油缸的抽芯力计算方法
油缸推拉力及运动速度计算
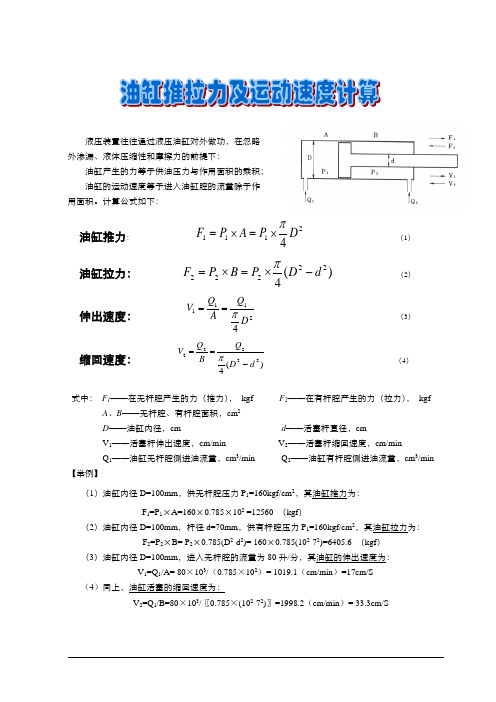
液压装置往往通过液压油缸对外做功,在忽略外渗漏、液体压缩性和摩擦力的前提下:油缸产生的力等于供油压力与作用面积的乘积;油缸的运动速度等于进入油缸腔的流量除于作用面积。
计算公式如下:油缸推力: (1)油缸拉力: (2) 伸出速度: (3)缩回速度:(4)式中: F 1——在无杆腔产生的力(推力), kgf F 2——在有杆腔产生的力(拉力), kgfA 、B ——无杆腔、有杆腔面积,cm 2D ——油缸内径,cm d ——活塞杆直径,cmV 1——活塞杆伸出速度,cm/min V 2——活塞杆缩回速度,cm/minQ 1——油缸无杆腔侧进油流量,cm 3/min Q 2——油缸有杆腔侧进油流量,cm 3/min【举例】(1)油缸内径D=100mm ,供无杆腔压力P 1=160kgf/cm 2,其油缸推力为: F 1=P 1×A=160×0.785×102 =12560 (kgf )(2)油缸内径D=100mm ,杆径d=70mm ,供有杆腔压力P 1=160kgf/cm 2,其油缸拉力为:F 2=P 2×B= P 2×0.785(D 2-d 2)= 160×0.785(102-72)=6405.6 (kgf )(3)油缸内径D=100mm ,进入无杆腔的流量为80升/分,其油缸的伸出速度为: V 1=Q 1/A= 80×103/(0.785×102)= 1019.1(cm/min )=17cm/S(4)同上,油缸活塞的缩回速度为:V 2=Q 1/B=80×103/〖0.785×(102-72)〗=1998.2(cm/min )= 33.3cm/S)(422222d D P B P F -⨯=⨯=π21114D P A P F π⨯=⨯=21114D Q A Q V ==)(422222d D Q B Q V -==。
油缸的抽芯力计算方法
油缸的抽芯力计算方法
下面是油缸抽芯力计算的一般方法:
1.确定工作状态:首先需要确定油缸的工作状态,包括活塞的直径、
工作压力以及活塞上端和下端液压腔的面积。
2.计算活塞面积:由于活塞圆柱体是一个圆柱形状,活塞上端和下端
液压腔的面积可以通过下述公式计算得到:
液压腔的面积=π*(活塞直径/2)^2
3.计算压力差:活塞上端和下端液压腔的液压力差会导致活塞移动。
压力差可以通过下述公式计算得到:
压力差=工作压力*液压腔面积
4.计算抽芯力:由于油压缸的特殊结构,抽芯力等于活塞上端液压腔
的有效面积乘以工作压力,即:
抽芯力=液压腔面积*工作压力
在实际应用中,还需要考虑到液压缸的摩擦力、密封阻力等因素对抽
芯力的影响。
这些因素通常会导致实际抽芯力小于计算值。
另外,还有一种常用的计算油缸抽芯力的方法是借助液压系统仿真软件,如MATLAB/Simulink、AMESim等。
通过建立油缸的数学模型,可以直
接计算油缸在不同工况下的抽芯力,并进行进一步的分析和优化。
总结起来,油缸抽芯力的计算方法包括确定工作状态、计算活塞面积、计算压力差以及计算抽芯力。
在实际设计和应用中,还需要考虑其他因素
对抽芯力的影响,并可以借助液压系统仿真软件进行计算和分析。
油缸出力计算
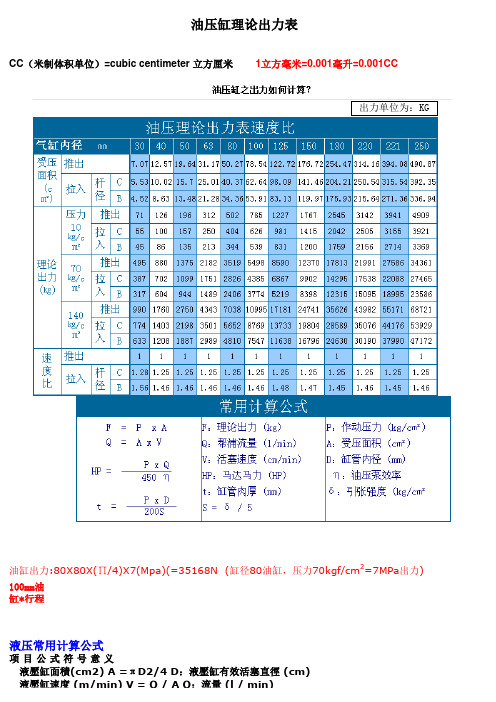
油压缸理论出力表CC(米制体积单位)=cubic centimeter 立方厘米 1立方毫米=0.001毫升=0.001CC出力单位为:KG油缸出力:80X80X(∏/4)X7(Mpa)(=35168N (缸径80油缸,压力70kgf/cm2=7MPa出力) 100mm油缸*行程100mm,缸体容积为:785ml (计算方法为:体积MM2/1000=容积毫升 ml)液压常用计算公式项目公式符号意义液壓缸面積(cm2) A =πD2/4 D:液壓缸有效活塞直徑 (cm)液壓缸速度 (m/min) V = Q / A Q:流量 (l / min)液壓缸需要的流量(l/min) Q=V×A/10=A×S/10t V:速度 (m/min)液壓缸面積(cm2) A =πD2/4 D:液壓缸有效活塞直徑 (cm)液壓缸速度 (m/min) V = Q / A Q:流量 (l / min)液壓缸需要的流量(l/min) Q=V×A/10=A×S/10t V:速度 (m/min)S:液壓缸行程 (m)t:時間(min)液壓缸出力(kgf) F = p × AF = (p × A)-(p×A)(有背壓存在時)p:壓力(kgf /cm2)泵或馬達流量(l/min) Q = q × n / 1000 q:泵或马达的幾何排量(cc/rev) n:转速(rpm)泵或馬達轉速(rpm) n = Q / q ×1000 Q:流量 (l / min)泵或馬達扭矩(N.m) T = q × p / 20π液壓泵所需功率 (kw) P = Q × p / 612管內流速(m/s) v = Q ×21.22 / d2 d:管內徑(mm)管內壓力降(kgf/cm2) △P=0.000698×USLQ/d4 U:油的黏度(cst)S:油的比重L:管的長度(m)Q:流量(l/min)d:管的內徑(cm)。
第七讲--油缸缸径选择
其中必须是F1-F2 < F油,所选择的油缸才能合格。
油缸的推力F1和注塑压力F的关系
图
-9-
LD 40X30
-10-
油缸倒退的原因分析及解决方案
油缸倒退的原因
油缸倒退的解决方案
备注
1 设计时没有准确计算所需油缸 设计师在选择油缸缸径时要严格计算,并且安全
缸径的大小。
系数选大些,最好增加反铲,保证注塑时不后退。
注塑压力F= 单位面积塑胶材料的注塑压力X滑块上胶位的投影面积 其中必须是推力F1>注塑压力F,所选择的油缸缸径才能合格。
-6-
FA D100 S=20MM
-7-
三、增加铲机的油缸抽滑块的设计标准及选用要求
下图是合模时利用油压和铲机的作用锁紧滑块进行注塑,注塑成型后、模具开模前,由油压的作用直接使 滑块沿运动方向运动,使之脱离倒扣。
如果锁紧装置主要是靠铲机来锁紧而不是靠油缸来锁紧的,那油缸缸径的选择就不必太大,只要能在开模 时能拉动滑块,合模时能推动滑块就可以了。下表是油缸缸径和滑块重量的关系表:
-3-
-4-
二、油缸直抽滑块的设计标准及选用要求
下图是合模时直接利用油压的作用锁紧滑块进行注塑,待注塑成型后、模具开模前,由油压的作用直接使 滑块沿运动方向运动,使之脱离倒扣。
6 油缸质量有问题。
更换油缸供应商。
除客户指定外都 采用长拓或君帆
设计师在设计前优先考虑用机械式的结构(滑块、斜顶、弹块等),然后再考虑采用油 缸,而在采用油缸抽芯时尽量先考虑带铲机的间接抽芯结构。因为机械式的安全、可靠, 又节约成本。
-11-
-8-
上图中锁紧装置主要是靠外加的铲机来锁紧的, 所以油缸缸径的选择特别重要,必须要通过计算才能正
油缸压力计算公式

油缸压力计算公式油缸工作时候的压力是由负载决定的,物理学力的压力等于力除以作用面积(即如果要P=F/S)计算油缸的输出力,可按一下公式计算:设活塞(也就是缸筒)的半径为R (单位mm )活塞杆的半径为r (单位mm )工作时的压力位P (单位MPa )则油缸的推力F推=*R*R*P (单位N)油缸的拉力F拉=* (R*R-r*r )*P (单位N)100 吨油缸,系统压力16Mpa, 请帮我计算下选用的油缸活塞的直径是多少?怎么计算的?理论值为:282mm 16Mpa=160kgf/cm2 100T=100000kg100000/160=625cm2 缸径D={ (4*625/ )开平方} 液压油缸行程所需时间计算公式当活塞杆伸出时,时间为(15XX缸径的平方X油缸行程)十流量当活塞杆缩回时,时间为[15 XX (缸径的平方-杆径的平方)X油缸行程]十流量缸径单位为m 杆径单位为m 行程单位为m 流量单位为L/min套筒式液压油缸的行程是怎么计算的,以及其工作原理形成计算很简单:油缸总长,减去两端盖占用长度,减去活塞长度,即为有效形成,一般两端还会设置缓冲防撞机构或回路。
工作原理:1、端盖进油式:油缸的两端盖接有管路一端通油活塞及活塞杆向令一个方向运行;结构紧凑适合小型油缸2、活塞杆内通油式:活塞杆为中空,内通油,活塞与活塞杆链接部位有通油孔,通油后活塞及活塞杆想另一方向运行;适合大型油缸。
3、缸体直入式:大吨位单作用油缸,一端无端盖(端盖与缸体焊接一体),直接对腔体供油,向令一方向做功,另一端端盖进油回程或弹簧等储能元件回程。
大致如此几种我有一台液压油缸柱塞直径40 毫米缸体外径150 毫米高度400 毫米请专业人士告诉我它的吨位最好能告诉我计算公式谢谢油泵压力10MPA 一台液压机械的压力(吨位)是与柱塞直径和供油压力有关。
其工作压力(吨位)的计算:柱塞的受力面积X供油压力=工作压力(吨位)柱塞的受力面积单位:mm2 供油压力单位:N/mm2 工作压力(吨位)单位:N折算:1N=1000Kgf=1Tf(吨力)油缸15 到25 吨的力要多大的钢径油缸的吨位和缸径的大小还有系统提供的压力有关。
油缸压力计算公式

油缸压力计算公式 Modified by JACK on the afternoon of December 26, 2020油缸压力计算公式油缸工作时候的压力是由负载决定的,物理学力的压力等于力除以作用面积(即P=F/S)如果要计算油缸的输出力,可按一下公式计算:设活塞(也就是缸筒)的半径为R (单位mm)活塞杆的半径为r (单位mm)工作时的压力位P (单位MPa)则油缸的推力 F推=*R*R*P (单位N)油缸的拉力 F拉=*(R*R-r*r)*P (单位N)100吨油缸,系统压力16Mpa,请帮我计算下选用的油缸活塞的直径是多少怎么计算的理论值为:282mm 16Mpa=160kgf/cm2 100T=100000kg100000/160=625cm2 缸径D={(4*625/)开平方}液压油缸行程所需时间计算公式当活塞杆伸出时,时间为(15××缸径的平方×油缸行程)÷流量当活塞杆缩回时,时间为[15××(缸径的平方-杆径的平方)×油缸行程]÷流量缸径单位为 m杆径单位为 m行程单位为 m流量单位为 L/min套筒式液压油缸的行程是怎么计算的,以及其工作原理形成计算很简单:油缸总长,减去两端盖占用长度,减去活塞长度,即为有效形成,一般两端还会设置缓冲防撞机构或回路。
工作原理:1、端盖进油式:油缸的两端盖接有管路一端通油活塞及活塞杆向令一个方向运行;结构紧凑适合小型油缸2、活塞杆内通油式:活塞杆为中空,内通油,活塞与活塞杆链接部位有通油孔,通油后活塞及活塞杆想另一方向运行;适合大型油缸。
3、缸体直入式:大吨位单作用油缸,一端无端盖(端盖与缸体焊接一体),直接对腔体供油,向令一方向做功,另一端端盖进油回程或弹簧等储能元件回程。
大致如此几种我有一台液压油缸柱塞直径40毫米缸体外径150毫米高度400毫米请专业人士告诉我它的吨位最好能告诉我计算公式谢谢油泵压力10MPA一台液压机械的压力(吨位)是与柱塞直径和供油压力有关。
液压油缸压力计算公式液压油缸设计计算公式
液压油缸压力计算公式液压油缸设计计算公式液压油缸(也称为液压缸)是将液压能转化为机械能的设备,它是液压系统中的关键组成部分。
在液压系统中,通过在液压缸两端施加不同的压力,使活塞在缸内运动,从而实现工作负载的移动、提升或压缩等操作。
液压油缸的设计计算需要考虑以下几个因素:负载大小、工作压力、缸径、活塞杆直径、活塞杆材料、油缸结构等。
下面是一般液压油缸设计计算的几个常用公式。
1.计算液压油缸的工作面积:液压油缸的工作面积可以根据液压系统的要求和负载大小来确定。
工作面积的计算公式如下:A=F/P其中,A表示油缸的工作面积,F表示需要承载的负载,P表示液压系统中的工作压力。
2.计算液压油缸的压力:液压油缸的压力可以根据所施加的负载和工作面积来确定。
压力的计算公式如下:P=F/A其中,P表示液压油缸的工作压力,F表示需要承载的负载,A表示油缸的工作面积。
3.计算液压油缸的活塞杆材料选取:液压油缸的活塞杆材料需要根据所承载负载和工作压力来选择,以满足强度和刚度的要求。
常见的活塞杆材料有碳钢、不锈钢、铬钼合金钢等。
一般用弯曲应力公式进行计算,考虑到材料的抗弯刚度,活塞杆的直径可以根据以下公式得到:d=((32*M*L)/(π*σ))^(1/3)其中,d表示活塞杆的直径,M表示活塞杆所承受的最大弯矩,L表示活塞杆的长度,σ表示选定材料的抗弯应力。
4.计算液压油缸的活塞直径:液压油缸的活塞直径可以通过活塞面积和活塞杆直径计算得到。
计算公式如下:D=(4*A)/(π*d^2)其中,D表示液压油缸的活塞直径,A表示油缸的工作面积,d表示活塞杆的直径。
5.计算液压油缸的油缸容积:液压油缸的油缸容积可以通过活塞面积和活塞行程来计算。
计算公式如下:V=A*l其中,V表示油缸的容积,A表示油缸的工作面积,l表示活塞的行程。
通过上述公式的计算,可以得到液压油缸的设计参数,从而满足液压系统的工作要求。
需要注意的是,在实际设计过程中,还应该考虑其他因素,如密封结构、摩擦损失、液压系统的动态响应等,以确保液压油缸的安全可靠运行。
油缸压力计算公式
油缸压力计算公式油缸工作时候的压力是由负载决定的,物理学力的压力等于力除以作用面积(即P=F/S)如果要计算油缸的输出力,可按一下公式计算:设活塞(也就是缸筒)的半径为R (单位mm)活塞杆的半径为r (单位mm)工作时的压力位P (单位MPa)则油缸的推力F推=3.14*R*R*P (单位N)油缸的拉力F拉=3.14*(R*R-r*r)*P (单位N)100吨油缸,系统压力16Mpa,请帮我计算下选用的油缸活塞的直径是多少?怎么计算的?理论值为:282mm 16Mpa=160kgf/cm2 100T=100000kg100000/160=625cm2 缸径D={(4*625/3.1415926)开平方}液压油缸行程所需时间计算公式当活塞杆伸出时,时间为(15×3.14×缸径的平方×油缸行程)÷流量当活塞杆缩回时,时间为[15×3.14×(缸径的平方-杆径的平方)×油缸行程]÷流量缸径单位为m杆径单位为m行程单位为m流量单位为L/min套筒式液压油缸的行程是怎么计算的,以及其工作原理形成计算很简单:油缸总长,减去两端盖占用长度,减去活塞长度,即为有效形成,一般两端还会设置缓冲防撞机构或回路。
工作原理:1、端盖进油式:油缸的两端盖接有管路一端通油活塞及活塞杆向令一个方向运行;结构紧凑适合小型油缸2、活塞杆内通油式:活塞杆为中空,内通油,活塞与活塞杆链接部位有通油孔,通油后活塞及活塞杆想另一方向运行;适合大型油缸。
3、缸体直入式:大吨位单作用油缸,一端无端盖(端盖与缸体焊接一体),直接对腔体供油,向令一方向做功,另一端端盖进油回程或弹簧等储能元件回程。
大致如此几种我有一台液压油缸柱塞直径40毫米缸体外径150毫米高度400毫米请专业人士告诉我它的吨位最好能告诉我计算公式谢谢油泵压力10MPA一台液压机械的压力(吨位)是与柱塞直径和供油压力有关。
油缸压力计算公式和行程所需时间计算公式

油缸压力计算公式
油缸工作时候的压力是由负载决定的,物理学力的压力等于力除以作用面积(即P=F/S)
如果要计算油缸的输出力,可按一下公式计算:
设活塞(也就是缸筒)的半径为R (单位mm)
活塞杆的半径为r (单位mm)
工作时的压力位P (单位MPa)
则油缸的推力 F推=3.14*R*R*P (单位N)
油缸的拉力 F拉=3.14*(R*R-r*r)*P (单位N)
100吨油缸,系统压力16Mpa,请帮我计算下选用的油缸活塞的直径是多少?怎么计算的?
理论值为:282mm
16Mpa=160kgf/cm2 100T=100000kg
100000/160=625cm2 缸径D={(4*625/3.1415926)开平方}
液压油缸行程所需时间计算公式
当活塞杆伸出时,时间为(15×3.14×缸径的平方×油缸行程)÷流量
当活塞杆缩回时,时间为[15×3.14×(缸径的平方-杆径的平方)×油缸行程]÷流量
缸径单位为 m
杆径单位为 m
行程单位为 m
流量单位为 L/min。
油缸压力计算公式(20200521123939)

油缸压力计算公式油缸工作时候的压力是由负载决定的,物理学力的压力等于力除以作用面积(即P=F/S)如果要计算油缸的输出力,可按一下公式计算:设活塞(也就是缸筒)的半径为R (单位mm)活塞杆的半径为r (单位mm)工作时的压力位P (单位MPa)则油缸的推力F推=3.14*R*R*P (单位N)油缸的拉力F拉=3.14*(R*R-r*r)*P (单位N)100吨油缸,系统压力16Mpa,请帮我计算下选用的油缸活塞的直径是多少?怎么计算的?理论值为:282mm 16Mpa=160kgf/cm2 100T=100000kg100000/160=625cm2 缸径D={(4*625/3.1415926)开平方}液压油缸行程所需时间计算公式当活塞杆伸出时,时间为(15×3.14×缸径的平方×油缸行程)÷流量当活塞杆缩回时,时间为[15×3.14×(缸径的平方-杆径的平方)×油缸行程]÷流量缸径单位为m杆径单位为m行程单位为m流量单位为L/min套筒式液压油缸的行程是怎么计算的,以及其工作原理形成计算很简单:油缸总长,减去两端盖占用长度,减去活塞长度,即为有效形成,一般两端还会设置缓冲防撞机构或回路。
工作原理:1、端盖进油式:油缸的两端盖接有管路一端通油活塞及活塞杆向令一个方向运行;结构紧凑适合小型油缸2、活塞杆内通油式:活塞杆为中空,内通油,活塞与活塞杆链接部位有通油孔,通油后活塞及活塞杆想另一方向运行;适合大型油缸。
3、缸体直入式:大吨位单作用油缸,一端无端盖(端盖与缸体焊接一体),直接对腔体供油,向令一方向做功,另一端端盖进油回程或弹簧等储能元件回程。
大致如此几种我有一台液压油缸柱塞直径40毫米缸体外径150毫米高度400毫米请专业人士告诉我它的吨位最好能告诉我计算公式谢谢油泵压力10MPA一台液压机械的压力(吨位)是与柱塞直径和供油压力有关。
抽芯力
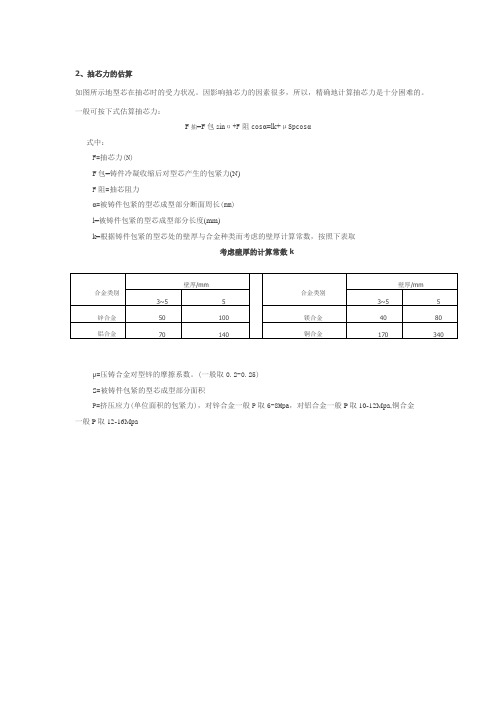
壁厚/mm 合金类别 3~5 锌合金 铝合金 50 70 5 100 140 镁合金 铜合金 合金类别 3~5 40 170
壁厚/mm 5 80 340
μ=压铸合金对型锌的摩擦系数。(一般取 0.2-0.25) S=被铸件包紧的型芯成型部分面积 P=挤压应力(单位面积的包紧力),对锌合金一般 P 取 6-8Mpa,对铝合金一般 P 取 10-12Mpa,铜合金 一般 P 取 12-16Mpa
ห้องสมุดไป่ตู้
2、抽芯力的估算 如图所示地型芯在抽芯时的受力状况。因影响抽芯力的因素很多,所以,精确地计算抽芯力是十分困难的。 一般可按下式估算抽芯力: F 抽=F 包 sinα +F 阻 cosα=lk+μ Spcosα 式中: F=抽芯力(N) F 包=铸件冷凝收缩后对型芯产生的包紧力(N) F 阻=抽芯阻力 α=被铸件包紧的型芯成型部分断面周长(mm) l=被铸件包紧的型芯成型部分长度(mm) k=根据铸件包紧的型芯处的壁厚与合金种类而考虑的壁厚计算常数,按照下表取 考虑壁厚的计算常数 k
油压压力与油压缸出力的计算公式

油壓壓力與油壓缸出力的計算公式:F(推力)=P(壓力)xA(活塞面積)F: kgf 1 噸= 1000 kgf(公斤力)P: kgf/cm2 A: 面積 (cm2) 平方公分 = DxDx3.14/4D:cm (活塞直徑)如果你的壓力是210 kgf/cm2需要的出力是: 100 噸= 100 x 1000 kgf = 100000 kgf先計算出面積A= F/P = 100000/210 = 476 cm2再從面積A算出油壓缸直徑: 24.6 cm , 所以你可以選用直徑25cm的油壓缸。
油壓缸推進的速度 cm/分 = 油壓缸每1 cm 耗油量/油壓幫浦每分鐘供油量 c.c. /分油壓缸每cm 耗油量= 1x 面積 (476 cm2) = 476 c.c.如果你需要一分鐘移動10 cm, 你的幫浦最少的流量就是 476x10 =4760 c.c. /分以上是計算的例子,你可以自己計算200噸時的油壓缸直徑,油壓缸的總行程與速度會影響油壓幫浦的流量,流量又會影響馬達的大小,這些可以從油壓單元的供應商問到。
如果還有不懂,請隨時再詢問。
第十三章:干燥通过本章的学习,应熟练掌握表示湿空气性质的参数,正确应用空气的H–I 图确定空气的状态点及其性质参数;熟练应用物料衡算及热量衡算解决干燥过程中的计算问题;了解干燥过程的平衡关系和速率特征及干燥时间的计算;了解干燥器的类型及强化干燥操作的基本方法。
二、本章思考题1、工业上常用的去湿方法有哪几种?态参数?11、当湿空气的总压变化时,湿空气H–I图上的各线将如何变化? 在t、H 相同的条件下,提高压力对干燥操作是否有利? 为什么?12、作为干燥介质的湿空气为什么要先经预热后再送入干燥器?13、采用一定湿度的热空气干燥湿物料,被除去的水分是结合水还是非结合水?为什么?14、干燥过程分哪几种阶段?它们有什么特征?15、什么叫临界含水量和平衡含水量?16、干燥时间包括几个部分?怎样计算?17、干燥哪一类物料用部分废气循环?废气的作用是什么?18、影响干燥操作的主要因素是什么?调节、控制时应注意哪些问题?三、例题例题13-1:已知湿空气的总压为101.3kN/m2 ,相对湿度为50%,干球温度为20o C。
油缸压力计算公式

油缸压力计算公式油缸(液压缸)是液压系统中常用的元件之一,用于将液压能转化为机械能。
油缸的工作原理是利用液体的压力驱动活塞在缸筒内运动,从而产生力和功。
在设计和分析油缸的工作性能时,需要计算油缸的压力。
油缸的压力计算公式可以根据所给条件和假设进行推导和推算。
以下是油缸压力计算公式的讨论和推导。
首先,我们需要明确油缸的基本结构和工作原理。
油缸通常由活塞、缸筒、密封件等部件组成。
液压油进入油缸后,活塞由压力驱动向外运动,从而实现工作。
活塞周围的压力称为油缸的工作压力。
油缸的工作压力与液压油的力和面积有关。
假设油缸是理想的、漏水和摩擦较小,且没有其他损耗的情况下,可以使用以下公式计算油缸的压力:P=F/A其中,P为油缸的工作压力,F为活塞上的力,A为活塞的截面积。
当液压油施加在活塞上时,会产生一个作用力F。
这个力的大小取决于液压系统的设计和工作负载。
通常情况下,可以通过结构力学和材料力学等方法来计算力的大小。
活塞的截面积A是活塞的有效面积,也就是实际受到液压油作用的面积。
截面积可以通过活塞的几何尺寸来计算。
以上公式描述了油缸的压力与施加在活塞上的力和活塞的截面积之间的关系。
通过合理设计和选择活塞的尺寸,可以满足所需的工作力和工作压力要求。
当液压系统存在摩擦、密封不完善或油液粘度等情况时,会产生一些额外的力和损耗。
在实际工程中,这些因素可能会对油缸的压力产生影响。
因此,在计算油缸的压力时,需要考虑这些因素,并进行适当的修正和调整。
综上所述,油缸的压力计算公式是P=F/A,其中P为油缸的工作压力,F为活塞上的力,A为活塞的截面积。
该公式是基于理想化条件和假设得出的,而实际工程中可能需要进行修正和调整。
在进行液压系统的设计和分析时,需要综合考虑材料力学、结构力学、液力学等多个因素,以获得更准确的结果。
油压压力与油压缸出力的计算公式
油壓壓力與油壓缸出力的計算公式:
F(推力)=P(壓力)xA(活塞面積)
F: kgf 1 噸= 1000 kgf(公斤力)
P: kgf/cm2 A: 面積 (cm2) 平方公分 = DxDx3.14/4
D:cm (活塞直徑)
如果你的壓力是210 kgf/cm2
需要的出力是: 100 噸= 100 x 1000 kgf = 100000 kgf
先計算出面積A= F/P = 100000/210 = 476 cm2
再從面積A算出油壓缸直徑: 24.6 cm , 所以你可以選用直徑25cm的油壓缸。
油壓缸推進的速度 cm/分 = 油壓缸每1 cm 耗油量/油壓幫浦每分鐘供油量 c.c. /分
油壓缸每cm 耗油量= 1x 面積 (476 cm2) = 476 c.c.
如果你需要一分鐘移動10 cm, 你的幫浦最少的流量就是 476x10 =4760 c.c. /分
以上是計算的例子,你可以自己計算200噸時的油壓缸直徑,油壓缸的總行程與速度會影響油壓幫浦的流量,流量又會影響馬達的大小,這些可以從油壓單元的供應商問到。
如果還有不懂,請隨時再詢問。
油缸抽芯设计规范

一、概述:模具滑块的动力由油缸驱动,就是所谓的油缸抽芯,主要适用以下情况:(1)滑块抽芯距较长,大于60毫米的。
(2)滑块动作时间有要求。
如:前模抽芯,或者有的需要先开模后抽芯,或者几个滑块动作顺序有先后等。
油缸驱动优点:动作平稳可靠,可实现复杂情况抽芯。
油缸驱动缺点:机构复杂,生产周期长,成本高。
机构安装:油缸通过接头与滑块联接,接头与滑块通过T型槽联接,油缸通过螺钉与垫板固定在模板上。
动作控制:油缸驱动方式通过行程开关来控制滑块的动作及注塑机的开模锁模,外置行程开关主要结构形式见图2.另外,对于无法安装行程开关的侧抽芯机构,可采用感应油缸,具体规格参见液压系统设计标准。
设计要点:⑴.油缸抽芯前后运动必须设计机械定位。
⑵.油缸抽芯前后运动必须设计行程开关控制。
二、直抽油缸抽芯对于油缸抽芯,在抽芯方向无成型胶位或者胶位投射面积较小条件下采用直抽形式。
2.1直抽油缸抽芯形式设计规范:⑴.油缸行程大于产品倒扣量3mm即可,订购油缸时比行程大至少10mm,留出油缸活动余量,防油缸活塞功能失常。
⑵.油缸直径计算,油压按7Mpa,型腔压力从30-50Mpa校核,按照压强 X 面积 = 力,油缸压力大于型腔压力,πD*D/4*P油. ≥P 腔 * S(D为油缸缸径,S为型腔投影面积,海尔标准一般取P腔为 40Mpa 或更大;P油一般取7Mpa 或更小,P腔取大值P油取小值算出的缸径值大,会更安全)。
⑶.可以设计一缸多芯。
⑷.抽芯直径最好参考顶杆直径设计,方便加工。
封胶段长度可以按照3倍直径计算。
⑸.运动方向必须有定位面,定位面尽量在尾部。
⑹.长抽芯尾部设计导滑套或导滑块。
⑺.圆抽芯设计尾部止转。
⑻.必须设计行程开关,前进和后退都有限位,一般都是一个加长杆上面固定撞快,撞块或者开关至少有一个是位置可调的。
⑼.油缸和接头的螺纹连接要设计止转块或者止转螺钉。
⑽.在抽芯方向有成型胶位的必须设计模具锁紧,尽量不用引导逆止阀。
抽芯力的计算
抽芯力的计算
由于塑件包紧在侧向型芯或粘附在侧向型腔上,因此在各类型的侧向分型与抽芯机构中,侧向分型与抽芯时必然会遇到抽拔的阻力,侧向分型与抽芯的抽拔力一定要大于抽拔阻力。
对于抽芯力的计算,可以参考《塑料成型工艺与模具设计》(第二版,高等教育出版社)中的公式来计算,即:
(cos sin )F AP μ=∂-∂
式中 F ——抽芯力;
A ——塑件包络型芯的面积;
P ——塑件对型芯单位面积上的包紧力,一般情况下模外冷却的,P 取-;模内冷却的P 取72.510a P ⨯
μ——塑件在热态时对钢的摩擦系数,一般在0.15~0.22范围之内,取中间值μ=0.16。
∂——侧抽芯的脱模斜度,本此型芯的脱模斜度为1°。
通过Pro/E 建模分析,单个侧向型芯的被包络表面积为1029.5mm ²,而在单向侧抽时有两个型芯,故包络面积
A=2059mm ²
计算后得:67205910 2.510(0.16cos1sin1)7.28F KN -=⨯⨯⨯⨯-=。
注塑模抽芯油缸的选取和使用

注塑模抽芯油缸的选取和使用油缸因其结构紧凑,工作时直线运动平稳,输出力大,在注塑模模具中得到越来越广泛的应用;但又因其工作效率低、控制繁琐,使其应用受到了一定的限制。
本文着重介绍了注塑模抽芯油缸的选取和使用,为油缸在注塑模抽芯及顶出机构设计中的选用提供了参考。
1注塑模中油缸抽芯及顶出常见结构1.1油缸用于定模抽芯定模抽芯用油缸驱动,可简化模具结构(图1)。
如果此处采用常规滑块抽芯,将使模具设计结构复杂,加工制造难度大,增加成本;利用油缸驱动抽芯,则大大简化模具结构,降低成本。
1.2油缸用于大行程滑块抽芯当滑块行程较大时,采用斜导柱抽芯,因斜导柱受力状况较差,容易损坏,并且模具体积较大,增加成本;用油缸代替斜导柱可以改善受力状况,确保抽芯动作平稳实现,并且可以减少模具体积,降低成本。
但需注意动作顺序的控制和滑块锁紧,以免动作错乱损坏模具或油缸锁紧力不足而无法封料,抽芯力不足而抽不动滑块。
图2为大行程抽芯实例(玩具枪管注塑模设计的局部结构)。
1.3油缸用于制品顶出在顶出行程超过注塑机顶出行程时,可考虑用油缸顶出,根据顶出时位置的不同,可分为从定模顶出和从侧向顶出。
在此类应用中,应注意油缸的安装位置,尽可能使油缸顶出力与顶出元件对顶杆组板的作用力构成平衡力系,减少顶杆组板的倾斜,使顶杆组板动作顺利(图3)。
2油缸驱动力的计算及选用一般情况下,在模具设计时通过类比的办法来选择油缸,对油缸驱动力不进行计算。
但如果没有类比对象或在一些不常见的场合选用油缸时,必须对油缸驱动力进行正确的计算,才能选择合适大小的油缸2.1油缸驱动力计算建立油缸力学模型(图4)。
由力的计算公式可知:F=PS式中:P———压强,PaS———受压面积,cm2从上面公式可以看出,由于油缸推动和拉动时受压面积不同,故所产生的力也不同,其力学公式如下:推力:F1=P×π(D/2)2=P×πD2/4拉力:F2=P×π[(D/2)2-(d/2)2]=P×π(D2-d2)/4式中:D———油缸内径,mmd———活塞杆直径,mm而在实际应用中,由于受运行效率的影响,还需加上一个负荷率β。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油唧结构紧凑,直线运动平稳,输出力大,在模中得到较多的运用;但因其工作效率低、控制繁琐,使其应用受到了一定的限制。
一、油唧的适用场合:
1、油唧抽前模行位:
前模行位用油唧驱动,可简化模具结构;但需注意动作顺序的控制和行位锁紧,以免动作错乱损坏模具或油唧锁紧力不足而无法封胶,抽芯力不足而抽不动行位。
2、油唧抽大行程行位或斜行位:
当行位行程较大或动模行位向动模边倾斜较大时,如用斜边抽芯,其受力较差,容易损坏;可用油唧而改善受力
状况。
图二:大行程行位或斜行位用油唧驱动
两个极限位置都应设计可调节的限
3、油唧用于制品顶出:
A、在顶出行程超过啤机顶出行程时,可考虑用油唧顶出。
B、从定模顶出(倒装模常用结构)。
C、从侧向顶出。
在此类应用中,应注意油唧的安装位置,尽可能使油唧顶出力与顶出元件对顶针组板的作用力构成平衡力系,减少顶针组板动哥林柱的倾覆力,使顶针组板动作顺。
图三:油唧用于制品顶出
二、油唧驱动力的计算:
一般情况下在模具设计时设计师通过类比的办法来选择油唧,对油唧驱动力不做计算。
但如果没有类比对象或在一些不常见的场合须对油唧驱动力进行正确的计算,才能选择合适大小的油唧。
推力F1
φD
重物
φd
拉力F2
P1P2
图四:油唧力学模型
由力的计算公式可知: F = PS
(P:压强; S:受压面积)
从上面公式可以看出,由于油唧在作推动和拉动时受压面积不同,故所产生的力也是不同即:
推力F1 = P×π(D/2)2 = P×π/4*D2
拉力F2 = P×π[(D/2)2-(d/2)2] = P×π/4* (D2-d2)
(φD:油缸内径;d:活塞杆直径)
而在实际应用中,还需加上一个负荷率β。
因为油缸所产生的力不会100%用于推或拉,β常选,故公式变为:
从以上公式可以看出,只要知道油缸内径φD和活塞直径φd 以及压强P(一般为常数)就可以算出该型号油唧所能产生的力。
例如:
东江常用的华信标准柱型油压缸的P值均可耐压至140kgf/cm2,油唧型号为:JHC140-FA100B*200BAB-1。
查资料得知:油缸内径D = 100mm活赛杆直径d = 56mm。
注意直径的单位计算时需化为cm。
则:
推力F1 = P×πD2/4× = 140×π×102/4×≈ 8796(kgf)
拉力F2 = P×π(D2-d2)/4× = 140×π×≈ 6037(kgf)
三、油唧行程的确定:
油唧行程是根据运动部件的行程来确定的,确定油唧行程时还须考虑油唧的活塞端隙。
活塞端隙的作用是使油唧在起动时有足够的油压面积,使油唧能顺利起动,避免因起动油压面积不够而无法起动油唧,此外,减少活塞与缸的冲击。
油唧行程L=运动部件的行程S+2×活塞端隙
(活塞端隙一般选5mm)
图五:油唧行程的确定
四、油唧行程的信号控制:
在模具结构中油唧应有行程限位控制开关,确保活塞端隙;同时应具备模具生产时自动控制所必须的信号源。
1、油唧顶出的信号控制:
顶针板必须由油唧完全复位,避免合模强行复位;因此,要求开关动作精度要高,并需设计调节装置。
(见图六)
2、动模行位油唧的控制信号:
行位的两个极限位置都应设计可调节的行程开关。
当顶出零件与行位有干涉时,顶针组板要复位后才合行位,且行位合拢后才能合模。
(见图二)
3、定模行位油唧的控制:
当从动模取件时,在开模之前应先抽行位;根据具体结构确定是先合行位还是先合模。
(见图一)。