开姆洛克指南
一站工材深度剖析开姆洛克220

一站工材深度剖析开姆洛克220
开姆洛克是一种用途广泛的热硫化胶粘剂,其品种主要有:开姆洛克205,开姆洛克220,开姆洛克250,开姆洛克252x,开姆洛克218等。
开姆洛克220的用途主要是:多种未硫化橡胶与涂有开姆洛克205的金属粘接的热硫化型胶粘剂。
开姆洛克220特点:1.高强度粘接多种未硫化橡胶与涂有开姆洛克205的金属,适用橡胶有:天然胶、丁苯胶、氯丁胶、丁腈胶、异戊二烯等橡胶。
2.耐热、耐水、盐雾、化学品、油脂,多种溶剂及腐蚀性气氛,具有良好的耐腐蚀性和耐环境性。
3.干燥胶膜坚硬,有耐冲刷性,适用于注模硫化工艺。
4.涂胶后,可较长时间停放。
开姆洛克220性能:组份:有机聚合物和分散填料,溶解在二甲苯和过氯乙烯溶剂系统中颜色:黑色,不透明,粘度: 135~300cps。
含固量: 23~27%(重量份),比重:1.05~1.09,闪点: 28℃,稀释剂:二甲苯,溶剂:二甲苯、过氯乙烯,储存期:未开启容器(25C)24个月。
开姆洛克220加工工艺:表面处理:机械法(喷砂)后脱脂,或化学处理。
先涂CH205,干燥。
稀释:可不经稀释直接涂胶,若实际操作需要。
亦可以前述稀释剂进行适量稀释。
搅拌:涂胶之前经充分搅拌,达到均匀混合后方可使用。
开姆洛克(CHEMLOK)胶粘剂的性质及选用
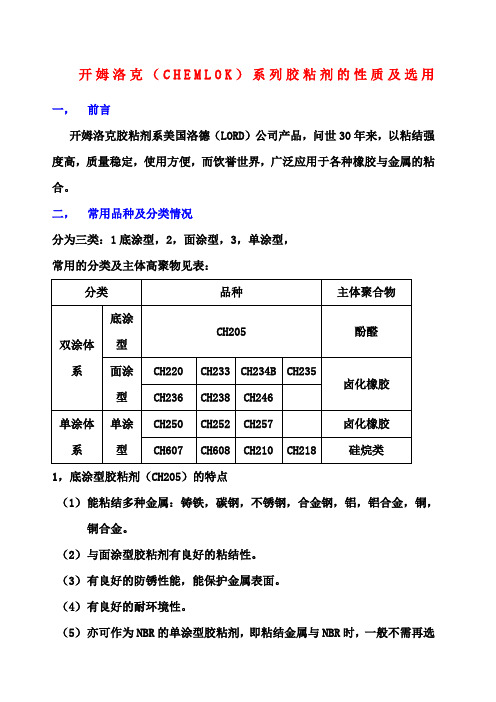
开姆洛克(CHEMLOK)胶粘剂的性质及选用1,2,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表开姆洛克胶粘剂选用指南胶种单涂胶粘剂法双涂胶粘剂法NR 250 252 257 402 220,233,234B,236 SBR 250 252 257 402 220,233,234B,BR 250 252 257 402 220,233,234BNBR 205 250 252 257220,233,234B,236 BN LJ210 402 607IIR 250 252 234B,236,238 EPDM 250,252硫黄607,DCP 252树脂236,238 CR 250 252 257 402 220,234B,236,238 聚硫胶205 218硅胶607 608 氟胶607聚氨酯胶210反应注模210,218浇铸型混炼型250,BN 233通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
开姆洛克胶粘剂工艺及应用

开姆洛克胶粘剂工艺及应用胶粘剂是一种广泛应用于工业生产和日常生活中的材料,它能够将不同的物体牢固地粘合在一起。
开姆洛克胶粘剂是一种常见的胶粘剂品牌,具有优异的粘合性能和广泛的应用领域。
一、开姆洛克胶粘剂的工艺开姆洛克胶粘剂的制备工艺经过多年的研究和改进,具有高效、稳定的特点。
其制备过程主要包括以下几个步骤:1. 原料准备:开姆洛克胶粘剂的主要原料包括树脂、溶剂、填料等。
这些原料需要经过精确的配比和筛选,以确保胶粘剂的性能和质量。
2. 混合和搅拌:将准备好的原料按照一定的配方比例加入混合槽中,并进行搅拌混合。
搅拌的目的是使各种原料充分混合均匀,确保最终产品的质量稳定。
3. 精炼和过滤:混合后的胶粘剂需要进行精炼和过滤,以去除其中的杂质和颗粒。
这一步骤可以提高胶粘剂的纯度和透明度,同时减少使用过程中的堵塞和损坏。
4. 包装和贮存:经过精炼和过滤的胶粘剂需要进行包装和贮存,以确保其长期的保存和使用。
常见的包装方式包括桶装、管装等,根据不同的需求选择合适的包装方式。
二、开姆洛克胶粘剂的应用开姆洛克胶粘剂具有广泛的应用领域,以下是其中几个常见的应用场景:1. 工业制造:开姆洛克胶粘剂在工业制造中扮演着重要的角色。
它可以用于汽车制造、电子设备组装、家具制造等领域,用于固定、粘合和密封各种零部件,提高产品的质量和可靠性。
2. 建筑装修:在建筑装修中,开姆洛克胶粘剂可以用于地板安装、墙面装饰、瓷砖粘贴等工作。
它能够牢固地将各种材料粘合在一起,提供持久的粘合效果,同时具有防水、防霉等特性。
3. 包装行业:开姆洛克胶粘剂在包装行业中广泛应用。
它可以用于纸箱封口、标签粘贴、胶带制作等工作,提供可靠的粘合效果,确保包装的完整性和安全性。
4. 日常生活:开姆洛克胶粘剂在日常生活中也有许多应用。
比如,可以用于修补家具、粘贴照片、制作手工艺品等。
它方便易用,能够满足人们各种粘合需求。
总结:开姆洛克胶粘剂凭借其优异的粘合性能和广泛的应用领域,成为了胶粘剂市场的重要品牌之一。
开姆洛克指南
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
开姆洛克(CHEMLOK)胶粘剂的性质及选用

开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1) 硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2) 硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
关注俄罗斯认识俄罗斯

关注俄罗斯认识俄罗斯
俞邃
【期刊名称】《俄罗斯学刊》
【年(卷),期】2011(0)2
【摘要】俄罗斯独立以来的历程可以用"破、乱、治、兴"四个字概括.当前俄罗斯面临这样几个基本问题:经济与全面现代化战略;政局与"梅普组合";外交战略与独联体;俄中战略协作伙伴关系;俄罗斯与美国及其他方面的关系.跨入新世纪的俄罗斯将逐渐由乱而治,由治而兴,选择一条适合俄罗斯国情的发展道路,如果获得成功,则将是再一次历史性转折.
【总页数】8页(P5-12)
【作者】俞邃
【作者单位】中国当代世界研究中心
【正文语种】中文
【中图分类】D73
【相关文献】
1.当代俄罗斯哲学的认识论反思——评《认识论与俄罗斯哲学》 [J], 郭明
2.俄罗斯军事改革任重道远——关注俄罗斯军事改革新动向 [J], 马建光;张明
3.俄罗斯诉讼法制改革的尾声--关注《俄罗斯联邦民事诉讼法典》 [J], 於海梅
4.以独特视角深入分析和认识俄罗斯——《北极政治、海洋法与俄罗斯的国家身份:巴伦支海划界协议在俄罗斯的争议》书评 [J], 沈婷婷
5.俄罗斯开始关注天然气加工与化工生产——俄罗斯《东部天然气规划》解读 [J], 孙永祥
因版权原因,仅展示原文概要,查看原文内容请购买。
CHEMLOK 表面处理剂选型指南说明书

60多年来,Chemlok® 表面处理剂一直在高性能的橡胶-金属附着中发挥着重要作用,可降低汽车、电力、土木工程、石油天然气以及工业应用等行业的风险并改善工艺。
无论您遇到什么挑战,我们都可以为您提供帮助。
这就是Chemlok成为助力弹性体粘合终极产品的原因。
基于经过多代验证的技术,Chemlok为您提供完美的品质、服务和性能。
通用型弹性体解决方案一般来说,促粘成分的首选是弹性体。
其配方类型和细节的选择基于弹性体的预期功能。
天然橡胶和许多合成弹性体组成了橡胶聚合物的可用范围。
选择弹性体时需考虑的因素包括零件的性能要求以及混合、加工和成型的简易性。
615029869568007 Blue8009B 8008821082168212溶剂型水性单涂层双涂层面涂底涂2056253220LF20764116100610861258560S 8560D 8566通用型弹性体混合解决方案如果您需要一种环保型表面处理剂,可帮助和促进各种天然和合成弹性体附着至涂有底涂的金属上,当无法完全切换到水性系统时,请查看我们的混合解决方案。
这些环保选项还可以帮助和促进冷轧钢、磷化钢、铝和相同性能水平的其它各种基材的附着。
8009B 641161088216205207双涂层系统选项溶剂型表面处理剂水性底涂水性表面处理剂溶剂底涂面涂底涂特种弹性体解决方案为了满足客户帮助和促进特种弹性体附着至不同基材上的需求,我们根据客户的工艺参数提供多种选择。
811660751505151AP-13381168600213218219610607TY-PLY BN6150AP-1336108560S60761506108560S丁腈橡胶(NBR/HNBR )溶剂体系乙烯丙烯酸和 环氧氯丙烷水性体系聚丙烯酸酯聚氨酯(浇注型和注塑型)氟橡胶 (FKM)硅胶(过氧化物硫化)607608AP-133Y-1540TY-PLY BN615064506125213701TPU8600表面处理剂良好合格不建议优秀CHEMLOK 喷涂浸涂模污 染性耐沸 水性耐盐 雾性耐预烘性耐热老化性多种弹性体适应性涂胶后可停放期注模时耐冲刷性可单涂性VOC 排放环境友好性2052078009298615061256411610862536956TY-PLY BN 6078560S8560D 81168110610溶剂型解决方案水性解决方案涂胶方法性能属性适用底涂请根据要附着的弹性体类型选择Chemlok表面处理剂。
CHEMLOK SAMINAR (2)
--开姆洛克胶粘剂工艺及应用 --- 江苏常州地区用户技术交流
上海洛德化学有限公司 许晶,技术服务部 2005.07.14
常州地区Chemlok胶粘剂技术交流会日程安排
会议主持:张炜(常州固业佳玛化工有限公司,销售经理) 9:00会议开始 9:15
2
Chemlok技术服务人员介绍
CH238
CH250
通用橡胶及IIR、EPDM
通用橡胶及IIR、EPDM、ECO (氯醇胶)、CMS(氯磺化 聚乙烯)、PU 通用橡胶及IIR、EPDM、CMS
面涂胶粘剂。
单涂胶粘剂。
CH252
单涂胶粘剂。
CH207
CH259
不单独使用。
通用橡胶 。
双涂体系的底涂胶,耐高温、乙二醇和硅 油。
面涂胶粘剂,常以CH207为底胶。
丁腈或羧基丁腈胶、混炼型聚氨酯与金属,单涂胶粘剂,涂胶层薄, 氯磺化聚乙烯、聚酯、高密度交联聚乙烯 耐增塑剂。 等乙烯基聚合物与铜线。 氟橡胶、硅橡胶。 氟橡胶。 单涂胶粘剂。 单涂胶粘剂。
AP133 CH607
CH5150
CH608
10
氟橡胶(3M公司产)。
硅橡胶。
单涂胶粘剂。
单涂胶粘剂。
开姆洛克胶粘剂分类表(三)
员工: 25人 年销售: 1000万美元以上
用户: 5000余家
主要客户:无锡雀来宝减振器有限公司、东海(天津、嘉兴)橡 塑公司、沈阳普利司通有限公司、宁国中鼎密封件有限公司
全国销售点 32家
6
橡胶与金属粘接用硫化型胶粘剂
1860年 1862年 1927年
硬质胶法 镀黄铜法 环化橡胶法
一站工材阐析开姆洛克Chemlok-603使用说明
一站工材阐析开姆洛克Chemlok-603使用说明一、用途:开姆洛克603是一种用于高中丁腈橡胶之间及NBR与金属之间的热硫化型胶粘剂。
二、开姆洛克603产品性能外观黑色液体固含量 19-21粘度 36-45比重 0.88-0.89溶剂、乙酸乙酯稀释剂、乙酸乙酯。
三、基材表面处理为获得满意的粘接性能,基材表面必须清洗干净。
橡胶表面用处理干净。
金属表面处理按次序处理——清洗、喷砂、清洗。
表面处理干净应立即涂胶。
开姆洛克603使用之前必须充分搅拌均匀,同时使用过程中悬浮物应保持分散均匀。
胶粘剂可刷涂或浸涂。
开姆洛克603涂层应干燥30-60分钟。
四、开姆洛克603使用说明稀释:可不经稀释直接涂胶。
若实际操作需要,亦可以前述稀释剂进行适量稀释。
加稀释剂时应边缓慢加入,边保持搅拌。
搅拌:涂胶之前须充分搅拌,达到均匀混合后方可使用。
涂胶:用刷涂法或浸渍法将CH603均匀涂覆于金属等基材表面。
涂胶建议:刷涂时注意保持涂胶膜厚薄均匀;浸涂时可用乙酸乙酯稀释后,控制粘度为30-48秒(Zahn #2杯),合理调整退液速度可减少流淌和滴挂;喷涂时控制粘度为21-24秒(Zahn #2杯),防止干喷影响粘接。
涂胶厚度:单涂使用时控制干膜厚度为17.8~30.5μm;作面涂时控制15.2~20.3μm。
干燥:室温干燥至少30-60分钟。
停放:根据需要可将涂胶件在最高65C烘干后立即硫化,注意存放在干燥环境中,要避免长时间暴露在高湿度环境。
硫化:当涂胶件被放置于热模中后,应迅速填充橡胶并合模,防止胶粘剂预固化而失效,以确保胶粘剂和橡胶同时硫化,并获得最佳粘接性能。
实际硫化条件取决于胶料硫化条件。
操作与存放过程中避免接触高湿度空气。
五、开姆洛克603注意事项一、溶剂易挥发,使用完毕请将容器盖紧。
二、溶剂蒸汽有害,工作场所防火通风,防止长期吸入或长期皮肤接触。
以上内容由一站工材搜集整理,希望可以更好地帮助到您。
开姆洛克(CHEMLOK)胶粘剂的性质及选用
开姆洛克(CHEMLOK)胶粘剂的性质及选⽤开姆洛克(CHEMLOK)系列胶粘剂的性质及选⽤⼀,前⾔开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度⾼,质量稳定,使⽤⽅便,⽽饮誉世界,⼴泛应⽤于各种橡胶与⾦属的粘合。
⼆,常⽤品种及分类情况分为三类:1底涂型,2,⾯涂型,3,单涂型,常⽤的分类及主体⾼聚物见表:(1)能粘结多种⾦属:铸铁,碳钢,不锈钢,合⾦钢,铝,铝合⾦,铜,铜合⾦。
(2)与⾯涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护⾦属表⾯。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结⾦属与NBR时,⼀般不需再选⽤⾯涂型胶粘剂。
2,⾯涂型胶粘剂的特点(1)通过正确选⽤,能粘结各种通⽤橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于⾯涂型胶粘剂与⾦属的粘结效果不是很好,或者即使有些品种,如常⽤的CH220,初期粘结强度亦很⾼,⾜以产⽣橡胶内聚破坏的结合⼒,但粘结件耐环境性,稳定性不⾜,因此,使⽤⾯涂型胶粘剂之前,⾦属表⾯⼀般宜先涂底涂型胶粘剂,确保与⾦属优良的粘合,确保粘结件的耐环境性,耐久性。
由⼀种底涂型胶粘剂和⼀种⾯涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种⾦属的粘结优良。
(2)通过正确的选⽤,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/⾦属粘结件,⼯艺上⽐较⽅便,因此⽐较受⼯⼚欢迎。
值得注意是,虽然单涂型胶粘剂与⾦属的粘结优与⾯涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+⾯涂)。
三,性能与特点第⼀个特点适⽤⾯⼴,品种多进30个见表(1)硫化粘结各种橡胶与多种⾦属粘合,如铁,钢,不锈钢,合⾦钢,铝,铝合⾦,铜,铜合⾦等。
(2)硫化粘结各种橡胶与多种织物,纤维,如⼈造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
开姆洛克指南

开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
洛克莫卢克电子公司Conext SW系列产品技术指南说明书
976-0375-01-01/AMay2018Technical Bulletin EXCLUSION FOR DOCUMENTATIONUNLESS SPECIFICALLY AGREED TO IN WRITING,SELLER(A)MAKES NO WARRANTY AS TO THE ACCURACY,SUFFICIENCY OR SUITABILITY OF ANY TECHNICAL OR OTHER INFORMATION PROVIDED IN ITS MANUALS OR OTHER DOCUMENTATION;(B)ASSUMES NORESPONSIBILITY OR LIABILITY FOR LOSSES,DAMAGES,COSTS OR EXPENSES,WHETHER SPECIAL,DIRECT,INDIRECT,CONSEQUENTIAL OR INCIDENTAL,WHICH MIGHT ARISE OUT OF THE USE OF SUCH INFORMATION.THE USE OF ANY SUCH INFORMATION WILL BE ENTIRELY AT THE USER’S RISK;AND(C)REMINDS YOU THAT IF THIS MANUAL IS IN ANY LANGUAGE OTHER THAN ENGLISH,ALTHOUGH STEPS HAVE BEEN TAKEN TO MAINTAIN THE ACCURACY OF THE TRANSLATION,THE ACCURACY CANNOT BE GUARANTEED.APPROVED CONTENT IS CONTAINED WITH THE ENGLISH LANGUAGE VERSION.DANGERELECTRIC SHOCKAction Required For New InstallationsImportant:Do not attempt to install a dual inverter(stacked)configuration until further notice from Schneider Electric.Contact a technical sales representative for updates concerningthis issue.Products Affected•Conext SW2524120/240(Product Number:865-2524)•Conext SW4024120/240(Product Number:865-4024)•Conext SW4048120/240(Product Number:865-4048)•Conext SW2524230(Product Number:865-2524-61)•Conext SW4024230(Product Number:865-4024-61)•Conext SW4048230(Product Number:865-4048-61)IssueA dual unit or stacked inverter configuration1will result in a persistent F72event from theSystem Control Panel(SCP)or Conext ComBox.This error event cannot be clearedregardless of AC In settings.1.A dual inverter configuration is sometimes referred to as a stacked system or a multiple unit configuration.Copyright©2018Schneider Electric.All Rights Reserved.All trademarks are owned by Schneider Electric Industries SAS or its affiliated companies.For local customer technical support go to:/tech-support.。
开姆洛克 CHEMLOK 胶粘剂的性质及选用
开姆洛克(C H E M L O K)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
开姆洛克说明书
开姆洛克说明书-3CHEMLOK 901开姆洛克----橡胶与金属胶粘剂一、用途:可作为Chemlok950的耐严酷环境的溶剂型底涂胶粘剂。
二、特点:1.可对经机械或化学处理的冷轧钢或铝材提供优良粘接和耐腐蚀性能。
2.提供优良耐热水溶液和乙二醇性能。
三、性能:外观:灰色液体粘度:25~425cps。
含固量:23~26%(重量份)比重:0.935~0.959闪点:16℃稀释剂:MIBK、二甲苯溶剂:MIBK、二甲苯储存期:未开启容器(21-27℃)6个月四、工艺:·表面处理:机械法(喷砂)后脱脂,或化学处理。
先底涂,干燥。
采用喷砂工艺时,金刚砂可用于钢铁类金属,对非铁类金属应使用石英砂。
·稀释:可不经稀释直接涂胶,若实际操作需要。
亦可以前述稀释剂进行适量稀释。
·搅拌:涂胶之前经充分搅拌,达到均匀混合后方可使用。
·涂胶:用刷涂或浸渍法、辊涂法、喷涂法、转移法将EP6788-50涂覆于底胶干膜上。
·涂胶厚度:(干膜)8--13μ。
·干燥:金属件可在65℃预热,涂胶后室温干燥至少45分钟,若加温干燥,时间可短些。
·停放:根据需要可在干燥后立即硫化,亦可停放较长时间再硫化,但要避免污染。
·硫化:取决于胶料硫化条件。
·清洗:可使用二甲苯、甲苯或丁酮。
五、注意事项:1.应贮存于干燥阴凉处,远离热源与明火。
2.溶剂易挥发,使用完毕请将容器盖紧。
3.溶剂蒸汽有害,工作场所防火通风,防止长期吸人或长期皮肤接触。
六、本产品系洛德公司(LORD Corp.)技术并生产,上海洛德化学有限公司提供技术咨询和销售。
CHEMLOK EP6788-50开姆洛克----橡胶与金属胶粘剂一、用途:多种未硫化橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。
二、特点:1.高强度粘接多种未硫化橡胶与涂有CH205的金属,适用橡胶有:丁苯胶、氯丁胶、丁腈胶、异戊橡胶和聚丁二烯橡胶。
一岁以下婴儿海姆立克法操作流程
一岁以下婴儿海姆立克法操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一岁以下婴儿的海姆立克急救法操作指南当一岁以下的婴儿出现窒息情况,如误吞异物,海姆立克急救法(Heimlich Maneuver)是关键的救生技能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
前三种含少量非挥发性异氰酸酯,主要用于粘结通用橡胶与织物,后者为硅烷类,用于粘结硅橡胶,氟橡胶与织物。
(3)硫化粘结异种生胶或硫化胶,其中异种硫化橡胶之间的再次硫化粘结,洛德名之说“后硫化粘结”。
该技术适用于大多数通用橡胶,可选用的胶粘剂有:CH233,CH234B,CH236,CH238,CH252。
4)硫化粘结各种橡胶与硬质塑料,硬质尼龙,。
粘结硅胶,氟胶时,可选用CH607。
粘结通用型橡胶时,可以选用以CH205底涂胶(CH205能与多种塑料粘结)。
第二个特点粘结强度高质量稳定粘结NBR,NR,BR,SBR,CR,EPDM,IIR等通用橡胶,都可确保获得橡胶内聚破坏的粘结强度,按HG4-852-81扯离强度测试,一般在4—8MPa左右,高时可达10MPa。
由于试验时,一般都发生橡胶破坏。
即使粘结特种胶如PU,CHC,CHR,CSM,FR,VMR等也能获得较好的粘结效果。
第三个特点耐环境性优良除了CH607的耐热性能低于它所能粘结的FR,VMQ以外,其它的粘合剂都优它所能粘结的橡胶。
在常用的胶粘剂中,CH252,BN的耐油性由于其它品种,因此在制造耐燃料油制品,如油封,胶管法兰接头时宜选用它俩。
第四个特点毒性较低使用方便除溶剂(甲苯,二甲苯,酮,乙醇等)为挥发性外,其余高聚物,化合物都为非挥发性物质。
故毒性低于异氰酸酯。
使用方便体现在:(1)单组份包装。
(2)储存期长,一般1--2年。
(3)适用于各种涂胶方式:刷涂,浸涂,喷涂,辊涂。
(4)金属件涂胶干燥后,可停放较长时间,只要不从新污染,不影响粘结效果。
(6)可采用各种硫化方式:平板硫化,移模硫化,注模硫化,硫化罐硫化,间接蒸汽,直接蒸汽,常压,中压,连续硫化。
(6)在模具中耐预热能力强,大多数开姆洛克胶粘剂在模具中于120—150℃温度下,预热10分钟,不会消弱粘结能力。
四,凯姆洛克的粘结原理(1)在低模量的橡胶与高模量的金属之间,胶粘剂应成为一个模量梯度层,以减少粘结件受力时的应力集中,因此胶粘剂层应有一定的厚度。
底涂胶粘剂模量总是大于面涂胶粘剂模量,而面涂胶粘剂模量一般都大于橡胶。
(2)底涂型胶粘剂,或单涂型胶粘剂之间,以胶粘剂与橡胶之间,通过相互扩散和共交联作用而实现粘结。
胶粘剂和橡胶界面之间的相互扩散对于优良的粘结是十分重要的。
充分的相互扩散,能在胶粘剂和橡胶之间形成一个完全连续的过渡层。
设计胶粘剂时应首先考虑到相互扩散能力。
并使在交联反应发生之前有足够的相互扩散时空。
(3)在设计胶粘剂时,应有下列次序发生。
A,底涂型,面涂型胶粘剂内部交联及共交联。
B,底涂型胶粘剂与金属产生吸附C,胶粘剂和橡胶产生共交联,橡胶交联。
橡胶与纤维,织物材料的粘结与此类似。
五,选用原则首先确定采用双涂还是单涂,要求高的产品或金属表面处理工艺不严的工厂,宜选用(金属表面40目砂处理)在确定了单涂或双涂体系后,在选择具体品种时,至少要考虑10项因素:1,胶种,胶种不同粘结难易程度也不同。
通用橡胶的粘结性能差异,可用可粘性指数表示,极性橡胶优于非极性橡胶,开姆洛克与橡胶粘结规律如下:(CH233,CH234B,CH236,CH238CH250,CH252,CH257),CH220,CH205。
NBR可选用上述任何一种胶粘剂,在大部分情况下,只用CH205即完全满意的粘结。
CR,NR,SBR,BR等则必须用CH220(以CH205作底涂胶)或其它粘结性更高的品种,单用CH205则不行。
IIR,EPDM等则一般非用比CH220粘结性更强的品种,才能达到满意的效果。
2,橡胶硬度橡胶硬度对粘结难易性也有一定的影响。
对于NR,SBR,BR等橡胶,CH220/CH205双涂体系适用硬度范围大致为XHS=40--85,对于NBR,CH205使用范围也大致如此,也有工厂在使用中发现CH205可满意的粘结XHS=25的NBR。
在此硬度范围之外的胶料,一般选用粘结性更强的胶粘剂,即NBR选用CH220/CH205,甚至CH233/CH205等。
3,硫化剂类型同一种胶采用不同类型的硫化剂时,应选用不同的胶粘剂如:NBR 硫黄硫化体系选用CH205。
过氧化物硫化体系选用CH607,EPDM 硫黄CH236,CH238。
过氧化物CH607,CH246。
树脂CH252,CH238。
常用的适用过氧化物硫化的为CH238,CH246,CH252,CH607,CH608,其余常用品种以适应硫黄硫化为主。
4,硫化体系在常规,半有效(SEV)及有效硫化体系(EV)中,一般采用常规硫化体系(S>1.5份)的胶料比较容易粘结,可采用CH220/CH205双涂体系。
SEV/EV硫化体系的胶料CH220/CH205不一定适用,故以选用比CH220更好的胶粘剂。
5,硫化速度一般都可确保胶粘剂固化反应起步早于橡胶硫化反应或两者同步发生,应注意胶料的焦烧期尽可能长些。
对于硅胶来说一般CH608的反应速度高于CH607,因此对于硫化温度下t1/2较短的过氧化物硅胶胶料,以及一些不需二段硫化的胶料,应考虑CH608。
6,门尼粘度由于开姆洛克胶粘剂干燥后胶膜胶硬(尤其是CH220/CH205)因此胶料门尼粘度低,有助于胶粘剂——胶料之间的密切接触及相互扩散,有利于粘结。
7,含油量胶料中低于20份时一般不发生问题,如含油量高于20份时,双涂体系以选用CH238为宜,单涂体系以CH252为好,这两种胶粘剂对高油量配方粘结效果好。
8,硫化方式橡胶与金属胶粘剂的一个重要性质是在受热的条件下耐冲刷性。
耐冲刷性差的胶粘剂,容易污染模具,造成粘模,使产品难于脱模,甚至由于胶粘剂冲离金属件表面而引起粘结失败。
这些现象在平板硫化中尚不十分严重,但在移模硫化和注模硫化过程中,则比较常见。
因此在采用后二种硫化方式时,宜选用CH220/CH205双涂体系或CH257单涂体系。
平板硫化则可视具体情况而定。
此外,一些采用直接蒸汽硫化的产品,如胶辊等,应避免选用含有异氰酸酯的品种,如CH250,CH252等。
9,产品使用要求开姆洛克胶粘剂的耐环境性一般都优于橡胶,但不同开姆洛克品种之间存在着一些差异,要求耐溶剂性的产品选用BN为好,要求高耐油性产品以CH252为宜,要求高耐热性产品应选用CH233/CH205或CH252。
10,CH220/CH205双涂体系该体系问世最早,已有30余年,仍是所有品种中最受欢迎,用量最大的品种,后续的改良品种,虽然粘结能力等某些方面超过了CH220,但在工艺稳定性,储存稳定性,耐胶料冲刷性等方面,尚无突出之处,因此,建议尽量优先考虑选用该体系。
六工艺要点正确选用胶粘剂品种后,工艺很关键,5个环节1,金属表面处理,除锈,脱脂,去污,可采用机械法,和化学法。
2,搅拌,出了CH218,CH607及CH608等少数几个品种为溶液体系外,其余为介散体系,由溶剂,可溶性化合物,聚合物及无机盐,填料组成。
在储运过程中沉淀,在使用前应十分注意充分搅拌,务使各种材料达到均匀分散,以半小时搅拌5分钟为好,3,稀释,由于国内涂胶一般都采用刷涂法,因此不需稀释。
在以下情况需稀释(1)由于储存期长,(2)采用喷涂法:2重量份胶粘剂/1重量份溶剂。
4,涂胶,可根据涂胶次数大略估计,以最常用的CH220/CH205位列,粘结NR,SBR,BR等通用橡胶时,只要胶粘剂粘度未超出规定范围,CH205只需涂一遍,当CH220涂一遍时,扯离强度一般为4---5MPa,CH220涂两遍后,扯离强度可达5---8MPa或更好些。
因此可根据要求决定涂的遍数。
(涂胶越厚粘结强度越高)。
5,干燥,干燥条件为:时温30---60分钟70---80℃20---30分钟冬季最好能用热风机强制干燥,另外,开姆洛克胶粘剂涂胶干燥后,如果能在120℃烘10--15分钟,不但有利于彻底驱赶残留溶剂,还可提高胶粘剂膜在模腔内的耐冲刷性。
七,粘结结果评价及失败原因破坏分为4种类型:R---橡胶破坏,RC---橡胶与胶粘剂间破坏,CP---胶粘剂内聚破坏(面涂与底涂间破坏),M---胶粘剂与金属间破坏,若粘结件同时发生多种类型破坏,SR---斑点状橡胶破坏,金属表面附胶是斑点状。
TR---簿层橡胶破坏,金属表面附很簿而均匀橡胶层。
HR---厚层橡胶破坏,金属表面附较厚层橡胶。
SB---橡胶扯断。
粘结破坏类型及原因2007年10月4日星期四。