表面粗糙度培训课件
表面处理培训资料
• 操作人员需佩戴防护 眼镜、口罩、耳塞等 个人防护用品,避免 粉尘和噪音对眼睛和 耳朵造成伤害。
• 在通风良好的环境下 进行抛光作业,避免 有毒有害气体对人员 造成伤害。
• 使用高质量的抛光设 备和磨料,遵循正确 的操作方法,避免因 设备故障或操作不当 而引起意外事故。
其他表面处理安全操作规程
01
表面处理包括镀层、涂装、化学转化等,涉及多种方法和技 术,应用领域广泛。
表面处理的重要性
提高产品的耐蚀性和使用寿命
表面处理可以形成一层保护膜,防止产品与外界环境中的腐蚀介质接触,从而延长产品的使用寿命。
提高产品的美观度和品质
表面处理可以使产品表面光滑、美观,提高产品的外观质量和档次。
增强产品的功能性
抛光工艺流程
基体准备
去除基体表面的氧化膜、锈迹和油 脂等杂质。
粗磨
用粗磨轮对基体表面进行初步打磨 ,以去除多余的余量和毛刺等。
细磨
用细磨轮对基体表面进行精细打磨 ,以获得光滑平整的表面。
抛光
用抛光轮对基体表面进行抛光处理 ,以获得镜面般的光泽度。
防锈处理工艺流程
基体准备
酸洗
去除基体表面的氧化膜、油脂和污垢等杂质 ,以提高防锈层的附着力。
• 使用高质量的电源设 备和导线,避免电流 过大或导线过热而引 起火灾或触电事故。
• 电镀过程中产生的废 弃物需严格按照相关 规定进行分类、处理 和处置,避免对环境 和人员造成危害。
氧化安全操作规程
01
总结词
02
详细描述
03
详细描述
04
详细描述
05
详细描述
氧化处理使用的强酸强碱 和高温条件易导致人员和 设备损伤,需严格遵守安 全操作规程。
第五章-表面粗糙度--ppt课件精选全文完整版
ppt课件
31
极限判断规则及标注
(2) 最大规则
表面粗糙度参数的所有实测值均不得超过规定值。 在Ra(或Rz)后面标注“max”或“min”的标记
ppt课件
32
4、传输带和lr、ln的标注
① 传输带的标注
短滤波器—长滤波器 / Ra
(a) 标长—短滤波器
(b)标短滤波器“—” (c)标“—”长滤波器
0
Ra 1 n n i1
Zi
测得的 Ra 值越大,则表面越粗糙。Ra 参数能充分反映表面微观几何
形状高度方面的特征,一般用电动轮廓仪进行测量,因此是普遍采用
的评定参数。
ppt课件
17
2) 轮廓最大高度——Rz
轮廓最大高度是指在一个取样长度lr内,最大轮廓峰
高和最大轮廓谷深之和。
Rz=Rp+Rv
2
基本要求
1、正确理解表面粗糙度的含义。 2、了解表面粗糙度对零件功能的影响。 3、理解并掌握有关术语的定义。 4、理解并掌握表面粗糙度评定参数。 5、掌握幅度参数在图样上的标注方法。 6、掌握表面粗糙度的选用。
ppt课件
3
本章结构
第一节 第二节 第三节 第四节 第五节
概述 表面粗糙度的评定 表面粗糙度的标注 表面粗糙度的选择 表面粗糙度的测量
ppt课件
26
② 传输带和取样长
度的标注:传输
带是指两个滤波
器的截止波长值
之 间的波长范围
。长波滤波器的
截止波长值就是
取样长度lr。
表面粗糙度的单一要求标注示例
传输带的标注时,短波在前,长波在后,并用连字号“—”隔开。
在某些情况下,传输带的标注中,只标一个滤波器,也应保留连
表面粗糙度培训课件
f(x)的绝对值
Ra
轮廓线 f(x)
取样长度 l
波峰波谷高度
• 粗糙度曲线的最大峰高 : Rp
• 粗糙度曲线的最大谷深 : Rv
• 最大高度粗糙度
: Rz (Rp+Rv)
Rp Rz
Rv
取样长度 lr
• 平均最大高度粗糙度 • 最大高度粗糙度 • 粗糙度高度的总高度 • 剖面曲线的最大剖面高度
: Ry, RzDIN : Rzmax, RmaxDIN : Rt : Pt
・ 每个取样长度的 Rz JIS 的平均值
Rz1JIS
R
Rz2JIS
1 5
5 1
1 5
5 | Rz31JIS
Zp
5
| | Zv R1 z4JIS
|
Rz5JIS
Zp2nd
Zp1st
Zp2nd
Zp1st
Zp5th
Zp3rd
Zp4tZh p5th
ISO12085:’96
GPS- 表面结构: 评价轮廓的图形参数
JIS B0631:’00
ISO135651 :’96
GPS- 表面结构: 评价轮廓具有符合加工特征的表面,第 一部分: 滤波 、一般测量条件
JIS B06711 :’02
ISO135652 :’96
GPS- 表面结构:评价轮廓具有符合加工特征的表面,第 二部分: 用线性负荷曲线描述的高度
RSm PSm 形状元素的平均长度 WSm
评价长度中轮廓曲线要素的长度 Xs 的平均 1m
RSm, PSm, WSm = ── ∑ Xsi m I=1
Xs1 Xs2
Xs3
表面粗糙度标准ppt课件
精选ppt课件2021
❖ GB/T 3505-2000《 表面结构的术语、定义及参数 》 ❖ GB/T 1031-1995《表面粗糙度 参数及其数值》 ❖ GB/T 131-1993《机械制图 表面粗糙度符号、代号及其注法》
精选ppt课件2021
下一页 返回 2
4.1 概述
❖ 4.1.1 基本概念
❖ 零件表面不论是用机械加工方法还是用其他方法获得,都不可能是绝对 光洁平滑的,总会存在着由微小间距和微观峰谷组成的微小高低不平的 痕迹。这是一种微观几何形状误差,称为微观不平度。这种微观几何形 状误差可用表面粗糙度来表达,表面粗糙度越小,表面越光滑。因此, 表面粗糙度是评定零件表面质量的一项重要指标。
精选ppt课件2021
上一页 下一页 返回 11
4.2 表面粗糙度国家标准
❖ (9)在水平位置c上轮廓的实体材料长度Ml(c):即在一个给定水平位置
c上,用一条平行于中线的线与轮廓单元相截所得的各段截线长度之和,
如图4-5所示。
用公
式表示为
n
Mlc Mli i1
(4-1)
❖ c为轮廓水平截距,即轮廓的峰顶线和平行于它并与轮廓相交的截线之间
距(i=1,2,3…n)。
❖ Ra越大,则表面越粗糙。Ra能客观地反映表面微观几何形状的特性,但 因受到计量器具功能的限制,不能用作过于粗糙或太光滑表面的评定参 数。
表面粗糙度的培训PPT演示课件

図1:
有关表面粗糙度的指示记号、对面的指示 记号、表面粗度值、截止値及基准长度、 加工方法、加工方向的记号、表面弯曲等 如图1所示位置配置表示。
図1 各指示記号的記入位置 a : Ra値 b : 加工方法 c : 截止値・评价长度 c': 基准长度・评价长度 d : 加工所产生的料纹方向代号 f : Ra以外的参数(tp的时候、参数/切断标准)
廓线上的点与基准线之间距离绝对值的算术 平均值。 2).微观不平度十点高度Rz
指在取样长度内5个最大轮廓峰高的平均 值和5个最大轮廓谷深的平均值之和。 3).轮廓最大高度Ry
在取样长度内,轮廓最高峰顶线和最低谷 底线之间的距离。
•3
5、图纸上粗糙度专业术语介绍(1):
面的指示記号,表面可以用任何方法获取
2、粗糙度定义:
零件表面经过加工后,看起来很光滑,经放大 观察却是凹凸不平,表面精糙度是指加工后的 零件表面上具有的较小间距和微小峰谷所组成 的微观几何形状特征,一般是由所采取的加工 方法和(或)其他因素形成的。零件表面的功用 不同,需的表面粗糙度参数值也不一样。零件 图上要标注表面粗糙度代号,用以说明该表面 完工须达到的表面特性。表面粗糙度高度参数 有3种方式,具体请见下面的详细介绍吧。
0.4~1.6
二次精加工
∇∇∇∇:
0.012~0.20
精密精加工
•8
10、Ra、Ry、 Rz值的对应关系: (単位μm)
最大高度Ry的区分値 十点平均粗度Rzの区分値
0.1S 0.2S 0.3S 0.8S 1.6S 3.2S 6.3S 12.5S 25S 50S参数测量 值,例如 柯尼卡美 能达客户 图纸等
•1
3、粗糙度常见的3个参数值的介绍
粗糙度知识培训
二、表面粗糙度的评定
• C. Ry:轮廓最大高度 • 定义:指取样长度内,被测轮廓的峰顶线 和轮廓谷底线之间的距离。
二、表面粗糙度的评定
• 2.间距特性参数 • A. Sm:轮廓微观不平度的平均间距:含有 一个轮廓峰和相邻轮廓谷的一段中线长度, 称为轮廓微观不平度的间距。在取样长度 内微观不平度的平均值称为Sm。
标准的滤波器截取长度是: 公制: 0.0025mm , 0.008mm , 0.025mm , 0.08mm , 0.25mm , 0.8mm , 2.5mm,8.0mm,25.0mm。 • 所选滤波器的波长影响滤波数据。
滤波的粗糙度参数
• • • • •
Ra(取样内轮廓偏离平均线的算术平均) Rt(粗糙度的最大高度) Rz(取样内轮廓最高峰和最深谷间距离) Rv(粗糙度的最大轮廓深度) Rmr(粗糙度材料比曲线)
粗糙度知识培训
未滤波参数
• • • • • •
未滤波参数 Pa(轮廓偏离平均线的算术平均) Pt(轮廓评价内最大峰-谷高度) Pz(轮廓评价内最大峰-谷高度) Pv(未滤波轮廓最大深度) Pmr(未滤波轮材料比曲线)
滤波的波纹度参数
• • • • • Wa(取样内轮廓偏离平均线的算术平均) Wt(波纹度的最大高度) Wz(取样内最高峰和最深谷之和) Wv(波纹度的最大轮廓深度) Wmr(波纹度的材料比源自线)在发动机上的实际应用效果
2、降低了发动机的机油耗量。 由于缸孔几何形状精度及表面质量的提 高,再加上活塞结构的改进,使发动机机 油耗量与燃油消耗量的比值由0.25%~ 0.50%降到0.15%。 3、发动机额定功率提高3.4%,最大扭矩提 高2.9%
缸孔表面粗糙度的评定
• 缸孔相关珩磨参数要求
各国粗糙度对照表培训讲学
罗马尼亚
Ra
Rz
Rmax
瑞士
澳大利亚
Ra
Ra
丹麦
捷克
Ra
Ra
Rz
Rz
Rmax
Rmax
Ru
南斯拉夫
瑞典
Ra
Ra
Rz
Rz
Rmax
Rmax
K
tp
KB
新西兰
匈牙利
Ra
Ra
Rmax
Rt
芬兰
加拿大
Ra
Ra
Rz
Rmax
保加利亚
Ra
Rz
Rmax
阿根廷
hm
荷兰
Ra
西班牙
hm
各国粗糙度对照表
中美表面粗糙度对照表
中国旧标准(光洁度)
中国新标准(粗糙度)Ra
美国标准(微米)Ra
美国标准(微英寸)Ra
▽4
6.3
8.00
320
6.30
250
▽5
3.2
5.00
200
4.00
160
3.20
125
▽6
1.6
2.50
100
2.00
80
1.60
63
▽7
0.8
1.25
50
1.00
40
0.80
32
▽8
0.4
0.63
25
0.50
20
0.40
16
1微英寸=0.0254微米,1微米=39.4微英寸
序号
中国新标准
(粗糙度)Ra
中国旧标准
(光洁度)
美国标准
(微米)Ra
美国标准
机械加工表面质量加工培训教材PPT85页课件
1. 磨削用量对表面粗糙度值的影响
*
2. 非几何因素
(1)工件材料的影响
韧性材料:工件材料韧性愈好,金属塑性变形愈大,加工表面愈粗糙。故对中碳钢和低碳钢材料的工件,为改善切削性能,减小表面粗糙度,常在粗加工或精加工前安排正火或调质处理。 脆性材料:加工脆性材料时,其切削呈碎粒状,由于切屑的崩碎而在加工表面留下许多麻点,使表面粗糙。
砂轮硬度。太硬,磨粒脱落↓,表面粗糙度增大;太软,磨粒脱落↑,使表面粗糙度值增大。硬度合适、自励性好↑→Ra↓ 砂轮组织。紧密组织在精密磨获得高精度和较小的表面粗糙度值;疏松组织不易堵塞。
砂轮材料。氧化物(刚玉)砂轮磨钢类零件;碳化物(碳化硅、碳化硼)砂轮磨铸铁、硬质合金等;高硬材料(人造金刚石、立方氮化硼)砂轮可获极小表面粗糙度值,成本高。 磨削液。
(4)其它因素的影响
此外,合理使用冷却润滑液,适当增大刀具的前角,提高刀具的刃磨质量等,均能有效地减小表面粗糙度值。振动
(3)进给量的影响
减小进给量f固然可以减小表面粗糙度值,但进给量过小,表面粗糙度会有增大的趋势。
*
影响切削加工表面粗糙度的因素
刀具几何形状
*
(2)切削速度的影响
加工塑性材料时,切削速度对表面粗糙度的影响(对积屑瘤和鳞刺的影响)。加工脆性材料,切削速度影响不大。 此外,切削速度越高,塑性变形越不充分,表面粗糙度值越小 选择低速宽刀精切和高速精切,可以得到较小的表面粗糙度。
ppt课件-第五章-表面粗糙度精选全文完整版
三 在图样和其他技术产品文件中的注法
按照国家标准的规定,表面结构的注写和读取方向与尺 寸的注写和读取方向一致,可以标注在轮廓线上,其符号 应从材料外指向并接触表面。必要时,表面粗糙度符号也 可以用带箭头或黑点的指引线因出标注,如教材图5-17、 5-18所示。
在不致引起误解时,表面结构要求可以标注在给定 的尺寸线上,见图5-19;也可以标注在形位公差框格 的上方,见图5-20。
0.020
0.20
2.0
0.002
0.025
0.25
2.5
0.003
0.032
0.32
3.2
0.004
0.040
0.40
4.0
0.005
0.050
0.50
5.0
0.006
0.063
0.63
6.3
0.008
0.080
0.80
8.0
0.010
0.100
1.00
10.0
注:与表5-1注相同。
第三节 表面粗糙度标注
均偏差Ra]
(2) 在取样长度内,轮廓的纵坐标值y(x)绝对值
的
(3) 算术R平a 均1l 值0l y。(x)dx
Ra
1 n
n i1
yi
(2)微观不平度十点高度Rz[新国标:无]
在取样长度内五个最大的轮廓峰高的平均值与五
个最大轮廓谷深的平均值之和 。
式中
Rz 15(i51ypii51yvi)
800
0.100
1.00
10.0
100
1000
注:与表5-1注相同
表5-3 轮廓微观不平度的平均间距Sm和轮廓的单峰平均间距S的数值 mm
表面粗糙度培训教材(东京精密)

λ =h σ
σ: 复合粗糙度
σ = Rq12 + Rq22
Large roughness
Wear or damage
油膜 & 粗糙度 9
滑动摩擦力 & 粗糙度
• 滑动表面接触在少数微小的点上
■ 巨大的应力 ■ 支撑在接触点上 ■ 滑行运动在两表面间产生
摩擦力
■ 滑行轨道的特性 ● 提高硬度较少磨损 ● 降低 Rz以较少峰点间的应力集中度
Appearance area A
实际接触区域 ai
10
如何测量粗糙度?
1比较法 将被测表面与标有一定评定参数值的表面粗糙度样板比较 从判断被测表面的粗糙度。 2光切法 应用光切原理测量表面粗糙度的一种测量方法。按光切原 理制成的仪器叫做光切显微镜。这种方法用来测量Rz。 3干涉法 利用光波干涉原理测量表面粗糙度的一种方法。按干涉原 理制成的仪器叫做干涉显微镜,一般用来测量粗糙度值要 求低的表面 4针描法 接触式测量表面粗糙度的方法,最为常见。
Surfcom - 仪器结构
立柱
与工件竖直宽度垂直 Z轴
X轴
来回移动
驱动部
工件实表面
测针
放大器
测针顶端形状
θ rtip
θ= 60°(or 90°) r tip = 2μm (or 5,10μm)
工件
夹具 / 定位
测针 (Pickup)
LVDT (模拟) 测针压力 : 0.75mN
(测针顶端为0.2 μm)
粗糙度的参数
主要参数说明
间距参数
n
(1) S:轮廓单峰平均间距
S = ∑ Sn 1
(JIS B0601:’82)
n
i =1
《表面粗糙度培训》课件
表面粗糙度对疲劳强度的影响与材料、结构和应力集中等因素有关。在某些情况下,较小的表面粗糙度可以降低 应力集中程度,提高材料的疲劳强度。然而,过度追求光滑可能导致材料表面的晶体结构发生变化,影响疲劳性 能。因此,需要在保证疲劳强度的前提下合理选择表面粗糙度。
表面粗糙度对配合性质的影响
总结词
表面粗糙度对配合性质的影响主要体现在间 隙、过盈量、紧密度等方面。适当的表面粗 糙度可以提高配合性质,保证机械零件的正 常运转。
表面粗糙度的影响因素
切削参数
切削速度、进给量、切削深度等 。
刀具参数
刀具几何参数、刀具磨损等。
工件材料
硬度、韧性等。
加工方法
铣削、车削、磨削等。
表面粗糙度的测量方法
01 比较法
通过比较样块与被测表面的触 觉或视觉比较来确定表面粗糙 度。
02 光切法
利用光切显微镜观察表面微观 不平度,通过测量反射光的干 涉条纹数来评定表面粗糙度。
成本和提高经济效益具有重要意义。
详细描述
随着科技的发展,表面粗糙度的应用范围将越来越广 泛。
05
表面粗糙度的控制与优化
表面粗糙度的控制方法
工艺参数控制
通过调整加工过程中的切 削速度、进给量等工艺参
数,控制表面粗糙度。
刀具选择与刃磨
选用合适的刀具材料和刃 磨参数,确保刀具锋利, 减小切削力,降低表面粗
03 干涉法
利用光干涉原理,通过观察干 涉条纹的移动数量来评定表面 粗糙度。
0 触针法 4利用触针划过表面,测量其微
观不平度的峰谷深度来评定表 面粗糙度。
02
表面粗糙度与机械性能
表面粗糙度对耐磨性的影响
总结词
表面粗糙度对耐磨性的影响较大,粗糙度越大,磨损越快;反之,表面越光滑 ,耐磨性越好。
粗糙度培训
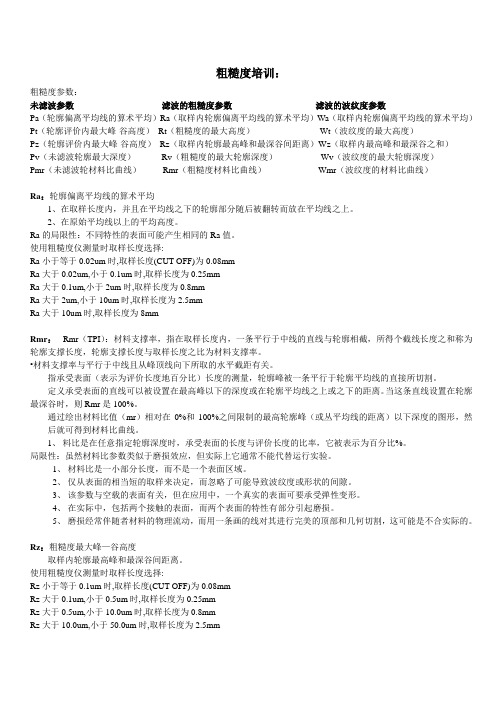
粗糙度培训:粗糙度参数:未滤波参数滤波的粗糙度参数滤波的波纹度参数Pa(轮廓偏离平均线的算术平均)Ra(取样内轮廓偏离平均线的算术平均)Wa(取样内轮廓偏离平均线的算术平均)Pt(轮廓评价内最大峰-谷高度)Rt(粗糙度的最大高度)Wt(波纹度的最大高度)Pz(轮廓评价内最大峰-谷高度)Rz(取样内轮廓最高峰和最深谷间距离)Wz(取样内最高峰和最深谷之和)Pv(未滤波轮廓最大深度)Rv(粗糙度的最大轮廓深度)Wv(波纹度的最大轮廓深度)Pmr(未滤波轮材料比曲线)Rmr(粗糙度材料比曲线)Wmr(波纹度的材料比曲线)Ra:轮廓偏离平均线的算术平均1、在取样长度内,并且在平均线之下的轮廓部分随后被翻转而放在平均线之上。
2、在原始平均线以上的平均高度。
Ra的局限性:不同特性的表面可能产生相同的Ra值。
使用粗糙度仪测量时取样长度选择:Ra小于等于0.02um时,取样长度(CUT OFF)为0.08mmRa大于0.02um,小于0.1um时,取样长度为0.25mmRa大于0.1um,小于2um时,取样长度为0.8mmRa大于2um,小于10um时,取样长度为2.5mmRa大于10um时,取样长度为8mmRmr:Rmr(TPI):材料支撑率,指在取样长度内,一条平行于中线的直线与轮廓相截,所得个截线长度之和称为轮廓支撑长度,轮廓支撑长度与取样长度之比为材料支撑率。
•材料支撑率与平行于中线且从峰顶线向下所取的水平截距有关。
指承受表面(表示为评价长度地百分比)长度的测量,轮廓峰被一条平行于轮廓平均线的直接所切割。
定义承受表面的直线可以被设置在最高峰以下的深度或在轮廓平均线之上或之下的距离。
当这条直线设置在轮廓最深谷时,则Rmr是100%。
通过绘出材料比值(mr)相对在0%和100%之间限制的最高轮廓峰(或丛平均线的距离)以下深度的图形,然后就可得到材料比曲线。
1、料比是在任意指定轮廓深度时,承受表面的长度与评价长度的比率,它被表示为百分比%。
表面粗糙度

表面粗糙度1、表面粗糙度定义定义:加工表面上具有的间距很小的微小峰谷所形成的(微观几何形状特征)。
形成原因:①材料的塑性变形;②工艺系统的高频振动;③刀具与被加工材料之间的摩擦。
2、表面粗糙度测量和评定应规定(取样长度)、(评定长度)、(基准线)和(评定参数),且测量方向应(垂直)于表面的加工纹理方向。
3、取样长度目的用符号(lr )表示;目的是(限制、减弱)(波纹度、形状误差)对(测量结果)的影响。
4、评定长度目的用符号(ln )表示;目的是(限制、减弱)(表面加工不均匀性)对(测量结果)的影响;评定长度可以包含一个或几个取样长度;一般取5个取样长度。
5、基准线①轮廓算术平均中线;②轮廓最小二乘中线。
6、评定参数①轮廓算术平均偏差Ra;②轮廓最大高度Rz;③轮廓单元的平均宽度RSm;④轮廓支承长度率Rmr(c)。
7、标记含义①用去除材料的方法获得的表面粗糙度Ra的最大值为3.2μm ;②用去除材料的方法获得的表面粗糙度Ra最大值为3.2μm,最小值为1.6μm ;③用任何方法获得的表面粗糙度Ra的上限值为1.6μm ;④用去除材料的方法获得的表面粗糙度Ra上限值为6.3μm,下限值为3.2μm;⑤用不去除材料的方法获得的表面粗糙度Rz的上限值为200μm;⑥用去除材料的方法获得的表面粗糙度Rz上限值为6.3μm,Rz下限值为3.2μm。
8、①给定上限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,则认为合格。
②给定上限值和下限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,且小于下限值的个数少于总数的16%,则认为合格。
③给定最大值:整个被测表面上幅度参数所有的实测值皆不大于允许值,则认为合格。
④给定最大值和最小值:整个被测表面上幅度参数所有的实测值皆在最大与最小允许值范围内,才认为合格。
9、表面粗糙度的选用原则①在满足功能要求的前提下,尽量选用较大的粗糙度参数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
功能 密封 打滑 磨损 润滑 附着力 黏合 剥落 外观 表面 光学 绝缘
表面粗糙度的功能 & 参数 1
描述 渗漏 表面滑动力 对承载波峰的磨损 润滑油在波谷沉积 贴合 适合于黏合的轮廓
从模具上取下模型
呈轻微反射 亮度
有明显的光反射
易潮湿
相关工作部件 阀体,水龙头,气缸
离合器 轴,轴承,滑块
打磨石 量块
测微计, 空气测微计
滚花刀具, 检查表面
打印纸 齿轮,轴承
参数 Rv,Rvk
Ra,Rz Rmr,Mr1,Ra Rmr,Mr1,Ra
Rz,Pt
Rz, Rp,Rpk
Rp,RΔq,RSm,Pc
Ra,Rv,Rvk,RSm,Pc
Rp,Rz,Et,RSm
ISO 规定的粗糙度结构标准
Std.No. ISO1302:’02
Ra,Rq,Rz,Rc,Rp,Rv,Rt RSm, R Δ q ,Rmr(c),Rδc, Rmr, 水平参数 所有参数都在直角的下方 可以标注详细信息.
高度方向的振幅平均参数
• 算术平均粗糙度 : Ra • 算术平均波纹度 : Wa
标准长度中 Z(x) 的绝对值的平均
Ra
1 l
l
| Z (x) | dx
R
Zp2nd
1 5
5
| Zp
1
Zp3rd
5
| | Zv 1Zp1st
|
Zp4th
Zv5th
Zv3rd
Zv4th Zv2nd 采样长度 L
Zv1st
RzJIS
表面结构参数: 10点粗糙度的平均值 - 2
• 10 点粗糙度的平均值 : Rz JIS94
・ 相位纠正粗糙度曲线
Surfcom – 负荷曲线
Ml(c)1
Ml(c)i
0%
c
Rt
评价长度 ln
100% 0%
100%
Rmr(c)
Rmr (c) = ─1─00─
m
∑ Ml(c)i (%)
ln i=1
作为切断水平C的函数所显示的轮廓曲线要素负荷长度率的曲线
Surfcom – 负荷曲线
A B C
由负荷曲线可以直观的看出表面的结构
→ 很难改变现状
Rmax '82 Rz'82 Ra'82
JIS’01
Sm'94 Rz'94 Ra'94-'01 Rz'01
目标 产品规格必须与全Rmax,Rz
RaJIS’82
March ‘03
新 ISO/JIS标准的要点
Item 滤波器 计算参数 取样长度 参数评价 轮廓参数 粗糙度参数
・ 每个取样长度的 Rz JIS 的平均值
Rz1JIS
R
Rz2JIS
1 5
5 1
1 5
5 | Rz31JIS
Zp
5
| | Zv R1 z4JIS
|
Rz5JIS
Zp2nd
Zp1st
Zp2nd
Zp1st
Zp5th
Zp3rd
Zp4tZh p5th
GPS –表面结构: 评价轮廓的接触式测针的校正
JIS B0670:’02
其他的表面结构的国家标准 •欧洲标准与 ISO相同 •美国标准为 ASME B46.1-’95; 几乎与 ISO相同
目前用户使用的标准调查
• 16% 使用 JIS’01 标准
• 40% 仍在使用 JIS’82 ▽▽, R,ax and Rz • 只有少数客户使用 JIS’01
Surface 功能& 参数2
功能 疲劳强度
描述
集中在槽的应力
电磁
粗糙度的表面性质
触点 R
热电阻
结合点硬度
接触式电阻
接触式热转换器
由微小接触引起的偏差
尺寸测量
结构 打印 振动
由粗糙度和应力引起的测量错 误
连接
合适的墨水 & 纸张 高速旋转
相关工作部件 曲柄轴
波导电磁核心
继电器,开关,触点 散热器
部分螺钉箝位
JISB06712 :’02
ISO135653 :’98
GPS-表面结构:评价轮廓具有符合加工特征的表面,第三 部分: 用概率曲线描述的高度
JIS B06713 :’02
ISO 关于测针的标准
Std.No.
描述
JPN Std.
ISO3204:`96 GPS –表面结构 : 评价轮廓的接触式测针仪器的标称特性 JISB0651-’01
表征
JISB0601:'82 JISB0601/0031:1994
JISB0601/0633:'01
2RC
1取样长度
根据评价长度的 同一工作台 复数平均值
Rmax、Rz
Ra
光洁度符号 S,Z,显示为 一个三角型符号
相位校正 λc 滤波器
评价长度 = 5 取样长度 根据评价长度的不同工作台
每个评价长度的测量值的平均
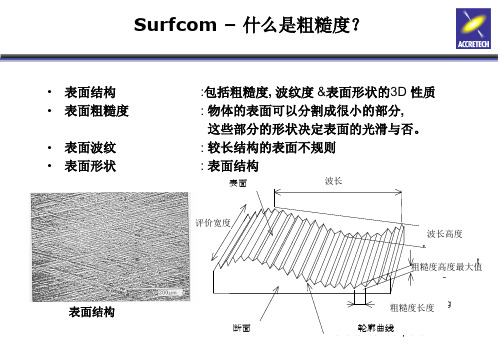
Surfcom – 什么是粗糙度?
• 表面结构 • 表面粗糙度 • 表面波纹 • 表面形状
表面结构
:包括粗糙度, 波纹度 &表面形状的3D 性质
: 物体的表面可以分割成很小的部分,
这些部分的形状决定表面的光滑与否。
: 较长结构的表面不规则
: 表面结构
S表ur面face
Wavin波es长s Spacing
表面结构参数 : 最大高度 - 3
• 最大高度 : Rz
JISB0601:’2001/ISO4287’96
・ 粗糙度曲线 ・对每个取样长度的计算
・ 使用16%法则或最大法则来评价 Rz1~Rz5
R Zp1 Zv 1 R R
Rz1
Zp1st Rz2
Zp1st Rz3
Zp1st Rz4
Zv2ndZv1st
Zv5th Zv4th Zv3rd
Zv2ndZv1st
Zv5th Zv4th Zv3rd
Zv2nd
采样长度 Lr1
Lr2
Lr3
Lr4
Lr5
Zv1st
评价长度 Ln
参数评价 : 16% 规则和最大规则
JIS B0633:’01/ISO4288:’96
测量标准长总数的 16%以下 → 不做评价认为合格
UL(Rz)
如果 “N=6” 可能包含以下情况
• In Rz1,Rz2・・・RzN (7≦N≦12)
超限的数目 ≦ 1 (≦16%)
0
f(x)的绝对值
Ra
轮廓线 f(x)
取样长度 l
波峰波谷高度
• 粗糙度曲线的最大峰高 : Rp
• 粗糙度曲线的最大谷深 : Rv
• 最大高度粗糙度
: Rz (Rp+Rv)
Rp Rz
Rv
取样长度 lr
• 平均最大高度粗糙度 • 最大高度粗糙度 • 粗糙度高度的总高度 • 剖面曲线的最大剖面高度
: Ry, RzDIN : Rzmax, RmaxDIN : Rt : Pt
表面结构参数 : 最大高度 - 1
最大高度 : Rmax
JISB0601-1982
・轮廓曲线 ・1 取样长度
・空间两条直线的对称线
= 最大谷底高度和最高峰值之和
R
Rmax
Zp 1 Zv 1 Zp1st
采样长度 L
Zv1st
表面结构参数 : 最大高度 - 2
• 最大高度 : Ry
JISB0601:’94
Zp3rd
Zp4th
ZpZ5tph2nd
Zp1st
Zp2nd
Zp3rd
Zp4tZh p5th
Zp3rdZp1stZp4thZp5thZp2nd
Zp1st Zp3rd
Zp4th
Zv5th Zv4th Zv3rd
Zv2ndZv1st
Zv5th Zv4th Zv3rd
Zv2ndZv1st
Zv5th Zv4th Zv3rd
采样长度数
标准 UL(Rz) 或 DIN 方法 0.7 UL(Rz)
Rz1
UL(Rz)
16%评价规则 • Rz1≦ (1.0 or 0.7)×UL (Upper limit)
• All of Rz1,Rz2,・・RzN(2≦N≦6) ≦ UL (Upper limit)
Rz1 Rz2
Rz3 Rz4 Rz5
ISO11562: `96
GPS –表面结构: 评价轮廓的相位修正滤波器计量特征 JISB0632-’01 ISO 关于校正的标准
Std.No.
ISO54361 :’00
描述
GPS –表面结构: 评价轮廓的 测量标准 第一部分: 材料测 量
JPN Std.
JISB06711:’02
ISO12179:’00
测针歪斜 、杂音
100%
50%
剖面曲线 P
P-参数
λc 轮廓曲线滤波器
粗糙度曲线 R R-参数
粗糙度曲线
形状偏差曲线 (粗糙度曲线的平均线)
λf 轮廓曲线滤波器
滤波波纹曲线W W-参数
波纹度曲线
振幅传达率
0
λs 滤波器(波长)
λc
波长λ
λf
粗糙度 – 术语
剖面曲线 P 平均线
顶峰
粗糙度曲线 R
平均线
・ 粗糙度曲线 ・每个评价长度的计算
・ 判定 Rz1~Rz5的平均值
Rz1
R 1
5
Zp1st Rz2