最新内循环uasb反应器+氧化沟工艺在啤酒废水处理中的应用
啤酒厂啤酒废水处理工艺设计毕业论文

设计总说明本设计为某啤酒厂啤酒废水处理工艺设计。
啤酒废水水质的主要特点是含有大量的有机物,属高浓度有机废水,故其生化需氧量也较大。
该啤酒废水处理厂的处理水量为5000 m3/d。
原污水中各项指标为:BOD浓度为1200 mg/L,COD浓度为2000 mg/L,SS 浓度为700 mg/L。
因该废水BOD值和COD值较大,不经处理会对环境造成巨大污染,故要求处理后的排放水要严格达到国家二级排放标准,即:BOD≤20 mg/ L,COD≤100 mg/ L,SS≤70 mg/ L。
经分析知该处理水质属易生物降解又无明显毒性的废水,可采用两级生物处理以使出水达标。
一级处理主要采用物理法,用来去除污水中的悬浮物质和无机物。
二级处理主要采用生物法,包括厌氧生物处理法中的UASB法和好氧生物处理法中的SBR法,可有效去除污水中的BOD、COD。
本设计工艺流程为:啤酒废水→ 格栅→ 污水提升泵房→ 调节沉淀池→ UASB反应器→预曝气沉淀池→ SBR池→处理水(污泥)整个工艺具有总投资少,处理效果好,工艺简单,占地面积省,运行稳定,能耗少的优点。
关键词:啤酒废水处理,高浓度有机废水,UASB法,SBR法General information of designThis design is the brewery water treatment of a Beer Company. The main distinguishing feature of the brewery water is that it contains massive organic matters and it belongs to the high concentration organic wastewater, so its biochemical oxygen demand is also high. Them/3. The concentrations of water which needs to be treated in the beer wastewater is 5000 dBOD, COD and SS are 1200 mg/L, 2000mg/L and 700 mg/L, respectively. For the high value of BOD and COD for the brewery water, it can pollute the environment if it is dischargedwithout disposal. So it is required to be strictly meet the secondary discharge standard of National Wastewater Discharge Standards which requests BOD≤20 mg/ L, COD≤100 mg/ L, SS≤70 mg/ L.After the analysis, the brewery water can biodegrade easily and has no obvious toxicity, so we use two levels of biological treatment to treat the drained water meet the designated standard. The first level of processing mainly uses the physical methods, which remove the suspended matter and the inorganic substance in the wastewater. The second level of processing is the biological methods, contains UASB (Up flow anaerobic sluge blanket) of anaerobic oxygen biology methods and SBR (Sequencing Batch Reactor) of demand oxygen biology methods, which could reduce BOD and COD in the waste water. The technological process of this design is:Beer wastewater → Screens →Swage lift pump house → Regulates sendimatation tank →Tank of UASB →pre-aeration sedimentation tank → Tank of SBR →Treatment water (sludge) .The technology has many advantages such as low investment, high efficiency, simple process, less occupied area, steady running and energy saving.Keyword: Brewery Water,High Concentration of Organic Wastewater,UASB Process,SBR Process1 前言啤酒是当今风靡世界最流行的饮料之一,我国啤酒厂的吨酒耗水量较大,一般为8 t~12 t,部分厂家可达10 t~20 t,每生产1 t啤酒将产生废液4 mL,而西方先进国家每产1 t啤酒废水排放量约4 mL,废水排放接近于耗水量的90%。
UASB+CASS组合工艺处理啤酒废水工程实例

UASB+CASS组合工艺处理啤酒废水工程实例UASB(上升式厌氧污泥床)是一种高效、低成本的生物处理技术,它通过在密闭反应器中利用厌氧微生物将有机废物转化为甲烷、二氧化碳等产物。
UASB工艺具有废水容积负荷大、占地少、操作简易等优点,但对废水中的悬浮物质和氧气敏感。
CASS(循环活性污泥系统)是一种好氧生物处理技术,通过活性污泥的曝气搅拌和沉淀来去除废水中的有机物和氮磷等营养物质。
CASS工艺具有去除率高、稳定性好等特点。
本工程实例是一家啤酒厂的废水处理工程,该厂年产啤酒10万吨,废水排放量达到10,000立方米/天。
在以往的处理工艺中,该厂接受了传统的曝气生物处理工艺,但存在废水处理效果不抱负、处理成本高等问题。
为解决这些问题,该厂引进了UASB+CASS组合工艺。
该工程的处理工艺流程如下:起首,将原始的啤酒废水经过一道格栅进行初步固液分离,去除大部分的悬浮物质。
然后,将固液分离后的废水通过UASB反应器进行厌氧处理。
在反应器中,通过调整温度、pH值等条件,利用厌氧微生物将有机物质分解为甲烷、二氧化碳等可利用的产物。
由于啤酒废水中含有大量可生物降解的有机物质,厌氧处理能够有效去除废水中的COD(化学需氧量)、BOD(生化需氧量)等指标。
接下来,将UASB处理后的废水转入CASS系统进行好氧处理。
在CASS系统中,通过曝气搅拌和沉淀,利用好氧微生物进一步降解废水中的有机物质和氮磷等营养物质。
CASS工艺对于去除废水中的COD、BOD、氨氮等指标有很好的去除效果。
最后,经过UASB+CASS组合工艺处理后的废水通过二次沉淀和消毒等环节,达到国家相关排放标准,可安全地排放至环境中。
该工程实例的运行结果表明,UASB+CASS组合工艺能够高效处理啤酒废水,处理效果显著。
在该啤酒厂的废水处理过程中,该工艺不仅达到了国家的相关排放标准,而且大大降低了处理成本和能耗,实现了经济效益和环保效益的良好结合。
综上所述,UASB+CASS组合工艺是一种分外适合处理啤酒废水的技术。
应用UASB处理啤酒生产废水研究初探
灌水标准 , 不需进行后续短时好氧处理 , 这样既可进一步降低 运行 费 , 又 可以进一步简化运行管理 。
() 4污泥浓缩池 : 浓缩污泥, 重力排泥 , 浓缩后外运。 上清液回流至调
节池。 24 A B及处理后水质变化 . U S US A B厌氧出水水质 : 0 C D≤10n 几, O 5 】 B D ̄6 ,.S  ̄6 1L。 g 0me ,S 0ng a - ,
22 污水水量和水质 . 污水水量 : = 60 0 /; q 1 0 m, d 污水进水水质 : O = 0 gL l 0 『,S 30r &- 0 『, C D 1 0m / ̄ 0mg S = 0 g - 0mg 0 5 L a 4 L B D= 0 sL一 0 m E O ¥ 0m / 1 0, 0
维普资讯
科技情报开发与经济
文章编号 : 0 — 0 3 20 ) 30 5~ 2 1 5 6 3 ( 06 1- 2 0 0 0
S I E HIF R A IND V L P E T&E O O Y C— C O M TO E E O M N T N CNM
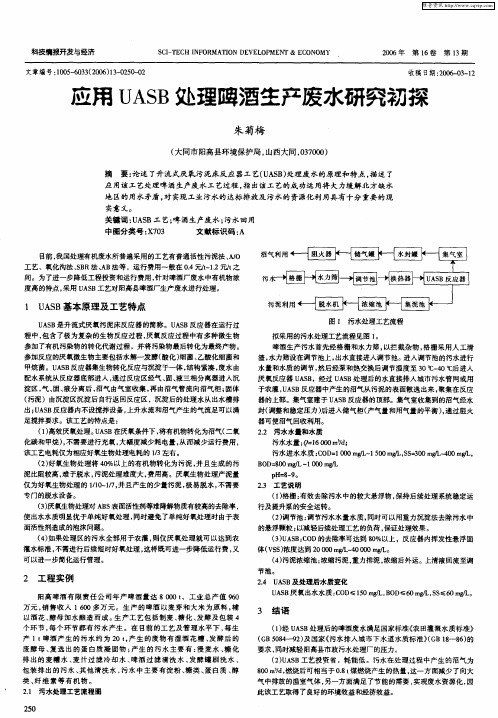
目 , 国处理有机废水所普遍采用 的工艺有普通活性污泥法 、 前 我 MO 工艺、氧化沟法、B S R法 、 B A 法等 ,运行费用一般在 0 Y t 1 : t , r 一 .  ̄ 之 4 _ 2r ; J
沼利 +_ —至 — 气 用 —亘 [ _三口 {
间。为 了进一步降低工程投资和运行 费用 , 啤酒厂废水 中有机物浓 针对 度 高的特点 , 采用 U S A B工艺对 阳高县啤酒厂生产废水进行处理 。
UASB反应器在市政污水处理中的结论与建议报告

UASB反应器在市政污水处理中的结论与建议报告目录一、研究结论 (2)二、政策建议 (4)声明:本文内容来源于公开渠道或根据行业大模型生成,对文中内容的准确性不作任何保证。
本文内容仅供参考,不构成相关领域的建议和依据。
一、研究结论(一)UASB反应器对市政污水的高效处理能力1、高有机物去除率UASB反应器在市政污水处理中展现出了高效的有机物去除能力。
研究结果显示,在处理实际城市污水时,UASB反应器对总化学需氧量(TCOD)和悬浮固体(SS)的去除率分别达到56.1%和77.3%,占到了组合工艺TCOD和SS去除率的70%和81.9%。
这表明,UASB反应器能够有效降低市政污水中的有机物含量,显著改善水质。
2、污泥减量效果显著研究还发现,UASB反应器在污泥减量方面具有显著优势。
通过沉淀池沉淀污泥回流至UASB反应器进行污泥浓缩和稳定,系统剩余污泥的表观产率为0.32kgVSS/kgCOD,与常规活性污泥法相比,剩余污泥减量达到20%~40%。
这不仅减少了污泥处理的成本,还降低了因污泥处理而产生的二次污染风险。
(二)UASB反应器与其他工艺组合的优势1、组合工艺提升处理效果研究采用UASB+MBBR组合工艺对市政污水进行处理,结果显示,在UASB和MBBR水力停留时间为7.7h和10.3h的运行条件下,系统对TCOD和SS的去除率分别达到77.8%和92.5%,出水平均浓度分别为75.7mg/L和17.3mg/L,达到《城镇污水处理厂污染物排放标准》(GB18918-2002)二级排放标准。
这表明,UASB反应器与其他工艺组合使用能够进一步提升市政污水的处理效果。
2、厌氧与好氧阶段协同作用在处理市政污水的试验中,UASB反应器主要负责厌氧阶段的有机物降解,而MBBR反应器则负责好氧阶段的进一步处理。
两者协同作用,不仅提高了有机物的去除率,还实现了氮、磷等污染物的有效去除。
研究结果显示,MBBR反应器内溶解氧为3.5mg/L时,反应器出水氨氮浓度低于1mg/L,对氨氮去除率为97.7%,对总氮(TN)的去除率为22.9%。
啤酒厂发酵废水UASB处理法文献综述
本科生毕业设计文献综述20世纪80年代以来,我国啤酒工业迅速发展,每年废水的排放量约663 万t,经过十几年的发展,目前啤酒生产厂家已达到1000多家,年产啤酒1000多万t,成为世界上第二大啤酒生产国,同时亦成为较高浓度有机物污染大户。
据2010统计得出我国啤酒年产量达4483。
04万t,酒厂废水如不经处理,每产100t啤酒所排放出的BOD值相当于14000人生活污水的BOD值,SS相当于8000人生活污水的SS,污染程度十分严重。
由于该废水BOD5/COD cr约为0。
5。
属于可生化废水,目前的处理方法以生化法为主、生化处理与物理处理相结合.到目前,国内仍是好氧处理占主导地位,常用的有活性污泥法、生物膜法、膜生物处理法和新型深井曝气法。
厌氧工艺比好氧工艺更加高效节能,迅速发展起来。
UASB是(Up—flow Anaerobic Sludge Bed/Blanket)的英文缩写。
名叫上流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床.由荷兰Lettinga教授于1977年发明.早期的厌氧消化工艺可以称为第一代厌氧消化工艺,以厌氧消化池为代表,属于低负荷系统。
早期的低负荷厌氧系统使人们认为厌氧系统的运行结果不理想时本质上不及好氧系统,不幸的是这种观点一直延续至今.由于厌氧微生物生长缓慢,世代时间长,故保持足够长的停留时间是厌氧消化工艺成功的关键条件.正是随着对厌氧发酵过程认识不断提高,人们认识到反应器内保持大量的微生物和尽可能长的污泥龄是高反应效率和反应器成败的关键。
McKiney和Eckenfelder等人在好氧及厌氧污水处理数学模型方面进行的研究,从理论上阐明了将污泥龄作为生物处理设计与运行参数的重要性。
Schroppter仿照好氧活性污泥法,开发了厌氧接触工艺;增加微生物与废水的固液分离与回流,从而可以提高消化池的污泥龄,与普通消化池相比,它的水力停留时间可大大缩短.为了保持大量的厌氧活性污泥和足够长的污泥龄,在20世纪70年代末期人们成功的开发了各种新型厌氧工艺,例如,厌氧滤池(AF)、上流式厌氧污泥床反应器(UASB)、厌氧流化床等(FB)等。
UASB-CASS工艺在啤酒厂污水处理装置改造中的应用

效果不好。再经过氧化沟处理后,污水中的氨氮、 总磷 很 难 达 达 标 排 放 标 准,且 出 水 水 质 很 不 稳 定[2]。原污水处理工艺的运行效果见表 2。
表 2 污水处理工艺的运行结果 Tab2 Operatingresultsofwastewatertreatmentprocess
COD/(mg/L) BODcr/(mg/L) SS/(mg/L)
2016年 4月 云南化工 Apr.2016 第 43卷第 2期 YunnanChemicalTechnology Vol.43,No.2
doi:10.3969/j.issn.1004275X.2016.02.017
进水
出水
去除率 /%
进水
出水 去除率 /%
进水
出水 去除率 /%
1675
70
957
1485
195
985
405
50
876
收稿:20151120 作者简介:程永伟(1981-),男,硕士,讲师,主要从事市政工程技术。
2016年第 2期 程永伟等:UASB-CASS工艺在啤酒厂污水处理装置改造中的应用
特点,公 司 对 原 废 水 处 理 装 置 进 行 改 造,采 用 UASB-CASS组合工艺对啤酒废水进行处理。
1 啤酒厂的原有情况
11 水质指标 根据常年的分析资料,大理啤酒厂污水的主要
污染因子为 COD、BODcr、SS、氨氮以及总磷等,详见 表 1。
COD/(mg/L) 1500~2500
2)对 原 有 氧 化 沟 进 行 改 建。 将 原 有 氧 化 沟 加高改造成两组 CASS池:一组曝气,一组沉淀、 排水,交 替 运 行。同 时,CASS池 曝 气 系 统 采 用 “罗茨鼓风机 +球冠形可变微孔曝气器”,可以提 高氧的利用率,提高处理效率,减少电耗。
《2024年氧化沟工艺在污水处理中的应用研究进展》范文

《氧化沟工艺在污水处理中的应用研究进展》篇一一、引言随着现代工业和城市化的飞速发展,污水的处理成为了一项迫切需要解决的问题。
污水处理的目的主要是降低废水中的污染物质,特别是对环境有害的有机物和重金属等,以保护生态环境和人类健康。
氧化沟工艺作为一种高效的污水处理技术,因其操作简便、处理效果好等优点,在污水处理领域得到了广泛的应用。
本文将就氧化沟工艺在污水处理中的应用研究进展进行详细阐述。
二、氧化沟工艺概述氧化沟工艺是一种利用微生物在沟内进行氧化反应,从而降低废水中的有机物浓度的污水处理技术。
其基本原理是通过在沟内设置曝气装置,使沟内保持一定的溶解氧浓度,同时通过微生物的生物降解作用,将废水中的有机物转化为无害的二氧化碳和水等物质。
三、氧化沟工艺在污水处理中的应用1. 生活污水处理氧化沟工艺在生活污水处理中应用广泛,能够有效地去除污水中的有机物、氮、磷等污染物质。
此外,由于氧化沟工艺的操作简便、占地面积小、处理效果好等优点,使其在农村和中小型城市的生活污水处理中具有很大的应用潜力。
2. 工业废水处理氧化沟工艺在工业废水处理中也有很好的应用效果。
对于一些有机物含量高、色度大的工业废水,如造纸、印染、化工等行业,氧化沟工艺能够有效地去除废水中的有机物和色度,降低废水的污染程度。
四、氧化沟工艺的研究进展1. 新型氧化沟工艺的开发随着科技的不断进步,新型的氧化沟工艺不断被开发出来。
例如,一些研究者通过改进曝气装置,提高了氧化沟内的氧气传递效率,从而提高了氧化沟的处理效果。
此外,还有一些研究者通过引入其他技术,如生物膜技术、光催化技术等,进一步提高了氧化沟的处理效果和效率。
2. 氧化沟工艺的优化研究除了新型氧化沟工艺的开发,对现有氧化沟工艺的优化研究也在不断进行。
例如,通过对氧化沟内的流态进行优化,可以使得废水在沟内停留时间更长,从而提高处理效果。
此外,通过优化氧化沟内的微生物群落结构,也可以进一步提高氧化沟的处理效果和稳定性。
UASB——生物接触氧化工艺处理啤酒废水
参考文献
[] 宁, 1徐 陈畅 , 志刚 . A B 接触氧化 工艺 在啤酒废 水处 赵 u s一
理 中的应用[ ]机电设备 , 0 0 5 . J_ 21( )
US A B系统中的颗粒化污泥成熟后 , 有较强的抗 有机负荷及酸碱缓冲能力。在确保及时准确监测 的 情况下 , 逐渐减少氢氧化钙投加量。 日常生产中, 仅 连续监测进 出水 C D 和 p O H两项指标 , 而不必测 总 碱度和挥发酸。 连续生产后 , 废水在 U S A B系统 中的
速 控 制 在 约 为 05m h . / ,容 积 负 荷 开 始 控 制 在 15kC D ( ) . g O J m ・ 。出水非常混浊 , d 有细小污泥随 水流出。5 后 出水混浊度较启动之 1有较大改善 , d 3 之后逐渐变澄清。该阶段培养 的目的主要是对接种 的消化 污 泥进 行恢 复 和激 活 ,通过 间歇 的进 水 和厌 氧循环泵的开启 , 对接种污泥进行驯化和筛选 , 使其 迅 速适 应 啤酒 废水 。
5 运行情况
根据 实 际 的生 产 情 况 , 阶 段 U S 现 A B系 统 平 均 日进 水 l20t 水 C D浓 度在 20 0 / 右 , 0 ,进 O 0 L左 mg 远 低 于设 计 能 力 。 国 内实 际 运 行 的 U B系 统 的 AS
容 积负 荷多 在 40 68kC D / .— . g O m ,该站 的设 计
为 防 止接种 污 泥 出现酸 化 现象 ,进 水后 向投 配 池 内人工 添加 C ( H) 每 1投加 2次 , aO : 3 , 每次 5 g 0 左 k 右, 控制 U S A B系统 进 水 p 值 不低 于 7 以创 造 有 H , 利 的细 菌增 长条件 。
UASB-接触氧化法处理啤酒工业废水的工艺设计——李云龙
唐山学院毕业设计设计题目:UASB+接触氧化法处理啤酒工业废水的工艺设计系别:环境与化学工程系班级:09 环境工程(1)班姓名:李云龙指导教师:刘昆2013年6月4日UASB+接触氧化法处理啤酒工业废水的工艺设计摘要本文针对啤酒车间废水处理工艺进行初步设计。
啤酒废水含有许多有机物质,这些有机物质浓度较高,虽然无毒,但易于腐败,排入水体后要消耗大量的溶解氧,对水体环境造成严重的危害。
啤酒废水中BOD5/COD cr值比较高,在50%及以上,非常有利于生化处理。
同时生化处理与物理法、化学法相比较:一是处理工艺较成熟;二是处理效率较高,BOD5。
COD cr去除率高,一般可达80%~90%以上;三是处理成本低(运行费用节省);经过各种啤酒废水处理工艺的对比,最终选择UASB+生物接触氧化法作为处理工艺。
本工艺流程设有格栅、调节池,对污水进行预处理,去除水中较大的悬浮颗粒和调节水质水量。
生化处理采用生物接触氧化法,可提高有机物的去除效率。
沉淀池用来进行泥水分离。
本文介绍了有关UASB+生物接触氧化法的处理流程和设计的计算、对格栅、调节池、UASB、接触氧化池、斜管沉淀池、贮泥池等进行了精细的设计和计算。
并对主要构筑物UASB池、接触氧化池做了详细的说明。
关键词:UASB;生物接触氧化;啤酒废水;UASB + contact oxidation method and treatment of wastewater in beer productionprocess designAbstractThis article was to make a preliminary design dealing with wastewater from beer industry. Beer wastewater contains many organic substances, which can cause serious harm to the aquatic environment though consuming a large amount of dissolved oxygen, although they were nontoxic. But easy to corruption, into the water to consume large amounts of oxygen in the aquatic environment, causing serious harm.The value of BOD5/CODcr of beer wastewater was very high, generally 50% or more, which was very conducive to biochemical treatment .Compared to physical and chemical method, biochemical has some advantage, such as mature technology, high treatment efficiency, which BOD5 and CODcr removal rate was high, generally up to 80% ~ 90%, and low operating cost. UASB + biological contact oxidation was finally selected as treatment process after comparing the various treatment processes.First of all, the Pretreatment process was composed by bar screen, regulating pond. The wastewater’s q uality and quantity were regulated and the large suspended particles were also removed in this part. Biological treatment by biological contact oxidation, can increase the organic matter removal efficiency. Traps used for spate separation.From this literary you can achieve a lot of ways about UASB+ biological contact oxidation to the brewery of the treatment .The treatment of calculation, for example, grid accommodator; the biological contact oxidation flatulence reactor. Concentrate mud pool and make a detailed explanation for the main building. UASB pool and the biological contact oxidation flatulence reactor..Keywords:UASB; biological contact oxidation; brewery wastewater;目录1 引言 (1)2 设计原则依据与要求 (7)2.1设计依据 (7)2.2设计原则 (7)2.3设计任务 (7)3 污水处理方案的确定 (8)3.1设计思路 (8)3.2方案比较 (8)3.3方案确定 (9)3.3.1污水处理流程 (9)3.3.2各级处理单元污染物去除率分析 (9)4 污水处理构筑物设计 (11)4.1格栅的设计 (11)4.1.1格栅的作用 (11)4.1.2设计参数 (11)4.1.3设计计算 (11)4.2集水井的设计 (14)4.2.1设计说明 (14)4.2.2设计计算 (14)4.3调节池的设计 (14)4.3.1调节池作用 (14)4.3.2设计参数 (15)4.3.3设计计算 (15)4.4 UASB反应器的设计计算 (15)4.4.1UASB反应器作用 (15)4.4.2UASB反应器的工作原理 (16)4.4.3UASB反应器的选择依据 (16)4.4.4设计参数 (16)4.4.5设计计算 (16)4.5 接触氧化池的设计计算 (20)4.5.1生物接触氧化池简介 (20)4.5.2生物接触氧化池作用 (20)4.5.3设计参数 (21)4.5.4 设计计算 (21)4.6 斜板沉淀池的设计 (23)4.6.1 沉淀池简介 (23)4.6.2 沉淀池作用 (23)4.6.3 设计参数 (23)4.6.4 设计计算 (24)5 集泥井的设计计算 (26)5.1 设计说明 (26)5.2 设计参数 (26)5.3 设计计算 (26)6 污泥处理 (27)6.1 污泥浓缩池的设计计算 (27)6.1.1 设计参数 (27)6.1.2 设计计算 (27)6.2 污泥脱水间的设计计算 (28)6.2.1 设计说明 (28)6.2.2 设计参数 (28)6.2.3 设计计算 (29)6.2.4 污泥脱水机 (29)7 污水处理站平面及高程布置 (30)7.1 平面布置 (30)7.1.1 平面布置原则 (30)7.2 高程布置 (31)7.2.1 高程设计任务及原则 (31)7.2.2污水处理高程计算 (31)8 水泵选型 (35)8.1选泵原则 (35)9 结论 (36)谢辞 (37)参考文献 (38)1 引言随着社会经济的快速发展,人民生活水平的不断提高,餐饮娱乐行业发展迅速,也带动了我国啤酒产业的迅猛发展,其需求量逐年上升,同时,也向环境中排放了大量的高负荷有机废水,每生产1 t啤酒约需要10 ~30 t新鲜水,相应地产生10~20 t废水[1]。
UASB+CASS处理啤酒废水的设计

某啤酒废水处理工艺设计摘要啤酒是世界通用性饮料,是酒精含量最低的饮料酒,而且营养丰富。
生产啤酒产生的废水,主要含有淀粉、蛋白质、酵母菌残体、酒花残渣、残余啤酒、少量酒精及洗涤用碱,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
随着啤酒行业的迅速发展,啤酒生产产生的大量废水迫切需要适当的处理,以免对环境造成更恶劣的影响。
目前,啤酒废水处理的方法多种多样,由于啤酒废水具有良好的可生化性,常常采用以生化为主,生化与物化相结合的处理工艺。
本设计处理啤酒废水采用的UASB+CASS法,是一种厌氧消化和好氧处理相结合的工艺。
厌氧处理能有效处理高浓度有机废水,不但运转费用相对较便宜,且可回收沼气;能耗低,产泥量少。
后接的好氧处理,能弥补厌氧处理的不足,能有效去除氮、磷,保证出水水质达标排放。
经过设计计算,本工艺COD去除率达到98.8%,BOD去除率高达99%,处理效果显著,出水达到《污水综合排放标准》GB8978-1996一级标准,且回收了大量沼气,创造了一定的经济效益。
关键词:UASB,CASS,啤酒废水,有机废水DESIGN OF A BREWERY WASTEWATER TREATMENTPROCESSABSTRACTBeer is the international beverage, is the lowest alcohol content alcohol drinks, with abundant of nutritious. Wastewater generated by production of beer, contains mostly starch, protein, yeast residue, hop residue, residual beer, a small amount of alcohol and washing with alkali, organic matter concentration was higher, although non-toxic, but easy to corruption, into the water body to consume a large amount DO, on the aquatic environment causing serious harm. With the rapid development of the beer industry, beer production of large quantities of waste properly addressed urgently needed to avoid the impact of the environment even worse. Currently, a wide variety of beer waste water treatment methods, because good beer wastewater biodegradability, often dominated by biochemical, biological and physicochemical treatment processes combined.The design treatment of brewery wastewater using the UASB + CASS method, is an anaerobic and aerobic digestion process of combining. Anaerobic treatment can effectively deal with high concentration organic wastewater, not only operating costs are relatively cheap, and recyclable methane; energy consumption is low, producing less sludge. Followed by aerobic treatment, anaerobic treatment can compensate for the deficiency, can effectively remove nitrogen, phosphorus, and ensure the quality of the effluent discharge standards. By design calculations, this process COD removal rate 98.8%, BOD removal rate of up to 99%, a significant treatment effect, the water reached, "Integrated Wastewater Discharge Standard" GB8978-1996 standard level, and the recovery of a large number of methane, creating a certain economic benefits.KEYWORD: UASB, CASS, BREWAGE WASTE WATER, ORGANIC WASTE WATER目录第1章前言 (1)§1.1 UASB+CASS工艺的选择 (1)§1.2 UASB+CASS工艺的概述 (2)第2章设计背景 (3)§2.1 项目概况及意义 (3)§2.2 设计条件 (3)§2.3 设计原则 (3)第3章啤酒废水处理方法比较 (4)§3.1 酸化—SBR法处理啤酒废水 (4)§3.2 UASB—好氧接触氧化工艺处理啤酒废水 (5)§3.3新型接触氧化法处理啤酒废水 (5)§3.4生物接触氧化法处理啤酒废水 (6)§3.5内循环UASB反应器+氧化沟工艺处理啤酒废水 (7)§3.6 UASB+SBR法处理啤酒废水 (8)第4章工艺流程的确定 (10)§4.1工艺流程选择 (10)§4.2 工艺流程说明 (10)第5章主要构筑物工艺尺寸设计计算 (11)§5.1 最大流量Q Vmax设计计算 (11)§5.2 中格栅工艺尺寸设计计算 (11)§5.3调节池尺寸设计计算 (12)§5.4 UASB反应器的设计 (13)§5.4.1 UASB工艺尺寸设计计算 (13)§5.4.2进水分配系统的设计 (14)§5.4.3三相分离器的设计 (16)§5.4.4 排泥系统的设置 (20)§5.4.5 出水系统的设计计算 (22)§5.4.6沼气收集系统的设计计算 (23)§5.5辐流式沉淀池 (24)§5.6 CASS曝气池工艺尺寸设计计算 (26)第6章啤酒废水处理厂平面布置 (32)§6.1总平面图布置原则 (32)§6.2 总平面布置结果 (32)第7章工程造价、效益分析 (33)§7.1 工程投资估算 (33)§7.1.1 土建部分 (33)§7.1.2 设备费用 (34)§7.2 成本估算 (34)§7.3 效益分析 (35)结论 (36)参考文献 (37)致谢 (39)第1章前言啤酒是世界通用性饮料,是酒精含量最低的饮料酒,而且营养丰富。
内循环uasb反应器+氧化沟工艺在啤酒废水处理中的应用_secret

内循环UASB反应器+氧化沟工艺在啤酒废水处理中的应用摘要:工程实践说明内循环UASB反应器+氧化沟工艺在啤酒废水处理中的应用是可行的,其COD去除率在95%以上,电耗为0.41kwh/m3。
关键字:啤酒废水 UASB 氧化沟调试达标排放概述啤酒生产中的废水主要来自糖化、发酵、罐装等车间所排的废液及设备、管道洗涤水,地面冲洗水。
主要污染物有淀粉、蛋白质、酵母菌残体、酒花残渣。
残余啤酒、少量酒精及洗涤用碱,属于中浓度有机废水[1]。
安徽庐江啤酒厂现年生产能力为6×104t,其日排废水2200m3。
水质指标见表1。
1 处理工艺的确定针对啤酒废水可生化性较好的特点(BOD5/COD Cr-0.6),可采用生化法为主的处理工艺。
生化法一般可分为好氧和厌氧。
采用单一的好氧工艺,则存在着能耗高、占地面积大、运行费用高等弊端。
升流式厌氧污泥床反应器(UASB反应器)具有不需氧、能耗低、污泥产量少等特点。
本次设计采用厌氧和好氧相串联的方式,厌氧采用内循环UASB技术,好氧处理用地有一处狭长形池塘,为了降低土建费用,因地制宜,采用氧化沟工艺。
其工艺流程见图1。
2 内循环UASB反应器的特点本工程的关键设备是UASB反应器。
该反应器是利用厌氧微生物降解废水中的有机物,其主体分为配水系统,反应区,气、液、固三相分离系统,沼气收集系统四个部分。
厌氧微生物对水质的要求不象好氧微生物那么宽,最佳pH为6.5-7.8,最佳温度为35℃-40℃[2],而本工程的啤酒废水水质超出了这个范围。
这就要求废水进入UASB反应器之前必需进行酸度和温度的调节。
这无形中增加了电器。
仪表专业的设备投资和设计难度。
内循环UASB技术是在普通UASB技术的基础上增加一套内循环系统,它包括回流水池及回流水泵。
UASB反应器的出水水质一般都比较稳定,在回流系统的作用下重新回到配水系统。
这样一来能提高UASB反应器对进水水温、pH值和COD浓度的适应能力,只需在UASB 反应器进水前对其pH和温度做一粗调即可。
UASB工艺在制药废水处理中的应用及案例分析
UASB工艺在制药废水处理中的应用及案例分析摘要:针对制药废水的生物难降解性和其废水浓度较高的特点,在工艺处理上常采用厌氧生物法大幅度削减COD,为后续好氧处理奠定基础。
UASB厌氧反应器具有结构紧凑、处理能力大、无机械搅拌、处理效果好以及投资费用省等优点,在高浓度废水处理中广泛应用。
文章阐述了UASB工艺及其组合工艺在制药废水处理中应用,并结合工程案例对其处理效果及经济效益加以阐述,为制药废水处理提供借鉴。
关键词:UASB 制药废水水处理工程案例近几年来,随着我国各类医药化工及保健品制造业的迅猛发展,制药过程中产生的废水也日益增多,该行业也逐渐成为国家环保规划重点治理的行业之一。
制药废水成分复杂、毒性大、色度高、含难生物降解物质、水质水量变化大,是较难处理的工业废水[1]。
由于制药废水的生物难降解性和其废水浓度较高的特点,在工艺处理上应优先考虑采用厌氧生物法,厌氧处理不仅可以去除大量的有机污染物,同时能够将产生的沼气进行资源化利用[2]。
和好氧法处理相比,矿物矿化程度高,活性污泥生产率低,营养盐需要量少,勿需曝气充氧等[3]。
因此,我国制药行业对抗菌素,有机合成药等生产废水的厌氧处理,已愈来愈被人们重视。
UASB(Upflow Anaerobic Sludge Blanket)厌氧反应器具有结构紧凑、处理能力大、无机械搅拌、处理效果好以及投资费用省等优点,它在高浓度有机工业废水的处理中应用广泛[4]。
目前,关于利用UASB及其组合工艺处理制药废水的研究及应用多有报道,主要利用厌氧单元承受有机负荷高的特点,在厌氧构筑物中大幅度削减COD,在后续好氧构筑物中做到进一步处理,使出水达到有关排放标准。
1 UASB工艺李宁等[5]采用升流式厌氧污泥床(UASB)反应器处理抗生素制药废水。
实验结果表明:进水COD为9300mg/L、容积负荷为9.3kg/(m3·d)时,COD去除率仍在80%以上;在COD:ρ(SO42-)=6、进水ρ(SO42-)为1500mg/L以下时,COD去除率一直保持在80%以上,SO42-去除率始终在23%以下。
污水处理工艺示例

UASB—SBR工艺处理啤酒生产废水1 废水水质及排放标准桂林某啤酒有限公司目前生产能力为25×104 t/a,吨啤酒产生废水量为7~8m3,排放废水量为6500 m3/d。
废水经处理后,要求达到《污水综合排放标准》(GB 8978—1996)的一级标准,其主要水质指标见表1。
2 主要构筑物及设备①UASB池:由原有的水解/酸化池改造而成,容积负荷为8.7 kgCOD/(m3·d),水力停留时间为7.0 h,设计水量为6500m3/d,有效容积为1 870m3。
共分12组并联运行,每组的有效尺寸为13.3 m×8.5 m×5.5 m。
三相分离器采用南开大学环境科学与工程学院的专利技术制造。
②SBR池:即原有的SBR池,其进水包括UASB池出水、低浓度废水以及锅炉房排水。
SBR池的污泥负荷为0.17 kgBOD/(m3·d),周期T为12 h。
其中,进水时间为4 h,曝气时间为6 h(曝气从进水结束前2 h 开始),沉淀时间为2 h,排水时间为1 h,闲置时间为1 h(有时视水量而变化)。
SBR池的COD去除率达95%,出水的COD浓度≤20~30 mg/L。
SBR池分3组交替进水,每组的有效尺寸为38.4 m×16 m×5.4 m。
采用螺旋式曝气器,每个曝气器的服务面积为1.5m2,共297个。
构筑物一览表见表2。
3 工艺流程保留原有的SBR工艺,将水解/酸化反应池改造成UASB反应池的过程中,同时实行清污分流,将冷却水直接排放,高浓度废水先经过UASB池处理,出水再与低浓度废水混合进入SBR反应池。
整个工艺流程如图1所示。
4 实际运行效果4.1 UASB的启动启动过程经历了污泥活性恢复、提高负荷和满负荷进水三个阶段。
启动于2000年5月开始,从成都污水处理厂运来80 t厌氧消化脱水污泥,采用边用废水对泥饼进行溶化、稀释、搅拌,边向UASB池内泵入的方式完成接种污泥的投放。
UASB工艺在污水处理中的应用

UASB工艺在污水处理中的应用什么是UASB工艺UASB是Upflow Anaerobic Sludge Blanket的缩写,中文翻译为上流式厌氧污泥床反应器。
它是一种生化污水处理工艺,在处理有机废水方面应用十分广泛。
简单来说,UASB反应器是一个圆形或方形的容器,内部放置了一些废水填料,让水自下而上通过这些填料,填料上的生物负责将有机废水降解为甲烷、二氧化碳和生物质等,其产生的泥渣在反应器中沉淀,以此实现污水的净化。
UASB工艺有什么优势相比传统的污水处理方法,UASB工艺具有以下优势:1.能够有效降解高浓度和难降解的有机废水,特别是工业废水。
2.能够在较宽的负荷范围内稳定运行,运行成本相对较低。
3.不需要额外添加氧气,能够节约能源和化学品的使用。
4.UASB反应器结构简单,易于维护和管理,具有可扩展性,可适应不同废水类型和出水要求。
UASB工艺在污水处理中的应用随着工业化水平的不断提高和城市化进程的加速推进,城市和工业废水的排放量不断增加,对环境造成了严重的威胁。
而UASB工艺在解决这一问题中也扮演了重要的角色,应用场景包括但不限于以下几个方面:工业废水处理工业废水由于种类繁多,固体含量高,难以处理,给环境带来了严重威胁。
而UASB处理工艺能够高效降解工业废水,且不需要额外氧供和药剂投加,可有效降低工业废水的化学需氧量(COD)、总有机碳(TOC)和氮磷等指标,大幅度减少工业废水的排放量和对环境的危害。
市政污水处理城市污水处理是保障城市环境卫生的关键工作之一。
与传统的活性污泥法相比,UASB处理工艺有着更好的NSF/COD比值、更高的D/S比和更低的污泥产率。
这意味着,通过UASB处理污水可以降低出水COD浓度、提高总氮去除效率,即使在高负荷状态下运行也能保证稳定性。
相比传统处理工艺,UASB工艺的优势体现在能够快速达到出水标准、设备占地面积小、设备寿命长等方面。
有机废水回收利用随着人们环保意识的提高和科学技术的发展,有机废水回收利用越来越受到关注。
水污染课程设计-某啤酒废水处理设计

课程设计说明书课程名称:水污染控制工程班级: 13600501 姓名:薛娇指导教师:唐丽娜能源与水利学院摘要本设计为某啤酒废水处理设计。
啤酒废水水质的主要特点是含有大量的有机物,属高浓度有机废水,故其生化需氧量也较大。
我国啤酒产量在2002年首次超过美国,成为世界第一啤酒生产大国后,啤酒产量一直保持10%的年增长率向前发展,已连续十年成为世界第一啤酒生产大国[1]该啤酒废水处理厂的处理水量为4000m3/d,不考虑远期发展。
原污水中各项指指标为:BOD浓度为960mg/L,COD 浓度为1700mg/L,SS浓度为500mg/L。
要求处理后的排放水要严格达到国家二级排放标准,即:BOD≤30mg/L,COD≤100mg/L,SS≤70mg/L。
本文分析了啤酒生产中废水产生的环节,污染物及主要污染来源,并从好氧、厌氧生物处理两方面来考虑了废水治理工艺,可将废水COD由1700mg/L降至50~100mg/L,BOD从960mg/L降至20mg/L以下,SS由500mg/L降到70mg/L以下,出水符合标准。
本设计工艺流程为啤酒废水→格栅→污水提升泵房→调节池→UASB反应器→SBR池→污泥浓缩池→处理水该处理工艺具有结构紧凑简洁,运行控制灵活,抗冲击负荷,污泥量小等特点,实践表明该组合工艺处理性能可靠,投资少,运行管理简单的特点。
为啤酒工业废水处理提供了一条可行途径。
具有良好的经济效益、环境效益和社会效益。
关键词:啤酒废水处理;高浓度有机废水;UASB+SBR前言 (1)1 概述 (2)1.1 设计目的 (2)1.2 设计意义 (2)2 工艺流程 (4)2.1 工艺比较 (4)2.1.1 好氧处理工艺 (4)2.1.2 厌氧处理工艺 (6)2.1.3 厌氧-好氧组合工艺 (6)2.2 工艺选择 (8)2.3 处理工艺流程图 (9)3 设计方案计算书 (10)3.1 格栅的设计与计算 (10)3.1.1 格栅的作用 (10)3.1.2 参数选取 (10)3.1.3 设计计算 (10)3.2 集水池 (12)3.2.1 设计说明 (12)3.2.2 设计参数 (12)3.2.3 设计计算 (12)3.3 调节沉淀池 (13)3.3.1 设计参数 (13)3.2.2 设计计算 (13)3.4 UASB设计计算 (14)3.4.1 组成部分 (14)3.4.2 设计计算 (16)3.4.2.1 反应器所需容积及主要尺寸的确定 (16)3.4.2.2 三相分离器的设计 (17)3.4.2.4 排泥系统的设计 (18)3.4.2.5 出水系统的设计计算 (19)3.4.2.6 沼气收集系统设计计算 (20)3.4.2.7 UASB的其他设计考虑 (21)3.5 SBR反应池的设计计算 (22)3.5.1 SBR反应器的作用 (22)3.5.2 SBR技术的工作原理 (22)3.5.3 设计参数 (23)3.5.4 设计计算 (23)3.5.4.1 反应池有效容积 (23)3.5.4.2 确定单座反应池的尺寸 (24)3.5.4.3 污泥产量计算 (25)3.6 集泥井的设计计算 (25)3.6.1 设计说明 (25)3.6.2 设计泥量 (25)3.7 污泥浓缩池的设计计算 (26)3.7.1 设计说明 (26)3.7.2 设计泥量 (26)3.7.3 参数选取 (26)3.7.4 容积计算 (26)3.8 机械脱水间的设计计算 (28)3.8.1 设计说明 (28)3.8.2 设计参数 (29)3.8.3 参数选取 (29)3.8.4 设计计算 (29)4 结论 (31)参考文献 (32)前言随着我国经济的快速发展,人民生活水平的不断提高,人们对啤酒的需求量也愈来愈大,啤酒工业随之日益发展。
UASB反应器在有机工业废水处理中的应用案例分析报告

UASB反应器在有机工业废水处理中的应用案例分析报告目录一、淀粉工业废水处理案例 (2)二、食品加工废水处理案例 (4)三、酿酒工业废水处理案例 (7)四、制药工业废水处理案例 (11)五、造纸工业废水处理案例 (14)声明:本文内容来源于公开渠道或根据行业大模型生成,对文中内容的准确性不作任何保证。
本文内容仅供参考,不构成相关领域的建议和依据。
一、淀粉工业废水处理案例(一)淀粉工业废水特性与处理需求淀粉工业在生产过程中会产生大量含有高浓度有机物的废水,这些废水不仅含有大量的悬浮物、油脂,还具有高COD(化学需氧量)和高氨氮的特点。
由于淀粉工业废水的复杂性和高污染性,其处理难度相对较大。
为实现达标排放和环保要求,需要采用高效、稳定的废水处理技术。
UASB(升流式厌氧污泥床)反应器作为一种高效的厌氧生物处理系统,特别适用于处理此类高浓度有机废水。
(二)UASB反应器在淀粉工业废水处理中的应用1、预处理阶段在淀粉工业废水进入UASB反应器之前,通常需要进行预处理,以去除废水中的大颗粒杂质、悬浮物和油脂。
预处理阶段可以采用格栅、调节池、混凝沉淀池等设备。
格栅用于去除大块悬浮物,调节池用于调节废水的pH值和温度,混凝沉淀池则通过投加混凝剂使废水中的悬浮物和胶体形成絮凝体,并通过沉淀去除。
这一预处理过程不仅有助于减少UASB反应器的负荷,还能提高后续生物处理的效率。
2、UASB反应器处理阶段经过预处理后的废水进入UASB反应器。
在UASB反应器内部,废水从池底均匀进入,以一定速度向上流动。
在此过程中,废水中的有机物与厌氧污泥中的微生物充分接触并发生反应,有机物被微生物降解为甲烷和二氧化碳等气体,同时产生沼气。
沼气上升过程中将污泥颗粒托起,形成污泥悬浮层,实现气、水、泥三相分离。
UASB反应器具有较高的COD去除率,能够有效处理高浓度有机废水,降低出水COD浓度。
3、后处理阶段UASB反应器出水后,通常还需要进行后处理以进一步去除有机物和氨氮。
UASB工艺原理解析

UASB工艺原理解析UASB工艺(Upflow Anaerobic Sludge Blanket)是一种常用于废水处理的生物反应器技术,采用厌氧条件下的上升流动方式进行废水处理。
本文将深入解析UASB工艺的原理和运作机制,并探讨其在废水处理领域中的应用。
1. UASB工艺的基本原理UASB工艺是一种基于微生物反应的废水处理技术。
它利用厌氧微生物的生物反应能力,将有机废水分解为甲烷气和二氧化碳,并最终使废水得到净化。
其基本原理可以总结为以下几点:1.1 上升流动:UASB反应器内的废水以上升的方式流动。
这种上升流动的设计有助于在反应器内形成稳定的沉淀污泥毯,从而提供适宜的生物反应环境。
1.2 厌氧条件:UASB反应器内维持厌氧条件,即无氧环境。
这种无氧环境可以促进厌氧微生物的生长和代谢,加速有机废水的降解。
1.3 悬浮污泥:UASB反应器内部不需要悬浮污泥回流,而是通过废水的上升流动带动污泥的悬浮和混合。
这种设计可以减少操作的复杂性和能耗。
2. UASB工艺的运作机制UASB工艺的运作机制可以分为三个阶段:沉淀、发酵和甲烷生成。
2.1 沉淀:在UASB反应器内,废水中的悬浮颗粒物质会沉淀形成一个稳定的污泥毯。
这个污泥毯起到过滤的作用,能够去除大部分的悬浮颗粒和有机物。
2.2 发酵:废水通过污泥毯时,厌氧微生物会将废水中的有机物质转化为有机酸。
这些有机酸进一步分解为甲烷、二氧化碳和一些副产物。
2.3 甲烷生成:在发酵过程中,产生的有机酸和醇类物质会通过甲烷发酵菌转化为甲烷气体和二氧化碳。
产生的甲烷气体可以作为一种可再生能源利用。
3. UASB工艺的应用UASB工艺在废水处理领域中得到了广泛的应用,特点如下:3.1 高效处理有机废水:UASB工艺可以有效降解有机废水,特别是高浓度有机废水。
它能够在不需要额外能源投入的情况下,将有机物质转化为甲烷气体和二氧化碳,实现废水的净化。
3.2 减少污泥生成:相比于传统的污泥活性污泥法,UASB工艺生成的污泥量要少得多。
啤酒废水的UASB+CASS组合处理工艺技术
啤酒废水的UASB+CASS组合处理工艺技术啤酒废水是指在啤酒生产过程中所产生的含有高浓度有机物等污染物的废水。
由于啤酒废水具有高浓度、复杂的化学成分以及难降解等特点,对其有效处理成为保护环境和节约资源的重要问题。
本文将介绍一种利用UASB+CASS组合处理工艺技术处理啤酒废水的方法。
UASB(上升式厌氧污泥床反应器)与CASS(循环活性污泥系统)的结合,可以实现对啤酒废水高效处理的目的。
以往针对啤酒废水处理的方法主要是利用物理化学方法,如生物膜法、生物氧化沟等。
这些方法能够去除废水中的部分有机物质,但存在运行成本高、处理效果差等问题。
UASB+CASS组合处理工艺技术的出现,为啤酒废水的高效处理提供了一种新的解决方案。
UASB是一种高效的厌氧处理工艺,通过在无氧条件下,利用厌氧菌对有机物进行降解,产生甲烷等可用能源。
UASB反应器具有体积小、运行成本低等优点,可以有效地去除啤酒废水中的有机物质。
CASS是一种循环活性污泥系统,通过活性污泥的循环,使废水与污泥充分接触,加快有机物的降解速度。
其特点是能够适应投入水质和流量的快速变化,具有良好的稳定性。
UASB和CASS的结合,可以充分发挥两种工艺的优势,实现对啤酒废水的高效处理。
具体的处理过程如下:首先,将啤酒废水引入UASB反应器中,废水在无氧条件下与厌氧菌接触,有机物质被菌群降解并产生甲烷等可用能源。
经过UASB反应器处理后的废水中,有机物的浓度已经得到明显的降低。
接下来,将UASB反应器处理后的废水引入CASS系统中,经过活性污泥的循环作用,废水中的残余有机物得到进一步的降解。
CASS系统能够快速适应投入水质和流量的变化,保证了废水处理的稳定性。
经过UASB+CASS组合处理工艺技术的处理,啤酒废水中的有机物质得到了高效去除,达到了环境排放标准。
同时,通过UASB反应器产生的甲烷等可用能源可以进行回收利用,提高了资源利用效率。
需要注意的是,UASB+CASS组合处理工艺技术在实际应用中,仍需注意以下几点:首先,要对UASB和CASS的操作条件进行精确控制,包括温度、PH值、进水量等参数的监测和调节。
UASB和氧化沟组合工艺处理啤酒废水
UASB和氧化沟组合工艺处理啤酒废水UASB和氧化沟组合工艺处理啤酒废水啤酒废水是一种高浓度、高胶体物质含量和高氮磷污染负荷的工业废水,若不经过有效处理,会对环境造成严重的污染。
因此,选择适宜的废水处理工艺显得尤为重要。
目前,UASB (上升式厌氧污泥床反应器)和氧化沟是两种常用的啤酒废水处理工艺,通过将它们组合起来进行处理,能够高效地去除废水中的有机物和氮磷污染,达到较好的处理效果。
UASB是一种基于厌氧颗粒污泥工艺的生物处理技术,可应用于高浓度有机废水的处理。
它采用高水力加载速率和内部循环流体化的特点,能够在接触时间短的情况下高效生物降解有机物。
UASB反应器中的颗粒污泥具有良好的沉淀性和自抗洗性,因此能够更好地利用和保存污泥中的活性菌群。
在UASB反应器中,废水通过进水管道从反应器底部注入,并在反应器内部自下而上地通过。
在这个过程中,废水与颗粒污泥之间进行物质和能量的交换作用,有机物被厌氧菌通过发酵酸化生成甲烷等气体,达到去除有机物的目的。
经过UASB反应器的处理,废水中的有机负荷得以降低并转化为可回收的能源。
然而,UASB工艺对废水中的氮磷污染去除效果较低。
为了提高废水处理效果,氧化沟被引入到处理工艺中。
氧化沟是一种利用氧化还原反应进行废水处理的工艺,对水中的氮磷物质有较好的去除效果。
氧化沟是一种平缓流通的开放式反应池,废水被引入沟道中流动,并暴露在大气中,利用大气中的氧气进行氧化反应。
在氧化沟中,水体的流动和氧气的供给使得生物膜上的微生物能够更好地利用氮源将氨态氮、亚硝态氮和硝态氮逐级进行氧化,最终转化为氮气释放到大气中。
同样地,氧化沟也可以通过微生物生长吸附和颗粒物沉积的方式去除废水中的磷。
将UASB和氧化沟两种工艺组合起来进行处理啤酒废水,能够综合利用它们的优势。
UASB工艺能够高效去除废水中的有机负荷,提供一个低浓度、低有机物的废水进入氧化沟进行处理;氧化沟工艺则能够进一步去除残余的氮磷污染物。
啤酒厂生产废水处理工艺设计方案
啤酒厂生产废水处理工艺设计方案XXXX环保设备有限公司XXXX.12.29目录第一章简介 (1)第二章设计依据原则和范围 (1)第一节设计依据 (1)第二节设计原则 (2)第三节设计范围 (3)第三章设计规模、进出水水质的确定 (3)第一节设计处理规模 (3)第二节设计进水水质 (3)第三节设计出水水质 (4)第四章工艺选择及工艺方案的确定 (4)一、工艺选择 (4)二、工艺简介 (20)第五章工艺设计说明 (20)第一节废水处理系统 (20)第二节污泥处理系统 (30)附:啤酒废水处理工艺流程图: (32)第六章供配电系统设计 (32)第七章建筑、结构设计 (35)第八章供排水、采暖通风 (36)第九章组织机构与人员设置 (37)第一节组织机构 (37)第二节人员设置 (37)第十章安全生产和劳动保护 (38)第十一章消防节能 (39)第十二章环境保护 (40)第一节气味 (40)第二节噪音 (41)第三节固体废弃物 (41)第四节事故应急处理方案 (41)第十三章工程实施计划 (41)第十四章投资估算 (53)第十五章成本分析 (57)第一节基础数据 (57)第二节运行成本 (57)第十六章结论及建议 (58)第一节结论 (58)第二节建议 (59)第十七章质量保证计划及售后服务承诺 (59)第一章简介贵公司在啤酒生产过程中,需排出大量的生产废水。
随着企业生产规模的扩大,污水的排放也随着增加,并对受纳水体造成一定程度的污染。
根据国家污染治理规划,排放污染的企业需达到国家规定的污水排放标准,才允许排入水体。
同时随着人民生活水平和环境治理要求的不断提高,对污水排放要求更加严格。
因此为谋求企业更大的发展必须对污水处理后达到规定的排放标准。
贵公司在生产过程中需日排放生产废水8000 m3,其COD浓度为1600-2500mg/l。
工程总规模为日处理废水8000m3。
污水处理工程设备投资情况:(不含菌种费用)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内循环u a s b反应器+氧化沟工艺在啤酒废水处理中的应用
内循环UASB反应器+氧化沟工艺在啤酒
废水处理中的应用
摘要:工程实践说明内循环UASB反应器+氧化沟工艺在啤酒废水处理中的应用是可行的,其COD去除率在95%以上,电耗为0.41kwh/m3。
关键词:啤酒废水 UASB 氧化沟调试达标排放
概述
啤酒生产中的废水主要来自糖化、发酵、罐装等车间所排的废液及设备、管道洗涤水,地面冲洗水。
主要污染物有淀粉、蛋白质、酵母菌残体、酒花残渣。
残余啤酒、少量酒精及洗涤用碱,属于中浓度有机废水[1]。
安徽庐江啤酒厂现年生产能力为6×104t,其日排废水2200m3。
水质指标见表1。
表1 水质指标
指标
项目
CODCr/(mg.L-1) BOD5/(mg.L-1) SS/(mg.L-1)
pH
进水水质指标1500
900
350
5-10
排放标准GB8978-1996
一级标准
100
30
70
6-9
1 处理工艺的确定
针对啤酒废水可生化性较好的特点(BOD5/CODCr-0.6),可采用生化法为主的处理工艺。
生化法一般可分为好氧和厌氧。
采用单一的好氧工艺,则存在着能耗高、占地面积大、运行费用高等弊端。
升流式厌氧污泥床反应器(UASB反应器)具有不需氧、能耗低、污泥产量少等特点。
本次设计采用厌氧和好氧相串联的方式,厌氧采用内循环UASB技术,好氧处理用地有一处狭长形池塘,为了降低土建费用,因地制宜,采用氧化沟工艺。
其工艺流程见图1。
2 内循环UASB反应器的特点
本工程的关键设备是UASB反应器。
该反应器是利用厌氧微生物降解废水中的有机物,其主体分为配水系统,反应区,气、液、固三相分离系统,沼气收集系统四个部分。
厌氧微生物对水质的要求不象好氧微生物那么宽,最佳pH为6.5-7.8,最佳温度为35℃-40℃[2],而本工程的啤酒废水水质超出了这个范围。
这就要求废水进入UASB反应器之前必需进行酸度和温度的调节。
这无形中增加了电器。
仪表专业的设备投资和设计难度。
内循环UASB技术是在普通UASB技术的基础上增加一套内循环系统,它包括回流水池及回流水泵。
UASB反应器的出水水质一般都比较稳定,在回流系统的作用下重
新回到配水系统。
这样一来能提高UASB反应器对进水水温、pH值和COD浓度的适应能力,只需在UASB反应器进水前对其pH和温度做一粗调即可。
UASB反应器采用环状穿孔管配水,通过三相分离器出水,并在三相分离器的上方增加侧向流絮凝反应沉淀器,它由玻璃钢板成60°安装而成,能在最大程度上截留三相分离出水中的颗粒污泥。
见图2。
3 主要技术指标
3.1 设计水量
Q=2200m3/d
3.2 主要工艺设计参数见表2
表2 主要设备工艺参数
集水池
调节池UASB
氧化沟
二沉池
停留时间/h 1.0
8.0
9.0
12.5
V有效容积/m3
91.67
730.0
825.0
1145.0
COD容积负荷/(kg.m-3.d-1 1)
2.5
面积负荷/(m3.m-2.h-1)
1.0
3.3 主要构筑物、设备
主要构筑物及设备见表3。
表3 主要构筑物、设备
序号
名称
规格型号
数量
1
集水池
5.0m×10.0m×3.2m(H) 1
2
调节池
10.0m×18.0m×3.4m(H) 1
3
UASB
14.0m×10.0m×6.0m(H) 1
4
氧化沟
38.m×11.0m×3.4m(H)
5
二沉池
Φ11.0m×3.2m(H) 1
6
污泥干化池
4.0m×6.0m×1.0m 1
7
机械格栅
HF-500
1
8
提升泵
100WQ80-9-4 2
9
固液分离机GLG-90
1
10
潜水搅拌器QJB7.5/6 1
11
配水泵
AS7.4-2CB 2
12
三相分离器AZD-I
8
13
回流水泵2·(1/2)PW 2
14
气液分离器
Φ1.0m×2.0(H)
1
15
水封器
Φ0.52m×1.2m(H) 1
16
曝气转刷
Φ1.0m×4.5m(H)1
17
刮泥机
CG11D
1
18
回流污泥泵
2·(1/2)PW
2
3.4 主要技术经济指标
主要技术经济指标见表4。
表4 主要技术经济指标
序号
项目
设计指标
1
水量/(m3.d-1) 2200
2
工程总投资/万元177.87
3
运行费用/元.m-3 0.36
4
总装机容量/kW 68.95
5
常用容量/kW 45.95
6
耗电量/kWh.m-3 0.41
7
占地面积/m3 1700
8
吨水造价/元
809
4 调试、运行情况
工程施工结束,设备单机、联动调试后,调试入员对UASB反应器和氧化沟进行了污泥接种、驯化。
好氧污泥取自合肥市市政污水处理厂,厌氧污泥取自无锡污水处理厂的脱水消化污泥。
该废水处理工程自2000年元月调试运行以来,氧化沟污泥沉降性能良好,未出现污泥膨胀;UASB出水稳定,并已长出直径1mm左右的颗粒污泥。
剩余污泥除用泵打到干化池干化外,还可在污泥泵的出口上接一旁路至调节池,由UASB反应器消化降解。
调试所得的数据如下:
①UASB反应器:污泥浓度30g/L;容积负荷
3.0kg[COD]/(m3.d);CODCr去除率80%。
②氧化沟:污泥浓度3g/L;污泥负荷0.21kg[COD]/(k[MLSS].d);容积负荷0.3kg[COD]/(m3·6);CODCcr除率85%。
③处理出水验收数据为:CODCr67mg/L;BOD5
15mg/L;SS16mg/L,pH7.1。
5 结论
①工程实践证明,采用内循环UASB反应器+氧化沟工艺处理啤酒废水是可行的,其运行结果表明CODCr总去除率高达95%以上。
②由于采用的是内循环UASB反应器和氧化沟工艺串联组合的方式,可根据啤酒生产的季节性、水质和水量的
情况调整UASB反应器或氧化询处理运行组合,以便进一步降低运行费用。
参考文献:
[1] 袁惠民.杜绿君啤酒技术及管理[M].北京:中国轻工业出版社,1994.
[2] 贺延龄废水的厌氧生物处理[M].北京:中国轻工业出版社,1998 </P。