产品包装记录卡
成品包装检验记录表
成品包装检验记录表
概述
该检验记录表旨在对成品包装进行检验和记录,以确保产品的质量和完整性。
本记录表适用于所有成品包装检验的过程和结果。
检验日期和时间
- 日期:[填写日期]
- 时间:[填写时间]
检验负责人
- 负责人姓名:[填写负责人姓名]
- 职位:[填写负责人职位]
成品包装信息
- 成品名称:[填写成品名称]
- 批次号:[填写批次号]
- 包装数量:[填写包装数量]
- 包装方式:[填写包装方式]
- 包装标准:[填写包装标准]
检验项目
- 包装完整性:[填写检验结果,如"完整"或"破损"]
- 包装标识:[填写检验结果,如"清晰可辨"或"模糊不清"]
- 包装材料:[填写检验结果,如"符合要求"或"不符合要求"] - 包装密封:[填写检验结果,如"密封完好"或"密封破损"]
- 包装外观:[填写检验结果,如"无污渍"或"有污渍"]
- 其他检验项目:[根据实际情况填写其他检验项目和结果]
检验结果
根据以上检验项目,成品包装的总体检验结果为:[填写总体检验结果,如"合格"或"不合格"]。
备注
[根据实际情况填写备注信息,如不合格项目的详细描述、处理措施等]。
水泥包装机标定记录卡

空称零点
砝码称重
8#
空称零点
砝码称重
结论:
标定人:机电部确认:
水泥包装机标定记录卡
使用部门:储运部工艺编号:87.32时间:年月日
项目
标定前
标定后
备注
砝码标
定
砝码规格(kg):
第1次
第2次
第1次
第2次
1#
空称零点
砝码称重
2#
空称零点
砝码称重
3#
空称零点
砝码称重
4#
空称零点
砝码称重
5#
空称零点
砝码称重
水泥包装机标定记录卡
使用部门:储运部工艺编号:87.29时间:年月日
项目
标定前
标定后
备注
砝码标
定
砝码规格(kg):
第1次
第2次
第1次
第2次
1#
空称零点
砝码称重
2#
空称零点
砝码称重
3#
空称零点
砝码称重
4#
空称零点
砝码称重
5#
空称零点
砝码称重
6#
空称零点
砝码称重
7#
空称零点
砝码称重
8#
空称零点
砝码称重
结论:
空称零点
砝码称重
结论:
标定人:机电部确认:
水泥包装机标定记录卡
使用部门:储运部工艺编号:87.31时间:年月日
项目
标定前
标定后
备注
砝码标
定
砝码规格(kg):
第1次
第2次
第1次
第2次
1#
空称零点
砝码称重
2#
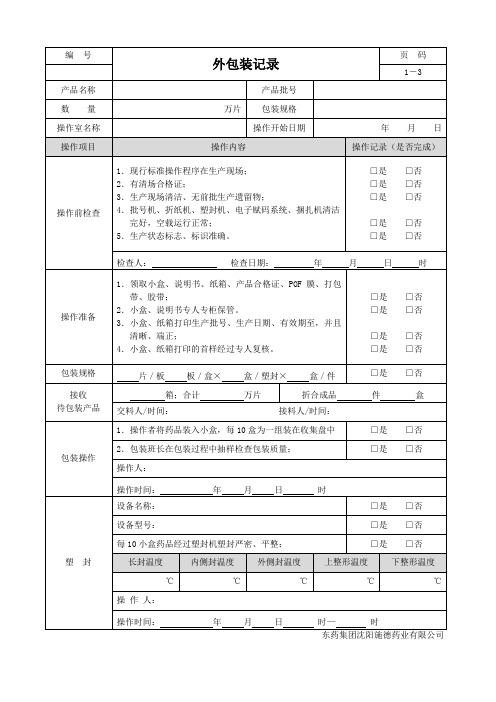
外包装记录
外包装记录
页 码
1-3
产品名称
产品批号
数 量
万片
包装规格
操作室名称
操作开始日期
年 月 日
操作项目
操作内容
操作记录(是否完成)
操作前检查
1.现行标准操作程序在生产现场;
2.有清场合格证;
3.生产现场清洁、无前批生产遗留物;
4.批号机、折纸机、塑封机、电子赋码系统、捆扎机清洁
完好,空载运行正常;
5.生产状态标志、标识准确。
操 作 人:
操作时间:年 月 日 时— 年 月 日 时
包装
操作
记录
成品数量
件盒;折合万片
检 查
自检盒;合格盒;不合格盒
抽检件;合格件;不合格件
成品入库
件盒;未入库件盒
留 样:盒 不可利用残料:片
东药集团沈阳施德药业有限公司
编 号
外包装记录
页 码
3-3
产品名称
产品批号
数 量
万片
包装规格
操作项目
操作内容
打印批号、生产日期、有效期至等信息
□是 □否
领取:个;打印:个;损耗:个;剩余:个
操 作 人:
操作时间:年月日时—时
电子赋码
一级
扫描
设 备
□是 □否
1.塑封后的中包经扫描器扫描生成二级码
□是 □否
2.二级码通过自动贴标机粘贴到中包上
□是 □否
生成数量:个;粘贴数量:个;损坏数量:个
二级
扫描
设 备
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
检查人:检查日期:年月日时
产品包装工艺卡
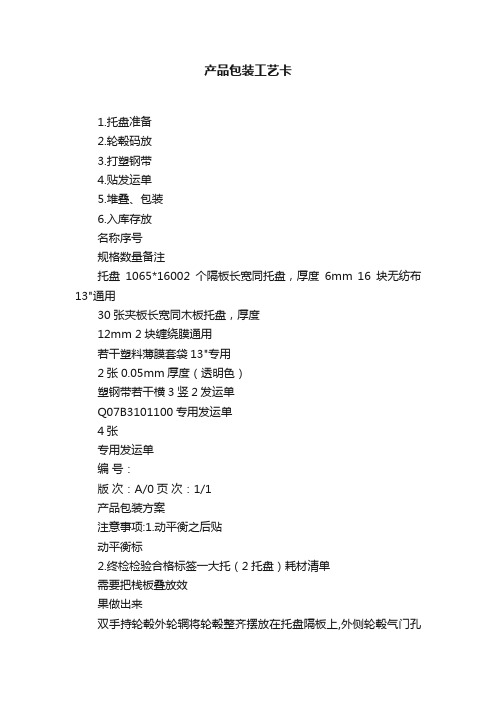
产品包装工艺卡1.托盘准备2.轮毂码放3.打塑钢带4.贴发运单5.堆叠、包装6.入库存放名称序号规格数量备注托盘1065*16002个隔板长宽同托盘,厚度6mm 16块无纺布13"通用30张夹板长宽同木板托盘,厚度12mm 2块缠绕膜通用若干塑料薄膜套袋13"专用2张0.05mm厚度(透明色)塑钢带若干横3竖2发运单Q07B3101100专用发运单4张专用发运单编号:版次:A/0页次:1/1产品包装方案注意事项:1.动平衡之后贴动平衡标2.终检检验合格标签一大托(2托盘)耗材清单需要把栈板叠放效果做出来双手持轮毂外轮辋将轮毂整齐摆放在托盘隔板上,外侧轮毂气门孔朝外。
每层轮毂正背面铺一层无纺布(顶层两层无纺布),放置轮毂需要放在隔板规定的放置区内,同时检查包装完整情况。
在顶层轮毂上面盖一层瓦楞纸板后,再将夹板盖板置于其上并用塑钢带打包。
打包时塑钢带要求松紧适度,不能和轮缘接触,不能过于歪斜。
打包方式:横3竖2。
在托盘长度方向中间正面部位及正面右手边各贴上一张填好的Q07B3101100专用“发运单”。
填写、贴“发运单”时要仔细、认真核对。
将两托盘重叠放置,注意必须叠放整齐。
客户代码:HM 零部件编号:Q07B3101100 产品型号/尺寸:DX037-13*5.0 H*PCD: 4*100 ET: 48 C.B: 56.1 工艺制程:哑黑效果示意图包装步骤:将隔板放置在对应的托盘上,要求纸板置于托盘中心,不能歪斜。
将打包完毕的轮毂转至指定区域整齐存放。
贴标识一面朝外摆放,以易于装车时识别。
上托7层:7x11=77 下托7层:7x11=77修订版本号修订日期修订原因和内容 1.摆放方式(俯视)一车装载2464只2.横8排*竖2排*高2层*77PCS/每栈板=2464PCS编制:会签:审核:修订记录1.货车(9.6米)1.摆放方式(俯视)一车装载1848只2.横6排*竖2排*高2层*77PCS/每栈板=1848PCS2.货车(13.5米)。
阀门产品装配记录卡

产 品 装 配 工 艺 质 量 记 录 卡 片
生产令号 特殊要求
序号 工种 工序内容与要求 全部零件经检验合格后待装 清洗 清洗阀体,侧盖内外腔至要求
编号 完成日期 配套表编号 卡片填写者:
第1页 共2页
生产型号
名称规格
本批数量 产品铭牌明细
工时 准备 结束 单件 操作 日期 完工数量
投产日期
操作者 自检合格 签名 日期
检验员 合格数 签他所有零件至要求
钳
铭牌打印钢号
钳
1.选配阀座,球体 2.修整阀座,球体
清洗 清洗阀座、球体至要求
钳
总装 1.端盖装入阀座、压环 2.阀体装入球体、阀杆并紧固 3.装端盖,用螺柱、螺母均匀固定 4.阀体上装入填料、压板 5.安装阀杆套、手柄,阀门启闭须灵活
标记 处数
更改文件号
签字 日期
编制
校对
会签
审定
检验员 日期
产品包装进度记录卡

产品包装进度记录卡序号:____________________日期:____________________产品名称:____________________包装完成日期:____________________参与包装人员:____________________包装预计时间:开始日期:____________________结束日期:____________________日期,包装步骤,完成情况,备注_____________________________________________________,,,,,,,,_____________________________________________________总结反馈:包装进度:____________________注意事项:____________________改进意见:____________________其他备注:____________________包装负责人签名:____________________日期:____________________包装完成日期:____________________总包装用时:____________________参与人员:____________________使用说明:1.在序号处填写序号,日期处填写当前日期,产品名称处填写具体产品名称,包装负责人处填写负责包装的人员姓名。
2.在包装完成日期处预计包装完成的日期。
3.在包装预计时间中填写开始日期和结束日期,为了确保包装进度的合理安排,需要提前确定预计时间。
4.在包装进度记录中按照日期、包装步骤、完成情况和备注的顺序记录每一天包装的进展情况。
5.在总结反馈中填写包装进度、注意事项、改进意见和其他备注。
6.包装负责人在包装负责人签名处签名,并填写日期。
7.在包装完成日期中填写实际完成包装的日期,总包装用时填写完成包装所需的总时间,参与人员填写参与包装的人员姓名。
产品包装记录卡范文

产品包装记录卡范文1.产品包装记录卡的定义和作用-建立标准化的包装过程:通过记录包装过程中的各项信息,可以制定出标准化的包装程序和规定,确保所有的产品包装过程都按照相同的标准进行,提高包装质量和效率。
-提高包装质量:通过记录包装过程中的检验结果,可以及时发现和纠正包装过程中的问题,确保产品包装的质量符合要求,降低质量风险。
-保证包装安全:通过记录包装过程中的材料使用情况和操作技术,可以确保产品的包装符合安全要求,减少运输过程中的损坏和事故发生的可能性。
-跟踪产品包装过程:通过记录产品包装的时间、方式和责任人等信息,可以方便地跟踪产品的包装过程,当出现问题时可以快速找出责任人并及时解决。
-作为质量管理和监督的依据:产品包装记录卡可以作为企业质量管理和监督的依据,作为进行内部审查和外部认证的参考资料,提升企业的质量管理水平。
2.产品包装记录卡的内容和要求-产品包装时间和地点:记录产品包装的具体时间和地点,作为追溯产品的依据。
-包装方式和规格:记录产品包装时使用的方式和规格,包括所用的包装工具和装箱设备。
-包装材料和使用情况:记录产品包装所使用的材料,如纸箱、塑料袋、包装胶带等,以及材料的使用情况,如数量、型号和批次等。
-包装操作和技术:记录产品包装过程中的操作细节和技术要求,如包装的顺序、封口的方法和力度等。
-包装检验和结果:记录包装过程中的检验项目和结果,如外观检查、尺寸检测、物料确认等。
-负责人和审核人:记录参与包装的人员信息,包括负责包装的人员和审核包装过程的人员。
-准确性:记录信息要准确无误,确保信息的可靠性和真实性。
-全面性:记录卡中的信息要完整,包括产品包装的各个环节和细节。
-可追溯性:记录卡要有编号或批次号,以便追溯产品的包装过程和质量。
-规范性:记录卡要符合包装规范和标准,确保包装过程符合要求。
-可读性:记录卡要清晰易读,便于查阅和使用。
3.产品包装记录卡的使用流程-填写记录卡:在产品进行包装之前,负责包装的人员根据包装规范和要求,在记录卡上填写相关信息,包括包装时间、方式、规格、材料等。
包装首件记录表(新)(1)

首件记录表
生产试产客户名称:产品型号:
生产单号:工序:批量:日期:
序号检验项目检验方法及设备检验结果
备注OK NG
1 生产产品和订单要求
是否一致
生产任务单
2 外观检查目视
3 尺寸检验卡尺/卷尺/规格书
4 产品功能测试功率计/光谱分析仪
5 包装材料是否和BOM
单一致
BOM单
6 灯具标贴是否和客户
要求一致
生产任务单
7 包装是否和客户要求
一致
生产任务单
8 跌落测试跌落试验作业规范
异常状况:原因分析与对策:复核结果:
首件判定
合格不合格生产拉长在线PE 审核检验员。