直螺纹连接检查表
钢筋直螺纹套筒连接系扭力扳手检查记录表

钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港003审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港004审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港007审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港013审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港015审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港016审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港019审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港022审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港023审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港024审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港025审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表编号:东港026审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:钢筋直螺纹套筒连接扭力扳手检查记录表审核:检验:记录:。
钢筋机械连接质量验收记录(直螺纹)

四川省建设厅制
目 型式检验报 工程中应用钢筋机械连接接头时,应由该 告 技术提供单位提交有效的型式检验报告
专业工长
《钢筋机械连接技术规程》JGJ107-2010
施工单位检查评定记录
监理单位验 收记录
工艺检验 符合7.0.2条
一 接头加工 符合6.1.1、6.1.2条 般
项 目 接头安装 符合6.2.1条
实 项目
按“JGJ107-2010”7.0.5条验收 ≤16 18~20 22~25 28~32 36~40 批抽取其中的10%校核,填取偏差
值。
□□□□□
测
拧紧扭矩校 项 核(N.m) ≥100 ≥200 ≥260 ≥320 ≥360
目
共实测 点,其中合格 点、不合格 点,合格率
%
施工单位检 查评定结果
项目专业质量检查员:
项目专业质量(技术)负责人:
年月日
监理(建设) 单位验收结论
监理工程师:
年月日
注:本表由施工项目专业质量检查员填写,监理工程师组织项目质量技术负责人等进行验收。
钢筋机械连接质量验收记录(直螺纹)
工程名称
施工单位
验收部位
施工执行标准及编号
质量验收规定
主
连接材料的 品种、性能
、牌号
连接材料应有产品合格证,并符合设计要 求和现行有关标准的规定
控 钢筋连接接 对接头的每个检验批,必须在工程结构中
头的机械性 随机截取3个接头试件作抗拉强度试验,按
项
能 设计要求的接头等级进行评定
钢筋直螺纹套筒连接扭力检查记录表
钢筋直螺纹套筒连接扭力检查记录表
检查日期:[填写检查日期]
检查人:[填写检查人员姓名]
检查结果:[填写检查结果]
本记录表用于记录钢筋直螺纹套筒连接的扭力检查情况。
检查细节
1. 检查钢筋直螺纹套筒连接的扭力是否符合标准要求。
2. 使用扭力扳手测量连接点的扭力值。
3. 记录每个连接点的扭力值和连接位置。
检查步骤
1. 准备工作:
- 确保扭力扳手已校准并处于良好工作状态。
- 确保连接点的螺纹和套筒表面清洁无杂质。
- 复查连接点的设计要求和标准规范。
2. 进行扭力检查:
- 依次在连接点使用扭力扳手进行扭力测量。
- 将每个连接点的扭力值记录在检查记录表中。
- 注意记录每个连接点的具体位置,以便追溯和修复需要。
3. 结果评估:
- 对比每个连接点的扭力值和标准要求进行评估。
- 标记扭力值符合标准的连接点为合格,标记不符合标准的连
接点为不合格。
检查结果
根据对连接点扭力的测量,评估每个连接点是否符合标准要求。
记录每个连接点的评估结果。
- 合格:连接点扭力符合标准要求,无需进一步处理。
- 不合格:连接点扭力未达到或超过标准要求,需要采取相应
措施修复或更换连接。
备注
[填写任何需要补充的备注信息]
---
> 注意:以上记录表仅为钢筋直螺纹套筒连接扭力检查的记录和参考,具体的检查操作和标准规范应参考相关设计要求和标准规范进行。
确保在进行实际扭力检查时遵循安全操作规程,并保证测量设备的正确使用和校准。
钢筋直螺纹套筒连接扭力扳手检查记录表

22
≥260
31
25
≥260
12
22
≥260
32
25
≥260
13
22
≥260
33
25
≥260
14
22
≥260
34
25
≥260
15
22
≥260
35
25
≥260
16
22
≥260
36
25
≥260
17
22
≥260
37
25
≥260
18
22
≥260
38
25
≥260
19
22
≥260
39
25
≥260
20
22
≥260
施工单位
浙江新中源建设有限公司
检查部位
1/12轴交A/L轴基础梁
检查日期
2018.8.11
接头总数
400
抽检个数
40个
检查依据
《钢筋机械连接通用技术规程》JGJ107-2010
检测标准
直径20:≮200N·m
直径22:≮260N·m
直径25:≮260N·m
测点编号
钢筋直径
实测值测点编号钢筋直径Fra bibliotek实测值
1
20
≥200
21
22
≥260
2
20
≥200
22
22
≥260
3
20
≥200
23
22
≥260
4
20
≥200
24
22
≥260
5
20
钢筋直螺纹套筒检查记录表

钢筋滚丝设备必须指派专人进行管理、保养
、维修,滚丝机机壳必须设置牢靠接地后再
2
设备
运用;滑道及滑块必须定时整理并涂油,剥 肋刀溶性乳化冷却液,没有
冷却液时禁止滚轧加工螺纹。
3
材料
钢筋连接直螺纹套筒必须为定型产品,严禁 私自加工。
4
接驳器外径、长度 、螺距
5
机械连接工具
检查施工现场是否配备直螺纹量规、止规和 扭力扳手等。
6
丝头长度
7
完整丝扣圈数
8 安装后外露螺纹
9
安装时的最小拧紧 扭矩值
10
其他检查项目
备注
检查人员:
检查日期:
地下连续墙预埋接驳器序号检查项目检查内容与标准检查数量合格数量检查结论相关整改措施备注材料钢筋连接直螺纹套筒必须为定型产品严禁私自加工
钢筋机械连接检查记录表
项目名 称:上
序号
1
检查项目 人员
检查内容与标准
施工部位: 地下连续墙
检查数量 合格数量 检查结论 相关整改措施
加工丝头操作工人是否经专业技术培训,持 有上岗证书,人员是否相对稳定。
直螺纹机械连接力矩检测记录

直螺纹机械连接力矩检测记录开口非数显式力矩扳手多功能型数显力矩扳手直螺纹机械连接力矩检测记录工程名称:日期:部位规格型号检测数值合格数不合格数不合格率√╳√√√√√√√√检查意见复查情况检查意见复查情况机械连接接头拧紧力矩标准钢筋直径(mm)≤1618-2022-2528-3236-40拧紧力矩值(N.m)100200260320360钢筋机械连接套筒标准钢筋规格(mm)≤161820222528外径不小于(mm)25-0.528-0.530-0.532-0.535-0.539-0.5长度不小于(mm)45-0.550-0.555-0.560-0.565-0.570-0.5JGJ107-2010规定螺纹接头应按同一施工条件下采用同一批材料的同等级、同型式同规格接头每500个为一批,不足500各也应为一批,抽取其中10%的接头进行拧紧力矩校核,不合格数超过被校核接头数的5%时,应重新拧紧全部接头,直至合格为止。
(判定标准:合格率)施工单位(章):监理单位(章):管理人员:检查人:扣件式钢管脚手架扣件拧紧力矩检查记录表工程名称:编号:施工部位检查时间拧紧力矩要求依据JGJ130-2011规范7.3.11条,GB50666-2011)规范4.4.8条,螺栓拧紧扭力矩不应小于40N·m,且不应大于65N·m;项次检查项目抽检数据合格数量不合格数量1 连接立杆与纵(横)向水平杆或剪刀撑的扣件;接长立杆。
纵向水平杆或剪刀撑的扣件2 连接横向水平杆与纵向水平杆的扣件(非主节点处)3 检查意见4 复查情况扣件拧紧抽样检查数目及质量判定标准(合格量)施工单位(章):监理单位(章):检查人:检查人:。
钢筋现场直螺纹接头质量检验记录
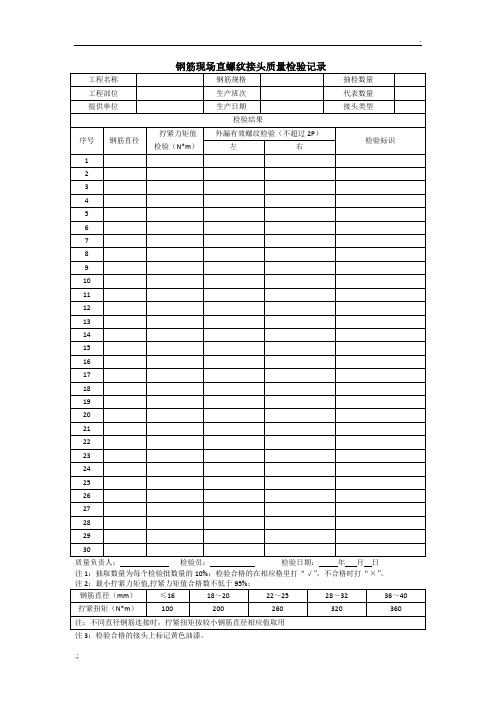
注1:抽取数量为每个检验批数量的10%;检验合格的在相应格里打“√”,不合格时打“×”。
注2:最小拧紧力矩值,拧紧力矩值合格数不低于95%;
钢筋直径(mm)
≤16
18~20
22~25
28~32
36~40
拧紧扭矩(N*m)
100
200
260
320
360
注:不同直径钢筋连接时,拧紧扭矩按较小钢筋直径相应值取用
钢筋现场直螺纹接头质量检验记录
工程名称
钢筋规格
抽检数量
工程部位
生产班次
代表数量
提供单位
生产日期接头类型检Fra bibliotek结果序号
钢筋直径
拧紧力矩值
检验(N*m)
外漏有效螺纹检验(不超过2P)
检验标识
左
右
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
质量负责人:检验员:检验日期:年月日
直螺纹连接检查表

质检员:监理员:日期:
注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×”。
质检员:监理员:日期:
注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×”。
质检员:监理员:日期:
质检员:监理员:日期:
质检员: 监理人员:日期:注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×
钢筋剥肋滚轧丝头质量检查记录表
质检员监理员:日期:注:1、按每批加工钢筋丝头的10%抽检; 2、“丝头长度”、“螺纹直径”、“完整丝扣圈数”即
钢筋剥肋滚轧丝头质量检查记录表
质检员:监理员:日期
注:1、按每批加工钢筋丝头的10%抽检; 2、“丝头长度”、“螺纹直径”、“完整丝扣圈数”即。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质检员:监理员:日期:
注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×”。
质检员:监理员:日期:
注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×”。
质检员:监理员:日期:
质检员:监理员:日期:
质检员: 监理人员:日期:注:1、按每批接头的10%抽检;
2、“完整外露丝扣不应超过2扣”、“拧紧情况”、“检验结论”:合格“∨”;不合格“×
钢筋剥肋滚轧丝头质量检查记录表
质检员监理员:日期:注:1、按每批加工钢筋丝头的10%抽检; 2、“丝头长度”、“螺纹直径”、“完整丝扣圈数”即
钢筋剥肋滚轧丝头质量检查记录表
质检员:监理员:日期
注:1、按每批加工钢筋丝头的10%抽检; 2、“丝头长度”、“螺纹直径”、“完整丝扣圈数”即。