开姆洛克(CHEMLOK)胶粘剂的性质及选用
开姆洛克说明书
开姆洛克说明书-3CHEMLOK 901开姆洛克----橡胶与金属胶粘剂一、用途:可作为Chemlok950的耐严酷环境的溶剂型底涂胶粘剂。
二、特点:1.可对经机械或化学处理的冷轧钢或铝材提供优良粘接和耐腐蚀性能。
2.提供优良耐热水溶液和乙二醇性能。
三、性能:外观:灰色液体粘度:25~425cps。
含固量:23~26%(重量份)比重:0.935~0.959闪点:16℃稀释剂:MIBK、二甲苯溶剂:MIBK、二甲苯储存期:未开启容器(21-27℃)6个月四、工艺:·表面处理:机械法(喷砂)后脱脂,或化学处理。
先底涂,干燥。
采用喷砂工艺时,金刚砂可用于钢铁类金属,对非铁类金属应使用石英砂。
·稀释:可不经稀释直接涂胶,若实际操作需要。
亦可以前述稀释剂进行适量稀释。
·搅拌:涂胶之前经充分搅拌,达到均匀混合后方可使用。
·涂胶:用刷涂或浸渍法、辊涂法、喷涂法、转移法将EP6788-50涂覆于底胶干膜上。
·涂胶厚度:(干膜)8--13μ。
·干燥:金属件可在65℃预热,涂胶后室温干燥至少45分钟,若加温干燥,时间可短些。
·停放:根据需要可在干燥后立即硫化,亦可停放较长时间再硫化,但要避免污染。
·硫化:取决于胶料硫化条件。
·清洗:可使用二甲苯、甲苯或丁酮。
五、注意事项:1.应贮存于干燥阴凉处,远离热源与明火。
2.溶剂易挥发,使用完毕请将容器盖紧。
3.溶剂蒸汽有害,工作场所防火通风,防止长期吸人或长期皮肤接触。
六、本产品系洛德公司(LORD Corp.)技术并生产,上海洛德化学有限公司提供技术咨询和销售。
CHEMLOK EP6788-50开姆洛克----橡胶与金属胶粘剂一、用途:多种未硫化橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。
二、特点:1.高强度粘接多种未硫化橡胶与涂有CH205的金属,适用橡胶有:丁苯胶、氯丁胶、丁腈胶、异戊橡胶和聚丁二烯橡胶。
粘合剂CH205 CH220

一、用途:适合丁腈橡胶与金属的单涂层胶粘剂,各种金属、塑料与橡胶粘接的底涂胶粘剂。
二、特点:1、与钢、不锈钢、铝、铁、铜、铜合金等多种金属粘合性优良。
2、有防锈功能。
3、耐水、雾盐、化学品、高温、油、溶剂等,具有良好的耐腐蚀性和耐环境性。
4、适用于注模法硫化工艺。
5、涂胶后,停放时间长。
三、功能组份:有机聚合物和分散填料,溶解或分散在甲基异丁基酮、二甲苯系统中颜色:灰色不透明粘度:85~165cps含固量:重量份22~26%覆盖面积:10~20平方米/kg密度:912~982kg/立方米比重:0.91~0.97闪点:19℃稀释剂:甲基异丁基酮或甲乙酮溶剂:甲基异丁基酮或二甲苯储存期:(25℃)为开封的容器 12个月四、工艺金属表面处理:机械处理(喷砂)后脱脂,或化学处理。
搅拌:在使用之前必须充分搅拌,达到均匀混合后方可使用。
涂胶方法:浸渍法、喷涂法、刷涂法、辊涂法、转移法。
涂胶厚度:(干膜)5~12干燥:涂胶后应在清洁空气中干燥30~45分钟(室温)固化时间:取决于胶料硫化时间。
五、注意事项1、应远离热源火花及明火。
2、溶剂蒸汽有害,工作场所注意防火通风,防止长期吸入及长期皮肤接触。
一、用途:多种未硫化橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。
二、特点:1、高强度粘接多种未硫化橡胶与涂有CH205的金属,适用橡胶有:丁腈胶、氯丁胶、天然胶、顺丁胶、丁苯胶、异戊橡胶和聚丁二烯橡胶。
2、耐热、耐水、盐雾、化学品、油脂以及多种溶剂,并具有良好的耐腐蚀性和耐环境性。
3、干燥胶膜坚硬,适用于注模硫化工艺。
4、涂胶后,可较长时间停放。
三、性能组分:有机聚合物和分散填料,溶解在二甲苯和过氯乙烯溶剂系统中颜色:黑色,不透明粘度:135~300cps含固量:23~27%(重量份)比重:1.00~1.10闪点:28℃稀释剂:二甲苯、甲苯、氯化溶剂溶剂:二甲苯、过氯乙烯储存期:为开启容器(25℃) 24个月四、工艺表面处理:机械法(喷砂)后脱脂,或化学处理。
开姆洛克(CHEMLOK)胶粘剂的性质及选用
开姆洛克(CHEMLOK)胶粘剂的性质及选用1,2,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
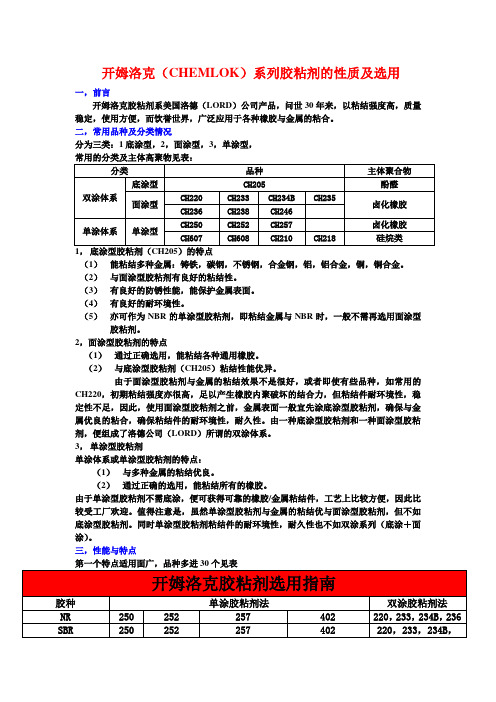
三,性能与特点第一个特点适用面广,品种多进30个见表开姆洛克胶粘剂选用指南胶种单涂胶粘剂法双涂胶粘剂法NR 250 252 257 402 220,233,234B,236 SBR 250 252 257 402 220,233,234B,BR 250 252 257 402 220,233,234BNBR 205 250 252 257220,233,234B,236 BN LJ210 402 607IIR 250 252 234B,236,238 EPDM 250,252硫黄607,DCP 252树脂236,238 CR 250 252 257 402 220,234B,236,238 聚硫胶205 218硅胶607 608 氟胶607聚氨酯胶210反应注模210,218浇铸型混炼型250,BN 233通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
开姆洛克胶粘剂工艺及应用

开姆洛克胶粘剂工艺及应用胶粘剂是一种广泛应用于工业生产和日常生活中的材料,它能够将不同的物体牢固地粘合在一起。
开姆洛克胶粘剂是一种常见的胶粘剂品牌,具有优异的粘合性能和广泛的应用领域。
一、开姆洛克胶粘剂的工艺开姆洛克胶粘剂的制备工艺经过多年的研究和改进,具有高效、稳定的特点。
其制备过程主要包括以下几个步骤:1. 原料准备:开姆洛克胶粘剂的主要原料包括树脂、溶剂、填料等。
这些原料需要经过精确的配比和筛选,以确保胶粘剂的性能和质量。
2. 混合和搅拌:将准备好的原料按照一定的配方比例加入混合槽中,并进行搅拌混合。
搅拌的目的是使各种原料充分混合均匀,确保最终产品的质量稳定。
3. 精炼和过滤:混合后的胶粘剂需要进行精炼和过滤,以去除其中的杂质和颗粒。
这一步骤可以提高胶粘剂的纯度和透明度,同时减少使用过程中的堵塞和损坏。
4. 包装和贮存:经过精炼和过滤的胶粘剂需要进行包装和贮存,以确保其长期的保存和使用。
常见的包装方式包括桶装、管装等,根据不同的需求选择合适的包装方式。
二、开姆洛克胶粘剂的应用开姆洛克胶粘剂具有广泛的应用领域,以下是其中几个常见的应用场景:1. 工业制造:开姆洛克胶粘剂在工业制造中扮演着重要的角色。
它可以用于汽车制造、电子设备组装、家具制造等领域,用于固定、粘合和密封各种零部件,提高产品的质量和可靠性。
2. 建筑装修:在建筑装修中,开姆洛克胶粘剂可以用于地板安装、墙面装饰、瓷砖粘贴等工作。
它能够牢固地将各种材料粘合在一起,提供持久的粘合效果,同时具有防水、防霉等特性。
3. 包装行业:开姆洛克胶粘剂在包装行业中广泛应用。
它可以用于纸箱封口、标签粘贴、胶带制作等工作,提供可靠的粘合效果,确保包装的完整性和安全性。
4. 日常生活:开姆洛克胶粘剂在日常生活中也有许多应用。
比如,可以用于修补家具、粘贴照片、制作手工艺品等。
它方便易用,能够满足人们各种粘合需求。
总结:开姆洛克胶粘剂凭借其优异的粘合性能和广泛的应用领域,成为了胶粘剂市场的重要品牌之一。
开姆洛克指南
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
开姆洛克使用规范
橡胶粘接胶水使用规范
一:选用类型
目前针对我司使用的胶水为205和220两种。
二:稀释比例
205是在底层使用的,可以用丁酮来稀释,稀释比例为1:4。
220是在面层使用的,也可以用甲苯来稀释,稀释比例为1:4。
三:涂抹方法:
1.金属表面先用稀释好的205涂抹在金属的上下面和四周,注意涂抹时候不能太厚,只需要薄薄的一次就可以了,然后将金属放入70°的烘箱里面干燥10~15分钟,后取出金属,进行第二层的的涂抹。
2.把金属的表面在涂抹好205并干燥之后,把稀释好的220胶水按照之前的方法同样把上面和四周涂抹好,放入70°的烘箱干燥10~15分钟就可以了。
注意事项:70°的烘箱环境可以根据情况而定,如果在没有烘箱情况可以用压机的环境来进行烘烤,注意时间不同变化而定。
四:粘接要求
根据粘接剂公司标准如下:
205底面必须要求涂抹,220面层可以根据情况和粘接强度来改变厚度:
一层(一般在20~25微米),如果两层,底面在5~10微米,面层在10~15微米。
一层220的粘接力为4~5MPa
二层220的粘接力为5~8MPa
如有侵权请联系告知删除,感谢你们的配合!。
开姆洛克胶粘剂标准

开姆洛克胶粘剂标准胶粘剂是一种广泛应用于各种工业领域的材料,它能够将不同的材料牢固地粘合在一起,提供了极大的便利性和效益。
而开姆洛克胶粘剂作为市场上知名的品牌,其产品质量和标准备受广大客户的信赖和认可。
本文将就开姆洛克胶粘剂标准进行详细介绍,以期为相关领域的从业者提供指导和帮助。
首先,开姆洛克胶粘剂标准涵盖了多个方面,包括产品的原材料选用、生产工艺、质量控制、环境保护等内容。
在原材料选用方面,开姆洛克胶粘剂注重选用高质量的原材料,确保产品的稳定性和可靠性。
同时,在生产工艺上,开姆洛克胶粘剂严格执行国家相关标准,采用先进的生产技术和设备,确保产品达到最佳的性能指标。
在质量控制方面,开姆洛克胶粘剂建立了完善的质量管理体系,对产品进行全程跟踪和监控,保证产品质量稳定可靠。
此外,开姆洛克胶粘剂还非常注重环境保护,致力于绿色环保生产,减少对环境的影响。
其次,开姆洛克胶粘剂标准的制定和执行对于企业和消费者来说都具有重要意义。
对于企业来说,遵循开姆洛克胶粘剂标准可以帮助企业提升产品质量,提高市场竞争力,树立良好的企业形象,从而获得更多的市场份额和客户信赖。
同时,对于消费者来说,购买符合开姆洛克胶粘剂标准的产品可以保证产品的质量和安全性,避免因为产品质量问题而带来的损失和风险。
再者,开姆洛克胶粘剂标准的执行需要相关部门和企业共同努力,形成一种良性的产业生态。
相关部门应加强对开姆洛克胶粘剂标准的宣传和培训,提高从业者的标准意识和执行力度。
企业应加强内部管理,严格执行开姆洛克胶粘剂标准,确保产品质量和安全。
同时,消费者也应增强对开姆洛克胶粘剂标准的认知和重视,理性消费,选择符合标准的产品。
综上所述,开姆洛克胶粘剂标准对于相关行业具有重要意义,它不仅是企业的生产标准,更是保障消费者利益和社会安全的重要手段。
只有通过严格执行标准,才能保证产品质量和安全,推动产业健康发展。
因此,我们应共同努力,加强标准意识,促进开姆洛克胶粘剂标准的全面执行,为行业发展和社会进步做出积极贡献。
开姆洛克(CHEMLOK)胶粘剂的性质及选用
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
开姆洛克(CHEMLOK)胶粘剂的性质及选用

开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1) 硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2) 硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
开姆洛克

开姆洛克205#
添加时间:
2004-3-16
产品功能:
有1kg, 3.5kg, 17kg三种规格:粘合丁腈橡胶与金属的单涂层胶粘剂,各种金属,塑料与橡胶粘接的底涂胶粘剂。与钢,不锈钢,铝,铁,铜,铜合金等多种金属粘合性优良。
产品名称:
开姆洛克238#
添加时间:
2004-3-16
产品功能:
有1kg, 3.5kg, 17kg三种规格:热硫化型胶粘剂用于粘接非极性弹性体与涂有CH205的金属或其它基材,也可用于非极性弹性体之间粘接。特别适用于未硫化丁基胶或三元乙丙胶与涂有CH205的金属热硫化粘合。适用橡胶还有:天然胶,丁苯胶,氯丁胶和丁腈胶等未硫化橡胶。也能用于上述胶种的硫化橡胶的热硫化粘合。
产品名称:
开姆洛克220#
添加时间:
2004-3-16
产品功能:
有1kg, 4kg, 20kg三种规格:它是多种未硫化橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。适用橡胶有:丁腈胶,氯丁胶,天然胶,顺丁胶,丁苯胶,异戊橡胶和聚丁二烯橡胶。
产品名称:
开姆洛克233#
添加时间:
2004-3-16
产品功能:
有1kg, 4kg, 20kg三种规格:它是多种橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。适用橡胶有:丁腈胶,氯丁胶,天然胶,顺丁胶,丁苯胶,异戊胶,丁基胶,氯醇胶,三元乙丙胶及混炼型聚氨酯。被粘基材除涂有CHEMLOK205的金属外,还有织物,玻璃,陶瓷和塑料。
产品名称:
产品名称:
开姆洛克5150#
添加时间:
2004-3-16
产品功能:
有1kg, 15kg两种规格:它是未硫化氟橡胶与金属等多种基材热硫化型胶粘剂。适用性广,能将多种未硫化氟弹性体与多种基材通过热硫化粘合,也可粘接同种已硫化氟橡胶。基材有:碳钢,不锈钢,铜和铝等金属。
Chemlok 黏贴剂选择指南说明书

8560S, 8210*, 8216* 8600
8116**
ST YRENE BUTADIENE (SBR)
6253, 6150, 6411*, 6108*
PRIMERS
PRODUCT
14 4 205 205LH 207 207LH 298 459M 459T 459X 7701 8006 8007 Blue 8008 8009 8009B A P -131 A P -13 4 E P 5 0 8 0 -11
DESCRIPTION
Solvent-borne primer with UV tracer General purpose primer/nitrile adhesive Low-HAP Chemlok 205 Heat-resistant primer Low-HAP Chemlok 207 High performance primer Primer for TPE/TPO/EPDM with UV tracer Primer for TPE/TPO/EPDM Primer for TPE/TPO/EPDM Solvent-based surface treatment Environmentally resistant, water-based primer General purpose primer Water-based primer Water-based primer Water-based primer Solvent-borne primer Solvent-borne primer Clear Chemlok 205 primer/nitrile adhesive
TY-PLY BN
6150
AP-133
ETHYLENE ACRYLIC & EPICHLOROHYDRIN
CHEMLOK 表面处理剂选型指南说明书

60多年来,Chemlok® 表面处理剂一直在高性能的橡胶-金属附着中发挥着重要作用,可降低汽车、电力、土木工程、石油天然气以及工业应用等行业的风险并改善工艺。
无论您遇到什么挑战,我们都可以为您提供帮助。
这就是Chemlok成为助力弹性体粘合终极产品的原因。
基于经过多代验证的技术,Chemlok为您提供完美的品质、服务和性能。
通用型弹性体解决方案一般来说,促粘成分的首选是弹性体。
其配方类型和细节的选择基于弹性体的预期功能。
天然橡胶和许多合成弹性体组成了橡胶聚合物的可用范围。
选择弹性体时需考虑的因素包括零件的性能要求以及混合、加工和成型的简易性。
615029869568007 Blue8009B 8008821082168212溶剂型水性单涂层双涂层面涂底涂2056253220LF20764116100610861258560S 8560D 8566通用型弹性体混合解决方案如果您需要一种环保型表面处理剂,可帮助和促进各种天然和合成弹性体附着至涂有底涂的金属上,当无法完全切换到水性系统时,请查看我们的混合解决方案。
这些环保选项还可以帮助和促进冷轧钢、磷化钢、铝和相同性能水平的其它各种基材的附着。
8009B 641161088216205207双涂层系统选项溶剂型表面处理剂水性底涂水性表面处理剂溶剂底涂面涂底涂特种弹性体解决方案为了满足客户帮助和促进特种弹性体附着至不同基材上的需求,我们根据客户的工艺参数提供多种选择。
811660751505151AP-13381168600213218219610607TY-PLY BN6150AP-1336108560S60761506108560S丁腈橡胶(NBR/HNBR )溶剂体系乙烯丙烯酸和 环氧氯丙烷水性体系聚丙烯酸酯聚氨酯(浇注型和注塑型)氟橡胶 (FKM)硅胶(过氧化物硫化)607608AP-133Y-1540TY-PLY BN615064506125213701TPU8600表面处理剂良好合格不建议优秀CHEMLOK 喷涂浸涂模污 染性耐沸 水性耐盐 雾性耐预烘性耐热老化性多种弹性体适应性涂胶后可停放期注模时耐冲刷性可单涂性VOC 排放环境友好性2052078009298615061256411610862536956TY-PLY BN 6078560S8560D 81168110610溶剂型解决方案水性解决方案涂胶方法性能属性适用底涂请根据要附着的弹性体类型选择Chemlok表面处理剂。
一站工材阐析开姆洛克Chemlok-603使用说明
一站工材阐析开姆洛克Chemlok-603使用说明一、用途:开姆洛克603是一种用于高中丁腈橡胶之间及NBR与金属之间的热硫化型胶粘剂。
二、开姆洛克603产品性能外观黑色液体固含量 19-21粘度 36-45比重 0.88-0.89溶剂、乙酸乙酯稀释剂、乙酸乙酯。
三、基材表面处理为获得满意的粘接性能,基材表面必须清洗干净。
橡胶表面用处理干净。
金属表面处理按次序处理——清洗、喷砂、清洗。
表面处理干净应立即涂胶。
开姆洛克603使用之前必须充分搅拌均匀,同时使用过程中悬浮物应保持分散均匀。
胶粘剂可刷涂或浸涂。
开姆洛克603涂层应干燥30-60分钟。
四、开姆洛克603使用说明稀释:可不经稀释直接涂胶。
若实际操作需要,亦可以前述稀释剂进行适量稀释。
加稀释剂时应边缓慢加入,边保持搅拌。
搅拌:涂胶之前须充分搅拌,达到均匀混合后方可使用。
涂胶:用刷涂法或浸渍法将CH603均匀涂覆于金属等基材表面。
涂胶建议:刷涂时注意保持涂胶膜厚薄均匀;浸涂时可用乙酸乙酯稀释后,控制粘度为30-48秒(Zahn #2杯),合理调整退液速度可减少流淌和滴挂;喷涂时控制粘度为21-24秒(Zahn #2杯),防止干喷影响粘接。
涂胶厚度:单涂使用时控制干膜厚度为17.8~30.5μm;作面涂时控制15.2~20.3μm。
干燥:室温干燥至少30-60分钟。
停放:根据需要可将涂胶件在最高65C烘干后立即硫化,注意存放在干燥环境中,要避免长时间暴露在高湿度环境。
硫化:当涂胶件被放置于热模中后,应迅速填充橡胶并合模,防止胶粘剂预固化而失效,以确保胶粘剂和橡胶同时硫化,并获得最佳粘接性能。
实际硫化条件取决于胶料硫化条件。
操作与存放过程中避免接触高湿度空气。
五、开姆洛克603注意事项一、溶剂易挥发,使用完毕请将容器盖紧。
二、溶剂蒸汽有害,工作场所防火通风,防止长期吸入或长期皮肤接触。
以上内容由一站工材搜集整理,希望可以更好地帮助到您。
开姆洛克粘接材质对照表

开姆洛克粘接材质对照表开姆洛克粘接材质是一种常用于工业领域的粘接材料,它具有优异的粘接性能和耐用性。
下面是一份开姆洛克粘接材质对照表,介绍了几种常见的开姆洛克粘接材质及其主要特点。
1. 开姆洛克粘接材质A特点:耐高温、耐腐蚀、强度高应用领域:航空航天、汽车制造、电子设备等2. 开姆洛克粘接材质B特点:柔韧性好、耐冲击、耐磨损应用领域:家具制造、建筑装饰、运动器材等3. 开姆洛克粘接材质C特点:耐候性好、耐化学品、耐水应用领域:户外广告牌、水族馆、游乐设施等4. 开姆洛克粘接材质D特点:导电性好、耐电磁干扰、耐高压应用领域:电子元件、通信设备、电力系统等5. 开姆洛克粘接材质E特点:防火性能好、耐热、耐燃烧应用领域:建筑防火材料、电力设备、石油化工等通过对比这些开姆洛克粘接材质的特点,我们可以根据具体需求选择合适的材料。
例如,在航空航天领域,要求粘接材质具有耐高温和耐腐蚀的特性,因此可以选择开姆洛克粘接材质A;而在家具制造领域,需要粘接材质具有柔韧性和耐冲击的特点,因此可以选择开姆洛克粘接材质B。
开姆洛克粘接材质的广泛应用使得它成为许多行业中必不可少的材料。
无论是在航空航天、汽车制造、电子设备,还是在家具制造、建筑装饰、运动器材等领域,开姆洛克粘接材质都发挥着重要的作用。
开姆洛克粘接材质具有多种不同的特点和应用领域。
选择适合的开姆洛克粘接材质可以提高产品的质量和性能。
在实际应用中,我们应根据具体需求,结合开姆洛克粘接材质对照表中的信息,选择最合适的粘接材料,以确保产品的稳定性和可靠性。
请注意,本文所提供的开姆洛克粘接材质对照表仅供参考,具体选择应根据实际需求和专业建议进行。
了解各种开姆洛克粘接材质的特点和应用领域,可以帮助我们更好地进行材料选择和应用。
开姆洛克 CHEMLOK 胶粘剂的性质及选用
开姆洛克(C H E M L O K)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
开姆洛克胶粘剂标准-07版
上海市企业标准Q/GHJH 1-2006代替 Q/GHJH 1-2002Q/GHJH 1-2006目次前言.................................................................................Ⅱ 1 范围...............................................................................1 2规范性引用文件.....................................................................1 3产品牌号、规格 .....................................................................1 4技术要求...........................................................................1 5试验方法...........................................................................2 6检验规则...........................................................................2 7标志、包装、运输、贮存............................................................3Q/GHJH 1-2006前言本标准等效采用美国LORD®公司的胶粘剂规格DS10-3135C(1992)而制订的。
本标准就Q/GHJH 1-2002的标准不变,仅对年份进行了修改。
本标准按照GB/T 1.3-1997《标准化工作导则 第1单元:标准的起草与表述规则 第3部分:产品标准编写规定》和GB/T 1.1-2002《标准化工作导则 第1部分:标准的结构和编写规则》进行编写。
Chemlokadhesiveapplication开姆洛克胶粘剂应用

干燥
4 Company Confidential
4
CHEMLOK粘接机理
相互扩散 内部交联 吸附和/或相互扩散
吸附
橡胶
交联架桥 胶粘剂(面胶)
交联架桥
底胶
金属
5 Company Confidential
5
模量
橡胶 胶粘剂(面胶) 底胶 金属
第 I 部分 基材的准备
6 Company Confidential
30 Company Confidential
30
第III部分 胶粘剂的应用技术
38 Company Confidential
38
胶粘剂安全操作
• 溶剂体系的胶粘剂是易燃的危险品 • 放置区域应有很好的通风 • 操作工应有适当的服装和安全防护,参照MSDS指南 • 使用正确的接地方式来消除胶粘剂在转移和搅拌期间产生的
6
基材的种类
• 磁性金属:冷热轧钢材,电镀钢材,热浸镀钢材 • 非磁性金属:不锈钢,铝,黄铜,钛,镁,铅。 • 粉末烧结的金属和各种合金。 • 塑料材料:尼龙,聚四氟乙烯,聚甲醛等。 • 纤维:尼龙,聚酯等, • 玻璃,木材,混凝土等。
7 Company Confidential
7
基材的表面处理
水基型 胶粘剂 8007/8210 8007/8560S 8007/8560D
22 Company Confidential
22
Chemlok 胶粘剂的选择
橡胶类型 丁腈橡胶
常规胶粘剂 溶剂型
205 205/220 205/252X 205/252H TY-PLY BN
EPCA 溶剂型 205/6125 205/6100 205/6220 205/6253 TY-PLY BN
LORD Chemlok AP-133 一步粘合剂说明说明书

DescriptionLORD Chemlok ® AP-133 adhesive is a clear one-coat adhesive used to bond unvulcanized silicone rubber to various substrates such as metals, glass, plastics and textiles.Chemlok AP-133 adhesive also bonds specialty elasto-mers such as fl uoroelastomers, polyacrylates, epichlo-rohydrin and some peroxide vulcanized elastomers.Features and Benefi tsVersatile – provides excellent bonding characteristics between a wide variety of commercially available elas-tomer stocks and many diverse metallic and nonme-tallic substrates.Environmentally Resistant – creates strong bonds capable of withstanding salt spray, chemicals, oils, solvents, corrosive atmospheres and temperature extremes.Durable – provides rubber tearing bonds that are stronger than the rubber, at high or low temperatures. Easy to Apply – applies easily by brush, spray or dip methods.High Temperature Resistant – withstands tempera-tures up to 204°C (400°F) and below -51°C (-60°F) when bonding with fl uoroelastomers or silicone.Chemlok ®AP-133 AdhesiveApplicationSurface Preparation – Thoroughly clean metalsurfaces prior to adhesive application. Remove protective oils, cutting oils and greases by solvent degreasing or alkaline cleaning. Remove rust, scale or oxide coatings by suitable chemical or mechanical cleaning methods.• Chemical CleaningChemical treatments are readily adapted to auto-mated metal treatment and adhesive application lines. Chemical treatments are also used on metal parts that would be distorted by blast cleaning or where tight tolerances must be maintained. Phos-phatizing is a commonly used chemical treatment for steel, while conversion coatings are commonly used for aluminum.• Mechanical CleaningGrit blasting is the most widely used method ofmechanical cleaning. However machining, grinding or wire brushing can be used. Use steel grit to blast clean steel, cast iron and other ferrous metals. Use aluminum oxide, sand or other nonferrous grit to blast clean stainless steel, aluminum, brass, zinc and other nonferrous metals.Carefully prepare nonmetallic surfaces. Fabric isusually desized by a scouring operation. Glass can be cleaned in an alkaline bath. Clean plastic surfaces with a solvent.Typical Properties*Appearance Clear Liquid Viscosity, cSt 0.0 - 5.0Density kg/m 3 790.0 - 830.0(lb/gal) (6.6 - 6.9)Solids Content by Weight, % 4.8 - 6.2Flash Point (Seta), °C (°F) 14 (57)Solvents Methanol, Ethanol, Toluene*Data is typical and not to be used for specifi cation purposes.For further detailed information on surface prepara-tion of specifi c substrates, refer to Chemlok Adhesives application guide. Handle clean metal surfaces with clean gloves to avoid contamination with skin oils.Mixing – Pour the adhesive into a receptacle and dilute with toluene, methanol or ethanol as required. Average dilution ratio of 1:1 solvent to adhesive will providethe optimum adhesion and maximum coverage with minimum product use.Pour out only enough adhesive to use for a short period of time, as rapid evaporation occurs in open containers. Porous substrates, such as heavy fabrics, may require more extensive dilution in order to prevent excessive pick-up.Applying – Apply Chemlok AP-133 adhesive in a uniformly thin coat by brush, spray or dip methods. Bond strength can be compromised by repeated brushing or improper dipping drainage.When coating fabrics, use a dry pick-up level of0.05-1.0%, based on the dry weight of the fabric. Spray applications ensure that the adhesive is effec-tively applied to the fabric surface. For fabrics thatare dipped or brushed, diluting the adhesive will help prevent fabric stiffness caused by excessive pick-up levels. For information on using dyes and fl uorescing additives with Chemlok AP-133 adhesive, contact your LORD Technical Service Representative.Drying/Curing – Allow applied adhesive to air-dry for approximately 10-30 minutes at room temperature. Porous substrates may require a longer time for the solvent to completely evaporate. Allow for longer drying times during humid conditions. The parts can be dried at elevated temperatures; excellent bonding properties have been achieved by drying at 104°C (220°F) for 15 minutes.Adhesive coated parts may be bonded immediately after air-drying. In the event a layover period prior to bonding is necessary, avoid contamination of the adhe-sive coated parts during storage. Coated parts can be stored up to three days prior to bonding, however high humidity conditions will drastically shorten the layover period.Use press-cure times and temperatures recommended by the elastomer manufacturers for each compound.In many instances, a post-cure will improve the bond. Poor handling characteristics can result from short press-cures that use the minimum recommended temperatures. Use caution when removing press-cured parts from the mold.Open steam, autoclave and other curing methods will produce good bonds with Chemlok AP-133 adhesive. Maintain complete contact between the compound and the bonding surface.Oven or post-cures can enhance bond strength because the bonded parts are exposed to higher temperatures for longer periods of time than during press-cure.Gradually increase post-cure temperatures to permit volatile materials to diffuse and stock properties to stabilize. Start the post-cure temperatures at 10°C (50°F) below the press-cure temperature. Gradually increase the temperature over a 2-3 hour period until the maximum end-use temperature is reached.Do not expose the bonded part to high temperatures without proper conditioning at lower temperatures. This conditioning is especially important for end-use bond temperatures that exceed 204°C (400°F).Corrosive action on metal parts at extremely high temperatures can weaken the bond, especially in cases of contamination or inadequate surface prepara-tion.Chemlok AP-133 adhesive bonds are resistant to many destructive environments. Electroplating or anodizing metal parts after fabrication will not harm the bond.Shelf Life/StorageShelf life is one year from date of shipment when stored at 21-27°C (70-80°F) in original, unopened container. Do not store or use near heat, sparks or open fl ame.Cautionary InformationBefore using this or any LORD product, refer to the Material Safety Data Sheet (MSDS) and label for safe use and handling instructions.For industrial/commercial use only. Must be applied by trained personnel only. Not to be used in household applications. Not for consumer use.Values stated in this technical data sheet represent typical values as not all tests are run on each lot of material produced. For formalized product specifi cations for specifi c product end uses, contact the Customer Support Center.Information provided herein is based upon tests believed to be reliable. In as much as LORD Corporation has no control over the manner in which others may use this information, it does not guarantee the results to be obtained. In addition, LORD Corporation does not guarantee the perfor-mance of the product or the results obtained from the use of the product or this information where the product has been repackaged by any third party, including but not limited to any product end-user. Nor does the company make any express or implied warranty of merchantability or fi tness for a particular purpose concerning the effects or results of such use.Chemlok and “Ask Us How” are trademarks of LORD Corporation or one of its subsidiaries.LORD provides valuable expertise in adhesives and coatings, vibration and motion control, and magnetically responsive technologies. Our people work in collaboration with our customers to help them increase the value of their products. Innovative and responsive in an ever-changing marketplace, we are focused on providing solutions for our customers worldwide ... Ask Us How.LORD CorporationWorld Headquarters111 Lord DriveCary, NC 27511-7923USAFor a listing of our worldwide locations, visit /locations.©2012 LORD Corporation OD DS4018E (Rev.1 10/12)。
聚氨酯弹性体粘合剂的选择

CILBOND 41 无色 特 点
45 无色
48 1448 无色
49 1449 红色
Cicure B 4000 89 80
1.4.2 Chemlok-219和Chemlok-213胶黏剂
chemlok213是一种用于粘接热塑性、浇注型以及反应注
射型聚氨酯弹性体与金属或其它硬质基材的单涂型、热硫化型 胶黏剂。它可实现包括不同硬度聚醚型或聚酯型浇注聚氨酯弹 性体与金属的粘接。Chemlok-213可产生比聚氨酯弹性体本身 撕裂更高的粘接强度。当粘接反应注射型聚氨酯弹性体与铝或 钢等金属时可无需底涂和预烘。
内容提要
常用胶黏剂的品种 胶黏剂的选择 结论
山西省化工研究所
(三)结论
(1)聚氨酯-金属粘接复合体系在汽车、航天、船舶、建筑等 各个领域的应用越来越广泛,对粘接性能和粘接工艺的要求也 越来越高,尤其是粘合的可靠性。 (2)从粘接用胶黏剂和粘接技术分析,目前开发的胶黏剂品 种基本能满足要求。但从工程应用要求而言,研究人员应对耐 热、耐介质、柔性胶黏剂以及粘接件在受力状态下的动态性能 和粘接界面的状态展开研究,给制品加工厂家提供更好的胶黏 剂品种和粘接工艺。 (3)制品加工厂家则应分析粘接成败的各种因果关系,掌握 规律,精心操作,控制好每一个关键的环节,不断提高聚氨酯 -金属复合体系的粘接性能,为客户提供更加稳定可靠的产品。
1.5.1 Thixon 403/404 405/406胶黏剂
Thixon 403/404是一种双组分胶黏剂,可作为单涂用于浇注 型及热塑性聚氨酯与金属在低温条件下的粘接。也可以作为底 涂,配合面涂Thixon 405、Thixon 423或412/514使用。 Thixon 403/404粘接基材广泛,如金属、木材、尼龙塑料、 密度板、环氧树脂、水泥以及各种金属合金。 Thixon 403/404适用于通用硫化工艺。硫化温度为室温至 120º C。100º C下预固化3个小时,不会影响粘接强度。在100º C 下预固化超过3小时,可涂刷Thixon 405作为面涂。 Thixon 406是一种用于粘接浇注型聚氨酯和金属的单涂型 胶黏剂,也适用于热塑性聚氨酯的粘接。该胶黏剂呈绿色,在 国内刚刚开始推广,应用还不多。
Chemlok 6260 黏合剂技术数据表说明书
Chemlok® 6260 Adhesive Technical Data SheetChemlok® 6260 adhesive is a one-coat adhesive that bonds rubber compounds to metal. It is composed of a mixture of polymers, organic compounds and mineral fillers dissolved or dispersed in an organic solvent system. Chemlok 6260 adhesive provides excellent adhesionand corrosion resistance when used with mechanically or chemically treated cold rolled steel or aluminum. Features and Benefits:Versatile – bonds a variety of elastomers; can be used as a covercoat adhesive over Chemlok 205 or 207 primer for maximum protection or when environmental conditions are severe.Easy to Apply – applies easily by spray, dip or brush methods.Process Compatible – resists sweeping; accommodates a wide range of processing conditions at moderate temperatures, including extended prebake. Identifiable Appearance – provides a brown color for easy identification when used over black anti-corrosion coatings.Environmentally Resistant – provides excellent resistance to salt spray.Elastomers:•N atural Rubber (NR) • Polychloroprene (CR)•Polyisoprene (IR) • Nitrile (NBR)•S tyrene-butadiene (SBR) • EPDM Polymers•P olybutadiene (BR)• Chlorinated Polyethylene (CPE)• Chlorosulfonated Polyethylene (CSM) Application:Surface Preparation – Thoroughly clean metal surfaces prior to application. Remove protective oils, cutting oils and greases by solvent degreasing or alkaline cleaning. Remove rust, scale or oxide coatings by suitable chemical or mechanical cleaning methods.For further detailed information on surface preparationof specific substrates, refer to Chemlok Adhesives application guide.Mixing – Thoroughly stir adhesive before use, and agitate sufficiently during use to keep dispersed solids uniformly suspended. If dilution is needed, use xylene or toluene. Note proper dilution for the various application methods is best achieved by experience. Give careful attention toagitation since dilution will accelerate settling.Parker LORDEngineered Materials Group 111 LORD DriveCary, NC 27511-7923USAphone +1 877 ASK LORD (275 5673)Values stated in this document represent typical values as not all tests are run on each lot of material produced. For formalized product specifications for specific product end uses, contact the Customer Support Center.Information provided herein is based upon tests believed to be reliable. In as much as Parker LORD has no control over the manner in which others may use this information, it does not guarantee the results to be obtained. In addition, Parker LORD does not guarantee the performance of the product or the results obtained from the use of the product or this information where the product has been repackaged by any third party, including but not limited to any product end-user. Nor does the company make any express or implied warranty of merchantability or fitness for a particular purpose concerning the effects or results of such use.WARNING — USER RESPONSIBILITY . FAILURE OR IMPROPER SELECTION OR IMPROPER USE OF THE PRODUCTS DESCRIBED HEREIN OR RELATED ITEMS CAN CAUSE DEATH, PERSONAL INJURY AND PROPERTY DAMAGE.This document and other information from Parker-Hannifin Corporation, its subsidiaries and authorized distributors provide product or system options for further investigation by users having technical expertise.The user, through its own analysis and testing, is solely responsible for making the final selection of the system and components and assuring that all performance, endurance, maintenance, safety and warning requirements of theapplication are met. The user must analyze all aspects of the application, follow applicable industry standards, and follow the information concerning the product in the current product catalog and in any other materials provided from Parker or its subsidiaries or authorized distributors.To the extent that Parker or its subsidiaries or authorized distributors provide component or system options based upon data or specifications provided by the user, the user is responsible for determining that such data and specifications are suitable and sufficient for all applications and reasonably foreseeable uses of the components or systems.©2022 Parker Hannifin - All Rights ReservedInformation and specifications subject to change without notice and without liability therefor. Trademarks used herein are the property of their respective owners.Chemlok 6260 Adhesive — Technical Data SheetOD DS3273 07/22 Rev.7Applying – Apply adhesive by brush, dip, spray or any other method that gives a uniform coating and avoids excessive runs and tears.Regardless of application method, the dry film thickness of Chemlok 6260 adhesive should be 17.8-25.4 micron (0.7-1.0 mil). For bonding cured rubber, dry film thickness of 25.4-50.8 micron (1.0-2.0 mil) is normally used.Curing – Chemlok 6260 adhesive cures during the rubber vulcanization process.Shelf Life/Storage:Shelf life is six months from date of shipment whenstored by the recipient in a well ventilated area at 21-27°C (70-80°F) in original, unopened container. Do not store or use near heat, sparks or open flame.Cautionary Information:Before using this or any Parker LORD product, refer to the Safety Data Sheet (SDS) and label for safe use and handling instructions.For industrial/commercial use only. Must be applied by trained personnel only. Not to be used in household applications. Not for consumer use.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
前三种含少量非挥发性异氰酸酯,主要用于粘结通用橡胶与织物,后者为硅烷类,用于粘结硅橡胶,氟橡胶与织物。
(3)硫化粘结异种生胶或硫化胶,其中异种硫化橡胶之间的再次硫化粘结,洛德名之说“后硫化粘结”。
该技术适用于大多数通用橡胶,可选用的胶粘剂有:CH233,CH234B,CH236,CH238,CH252。
(4)硫化粘结各种橡胶与硬质塑料,硬质尼龙,。
粘结硅胶,氟胶时,可选用CH607。
粘结通用型橡胶时,可以选用以CH205底涂胶(CH205能与多种塑料粘结)。
第二个特点粘结强度高质量稳定粘结NBR,NR,BR,SBR,CR,EPDM,IIR等通用橡胶,都可确保获得橡胶聚破坏的粘结强度,按HG4-852-81扯离强度测试,一般在4—8MPa左右,高时可达10MPa。
由于试验时,一般都发生橡胶破坏。
即使粘结特种胶如PU,CHC,CHR,CSM,FR,VMR等也能获得较好的粘结效果。
第三个特点耐环境性优良除了CH607的耐热性能低于它所能粘结的FR,VMQ以外,其它的粘合剂都优它所能粘结的橡胶。
在常用的胶粘剂中,CH252,BN的耐油性由于其它品种,因此在制造耐燃料油制品,如油封,胶管法兰接头时宜选用它俩。
第四个特点毒性较低使用方便除溶剂(甲苯,二甲苯,酮,乙醇等)为挥发性外,其余高聚物,化合物都为非挥发性物质。
故毒性低于异氰酸酯。
使用方便体现在:(1)单组份包装。
(2)储存期长,一般1--2年。
(3)适用于各种涂胶方式:刷涂,浸涂,喷涂,辊涂。
(4)金属件涂胶干燥后,可停放较长时间,只要不从新污染,不影响粘结效果。
(6)可采用各种硫化方式:平板硫化,移模硫化,注模硫化,硫化罐硫化,间接蒸汽,直接蒸汽,常压,中压,连续硫化。
(6)在模具中耐预热能力强,大多数开姆洛克胶粘剂在模具中于120—150℃温度下,预热10分钟,不会消弱粘结能力。
四,凯姆洛克的粘结原理(1)在低模量的橡胶与高模量的金属之间,胶粘剂应成为一个模量梯度层,以减少粘结件受力时的应力集中,因此胶粘剂层应有一定的厚度。
底涂胶粘剂模量总是大于面涂胶粘剂模量,而面涂胶粘剂模量一般都大于橡胶。
(2)底涂型胶粘剂,或单涂型胶粘剂之间,以胶粘剂与橡胶之间,通过相互扩散和共交联作用而实现粘结。
胶粘剂和橡胶界面之间的相互扩散对于优良的粘结是十分重要的。
充分的相互扩散,能在胶粘剂和橡胶之间形成一个完全连续的过渡层。
设计胶粘剂时应首先考虑到相互扩散能力。
并使在交联反应发生之前有足够的相互扩散时空。
(3)在设计胶粘剂时,应有下列次序发生。
A,底涂型,面涂型胶粘剂部交联及共交联。
B,底涂型胶粘剂与金属产生吸附C,胶粘剂和橡胶产生共交联,橡胶交联。
橡胶与纤维,织物材料的粘结与此类似。
五,选用原则首先确定采用双涂还是单涂,要求高的产品或金属表面处理工艺不严的工厂,宜选用双涂体系。
常用胶粘剂每公斤涂刷金属面积如下:在确定了单涂或双涂体系后,在选择具体品种时,至少要考虑10项因素:1,胶种,胶种不同粘结难易程度也不同。
通用橡胶的粘结性能差异,可用可粘性指数表示,极性橡胶优于非极性橡胶,开姆洛克与橡胶粘结规律如下:(CH233,CH234B,CH236,CH238 CH250,CH252,CH257),CH220,CH205。
NBR可选用上述任何一种胶粘剂,在大部分情况下,只用CH205即完全满意的粘结。
CR,NR,SBR,BR等则必须用CH220(以CH205作底涂胶)或其它粘结性更高的品种,单用CH205则不行。
IIR,EPDM等则一般非用比CH220粘结性更强的品种,才能达到满意的效果。
2,橡胶硬度橡胶硬度对粘结难易性也有一定的影响。
对于NR,SBR,BR等橡胶,CH220/CH205双涂体系适用硬度围大致为XHS=40--85,对于NBR,CH205使用围也大致如此,也有工厂在使用中发现CH205可满意的粘结XHS=25的NBR。
在此硬度围之外的胶料,一般选用粘结性更强的胶粘剂,即NBR选用CH220/CH205,甚至CH233/CH205等。
3,硫化剂类型同一种胶采用不同类型的硫化剂时,应选用不同的胶粘剂如:NBR 硫黄硫化体系选用CH205。
过氧化物硫化体系选用CH607,EPDM 硫黄CH236,CH238。
过氧化物CH607,CH246。
树脂CH252,CH238。
常用的适用过氧化物硫化的为CH238,CH246,CH252,CH607,CH608,其余常用品种以适应硫黄硫化为主。
4,硫化体系在常规,半有效(SEV)及有效硫化体系(EV)中,一般采用常规硫化体系(S>1.5份)的胶料比较容易粘结,可采用CH220/CH205双涂体系。
SEV/EV硫化体系的胶料CH220/CH205不一定适用,故以选用比CH220更好的胶粘剂。
5,硫化速度一般都可确保胶粘剂固化反应起步早于橡胶硫化反应或两者同步发生,应注意胶料的焦烧期尽可能长些。
对于硅胶来说一般CH608的反应速度高于CH607,因此对于硫化温度下t1/2较短的过氧化物硅胶胶料,以及一些不需二段硫化的胶料,应考虑CH608。
6,门尼粘度由于开姆洛克胶粘剂干燥后胶膜胶硬(尤其是CH220/CH205)因此胶料门尼粘度低,有助于胶粘剂——胶料之间的密切接触及相互扩散,有利于粘结。
7,含油量胶料中低于20份时一般不发生问题,如含油量高于20份时,双涂体系以选用CH238为宜,单涂体系以CH252为好,这两种胶粘剂对高油量配方粘结效果好。
8,硫化方式橡胶与金属胶粘剂的一个重要性质是在受热的条件下耐冲刷性。
耐冲刷性差的胶粘剂,容易污染模具,造成粘模,使产品难于脱模,甚至由于胶粘剂冲离金属件表面而引起粘结失败。
这些现象在平板硫化不十分严重,但在移模硫化和注模硫化过程中,则比较常见。
因此在采用后二种硫化方式时,宜选用CH220/CH205双涂体系或CH257单涂体系。
平板硫化则可视具体情况而定。
此外,一些采用直接蒸汽硫化的产品,如胶辊等,应避免选用含有异氰酸酯的品种,如CH250,CH252等。
9,产品使用要求开姆洛克胶粘剂的耐环境性一般都优于橡胶,但不同开姆洛克品种之间存在着一些差异,要求耐溶剂性的产品选用BN为好,要求高耐油性产品以CH252为宜,要求高耐热性产品应选用CH233/CH205或CH252。
10,CH220/CH205双涂体系该体系问世最早,已有30余年,仍是所有品种中最受欢迎,用量最大的品种,后续的改良品种,虽然粘结能力等某些方面超过了CH220,但在工艺稳定性,储存稳定性,耐胶料冲刷性等方面,尚无突出之处,因此,建议尽量优先考虑选用该体系。
六工艺要点正确选用胶粘剂品种后,工艺很关键,5个环节1,金属表面处理,除锈,脱脂,去污,可采用机械法,和化学法。
2,搅拌,出了CH218,CH607及CH608等少数几个品种为溶液体系外,其余为介散体系,由溶剂,可溶性化合物,聚合物及无机盐,填料组成。
在储运过程中沉淀,在使用前应十分注意充分搅拌,务使各种材料达到均匀分散,以半小时搅拌5分钟为好,3,稀释,由于国涂胶一般都采用刷涂法,因此不需稀释。
在以下情况需稀释(1)由于储存期长,(2)采用喷涂法:2重量份胶粘剂/1重量份溶剂。
4,涂胶,可根据涂胶次数大略估计,以最常用的CH220/CH205位列,粘结NR,SBR,BR 等通用橡胶时,只要胶粘剂粘度未超出规定围,CH205只需涂一遍,当CH220涂一遍时,扯离强度一般为4---5MPa,CH220涂两遍后,扯离强度可达5---8MPa或更好些。
因此可根据要求决定涂的遍数。
(涂胶越厚粘结强度越高)。
5,干燥,干燥条件为:时温 30---60分钟70---80℃ 20---30分钟冬季最好能用热风机强制干燥,另外,开姆洛克胶粘剂涂胶干燥后,如果能在120℃烘10--15分钟,不但有利于彻底驱赶残留溶剂,还可提高胶粘剂膜在模腔的耐冲刷性。
七,粘结结果评价及失败原因破坏分为4种类型:R---橡胶破坏,RC---橡胶与胶粘剂间破坏,CP---胶粘剂聚破坏(面涂与底涂间破坏),M---胶粘剂与金属间破坏,若粘结件同时发生多种类型破坏,SR---斑点状橡胶破坏,金属表面附胶是斑点状。
TR---簿层橡胶破坏,金属表面附很簿而均匀橡胶层。
HR---厚层橡胶破坏,金属表面附较厚层橡胶。
SB---橡胶扯断。
粘结破坏类型及原因。