工序流转单模板
工序流转单模板
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
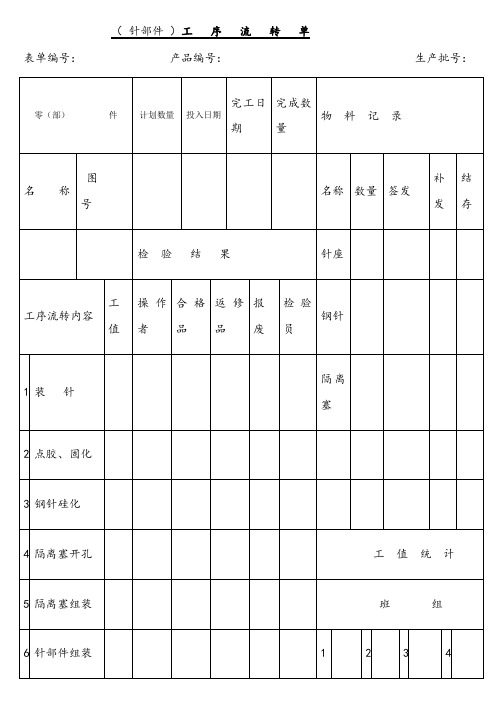
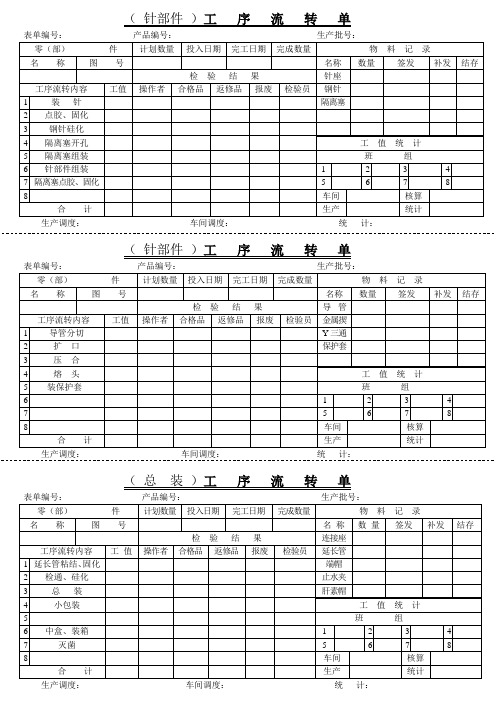
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
生产流转单范本

生产流转单范本1. 背景介绍生产流转单是一种用于记录和管理生产过程中物料、工序和人员的文件。
它记录了原材料的采购、加工过程中的每个步骤以及最终成品的交付情况。
通过使用生产流转单,企业可以实时跟踪生产进度,提高生产效率和质量。
2. 生产流转单的作用•追踪物料流动:生产流转单可以记录每个物料在生产过程中的流向,包括原材料采购、加工过程中的使用情况以及最终成品的出库情况。
这有助于企业实时掌握物料库存状况,避免因物料短缺或过剩而导致的生产延误或浪费。
•控制生产进度:通过填写生产流转单上的工序完成时间和负责人信息,管理者可以清楚地了解每个工序所需时间和责任人。
这有助于合理安排工人、机器和设备资源,确保生产进度按计划进行。
•提高产品质量:在每个工序完成后,相关责任人需要在生产流转单上签字确认。
这有助于确保每个工序的质量得到有效控制,及时发现和纠正问题,提高产品质量。
•提供生产数据支持:生产流转单记录了每个工序的开始时间、结束时间、所用物料和人员信息。
这些数据可以用于生产效率分析、成本控制和绩效评估等方面,帮助企业进行决策和优化。
3. 生产流转单的内容生产流转单的内容可以根据不同企业的需求进行调整和定制。
以下是一个常见的生产流转单范本的主要内容:3.1 生产流转单基本信息编号流转日期产品名称规格型号数量3.2 物料清单序号物料编号物料名称单位数量3.3 工序信息序号工序名称负责人开始时间结束时间3.4 质量检验记录在每个工序完成后,质量检验人员需要填写以下信息:序号工序名称质检人员检验结果备注3.5 签字确认每个工序完成后,相关责任人需要在生产流转单上签字确认。
序号工序名称负责人签字日期4. 使用注意事项•填写准确:在填写生产流转单时,需要确保所有信息准确无误。
特别是物料清单、工序信息和质量检验记录等关键信息,务必仔细核对和填写。
•及时更新:生产流转单应该随着生产过程的进行而及时更新。
相关责任人需要在每个工序完成后及时填写相应的信息,并在最终成品出库后完成整个流转单的填写。
工序流转单模板
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
针座
车间生产加工流转单

下料尺寸/规格/数量
车间生产工序流转单
设备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注
生产流转单

客户 工序 操作人员 1 加拿大 日期 订单名称 生产数量 合格 不合格 返工 报废 备注 支架 检验人员
焊接
2 3 4 操作人员 1 备注
清洗擦拭
2 3 4 操作人员 备注
冲压点
操作人员 备注
上螺丝
操作人员 备注
螺杆压点
操作人员 备注
装箱
注意事项 目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的
注意事项
目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的 损失,不计入工资范畴。
生产工序流转卡模板

产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
零部件生产工艺流转单
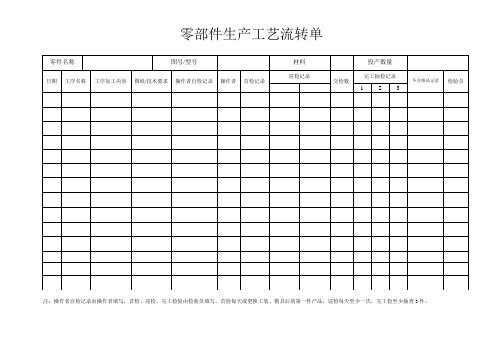
零件名称图号/型号材料投产数量
日期工序名称工序加工内容图纸/技术要求操作者自检记录操作者首检记录巡检记录
交检数
完工抽检记录
不合格品记录检验员
1 2 3
注:操作者自检记录由操作者填写,首检、巡检、完工检验由检验员填写,首检每天或更换工装、模具后的第一件产品,巡检每天至少一次,完工检至少抽查3件。
注:操作者自检记录由操作者填写,首检、巡检、完工检验由检验员填写,首检每天或更换工装、模具后的第一件产品,巡检每天至少一次,完工检至少抽查3件。
生产流转单
·镀铝来料预检 □合格 □其它 ·备注及质量记录:
·水洗执行时间月日
·完成米数 总计水洗完成米
水洗机长: 在线品检复核:
二次套胶
□4色机
□其它
·水洗来料预检 □合格 □其它·备注及质量记录:
·印版/设备预检 □合格 □其它
·套印车速米/分钟
·套胶完成时间月日
·原膜收缩率原版周长mm / 水洗后印面单版总长mm /收缩率%
套胶机长: 在线品检复核:
烘胶
□1号机
□2号机
·印刷/二次套胶来料预检 □合格 □其它 ·备注及质量记录:
·烘胶车速米/分 烘胶温度度
·烘胶时间月日 烘胶操作人: 在线品检复核:
完
成
分切
□卧式
□立式
·分切出成品小卷 总计(□个/□套);m2/ 换算得原膜米
·备注及质量记录:
·分切完成时间月日 分切机长:包装人:在线品检复核:
当班机长:
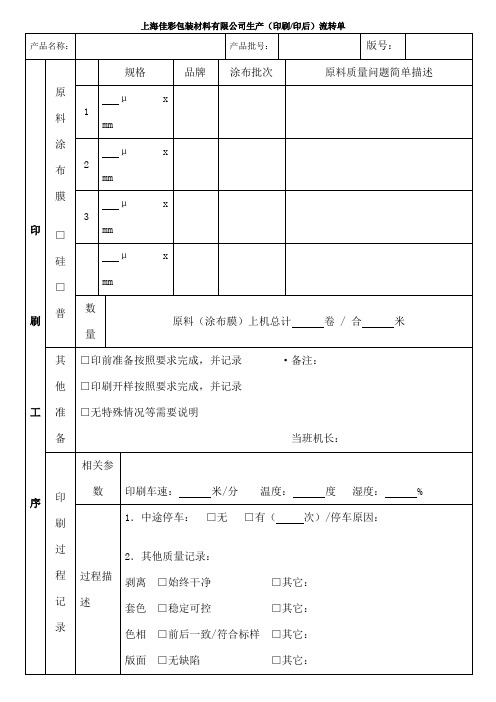
印刷
过程
记录
相关参数
印刷车速:米/分 温度:度 湿度:%
过程描述
1.中途停车: □无 □有(次)/停车原因:
2.其他质量记录:
剥离 □始终干净 □其它:
套色 □稳定可控 □其它:
色相 □前后一致/符合标样 □其它:
版面 □无缺陷 □其它:
·备注:
填报机长: 在线品检复核:
完成结果
设备:□8色 □4色 □6色
上海佳彩包装材料有限公司生产(印刷/印后)流转单
产品名称:
产品批号:
版号:
印刷Biblioteka 工序原料涂布膜
□硅
□普
规格
品牌
涂布批次
原料质量问题简单描述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总装
肝素帽
4
小包装
工值统计
5
班组
6
中盒、装箱
1
2
3
4
7
灭菌
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩口
保护套
3
压合
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
5
6