表面粗糙度培训
表面粗糙度的培训PPT演示课件

図1:
有关表面粗糙度的指示记号、对面的指示 记号、表面粗度值、截止値及基准长度、 加工方法、加工方向的记号、表面弯曲等 如图1所示位置配置表示。
図1 各指示記号的記入位置 a : Ra値 b : 加工方法 c : 截止値・评价长度 c': 基准长度・评价长度 d : 加工所产生的料纹方向代号 f : Ra以外的参数(tp的时候、参数/切断标准)
廓线上的点与基准线之间距离绝对值的算术 平均值。 2).微观不平度十点高度Rz
指在取样长度内5个最大轮廓峰高的平均 值和5个最大轮廓谷深的平均值之和。 3).轮廓最大高度Ry
在取样长度内,轮廓最高峰顶线和最低谷 底线之间的距离。
•3
5、图纸上粗糙度专业术语介绍(1):
面的指示記号,表面可以用任何方法获取
2、粗糙度定义:
零件表面经过加工后,看起来很光滑,经放大 观察却是凹凸不平,表面精糙度是指加工后的 零件表面上具有的较小间距和微小峰谷所组成 的微观几何形状特征,一般是由所采取的加工 方法和(或)其他因素形成的。零件表面的功用 不同,需的表面粗糙度参数值也不一样。零件 图上要标注表面粗糙度代号,用以说明该表面 完工须达到的表面特性。表面粗糙度高度参数 有3种方式,具体请见下面的详细介绍吧。
0.4~1.6
二次精加工
∇∇∇∇:
0.012~0.20
精密精加工
•8
10、Ra、Ry、 Rz值的对应关系: (単位μm)
最大高度Ry的区分値 十点平均粗度Rzの区分値
0.1S 0.2S 0.3S 0.8S 1.6S 3.2S 6.3S 12.5S 25S 50S参数测量 值,例如 柯尼卡美 能达客户 图纸等
•1
3、粗糙度常见的3个参数值的介绍
各国粗糙度对照表培训讲学
罗马尼亚
Ra
Rz
Rmax
瑞士
澳大利亚
Ra
Ra
丹麦
捷克
Ra
Ra
Rz
Rz
Rmax
Rmax
Ru
南斯拉夫
瑞典
Ra
Ra
Rz
Rz
Rmax
Rmax
K
tp
KB
新西兰
匈牙利
Ra
Ra
Rmax
Rt
芬兰
加拿大
Ra
Ra
Rz
Rmax
保加利亚
Ra
Rz
Rmax
阿根廷
hm
荷兰
Ra
西班牙
hm
各国粗糙度对照表
中美表面粗糙度对照表
中国旧标准(光洁度)
中国新标准(粗糙度)Ra
美国标准(微米)Ra
美国标准(微英寸)Ra
▽4
6.3
8.00
320
6.30
250
▽5
3.2
5.00
200
4.00
160
3.20
125
▽6
1.6
2.50
100
2.00
80
1.60
63
▽7
0.8
1.25
50
1.00
40
0.80
32
▽8
0.4
0.63
25
0.50
20
0.40
16
1微英寸=0.0254微米,1微米=39.4微英寸
序号
中国新标准
(粗糙度)Ra
中国旧标准
(光洁度)
美国标准
(微米)Ra
美国标准
表面粗糙度培训课件.
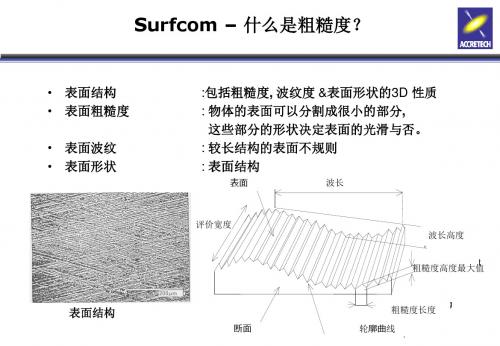
顶峰
粗糙度曲线 R
平均线
取样长度 lr = Cutoffλc
谷底 lr lr lr lr
评价长度 ln = n× lr (n: 标准5)
前预备长度 lp (λc/2)
轨迹长度 Lt = Lp + Ln + Lp
后预备长度 lp (λc/2)
Surfcom – 基本 参数
ISO 4287:’97/JISB0601:’01
打印纸
高速旋转
齿轮,轴承
Rp,Rz,Et,RSm
ISO 规定的粗糙度结构标准
Std.No. ISO1302:’02 描述 GPS- 指出表面结构的 技术产品文件
JPN Std. JISB0031:’03 JIS B0601:’01 JISB0633:’01 JIS B0631:’00 JIS B06711 :’02
RSm PSm 形状元素的平均长度 WSm
评价长度中轮廓曲线要素的长度 Xs 的平均 1 m RSm, PSm, WSm = ── ∑ Xsi m I=1
Xs1 Xs2 Xs3 Xsi Xsm
评价长度 lr
Surfcom – 为何有如此多的参数?
两个表面都表现出了相同的 Ra 和 Rz
Rz
A
B
表面的结构完全不同 但传统参数 (Ra, Rz) 仍表现出相同值
测量剖面曲线
剖面曲线 P
P-参数
形状偏差曲线 (粗糙度曲线的平均线)
λs 轮廓曲线滤波器 λc 轮廓曲线滤波器 λf 轮廓曲线滤波器
测针歪斜 、杂音
100%
粗糙度曲线 R R-参数
粗糙度曲线
滤波波纹曲线W
W-参数 波纹度曲线
振幅传达率
表面结构(粗糙度)新国标的培训资料
得,如通过机械加工获得的表面(见图 2)。 ② 不允许去除材料的图形符号 在基本图形符号上加一个圆圈,表示指定表面是用不去除材料方法
获得,如图 3所示。
1.3 完整图形符号 当要求标注表面结构特征的补充信息时,应在如图 1 ~图 3所示的
符号
意 义及说明 用任何方法获得的表面 (单独使用无意义)
用去除材料的方法获得的表面
用不去除材料的方法获得的表面
横线上用于标注有关参数和说明
表示所有表面具有相同的表面粗糙 度要求
2.表面结构完整图形符号的组成 表面结构完整图形符号由标注的表面结构和参数以及标注的补充
要求组成,补充要求包括传输带、取样长度、加工工艺、表面纹理及 方向、加工余量等。
4.2 表面结构的标注示例 4.2.1 标注在轮廓线上或指引线上
表面结构要求可标注在轮廓线上,其符号应从材料外指向并接触 表面。必要时,表面结构符号也可用带箭头或黑点的指引线引出标注 (见图 8、图 9)。
4.2.2 标注在特征尺寸的尺寸线上 在不致引起误解时,表面结构要求可以标注在给定的尺寸线上(见
图形符号的长边上加一横线(见图 4)。
1.4 工件轮廓各表面的图形符号 当在图样某个视图上构成封闭轮廓的各表面有相同的表面结构要求
时,应在图 4的完整图形符号上加一圆圈,标注在图样中工件的封闭轮 廓线上,如图 5所示。如果标注会引起歧义时,各表面应分别标注。
1.5 表面结构(粗糙度)符号的尺寸及说明
表面结构(粗糙度)符号的尺寸 基本符号:
H2 H1
60° 60°
H1 ≈1.4h H2=2 H1 h —— 字高
机械加工表面质量加工培训教材PPT85页课件
1. 磨削用量对表面粗糙度值的影响
*
2. 非几何因素
(1)工件材料的影响
韧性材料:工件材料韧性愈好,金属塑性变形愈大,加工表面愈粗糙。故对中碳钢和低碳钢材料的工件,为改善切削性能,减小表面粗糙度,常在粗加工或精加工前安排正火或调质处理。 脆性材料:加工脆性材料时,其切削呈碎粒状,由于切屑的崩碎而在加工表面留下许多麻点,使表面粗糙。
砂轮硬度。太硬,磨粒脱落↓,表面粗糙度增大;太软,磨粒脱落↑,使表面粗糙度值增大。硬度合适、自励性好↑→Ra↓ 砂轮组织。紧密组织在精密磨获得高精度和较小的表面粗糙度值;疏松组织不易堵塞。
砂轮材料。氧化物(刚玉)砂轮磨钢类零件;碳化物(碳化硅、碳化硼)砂轮磨铸铁、硬质合金等;高硬材料(人造金刚石、立方氮化硼)砂轮可获极小表面粗糙度值,成本高。 磨削液。
(4)其它因素的影响
此外,合理使用冷却润滑液,适当增大刀具的前角,提高刀具的刃磨质量等,均能有效地减小表面粗糙度值。振动
(3)进给量的影响
减小进给量f固然可以减小表面粗糙度值,但进给量过小,表面粗糙度会有增大的趋势。
*
影响切削加工表面粗糙度的因素
刀具几何形状
*
(2)切削速度的影响
加工塑性材料时,切削速度对表面粗糙度的影响(对积屑瘤和鳞刺的影响)。加工脆性材料,切削速度影响不大。 此外,切削速度越高,塑性变形越不充分,表面粗糙度值越小 选择低速宽刀精切和高速精切,可以得到较小的表面粗糙度。
表面粗糙度培训教材(东京精密)

λ =h σ
σ: 复合粗糙度
σ = Rq12 + Rq22
Large roughness
Wear or damage
油膜 & 粗糙度 9
滑动摩擦力 & 粗糙度
• 滑动表面接触在少数微小的点上
■ 巨大的应力 ■ 支撑在接触点上 ■ 滑行运动在两表面间产生
摩擦力
■ 滑行轨道的特性 ● 提高硬度较少磨损 ● 降低 Rz以较少峰点间的应力集中度
Appearance area A
实际接触区域 ai
10
如何测量粗糙度?
1比较法 将被测表面与标有一定评定参数值的表面粗糙度样板比较 从判断被测表面的粗糙度。 2光切法 应用光切原理测量表面粗糙度的一种测量方法。按光切原 理制成的仪器叫做光切显微镜。这种方法用来测量Rz。 3干涉法 利用光波干涉原理测量表面粗糙度的一种方法。按干涉原 理制成的仪器叫做干涉显微镜,一般用来测量粗糙度值要 求低的表面 4针描法 接触式测量表面粗糙度的方法,最为常见。
Surfcom - 仪器结构
立柱
与工件竖直宽度垂直 Z轴
X轴
来回移动
驱动部
工件实表面
测针
放大器
测针顶端形状
θ rtip
θ= 60°(or 90°) r tip = 2μm (or 5,10μm)
工件
夹具 / 定位
测针 (Pickup)
LVDT (模拟) 测针压力 : 0.75mN
(测针顶端为0.2 μm)
粗糙度的参数
主要参数说明
间距参数
n
(1) S:轮廓单峰平均间距
S = ∑ Sn 1
(JIS B0601:’82)
n
i =1
车削加工培训资料

目 录
上一页
下一页
位置精度:是指零件表面(或轴心线)的实际位置相对与公 称位置的准确程度。
三、表面粗糙度:指在加工过程中,由于刀具的震动和在工件表 面的摩擦、切屑形成过程中的塑性变形以及从工件表面除去小块 金属等原因,而在被加工表面上形成的痕迹,也叫零件的表面微 观不平度。
目 录
上一页
下一页
二、工件上形成的表面: (1)已加工表面:指已经车去多余金属而形成的新表。 (2)待加工表面:指即将被切去金属层的表面。 (3)加工表面:指车刀车削刃正在车削的表面。
目 录 上一页 下一页
(三)进给量(f):指工件每转一转,车刀沿进给方向 移动的距离,是衡量进给运动大小的参数。 进给速度Vf指切削刃上选定点相对工件的进给运动的瞬时速度。 Vf=f.n (四)切削用量三要素选择原则: 粗车时,目的是尽快地从毛坯上切去大部分加工余量。在 机床动力、机床和工件刚性许可的情况下,尽可能选用较大的 背吃刀量,以减少走刀次数,提高生产效率。背吃刀量选定后, 再选取较大的进给量,最后选用合适的切削速度。 精车时,关键是保证要切的尺寸精度和表面粗糙度,常选 用较小的背吃刀量和进给量,采用较高的切削速度。
下一页
(二)常用刀具材料 切削刀具的材料有碳素工具钢、合金工具钢、高速钢、 硬质合金.目前车刀以高速钢和硬质合金用得最多。
常用刀具材料的主要性能和应用范围
种类 硬度 60~64HRC (81~83HRA) 60~65HRC (81~83.5HRA) 62~70HRC (82~87HRA) 热硬温度 /° C 抗弯强度 /10 MPa
前刀面 副切削刃 副后刀面 刀尖 主切削刃 主后刀面
目 录 上一页 下一页
(二) 确定刀具角度的辅助平面
表面粗糙度的测量方法
Ra、Rp、RSm、Rpk Rz、RΔa、RΔq、Rpc RΔa、RΔq、Rzjis、Rp
Rzjis、Rz、RΔa、RΔq、Rlr
Rv、负载曲线、Rmr、Rvk、Rδc、Mr2、RA2 Ra、Rv、Rvk、Rpc Rz
Rzjis、Rz、RΔa、RΔq、Rlr RΔq、Rq、Ra
Rp、负载曲线、Rmr、Rpk、Rsk Rz、Rv、Rvk
相应产品
参数示例
电镀面、虹面加工、雕花加工、各种镜面钢板
RΔq、Rq、Ra、Rku
封装、阀、阀门、气缸 薄膜、缎纹面、雕花评估、滚花
轴 / 轴承、离合器、薄膜、阀 块规、印刷电路板、
黏着面涂层衬底、电镀衬底
齿轮、门窗、孔 印刷用纸 轴承、齿轮 模具
透镜、镜头、棱镜 轴、轴承、活塞环、导轨
粗钢筋、曲轴、螺栓
光干涉法
● 可通过亚纳米的高度分辨率 (0.1 nm)测量大视野(多角) ● 测量时间短。
非接触式
采用焦点移动的图像合成法
● 角度特性佳 ● 测量时间短
共焦法
● 可通过亚纳米的高度分辨率(0.1 nm)进行测量 ● 角度特性佳 ● 高对比度图像的扩大观察
短处
● 样品表面会因测量力而留下瑕疵 ● 无法测量具有粘着性的样品 ● 无法测量比触针尖端半径还小的沟槽
如果凹凸越大,则该部分的手感越粗糙,光线也会发生漫反射现象,呈现出粗 糙的质感。反之,如果凹凸极小,则手感就会非常光滑,也会呈现光泽。
在表面粗糙度的测量中,可对该程度的凹凸进行数值化。因此,可对产品的手 感、质感或功能性等进行数值管理,使品质稳定。
铝切削面 铝磨损面
表面放大 3D 图像
表面放大 3D 图像
在图纸或产品技术信息的要求事项中指示基准长度时,将截断值 λc 设为所指示的基准长度。
粗糙度测量培训教案
粗糙度测量培训教案第一章:粗糙度测量概述1.1 粗糙度的定义和重要性1.2 粗糙度对产品性能的影响1.3 粗糙度的测量方法1.4 粗糙度测量的发展趋势第二章:粗糙度测量原理2.1 触针式粗糙度测量原理2.2 光束扫描式粗糙度测量原理2.3 激光散射式粗糙度测量原理2.4 超声波式粗糙度测量原理第三章:粗糙度测量仪器及操作3.1 粗糙度测量仪器概述3.2 粗糙度测量仪器的选择3.3 粗糙度测量仪器的操作步骤3.4 粗糙度测量仪器的维护与保养第四章:粗糙度测量参数及其选择4.1 粗糙度测量参数概述4.2 主要粗糙度测量参数4.3 粗糙度测量参数的选择与设定4.4 粗糙度测量参数的调整与优化第五章:粗糙度测量数据的处理与分析5.1 粗糙度测量数据的收集与记录5.2 粗糙度测量数据的处理方法5.3 粗糙度测量数据的分析与评价第六章:粗糙度测量实操训练6.1 实操训练目的与意义6.2 实操训练设备与工具6.3 实操训练步骤与要求6.4 实操训练注意事项第七章:不同材料粗糙度测量7.1 金属材料粗糙度测量7.2 非金属材料粗糙度测量7.3 复合材料粗糙度测量7.4 特殊材料粗糙度测量第八章:粗糙度测量在工业应用中的案例分析8.1 机械制造行业中的应用8.2 汽车制造行业中的应用8.3 电子制造行业中的应用8.4 其他行业中的应用第九章:粗糙度测量技术的创新与发展9.1 新型粗糙度测量技术介绍9.2 粗糙度测量技术的发展趋势9.3 粗糙度测量技术在未来的应用前景9.4 我国粗糙度测量技术的发展现状与展望第十章:粗糙度测量培训总结与考核10.1 培训课程总结10.2 粗糙度测量技能考核10.3 粗糙度测量知识问答10.4 优秀学员表彰与奖励重点和难点解析一、粗糙度测量概述难点解析:粗糙度的微观结构及其对产品性能的具体影响机制二、粗糙度测量原理难点解析:各种测量原理的物理基础和数学模型三、粗糙度测量仪器及操作难点解析:不同仪器的特点和适用范围,以及操作中的细节问题四、粗糙度测量参数及其选择难点解析:如何根据不同材料和表面特性选择合适的测量参数五、粗糙度测量数据的处理与分析难点解析:数据处理中的统计学和信号处理方法,以及分析评价的标准和技巧六、粗糙度测量实操训练难点解析:实操中可能遇到的问题及解决方案七、不同材料粗糙度测量难点解析:不同材料表面特性的差异及其对粗糙度测量的影响八、粗糙度测量在工业应用中的案例分析难点解析:如何根据粗糙度测量结果进行工艺优化和质量控制九、粗糙度测量技术的创新与发展难点解析:新技术的原理和应用前景,以及如何适应和应用这些新技术十、粗糙度测量培训总结与考核难点解析:如何评价和提高粗糙度测量技能及知识水平全文总结和概括:本教案全面覆盖了粗糙度测量的基本概念、原理、仪器操作、参数选择、数据处理、实操训练、应用案例、技术发展以及培训总结与考核等内容。
表面粗糙度

表面粗糙度1、表面粗糙度定义定义:加工表面上具有的间距很小的微小峰谷所形成的(微观几何形状特征)。
形成原因:①材料的塑性变形;②工艺系统的高频振动;③刀具与被加工材料之间的摩擦。
2、表面粗糙度测量和评定应规定(取样长度)、(评定长度)、(基准线)和(评定参数),且测量方向应(垂直)于表面的加工纹理方向。
3、取样长度目的用符号(lr )表示;目的是(限制、减弱)(波纹度、形状误差)对(测量结果)的影响。
4、评定长度目的用符号(ln )表示;目的是(限制、减弱)(表面加工不均匀性)对(测量结果)的影响;评定长度可以包含一个或几个取样长度;一般取5个取样长度。
5、基准线①轮廓算术平均中线;②轮廓最小二乘中线。
6、评定参数①轮廓算术平均偏差Ra;②轮廓最大高度Rz;③轮廓单元的平均宽度RSm;④轮廓支承长度率Rmr(c)。
7、标记含义①用去除材料的方法获得的表面粗糙度Ra的最大值为3.2μm ;②用去除材料的方法获得的表面粗糙度Ra最大值为3.2μm,最小值为1.6μm ;③用任何方法获得的表面粗糙度Ra的上限值为1.6μm ;④用去除材料的方法获得的表面粗糙度Ra上限值为6.3μm,下限值为3.2μm;⑤用不去除材料的方法获得的表面粗糙度Rz的上限值为200μm;⑥用去除材料的方法获得的表面粗糙度Rz上限值为6.3μm,Rz下限值为3.2μm。
8、①给定上限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,则认为合格。
②给定上限值和下限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,且小于下限值的个数少于总数的16%,则认为合格。
③给定最大值:整个被测表面上幅度参数所有的实测值皆不大于允许值,则认为合格。
④给定最大值和最小值:整个被测表面上幅度参数所有的实测值皆在最大与最小允许值范围内,才认为合格。
9、表面粗糙度的选用原则①在满足功能要求的前提下,尽量选用较大的粗糙度参数值。
粗糙度培训课件

原子力显微镜(AFM)
总结词
通过检测探针与样品表面间的微弱作用力来表征表面形貌。
详细描述
原子力显微镜(AFM)是一种高分辨率的表面形貌测量设备,其工作原理是通过 检测探针与样品表面间的微弱作用力来表征表面形貌。AFM可以在纳米尺度上对 样品表面进行无损、无污染的测量,广泛应用于材料科学、生物学等领域。
触针式仪器的针头磨损问题
触针式仪器针头磨损是常见的仪器问题,它会影响测量结果 的准确性和可靠性。
由于长时间使用或频繁接触粗糙表面,触针式仪器的针头容 易磨损。磨损的针头会导致测量结果失真,因此需要定期检 查和更换针头。为减少针头磨损,可以调整触针的施加压力 、选择更耐磨的针头材料或优化触针的结构设计。
人工智能与机器学习在粗糙度检测中的应用
01
02
03
深度学习算法
利用深度学习算法对粗糙 度图像进行自动识别和分 类,提高检测精度和效率 。
数据驱动模型
基于大量数据建立粗糙度 检测模型,通过机器学习 算法实现自适应调整和优 化。
智能传感器技术
将人工智能技术与传感器 技术相结合,实现实时、 在线、自动的粗糙度检测 。
用环境,保持清洁并稳定环境条件。
数据处理与分析中的误差来源
数据处理与分析过程中可能引入多种误差,如信号噪声、数据处理算法的误差等。
在获取表面粗糙度数据后,需要进行数据处理与分析以提取表面特征。在此过程中,数据采集的噪声、算法的不完善或人为 操作失误都可能导致误差的产生。为减小误差,可以采用数字滤波技术去除噪声、优化数据处理算法并提高操作人员的技能 水平。此外,对同一表面进行多次测量并取平均值也是一种减小误差的方法。
光干涉式仪器对环境的要求问题
光干涉式仪器对环境的要求较高,温度、湿 度和尘埃等因素都可能影响其测量精度。
公差配合基础知识培训(1)可修改文字
-0.025
轴 -0.041
二、尺寸公差基础知识
例1 已知轴
mm,孔 60 0.01 0.03
60
0.03 0
mm,求孔、轴的极限尺寸和公差。
公差基础知识培训
公差基础知识培训
一、公差与测量概述
二、尺寸公差基础知识
目
三、形位公差基础知识
录
四、表面粗糙度基础知识
五、测量技术基础知识
一、公差与测量概述
(一)互换性概述
1、什么叫互换性? (1)定义:
互换性是指同一规格的零件或部件,不需要任何挑选、 调整或附加修配(如钳工修配),就能直接装配,并能保证产 品使用要求的一种特性。
标准的含义:为在一定的范围内获得最佳秩序,对活动或结果规定的 共同的和重复使用的规则、导则或特性文件。它是实现互换性的基础。
2 . 标准化:现代化生产的特点是品种多、 规模大、 分工细、 协作多, 为使社会生产有序地进行,必须通过标准化使产品规格简化,使分散的、
局部的生产环节相互协调和统一。
标准化的含义:制定、颁布、实施标准的全部活动过程。
检验:是确定零件的几何参数是否在规定的极限范围内, 并作出合格性判断,而不必得出被测量的具体数值。
测量:是将被测量与作为计量单位的标准量进行比较,以 确定被测量的具体数值的过程。
意义:检测不仅用来评定产品质量,而且用于分析产生不 合格品的原因,及时调整生产,监督工艺过程,预防废品产生 。检测是机械制造的“眼睛”。产品质量的提高,除设计和加 工精度的提高外,往往更有赖于检测精度的提高。所以,合理 地确定公差与正确进行检测,是保证产品质量、实现互换性生 产的两个必不可少的条件和手段。
二、尺寸公差基础知识
(一) 尺寸的基本术语
表面粗糙度培训

调整切削参数
总结词
切削参数的调整是优化表面粗糙度的关键。
详细描述
通过调整切削速度、进给速度和切削深度等切削参数,可以控制切削过程中的切 削力和切削热,从而减小表面粗糙度。根据加工条件和要求,选择合适的切削参 数可以有效提高表面质量。
控制加工环境
总结词
加工环境的控制对表面粗糙度的影响不容忽视。
详细描述
详细描述
飞机和航天器的制造过程中,对 零部件的表面粗糙度有严格标准 ,以确保气动性能、减轻重量、 提高疲劳寿命等方面的要求。
电子制造业ຫໍສະໝຸດ 总结词在电子制造业中,表面粗糙度直接影 响产品的性能和可靠性。
详细描述
电子元器件的表面粗糙度需满足一定 的标准,以确保良好的电气性能、可 靠的封装和较长的使用寿命。
表面粗糙度。
02
表面粗糙度的影响因素
材料特性
01
02
03
硬度
材料的硬度直接影响切削 过程中的塑性变形程度, 硬度越高,切削后表面粗 糙度值越大。
韧性
材料的韧性决定了切削过 程中是否容易产生撕裂和 断裂,韧性越大,表面粗 糙度越差。
热导率
材料的热导率影响切削区 的温度分布,温度波动会 导致切削层表面出现微观 不平。
表面粗糙度对产品性能的影响
耐磨性
表面粗糙度会影响两个接触表面 的摩擦性质,从而影响耐磨性。 表面越粗糙,摩擦阻力越大,磨
损越快。
耐腐蚀性
表面粗糙度会影响表面的氧化和腐 蚀速率。表面越粗糙,氧化和腐蚀 速率越快,耐腐蚀性越差。
配合精度
表面粗糙度会影响配合表面的配合 精度。表面越粗糙,配合精度越低, 影响装配精度和使用性能。
手感。
THANKS
粗糙度培训课件

解决方案
采用先进的机械加工技术和表面处理方法 ,对产品表面进行优化处理。
06
粗糙度检测标准与规范解读
国家标准及行业标准介绍
国家标准定义
01
国家标准是由国家机构通过一定的程序制定的,用于规范行业
行为的准则。
行业标准定义
02
行业标准是由行业协会或组织制定的,用于指导行业内企业行
为的准则。
粗糙度检测的国家标准与行业标准
表面粗糙度测量仪
表面粗糙度测量仪是一种用于测量物体表面粗糙度的设备,通常由传感器、放大器 和记录器组成。
传感器用于接触物体表面并测量其粗糙度,放大器用于放大信号并记录测量结果。
表面粗糙度测量仪具有高精度、高稳定性和高可靠性,适用于各种材料和表面的粗 糙度测量。
轮廓仪
轮廓仪是一种用于测量物体表 面轮廓的设备,通常由传感器 、放大器和记录器组成。
零件,要求具有较高的表面粗糙度 。
效果评估
经过优化处理后,产品表面粗糙度得到显 著提高,满足使用要求。同时,生产效率 也得到了提高,降低了生产成本。
问题分析
原加工方法导致产品表面粗糙度不达标, 影响使用性能。
实施过程
选择合适的刀具、砂轮和抛光轮,调整切 削参数和磨削参数,进行多次试验和调整 。
用于记录测量结果。
光学轮廓仪具有非接触、高精度 和高分辨率等优点,适用于各种
材料和表面的轮廓测量。
04
粗糙度测量数据处理与分析
数据处理方法
平均法
拟合法
对一组数据取平均值,以消除随机误 差的影响。
将数据拟合为某种函数,以更好地描 述数据分布规律。
滤波法
通过设置滤波器,对数据进行平滑处 理,以减少随机误差。
粗糙度培训
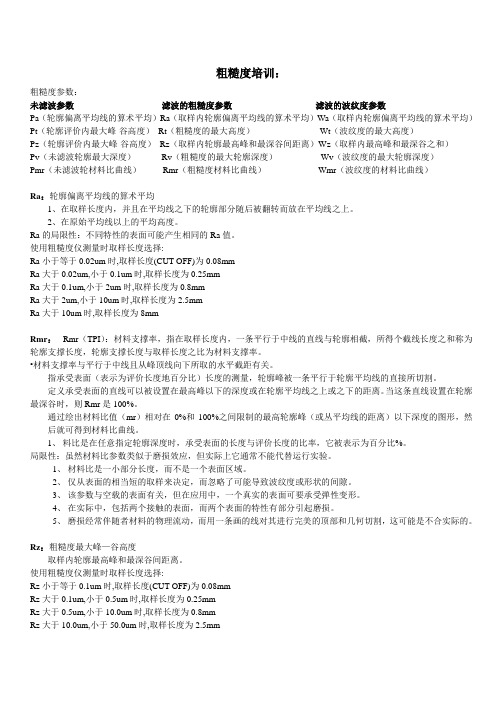
粗糙度培训:粗糙度参数:未滤波参数滤波的粗糙度参数滤波的波纹度参数Pa(轮廓偏离平均线的算术平均)Ra(取样内轮廓偏离平均线的算术平均)Wa(取样内轮廓偏离平均线的算术平均)Pt(轮廓评价内最大峰-谷高度)Rt(粗糙度的最大高度)Wt(波纹度的最大高度)Pz(轮廓评价内最大峰-谷高度)Rz(取样内轮廓最高峰和最深谷间距离)Wz(取样内最高峰和最深谷之和)Pv(未滤波轮廓最大深度)Rv(粗糙度的最大轮廓深度)Wv(波纹度的最大轮廓深度)Pmr(未滤波轮材料比曲线)Rmr(粗糙度材料比曲线)Wmr(波纹度的材料比曲线)Ra:轮廓偏离平均线的算术平均1、在取样长度内,并且在平均线之下的轮廓部分随后被翻转而放在平均线之上。
2、在原始平均线以上的平均高度。
Ra的局限性:不同特性的表面可能产生相同的Ra值。
使用粗糙度仪测量时取样长度选择:Ra小于等于0.02um时,取样长度(CUT OFF)为0.08mmRa大于0.02um,小于0.1um时,取样长度为0.25mmRa大于0.1um,小于2um时,取样长度为0.8mmRa大于2um,小于10um时,取样长度为2.5mmRa大于10um时,取样长度为8mmRmr:Rmr(TPI):材料支撑率,指在取样长度内,一条平行于中线的直线与轮廓相截,所得个截线长度之和称为轮廓支撑长度,轮廓支撑长度与取样长度之比为材料支撑率。
•材料支撑率与平行于中线且从峰顶线向下所取的水平截距有关。
指承受表面(表示为评价长度地百分比)长度的测量,轮廓峰被一条平行于轮廓平均线的直接所切割。
定义承受表面的直线可以被设置在最高峰以下的深度或在轮廓平均线之上或之下的距离。
当这条直线设置在轮廓最深谷时,则Rmr是100%。
通过绘出材料比值(mr)相对在0%和100%之间限制的最高轮廓峰(或丛平均线的距离)以下深度的图形,然后就可得到材料比曲线。
1、料比是在任意指定轮廓深度时,承受表面的长度与评价长度的比率,它被表示为百分比%。
公差配合培训用

上偏差 = 50.008 - 50 = 0.008 下偏差 = 49.992 – 50 = -0.008 公差 = 50.008-49.992 = 0.016 或 = 0.008-(-0.008) =0.016
22
❖ 零线:在公差带图(公差与配合图解)中确定偏差 的一条基准直线,即零偏差线。通常以零线表示 基本 尺寸。
3.2 1.6
用去除材料的方法获得的表面, Ra的上限值为3.2m,
下限值为1.6m。
Ry3.2 用任何方法获得的表面, Ry的上限值为3.2m。
8
说明:
1)标注轮廓算术平均偏差Ra时,可省略符号Ra。
2)当标注上限值或上限值与下限值时,允许实测值中有 16%的测值超差。
3)当不允许任何实测值超差时,应在参数值的右侧加注 max或同时标注max和min。
27
标准公差 基本偏差
0
+ -
0 基本偏差
标准公差
基本尺寸
轴与孔的基本偏差代号用拉丁字母表示,大写为孔,小写 为轴,各有28个。其中H(h)的基本偏差为零,常作为基准 孔或基准轴的偏差代号。
28
A
B
+
EI
CCD D E EF F FG
零线
0-
G
H
J JS
K
M
N
P
R
S
T
UV
X
Y Z ZA ZB
ES
1、表面粗糙度的符号
b
a1
a2
c
ed
a1、a2——粗糙度高度参数代号及 其数值( μm );
b——加工要求、镀覆、表面处理 或其它说明等;