电源,打开空气开关,电源灯亮。
扭动风机开关,此时风机灯亮。
温控器有显示,在温控器显示状态下,按一下“SET “键,此时设定温度开始闪烁,然后再按“〈”键选所需调节的数安,再按“ V 或“^”键调至所需温度,然后再按”SET ”完成.再将加热开关打开,加热灯亮,表示机台开始加热,当加热至所需温度时,加热灯开始闪烁,表示机台加热完成,处于恒温状态.然后再调速度调节器,将调速器开关打开,调至所到所需的速度.然后先烘1PC 产品确认品质是否OK ,确认烘烤后产品外观及性能都可达到品质要求方面批量作业。
.
2.关机时先将加热开关档关闭,风机正常作业,此时温控器实际温度开始下降,当温度降
至100度以下时,再将所有的档位开关调至关机档即可.
技术参数: 进出料口:0-150mm (可调) 输送宽度:450mm 输送长度:1400mm 输送速度:0~20m /min 温
控:(常温)~180度 适用电源:220V/50HZ
功 率:3000W
注意:流水线长时间使用如有跑偏现象,传送带偏向哪一方即旋紧哪一方的调节螺丝即可。
世伟洛克 卡套管数据说明书
卡套管数据卡套管表面光洁度众多 ASTM 规格涵盖了上述要求, 但它们在表面加工上常常没有非常详细的叙述。
例如, 有一个通用卡套管规格, ASTM A450 中说明如下:11.直度和光洁度11.1 加工过的卡套管应相当直, 并具有无毛刺的光滑末端。
它们应有精湛的加工。
表面缺陷 (注) 可通过磨削去除, 只要保持光滑的曲面, 且壁厚不得减少至小于本规格或产品规格所允许的范围。
磨削点的外径可能由于去除量而减小。
注:缺陷是在卡套管上发现的任何不连续或不规则。
卡套管材料我们对每种类型卡套管的订购说明会在相应的表格下显示。
管材的外部直径的坚硬选择与世伟洛克金属卡套管接头一起使用的合适管子关键是卡套管必须比接头材料软。
世伟洛克卡套管接头设计成能与订购说明中所建议的卡套管一起正常工作。
在与硬度达到 200 HV 和 90 HRB 的卡套管一起使用时, 世伟洛克不锈钢卡套管接头已成功地通过重复测试。
卡套管壁厚所附表格显示了卡套管在各种壁厚条件下的工作压力额定值。
除了所提到的之外, 可允许的压力额定值是从如 ASME B31.3 工艺管道中所规定的 S 值中计算得出的。
世伟洛克卡套管接头在所显示的最小和最大壁厚的条件下都重复进行了测试。
不建议在壁厚超出所附表格中对每种尺寸所显示的范围之外的卡套管上使用世伟洛克卡套管接头。
卡套管处理良好的处理可以极大地减少卡套管上的划痕, 保护由可靠的卡套管制造商所提供的优良表面光洁度。
■ 卡套管绝不能从管架上拖出或从粗糙的表面上拖过。
■ 割管器或钢锯应保持锋利。
在割管器的每次旋转或钢锯的每个行程中, 不要切得过深。
■ 卡套管末端应去除毛刺。
这有助于确保管子将会完全通过卡套,且不损坏卡套的密封边缘。
目录卡套管的选择 .................................... 1卡套管处理 ..................................... 1供气服务 ....................................... 2卡套管安装 ..................................... 2建议可允许工作压力表碳钢卡套管 ................................... 3不锈钢卡套管 ................................. 5铜质卡套管 ................................... 7铝质卡套管 ................................... 9合金 400 卡套管 .............................. 10合金 C-276 卡套管 ............................ 11合金 20 卡套管 ............................... 12合金 600 卡套管 .............................. 132 级钛质卡套管 ............................... 14合金 2507 超级双向卡套管 ...................... 15合金 825 卡套管 .............................. 16合金 625 卡套管 .............................. 17合金 6Mo 卡套管 .............................18高温系数 .. (20)卡套管的选择当与正确选择的世伟洛克® (Swagelok ®) 卡套管接头结合使用时, 正确选择, 处理和安装卡套管对获得可靠的管道系统至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AiSHi-880
全自动套管机操作指南
总述
本机器时为了单端型铝电解电容器而设计制造的自动化生产设备。
能自动完成套胶功能。
※本机械为组立工序完成后,自动套上印有商标及规格等的胶管,加以热缩。
※此机械之各组件及磨具皆采用耐磨损、耐腐蚀之特殊钢材与硬化不锈钢材加工精制而成。
各传动轴之轴承亦是采用原装配件,另传动连杆则配合方向轴承,使整部机械传动组立减小因而降低杂音,使其发挥高性能之准确性。
※本机械是属专用机型,只限制外形,长度可以有限度之调整。
※本机械结构是以精密机械原理,配合高可靠PLC电路及控制回路相互组成,在运转中欠缺任何材料或异常状态时,皆能自动等料或停止,同时更能显示任何缺料之指示灯。
更附有极准确之计数设备。
※本机械结构精巧,操作简便,保养容易、驾动率高、外观精美。
※本机械经过益阳艾华技术人员不断经验积累及持续地改进。
在原机械基础上更具有操作性和耐磨性。
目录
一、机台安装......................................................... . (1)
二、操作说明......................................................... . (2)
三、自动套胶机面板操作说明 (3)
四、电气线路图I/O对照 (4)
五、故障分
析......................................................... . (7)
六、维护与保养......................................................... (13)
一、机台安装
1、机台移到定位,调整四角落支撑螺丝,使轮子离开地面,并用水平器(Level)校正机台,使机台面成水平状态,锁紧支撑螺丝的螺帽。
2、撕开各处固定用的胶带、绳索,勿接电源。
3、打开电源箱,有插座的配件用手按紧,确认不会松动。
4、确认各种电器配件未浸到水,且绝缘良好。
5、各端子用十字螺丝刀拧紧,确认无松脱。
6、在机台上红色漆处注上40#润滑机油或滑板油。
7、检视各机构是否受到撞击或变形。
8、检视送胶摆臂于最低点时,电吸铁上的轴承与之间隙为2-3mm。
9、使电源箱电源开关在OFF位置。
10、接上单相AC220V电源,并确实接地,接地线为绿色(请参照电源箱说明),电源电压错误将导致损坏。
11、电源ON,无熔丝开关ON,确认DC24V电压正常,(量电源供应器DC24V3A输出红黑线)位置请参阅电源箱说明4,PLC 面板上,PUN开关在PUN边(面对PLC时,右边),此时面板左上方,POWER,RUN灯亮,CPU灯会一闪一灭,如此表示CPU正常。
12、按下面板上振动盘电源,此时送料盘会振,此时控制面板上,应有缺料灯闪灭。
请打开各送料盘控制器。
13、按寸动开关,观察主马达转向是否与箭头指示方向相同,
装上皮带,再按寸动试运转,是否正常无异常,经以上程序,机台安装完成。
二、操作说明
1、开机:
A、打开电源总开关ON位置,此时鼓风机运转电热器加热。
B、将洗净的裸品置入送料母盘中。
C、按振动盘开关。
并调整送料器母盘与子盘振幅,使平稳送入直线供料器上。
D、装好套管注意极性标志负线向上。
E、检查片是否正常锐利。
F、待温度不良指示正常灯,(热机时间因作业环境温度不同,4-6分钟)。
G、按启动开始作业。
2、关机
A、按面板上停止开关。
B、总电源OFF。
C、清除掉落物。
※注意事项:
1、紧急停止锁定时,机器无法运转。
2、各缺料灯亮时,请先排除故障,依序按振动平送控制器与启动钮即可。
3、开机中勿清理掉落品,以免发生危险。
三、自动套胶机面板操作说明
1、裸品缺料灯,无裸品或裸品不正碰上检测裸品挡片时,此灯
停机。
2、胶管缺料灯,无胶管时,灯亮停机。
3、套胶故障灯,连续套胶不良时灯亮停机。
4、反极指示灯,有极性不对时此灯快速闪烁报警。
5、加热指示灯,加温时此灯亮。
6、电源灯,当总开关合时此灯亮。
7、计数器。
8、振动盘开关,送料电源启动复归。
9、寸动。
10、启动。
11、停止。
12、紧急停止。
※注:1、2、3故障排除,重新启动。
四、电气线路图 I/O对照
五、故障分析
换向没有定位、造成停机。
1、故障时情形
2、此种情况时请按寸动使固定器打开,再把总开关关掉,然后用手将换向夹旋转到定位器的凹口部。
3、再打开电源先按寸动观察其是否正常如动作正常则可按自动运转。
将链齿拆下清洗(使用脱脂剂或酒精)。
链齿拆下来时,并检查其轴承(688)转
动是否圆滑,如有阻塞或已磨损。
则更换。
摩擦面已磨损,须将间隙套磨薄大约
,原尺寸为正负。
六、维护保养
1、每日保养
(1)各滑动块与座配合处每8小时加3-4滴机油(30#);(2)线性轴承每日加2-3滴机油(30#)。
2、每周保养
(1)各凸轮与轴承的接触涂黄油;
(2)各齿轮与链轮、链条涂黄油;
(3)各连杆的万向轴承加2-3滴机油(30#)。
3、每日保养
(1)检查主带动链条的长度,若太长则将链条惰轮调紧;(2)检查皮带是否磨耗过度或过松;
(3)检查各齿轮的间隙是否正常;
(4)检查各凸轮及连杆的位置是否移动并将螺丝锁紧一次;(5)检查各连杆的万向轴承的固定螺帽是否松脱;
(6)检查减速齿轮箱的机油是否足够,当低于视窗水平线时,则添加相当浓度(60#)的机油,(减速机的油每半年须更换一次);
(7)检查各弹簧是否勾好,有无断裂或疲乏现象。
※注:各夹具处凡碰到电容器或套管处禁止有油,不小心滴到时立刻清除。