【工厂应用表格】工序流转单
工序流转单模板
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
线束车间工序流转单

线束车间工序流转单一、引言线束车间是汽车制造中非常重要的一个环节,线束是将各种电线和电缆绑扎成一束,用于连接汽车各个部件的电气系统。
为了保证线束的质量和生产效率,线束车间需要制定工序流转单来规范和管理生产流程。
本文将对线束车间工序流转单进行详细介绍,以帮助读者更好地了解和应用该文档。
二、工序流转单的定义和作用工序流转单是线束车间中用于记录和管理生产工序流转的重要文档。
它包含了每个工序的具体要求、操作步骤和所需材料等信息,以及工序之间的流转顺序和时间安排。
工序流转单的主要作用有以下几点:1. 引导操作:工序流转单指导操作人员按照规定的步骤进行生产,确保每个工序的正确执行,避免失误和疏漏。
2. 提高效率:通过合理安排工序流转顺序和时间,工序流转单可以优化生产流程,减少生产时间和资源的浪费,提高生产效率和产能。
3. 质量控制:工序流转单中详细记录了每个工序的质量要求和检验标准,有助于及时发现和纠正质量问题,确保生产出合格的线束产品。
4. 跟踪和追溯:工序流转单记录了线束的生产过程,可以追溯每个工序的执行情况和质量情况,为质量问题的追踪和处理提供依据。
5. 信息共享:工序流转单可以作为沟通和交流的工具,让相关人员了解线束生产的具体情况和要求,促进各个环节之间的协作和合作。
三、工序流转单的内容和要求1. 工序要求:工序流转单中首先要明确每个工序的具体要求,包括操作人员的技能要求、工具和设备的要求,以及所需材料和零部件的准备等。
这些要求需要根据实际生产情况和产品特性进行细化和调整,确保操作的准确性和可行性。
2. 操作步骤:工序流转单中详细描述了每个工序的操作步骤,包括操作的顺序、方法和注意事项等。
这些步骤应该简明扼要,语言准确清晰,以便操作人员能够准确理解和执行。
3. 质量要求:工序流转单中应该明确每个工序的质量要求和检验标准,包括尺寸、外观、电气性能等方面的要求。
这些要求应该精确明确,避免歧义和模糊,以便操作人员能够准确判断产品的质量。
泵业工序流转单
泵业工序流转单一、引言泵业工序流转单是泵业生产过程中必不可少的一环,它记录了泵产品从开始生产到最后交付的全过程,确保生产流程的顺畅和产品质量的稳定。
本文将详细介绍泵业工序流转单的内容和作用。
二、工序流转单的基本内容1. 产品信息:包括产品名称、型号、规格、数量等基本信息,以确保工序流转单与实际生产产品一致。
2. 工序编号:每个工序都有一个唯一的编号,用于标识不同的工序。
3. 工序名称:标明该工序的具体名称,如铸造、加工、装配等。
4. 工序要求:详细描述了该工序需要满足的技术要求和质量标准,以确保产品在该工序下的质量符合要求。
5. 工艺文件:包括工艺路线、工艺参数、工艺流程等详细信息,以指导工人按照正确的工艺进行生产。
6. 操作人员:记录了参与该工序的操作人员信息,以便追溯责任和及时沟通。
7. 开始时间和结束时间:记录了该工序的开始和结束时间,以监控生产进度和提高生产效率。
8. 检验记录:记录了该工序的质量检验结果,包括合格、不合格等情况,以确保产品质量符合标准。
9. 工序流转记录:记录了该工序的流转情况,包括上一道工序和下一道工序的信息,以确保工序之间的衔接顺畅。
三、工序流转单的作用1. 提高生产效率:工序流转单清晰地记录了每个工序的开始和结束时间,可以及时掌握生产进度,避免生产过程中的延误和浪费,提高生产效率。
2. 管理工艺流程:工序流转单详细描述了每个工序的工艺要求和工艺流程,可以对工艺进行标准化和规范化管理,确保产品质量的稳定性。
3. 追溯责任:通过记录操作人员和工序流转记录,可以追溯每个工序的责任人,及时发现和解决生产过程中的问题,并追究责任。
4. 提高产品质量:工序流转单中的工序要求和质量检验记录,可以及时发现和纠正生产过程中的质量问题,确保产品质量符合标准。
5. 优化生产安排:通过工序流转单的记录,可以对生产进度进行有效的安排和调整,避免生产过程中的拥堵和滞后,提高生产计划的准确性和灵活性。
工序转序单

产品名称
1
部件名称
பைடு நூலகம்
工序转序表
生产部门
接收部门
交接 数量
合格品 不合格 数量 数量
返工返修 数量
报废 数量
交送人
订单总数: 订单编号:
接收人
质检员
生产主管
生产日期: 产品名称: 交接时间
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
注意事项:
1.【产品信息】和【送检数量】由送交人或生产经理填写;【检验员】由质检员填写; 2. 填写内容必须清晰可读,模糊不清者,接收方和品质检验员有权不予受理并责令送检人重新提交; 3.【交接签名确认】由送交人与接收人当面清点数量、检查外观、结构及尺寸是否符合工艺要求,经品质检验后,三方签名落实;无论是何人送检,生产经理必须在交接完成后签名确认内容的真实性和准确性; 4. 本表由PMC与工艺资料和生产指令单一起下发至生产车间源头工序(焊接车间),各工序对数量的准确性和品质负责,最终包装入库后,本交接单由包装部收回交PMC存档。
备注
车间生产加工流转单

下料尺寸/规格/数量
车间生产工序流转单
设备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注
零部件生产工艺流转单
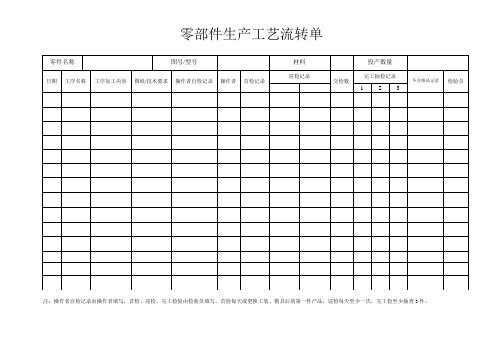
零件名称图号/型号材料投产数量
日期工序名称工序加工内容图纸/技术要求操作者自检记录操作者首检记录巡检记录
交检数
完工抽检记录
不合格品记录检验员
1 2 3
注:操作者自检记录由操作者填写,首检、巡检、完工检验由检验员填写,首检每天或更换工装、模具后的第一件产品,巡检每天至少一次,完工检至少抽查3件。
注:操作者自检记录由操作者填写,首检、巡检、完工检验由检验员填写,首检每天或更换工装、模具后的第一件产品,巡检每天至少一次,完工检至少抽查3件。
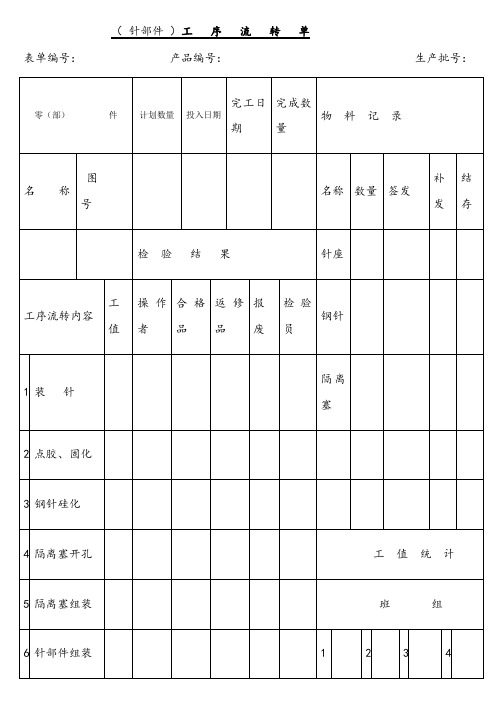
工序流转单模板

表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名 称
图 号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工
值
统
计
5
班
组
6
中盒、装箱
1
2
3
4
7
天菌
5
6
7
8
8
车间
核算生产调度:车间调度:统 计:
统
计
5
装保护套
班
组
6
12
3
4
7
56
7
8
8
车间
核算
合
计
生产
统计
生产调度:车间调度:统 计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)
件
计划数量
投入日期
完工日期
完成数量
物
料
记
录
名 称
图
号
名
称
数量
签发
工序移交单表格

工序移交单表格是一种用于管理生产过程中工序转换的工具。
记录了生产中的不同工序之间的转换,为企业生产管理提供了有效支持。
主要是记录工序的信息,包括工序名称、工序排布、交接部门和人员、转换日期等重要信息。
在复杂的生产过程中,可以提高生产效率、管理效率和流程效能,提升企业生产力。
一、起什么作用?1、提供了工序管理的唯一标准在生产过程中,企业需要涉及大量的工序,每个工序都有其独特性和特点。
如果没有相应的管理工具,很难在生产过程中进行有序转换,也难以确定不同工序之间的序列关系。
作为工序管理的标准,可以统筹规划所有工序,为生产提供有序转换的支持,同时也可以避免生产过程中的混乱和错误。
2、优化生产流程可以跟踪和记录生产过程中工序之间的转换,这在很大程度上有助于优化生产流程,并提高生产效率。
通过记录每个工序进行转换的时间和操作人员,企业可以使用数据分析来确定最佳生产流程,并且持续寻找提高效率和提高生产的方法。
3、提高管理效率通过可以追踪工序和转换,管理人员可以更好地了解生产进度和工序的情况,从而有效地监督工序转换,及时发现和处理错误。
此外,所有工序信息和转换记录都可以保存和归档,以供以后利用和查看。
二、怎么用?1、工序的维护和更新的基准在于工序,企业生产过程中的每个工序都应该清晰明确,在表格中进行维护和更新。
包括工序名称、工序排布、交接部门和人员、转换日期和时间等重要信息。
当工序规模变更或排布发生改变时,需要及时更新中的信息。
2、确定转换流程可以帮助企业明确生产过程中工序之间的转换流程,确定工序间的优先顺序,以及每个工序完成的时间点和控制要求。
转换流程除了要明确时间和内容,还需要描述每个工序的所需材料和工具,以及配合部门共同完成工作的要求。
3、记录和跟踪工序移交信息在转换工序时,需要在上指定接受方的部门和接受人。
同时,操作人员需要记录和跟踪每个工序的转换,包括时间、操作人员、工具和所需材料等信息。
这些资料是企业管理的重要参照,在重大事件发生时帮助企业更快的解决问题或调整工序。