开姆洛克指南PDF
开姆洛克CHEMLOK胶粘剂的性质及选用
开姆洛克C H E M L O K胶粘剂的性质及选用 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
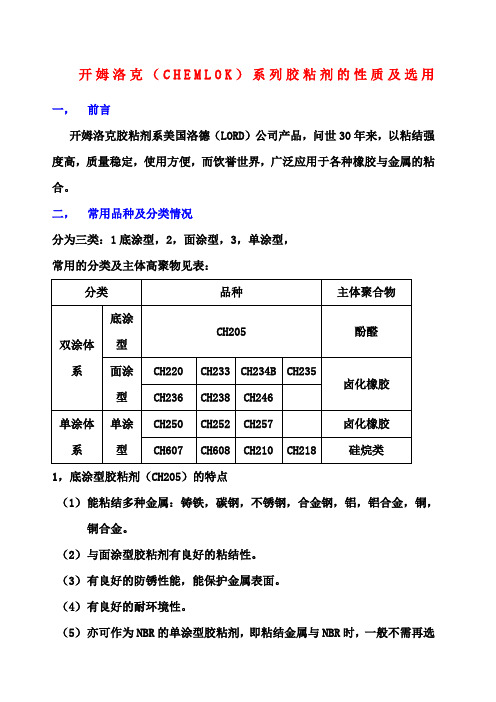
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
开姆洛克(CHEMLOK)胶粘剂的性质及选用
开姆洛克(CHEMLOK)胶粘剂的性质及选用1,2,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表开姆洛克胶粘剂选用指南胶种单涂胶粘剂法双涂胶粘剂法NR 250 252 257 402 220,233,234B,236 SBR 250 252 257 402 220,233,234B,BR 250 252 257 402 220,233,234BNBR 205 250 252 257220,233,234B,236 BN LJ210 402 607IIR 250 252 234B,236,238 EPDM 250,252硫黄607,DCP 252树脂236,238 CR 250 252 257 402 220,234B,236,238 聚硫胶205 218硅胶607 608 氟胶607聚氨酯胶210反应注模210,218浇铸型混炼型250,BN 233通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
开姆洛克指南
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
开姆洛克胶粘剂操作规程
开姆洛克胶粘剂操作规程
《开姆洛克胶粘剂操作规程》
一、胶粘剂搅拌
1. 打开胶粘剂桶盖,用搅拌棒将胶粘剂充分搅拌均匀,确保不出现分层现象。
二、胶粘剂使用
1. 在需要粘合的物体表面均匀涂抹一层胶粘剂。
2. 将两个需要粘合的物体迅速压合,并保持一定时间。
三、胶粘剂存放
1. 胶粘剂桶盖密封好,存放在阴凉干燥处。
2. 避免胶粘剂受潮或曝晒于阳光直射下。
四、胶粘剂注意事项
1. 使用时请戴上手套,避免胶粘剂直接接触皮肤。
2. 避免胶粘剂溅入眼睛,如不慎溅入眼睛,请立即用清水冲洗并就医。
五、事故应急处理
1. 如意外吞咽胶粘剂,立即饮用大量清水,并就医。
2. 如意外接触胶粘剂,立即用清水冲洗受伤处,并就医。
六、其他注意事项
1. 本操作规程仅用于开姆洛克胶粘剂的安全操作,其他胶粘剂不适用。
2. 使用胶粘剂时应确保操作环境通风良好,避免吸入有害气体。
七、规程修改
1. 如有任何操作规程需要修改或更新,请联系相关负责人员并及时更新。
CHEMLOK SAMINAR (2)
--开姆洛克胶粘剂工艺及应用 --- 江苏常州地区用户技术交流
上海洛德化学有限公司 许晶,技术服务部 2005.07.14
常州地区Chemlok胶粘剂技术交流会日程安排
会议主持:张炜(常州固业佳玛化工有限公司,销售经理) 9:00会议开始 9:15
2
Chemlok技术服务人员介绍
CH238
CH250
通用橡胶及IIR、EPDM
通用橡胶及IIR、EPDM、ECO (氯醇胶)、CMS(氯磺化 聚乙烯)、PU 通用橡胶及IIR、EPDM、CMS
面涂胶粘剂。
单涂胶粘剂。
CH252
单涂胶粘剂。
CH207
CH259
不单独使用。
通用橡胶 。
双涂体系的底涂胶,耐高温、乙二醇和硅 油。
面涂胶粘剂,常以CH207为底胶。
丁腈或羧基丁腈胶、混炼型聚氨酯与金属,单涂胶粘剂,涂胶层薄, 氯磺化聚乙烯、聚酯、高密度交联聚乙烯 耐增塑剂。 等乙烯基聚合物与铜线。 氟橡胶、硅橡胶。 氟橡胶。 单涂胶粘剂。 单涂胶粘剂。
AP133 CH607
CH5150
CH608
10
氟橡胶(3M公司产)。
硅橡胶。
单涂胶粘剂。
单涂胶粘剂。
开姆洛克胶粘剂分类表(三)
员工: 25人 年销售: 1000万美元以上
用户: 5000余家
主要客户:无锡雀来宝减振器有限公司、东海(天津、嘉兴)橡 塑公司、沈阳普利司通有限公司、宁国中鼎密封件有限公司
全国销售点 32家
6
橡胶与金属粘接用硫化型胶粘剂
1860年 1862年 1927年
硬质胶法 镀黄铜法 环化橡胶法
一站工材阐析开姆洛克Chemlok-603使用说明
一站工材阐析开姆洛克Chemlok-603使用说明一、用途:开姆洛克603是一种用于高中丁腈橡胶之间及NBR与金属之间的热硫化型胶粘剂。
二、开姆洛克603产品性能外观黑色液体固含量 19-21粘度 36-45比重 0.88-0.89溶剂、乙酸乙酯稀释剂、乙酸乙酯。
三、基材表面处理为获得满意的粘接性能,基材表面必须清洗干净。
橡胶表面用处理干净。
金属表面处理按次序处理——清洗、喷砂、清洗。
表面处理干净应立即涂胶。
开姆洛克603使用之前必须充分搅拌均匀,同时使用过程中悬浮物应保持分散均匀。
胶粘剂可刷涂或浸涂。
开姆洛克603涂层应干燥30-60分钟。
四、开姆洛克603使用说明稀释:可不经稀释直接涂胶。
若实际操作需要,亦可以前述稀释剂进行适量稀释。
加稀释剂时应边缓慢加入,边保持搅拌。
搅拌:涂胶之前须充分搅拌,达到均匀混合后方可使用。
涂胶:用刷涂法或浸渍法将CH603均匀涂覆于金属等基材表面。
涂胶建议:刷涂时注意保持涂胶膜厚薄均匀;浸涂时可用乙酸乙酯稀释后,控制粘度为30-48秒(Zahn #2杯),合理调整退液速度可减少流淌和滴挂;喷涂时控制粘度为21-24秒(Zahn #2杯),防止干喷影响粘接。
涂胶厚度:单涂使用时控制干膜厚度为17.8~30.5μm;作面涂时控制15.2~20.3μm。
干燥:室温干燥至少30-60分钟。
停放:根据需要可将涂胶件在最高65C烘干后立即硫化,注意存放在干燥环境中,要避免长时间暴露在高湿度环境。
硫化:当涂胶件被放置于热模中后,应迅速填充橡胶并合模,防止胶粘剂预固化而失效,以确保胶粘剂和橡胶同时硫化,并获得最佳粘接性能。
实际硫化条件取决于胶料硫化条件。
操作与存放过程中避免接触高湿度空气。
五、开姆洛克603注意事项一、溶剂易挥发,使用完毕请将容器盖紧。
二、溶剂蒸汽有害,工作场所防火通风,防止长期吸入或长期皮肤接触。
以上内容由一站工材搜集整理,希望可以更好地帮助到您。
开姆洛克 CHEMLOK 胶粘剂的性质及选用
开姆洛克(C H E M L O K)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
(2)硫化粘结各种橡胶与多种织物,纤维,如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
开姆洛克胶粘剂标准-07版
上海市企业标准Q/GHJH 1-2006代替 Q/GHJH 1-2002Q/GHJH 1-2006目次前言.................................................................................Ⅱ 1 范围...............................................................................1 2规范性引用文件.....................................................................1 3产品牌号、规格 .....................................................................1 4技术要求...........................................................................1 5试验方法...........................................................................2 6检验规则...........................................................................2 7标志、包装、运输、贮存............................................................3Q/GHJH 1-2006前言本标准等效采用美国LORD®公司的胶粘剂规格DS10-3135C(1992)而制订的。
本标准就Q/GHJH 1-2002的标准不变,仅对年份进行了修改。
本标准按照GB/T 1.3-1997《标准化工作导则 第1单元:标准的起草与表述规则 第3部分:产品标准编写规定》和GB/T 1.1-2002《标准化工作导则 第1部分:标准的结构和编写规则》进行编写。
开姆洛克CHEMLOK胶粘剂的性质及选用

开姆洛克C H E M L O K胶粘剂的性质及选用 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】开姆洛克(C H E M L O K)系列胶粘剂的性质及选用一,前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
二,常用品种及分类情况分为三类:1底涂型,2,面涂型,3,单涂型,常用的分类及主体高聚物见表:1,底涂型胶粘剂(CH205)的特点(1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
(2)与面涂型胶粘剂有良好的粘结性。
(3)有良好的防锈性能,能保护金属表面。
(4)有良好的耐环境性。
(5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
2,面涂型胶粘剂的特点(1)通过正确选用,能粘结各种通用橡胶。
(2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
3,单涂型胶粘剂单涂体系或单涂型胶粘剂的特点:(1)与多种金属的粘结优良。
(2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
三,性能与特点第一个特点适用面广,品种多进30个见表通过正确选用可以达到以下目的:(1)硫化粘结各种橡胶与多种金属粘合,如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
开姆洛克胶粘剂实用工艺及应用
开姆洛克胶粘剂工艺及应用上海洛德化学有限公司2005/11/181溶剂型胶粘剂工艺及影响因素•胶粘剂的搅拌及储存•金属表面处理•胶粘剂涂胶:-刷涂-浸涂-喷涂•胶粘剂涂胶厚度•涂胶件的停放2胶粘剂的搅拌及储存•5Gal以下的包装-使用前,用木棒搅拌或机械搅拌。
1.搅拌至少10~15min.直至胶粘剂混和均匀。
2.机械搅拌应采用防爆电机;或采用气动马达。
-搅拌之前,将桶底部的沉淀物搅松,再搅拌。
-胶粘剂使用过程中,建议定时搅拌。
3胶粘剂的搅拌及储存•55Gal 的包装-使用前,以40-60 rpm 转速搅拌8小时。
-使用中,建议连续搅拌。
•储存:-环境温度:10~32C,远离热源。
-良好的通风环境。
4金属表面处理•为了获得良好的粘接性能及耐环境性能•表面处理-清除尘、油及其他污染物。
-机械处理或化学处理。
•选择表面处理方式应考虑的因素:-成本。
-现有设备。
-耐环境要求。
-政府法规。
5金属表面处理方法•机械处理:-砂纸打毛-钢丝刷打磨-钢丝轮打磨-车削-喷砂6喷砂工艺中的有关因素•磨粒材料:石英砂、钢粒、氧化铝等•磨粒尺寸:40目•喷射角度:30~60°•喷射时间:金属喷砂后,应当日涂胶;不锈钢应在半小时内涂胶。
7金属表面处理方法•化学处理-磷化:磷化膜厚度3.5g/m2,磷化膜呈微晶结构。
-镀锌-阳极氧化8不锈钢-化学处理方法一•蒸汽脱脂•在下述溶液中50℃浸渍15分钟浓硫酸(S.P. 1.84)1000ml / 饱和Na2Cr2O7 溶液35ml•冷水洗,开水洗,干燥。
*30分钟内涂胶9不锈钢-化学处理方法二•90℃碱洗脱脂10分钟水洗•在下述溶液中65℃浸渍10分钟,草酸10 重量份硫酸10 重量份水80 重量份•水冲洗,干燥。
*30分钟内涂胶10黄铜-化学处理方法一•脱脂•室温,浸于下述溶液1~2分钟FeCl3(42%浓度)15 重量份HNO3(1.42)30 重量份水197 重量份•彻底冲洗,尽快干燥,立即涂胶。
MACK Trucks PTO 应用指南说明书
Power Take-off(PTO)MDSection9 Power Take-off(PTO)This information provides specifications for Power Take-off(PTO)applications in MACKvehicles.Note:We have attempted to cover as much information as possible.However,thisinformation does not cover all the unique variations that a vehicle chassis may present.Note that illustrations are typical but may not reflect all the variations of assembly.All data provided is based on information that was current at time of release.However,this information is subject to change without notice.Please note that no part of this information may be reproduced,stored,or transmitted byany means without the express written permission of MACK Trucks,Inc.Contents:•“Overview”,page2•“PTO Speed Functions”,page2•“Allison Transmission PTO”,page4•“Engine Speed Control”,page7OverviewGeneralAuxiliary equipment require power take-offs,either when the truck is stationary or when it is in motion.The work is generally carried out by equipment which is powered by a hydraulic motor.The hydraulic motor,together with a pump and associated equipment,form the basis of the hydraulic system.The pump,which provides the hydraulic pressure and flow to the motor,is the heart of the hydraulic system.Power Take-offNote:PTO can only be installed on Allison RDS(Rugged Duty Series)transmissions.There are a number of different power take-off variants available,with single or double outlets.The power take-off is supplied with one of several output drives,keyed shaft,SAE drive flange or internal splined DIN.The type of the PTO should be determined by the application.Based on the customer requirement either Direct mount or Shaft Driven PTO shall be installed.PTO Speed FunctionsFor the purposes of this manual,PTO(Power Take–off)is a function to maintain engine speed regardless of engine load. Think of it as cruise control for the engine-only instead of maintaining a steady vehicle speed,it is maintaining engine speed. It is most often used to provide increased steady engine speed when operating auxiliary equipment such as hydraulic pumps or compressors.The term"PTO"has come to mean both the function of maintaining constant engine speed during use of auxiliary equipment,as well as a term for the auxiliary equipment itself.There are two types of PTO engine speed control used in Mack trucks:Electronic Hand Throttle(EHT/PTO0)This type of PTO is standard equipment;it is initiated and controlled using the cruise control"ON/ OFF","SET/Decel or Resume/Accel switches.Manufacturers refer to this function by differentnames-Mack calls it"Electronic Hand Throttle"(EHT),even though some of the parameters forprogramming this function will refer to it as"high idle".(Note that in the North American market,theterm"high idle"usually refers to the maximum possible engine speed under no-load conditions)."Physical"or "Wired"PTO This type of PTO is most commonly associated with the engagement of engine-or transmission-"Wired"PTO driven accessories,where the user wishes to"remotely"activate the engine speed control function.It is usually accomplished by wiring the auxiliary equipment to the PTO function controller(Cummins ECM)so that engaging one will automatically activate the other.The Cummins ECM controls the engine speed function and it can be only programmed by the authorised MACK dealer.How each of these different PTO functions operate will depend upon the installed engine.For Cummins engines,the PTO functions are controlled by the Engine ECU.PTO FunctionsA"PTO"icon will appear in the instrument cluster only when'Remote'('Wired')PTO is engaged.Electronic Hand Throttle PTOThe VECU reads the cruise control PTO switch status,and commands the engine into PTO mode when conditions are right. These conditions are program in the VECU and might include a maximum vehicle speed,park brake set or not,etc.The engine PTO'set speed'is selected by either pressing the cruise control"RESUME"button,or by using the accelerator pedal to get the desired engine speed and pressing one of the cruise control"SET"buttons(either SET/Decel or Resume/ Accel).Once the PTO function is active,the SET/Decel or Resume/Accel buttons can be used to adjust the PTO engine speed(within limits).Physical or Remote/Wired PTOThis PTO function is activated by applying an external signal to a dedicated PTO input pin on the Cummins EECU.The set speed can be adjusted using the cruise control SET/Decel or Resume/Accel buttons,as above.NotesAllison Transmission PTOT9163240Fig.1Allison transmisson PTO Location APower take-off(PTO)units are used on vocational vehicles to power hydraulic pumps and other auxiliary equipment,and these units can either be mounted on the engine or the transmission.Allison automatic transmissions may provide PTO mounting locations at both the9o’clock and3o’clock positions(when viewed from the back of the transmission as seen in figure1above).Hydraulic System and PumpsDimensioning of Hydraulic System and Hydraulic PumpsNote:The body builder should enclose an information binder,delivered with the truck,including hydraulic system data (system dimensioning description and dimensioning criteria).Service,function and safety descriptions should also be enclosed.It is important to dimension an optimum hydraulic system,and to specify the correct pump size to provide sufficient oil flow and prevent overloading of the power take-off.Pipes,Lines,and HosesHosesing.FailuredraulicConnected to the hydraulic pump are a high-pressure hose,suction and drain lines.When dimensioning the hydraulic system,it is important that:•Hoses and lines must be connected to the pump with unions.O-ring seals must be used between pump and union.•Tapered fittings should be avoided.•Teflon tape or similar must not be used since pieces can break off and get into the hydraulic system and eventually cause damage.•If steel piping is used,it must be installed so that movements and vibrations do not cause leakage.Normally hoses must be used nearest the pump.•Oxide scale must be removed from pipes which have been heat-bent or welded.Flush or blow the pipes clean before in-stalling them.NotesHigh-Pressure HoseThese hoses must have a minimum of four steel wire coil inserts in order to withstand the high pressure in the hydraulic system.When mounting a high-pressure hose:•Make sure the hoses are not twisted when connected up.•Make sure the hoses are long enough.•Strive to get as few bends as possible on a hose.•Avoid kinks by using correct unions.Only pressed unions may be used when replacing hose unions.Note:Check for oil leakage and for high noise levels in the system when the truck is in motion.Suction LineThe suction line is made of piping or armored hose which retains its shape even when there is vacuum in the line.To avoid cavitation:•The suction line should be as short as possible and should not exceed4meters(13.12ft.).In the event longer lines are required,larger line dimensions must be used.•The suction line should connect to the bottom of the tank and must be correctly tightened to prevent air getting into the oil.•The suction line must have a wide diameter and must be free from kinks and constrictions.Do not use reducer fittings with restrictions.Note:Avoid suction lines of high-pressure hooks and hooks made locally from pipe pieces welded together.They could cause unnecessary suction resistance.Suitable suction line sizes at different flow quantities and with a flow speed of less than0,8m/s:Engine Speed ControlStarting Engine Speed ControlEngine speed control is controlled by the Cummins engineECU and is programmable with Cummins Insite.Contactyour Cummins Dealer for programming details.EHT or PTO0can only be started when the cruise control button is on and set-is pressed.After set is pressed,the engine may ramp to a preprogrammed speed or holding the Accel/resume button will ramp the speed up.If control is then“dropped out”by pressing the brake pedal or changing some other dropout condition,control can be restarted by pressing Accel/re-sume which will command the engine speed to the previous set speed.•Cruise set button starts control if PTO and cruise are switched on.•PTO input starts control if cruise control is switched on.•PTO input starts control(regardless of cruise inputs).Note that limits and accelerator pedal disable apply regardless of the state of engine speed control.Rather,they start based on the PTO input state only.C0029211Fig.2ON/OFF SwitchC0029150Fig.3Set and Accel/Decel SwitchNotes。
开姆洛克使用中存在的问题及解决方法讲解17页文档
1、 舟 遥 遥 以 轻飏, 风飘飘 而吹衣 。 2、 秋 菊 有 佳 色,裛 露掇其 英。 3、 日 月 掷 人 去,有 志不获 骋。 4、 未 言 心 相 醉,不 再接杯 酒。 5、 黄 发 垂 髫 ,并怡 然自乐 。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
拉
60、生活的道路一旦选定,就勇敢地 走到底 ,决不 回头。 ——左
开姆洛克使用规范
橡胶粘接胶水使用规范
一:选用类型
目前针对我司使用的胶水为205和220两种。
二:稀释比例
205是在底层使用的,可以用丁酮来稀释,稀释比例为1:4。
220是在面层使用的,也可以用甲苯来稀释,稀释比例为1:4。
三:涂抹方法:
1.金属表面先用稀释好的205涂抹在金属的上下面和四周,注意涂抹时候不能太厚,只需要薄薄的一次就可以了,然后将金属放入70°的烘箱里面干燥10~15分钟,后取出金属,进行第二层的的涂抹。
2.把金属的表面在涂抹好205并干燥之后,把稀释好的220胶水按照之前的方法同样把上面和四周涂抹好,放入70°的烘箱干燥10~15分钟就可以了。
注意事项:70°的烘箱环境可以根据情况而定,如果在没有烘箱情况
可以用压机的环境来进行烘烤,注意时间不同变化而定。
四:粘接要求
根据粘接剂公司标准如下:
205底面必须要求涂抹,220面层可以根据情况和粘接强度来改变厚度:
一层(一般在20~25微米),如果两层,底面在5~10微米,面层在10~15微米。
一层220的粘接力为4~5MPa 二层220的粘接力为5~8MPa。
开姆洛克说明书
开姆洛克说明书-3CHEMLOK 901开姆洛克----橡胶与金属胶粘剂一、用途:可作为Chemlok950的耐严酷环境的溶剂型底涂胶粘剂。
二、特点:1.可对经机械或化学处理的冷轧钢或铝材提供优良粘接和耐腐蚀性能。
2.提供优良耐热水溶液和乙二醇性能。
三、性能:外观:灰色液体粘度:25~425cps。
含固量:23~26%(重量份)比重:0.935~0.959闪点:16℃稀释剂:MIBK、二甲苯溶剂:MIBK、二甲苯储存期:未开启容器(21-27℃)6个月四、工艺:·表面处理:机械法(喷砂)后脱脂,或化学处理。
先底涂,干燥。
采用喷砂工艺时,金刚砂可用于钢铁类金属,对非铁类金属应使用石英砂。
·稀释:可不经稀释直接涂胶,若实际操作需要。
亦可以前述稀释剂进行适量稀释。
·搅拌:涂胶之前经充分搅拌,达到均匀混合后方可使用。
·涂胶:用刷涂或浸渍法、辊涂法、喷涂法、转移法将EP6788-50涂覆于底胶干膜上。
·涂胶厚度:(干膜)8--13μ。
·干燥:金属件可在65℃预热,涂胶后室温干燥至少45分钟,若加温干燥,时间可短些。
·停放:根据需要可在干燥后立即硫化,亦可停放较长时间再硫化,但要避免污染。
·硫化:取决于胶料硫化条件。
·清洗:可使用二甲苯、甲苯或丁酮。
五、注意事项:1.应贮存于干燥阴凉处,远离热源与明火。
2.溶剂易挥发,使用完毕请将容器盖紧。
3.溶剂蒸汽有害,工作场所防火通风,防止长期吸人或长期皮肤接触。
六、本产品系洛德公司(LORD Corp.)技术并生产,上海洛德化学有限公司提供技术咨询和销售。
CHEMLOK EP6788-50开姆洛克----橡胶与金属胶粘剂一、用途:多种未硫化橡胶与涂有Chemlok205的金属粘接的热硫化型胶粘剂。
二、特点:1.高强度粘接多种未硫化橡胶与涂有CH205的金属,适用橡胶有:丁苯胶、氯丁胶、丁腈胶、异戊橡胶和聚丁二烯橡胶。
Kamado Big Joe II Owner’s Manual

KAMADO BIG JOE II OWNER’S MANUAL9804200026 200727-GHTable of ContentsGrill does not come with charcoal.WarningsParts List & Tools Required Grill Set-Up Instructions Assembly Instructions Safety Information Cleaning & Care Hinge Adjustments Quick Start Guide Quick Temperature Guide37891415161819WARNING• This manual contains important information necessary for the proper assembly and safe use of the appliance.• Read and follow all warnings and instructions before assembling and using the appliance.• Keep this manual for future reference.Failure to follow these instructions could result in fire, explosion or burn hazard which could cause property damage, personal injury or death.CARBON MONOXIDE HAZARD• Burning charcoal or wood chips gives off carbon monoxide, which has no odor and can cause death.• Use only outdoors where it is well ventilated.SAFEGUARDSREAD ALL INSTRUCTIONS• WARNING! This barbecue will become very hot. Do not move itduring operation.• WARNING! Do not use indoors!• WARNING! Do not use alcohol, gasoline or other similar liquids to light or relight the barbecue.• WARNING! Keep children and pets away from grill at all times. Do NOT allow children to use grill. Close supervision is necessary when children or pets are in the area where grill is being used.• Do not use the barbecue in a confined and/or habitable space e.g. houses, tents, caravans, motor homes, boats. Danger of carbon monoxide poisoning fatality.• Always use grill in accordance with all applicable local, state and federal fire codes.• Before each use check all nuts, screws and bolts to make sure they are tight and secure.• Never operate grill under overhead construction such as roof coverings, carports, awnings or overhangs.• Grill is for OUTDOOR USE ONLY.• Maintain a minimum distance of 10 ft. (3m) from overhead construction, walls, rails or other structures.• Keep a minimum 10 ft. (3m) clearance of all combustible materials such as wood, wood decks, dry plants, grass, brush, paper or canvas.SAFEGUARDS• Never use grill for anything other than its intended use. This grill is NOT for commercial use.• Accessory attachments not supplied by Kamado Joe are NOT recommended and may cause injury.• Use of alcohol, prescription or non-prescription drugs may impair user’s ability to assemble or safely operate grill.• Keep a fire extinguisher accessible at all times while operating grill.• When cooking with oil or grease, have a type BC or ABC fire extinguisher readily available.• In the event of an oil or grease fire do not attempt to extinguish with water. Immediately call the fire department. A type BC or ABC fire extinguisher may, in some circumstances, contain the fire.• Use grill on a level, non-combustible, stable surface such as dirt, concrete, brick or rock. An asphalt surface (blacktop) may not be acceptable for this purpose.• Grill MUST be on the ground. Do not place grill on tables or counters. Do NOT move grill across uneven surfaces.• Do not use grill on wooden or flammable surfaces.• Keep grill clear and free from combustible materials such as gasoline and other flammable vapors and liquids.• Do not leave grill unattended.• Do NOT allow anyone to conduct activities around grill during or following its use until it has cooled.• Never use glass, plastic or ceramic cookware in grill. Never place empty cookware in grill while in use.• Never move grill while in use. Allow grill to cool completely (below 115°F (45°C)) before moving or storing.• Do not store grill with hot ashes or charcoal inside grill. Store only when fire is completely out and all surfaces are cold.• Never use grill as a heater. READ CARBON MONOXIDE HAZARD.• The grill is HOT while in use and will remain HOT for a period of time afterwards and during cooling process. Use CAUTION. Wear protective gloves/mitts.• DO NOT bump or impact the grill to prevent personal harm, damage to grill or spillage/splashing of hot cooking liquid.SAFEGUARDS• Be careful when removing food from grill. All surfaces are HOT and may cause burns. Use protective gloves/mitts or long, sturdy cooking tools for protection from hot surfaces or splatter from cooking liquids.• Do not touch HOT surfaces.• Grill is HOT during use. To avoid burns, keep face and body away from vents and when opening lid. Steam and hot air are expelled during use.• When cooking above 350°F (175°C), carefully open the grill (or burp the grill) each time you lift the grill dome to prevent flashback – a surge of white-hot heat caused by a rush of oxygen. Partially opening the lid 2-3 inches (5-8cm) and allowing heat to escape for about 5 seconds should prevent this.• Air dampers are HOT while the grill is in use and during cooling. Wear protective gloves when adjusting.• Grill has an open flame. Keep hands, hair and face away from flame. Do NOT lean over grill when lighting. Loose hair and clothing may catch fire.• DO NOT obstruct flow of combustion and ventilation.• Do not cover cooking racks with metal foil. This will trap heat and may cause damage to the grill.• Never leave HOT coals or ashes unattended.• Fuel should be kept red hot for at least 30 minutes prior to use.• Do not cook before the fuel has a coating of ash.• Do not remove ash drawer while ashes and charcoal are HOT.• Use protective gloves when handling this grill or working with fire. Use protective gloves or long, sturdy tools when adding wood or charcoal.• Never use charcoal lighting fluid, gasoline, alcohol or other highly volatile fluids to ignite charcoal. These fluids can explode and cause injury or death.• The maximum amount of charcoal for the Classic III is 6 lbs. (2.7 kg). Never overfill charcoal grate. This can cause serious injury as well as damage to the grill.• Dispose of cold ashes by placing them in aluminum foil, soaking with water and discarding in a non-combustible container.• SloRoller should not be used for temperatures over 500°F (260°C) SAVE THESE INSTRUCTIONSGrill Set-UpUNBOXING YOUR GRILL1 Cut the plastic bands and remove the top and side panels ofthe shipping container.2 Set the grill cart box aside.3 Open the dome of the grill and remove the components from the inside of the grill. Handle the internal ceramic parts with care.KAMADO JOE GRILL WITH CART1 Once the internal components of the grill have been removed, lift the grill out of the container and set it aside. Due to the weight of this grill, we highly recommend two people perform this task. Do NOT lift the grill by the side shelf tabs. Use the rear hinge and the front lower vent opening as lifting points.2 Assemble the grill cart.3 With the same lifting technique used previously, lift the grill into the cart. Adjust the grill in the cart so the lower grill vent is facing the front of the cart. The front side of the cart is the side with the two locking casters.171818181817STAND ALONE VERSIONLatch AdjustmentsThe latch on your Classic III is already preset for an ultra-tight seal.Use these instructions if any adjustments should be needed.CLASSIC III LATCHTo tighten and loosen the latch setting, use a small Allen wrench. Adjust the set screw to lower the latch plate and add the spacer. Once the spacer is added, reinstall the latch plate by tightening the set screw.CAUTIONHinge and band is under high tension, failure to follow instruction steps in order may result in severe injury.HINGEDo not attempt to disassemble the hinge or loosen bands from your grill without the hinge disengagement tool kit.NOTE: Hinge disengagement tool kit (spacer, washer, and hex nut areincluded). Store these parts in case the hinge needs to be removed later.The hinge cannot be removed safely without these parts.Use the bottom face and the front lower vent opening as lifting points (Do not lift the grill by the hinge, bands brackets or handle as this could cause the dome to become dislodged from the band).Only minor adjustments to the weight of the dome should be made per the instructions on page 16.GASKETSelf-cleaning through natural heat cycle recommended.Do not use chemical based cleaners on the gasket.If absolutely necessary, gently wipe off any spills or moisture. Do not scrub or abrade the gasket if cleaning. Excessive rubbing can cause wear.Cleaning & CareYour Kamado Joe grill is made of quality materials, so general care and maintenance is minimal. The best way to protect your Kamado Joe from the elements is with a grill cover.Light cracked porcelain called crazing is part of the naturalcharacteristic.SELF-CLEANING1 Add charcoal and light it.2 Install the Divide & Conquer® flexible cooking rack in the topposition and both heat deflectors on the accessory rack.3 Open the top and bottom air vents fully and let thetemperature inside the grill rise to 600°F (315°C) with thedome closed.4 Hold the temperature at around 600°F (315°C) for 15-20 minutes.5 Close the bottom vent fully and wait another 15-20 minutes toclose the top vent.This process will burn off any unwanted residue from the inside of your grill. Before cooking again, brush the cooking grate witha standard grill brush. Use a soft bristle brush on the ceramicsto remove any residue. Your heat deflector plates should alsobe free of burned on residue after this process. Brush themdown with a soft bristle brush after cleaning. When your heatdeflectors get dirty during normal use, flip them over with thedirty side down for the next cook and the heat from the fire willself-clean that side of the deflector plate.Once or twice a year, you should do a more thorough cleaningof the inside of the grill. Remove the internal components andremove any residual ash or debris that has collected betweenthe grill body and the internal components. Use a plasticbristle brush to clean the inside ceramic surface and scoop orvacuum debris from the bottom of the grill before replacing theinternal components.Big Joe Air Lift Hinge AdjustmentsThe Air Lift Hinge on your Kamado Joe Big Joe is alreadypre-adjusted for ideal balance and stability. Follow theseinstructions for any additional adjustment to suit yourpersonal preferences.Caution: Air Lift Hinge under high tension.1 Open the dome of your Kamado Joe Big Joe grill.2 With the dome open, place the 10mm wrench on the flats onthe screw (see Inset 1).3 Place the 19mm wrench on the nut on top of the springretainer (see Inset 1).4 To make the dome easier to raise, hold the 10mm wrenchstationary and rotate the 19mm wrench clockwise as shown.Remove the wrenches and check the dome action for every fullrotation of the nut. If you want the dome to feel heavier, rotatethe nut counter-clockwise. Remove the wrenches and check the dome action for every full rotation of the nut. Do not adjust thenut so that it contacts the connector (see Inset 1).TOOLS REQUIRED: 10 MM OPEN END WRENCH AND 19 MM OPEN END WRENCH.ALTERNATE HINGEQuick Start GuideSTARTING IT UP1 Add charcoal to firebox and light using one or two fire starters.2 Leave dome open for 10 minutes with the bottom vent fully open.3 Close the dome.4 Begin closing the top vent and bottom vent when the dometemperature is within 50°F (10°C) of your target.MAINTAINING TEMPERATURETo lower the temperature, decrease the airflow through thegrill by closing the vents. Conversely, raise the temperature byopening the vents. Adjustments to the vents are not immediate—allow 10–15 minutes for a vent change to take effect. Becauseyour ceramic Kamado Joe retains heat so well, it can take some time to fully heat. Give your grill 20–40 minutes to stabilize thetemp before you start cooking.COOLING IT DOWN1 When finished cooking, close the bottom vent completely.2 Once the temperature falls below 400°F (205°C), close the topvent almost completely, but leave a small crack.3 Do not cover the grill until the dome is cool to the touch.TO LOWER THE TEMPERATURE, CLOSE THE VENTS.TO RAISE THE TEMPERATURE, OPEN THE VENTS.QUICK TEMPERATURE GUIDE Approximate temperatures for cooking techniques.GRILLING 400–600˚F (205–315°C)SEARING500–750˚F (260–400°C)BAKING300–750˚F (150–400°C)ROASTING300–450˚F (150–230°C)SMOKING225–275˚F (105–135°C)/CONTACT/WARRANTY/COLLECTIONS/PARTS KAMADO JOE • 5032 MILGEN CT. • COLUMBUS, GA 31907。
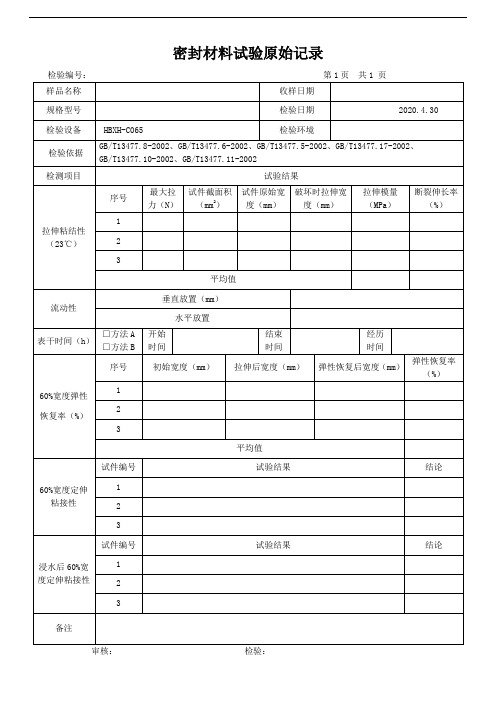
建筑密封材料原始记录2
农机安全生产工作方案一、工作目标1.强化安全生产意识,构建安全生产机制;2.加强农机操作员培训,提高操作技能;3.完善农机设施,确保生产安全;4.提高应急处置能力,减少事故损失;5.加强安全宣传教育,培养安全文化。
二、工作内容1.安全生产意识建设(1)制定和落实相关安全制度和规章制度,增强员工安全意识;(2)举办安全生产培训,提高员工安全操作能力;(3)定期进行安全大检查,及时发现和纠正安全隐患;(4)建立健全事故报告制度和事故预警机制。
2.农机操作员培训(1)组织专业培训机构对农机操作员进行培训,提高操作能力;(2)建立农机操作员资格证书制度,并注重对证书的定期审核;(3)组织开展农机安全操作技能竞赛,激励农机操作员的学习和进步。
3.农机设施管理(1)对农机进行定期检修和维护,确保农机安全可靠;(2)加强农机设备的更新和更换,淘汰老旧机械设备;(3)建立农机设备维修和保养档案,及时掌握农机设备运行情况。
4.应急处置能力提升(1)建立安全演练机制,定期组织演练应急救援预案;(2)配备必要的急救设备和药品,提高初级急救能力;(3)建立健全事故责任追究机制,严肃处理相关责任人。
5.安全宣传教育(1)组织开展安全宣传教育活动,提高员工安全意识;(2)利用多种媒体进行安全知识普及,推广安全技术;(3)组织开展安全文化建设活动,培养安全责任感。
三、工作措施1.加大领导力度,明确责任分工,确保农机安全工作顺利推进;2.成立农机安全生产工作领导小组,负责统筹和协调农机安全工作;3.加强农机安全纪律教育,严格执行安全操作规程;4.加强与相关部门的合作,共同推进农机安全工作;5.建立农机运行绩效评价制度,激励安全管理工作的开展。
四、工作评估和监督1.定期进行农机安全生产工作评估和总结,及时发现和纠正问题;2.建立农机安全工作的监督机制,对违规行为进行惩处;3.推动开展第三方机构的安全评估,确保工作的客观公正性;4.建立健全信息反馈机制,及时收集和处理员工的意见和建议。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开姆洛克(CHEMLOK)系列胶粘剂的性质及选用前言开姆洛克胶粘剂系美国洛德(LORD)公司产品,问世30年来,以粘结强度高,质量稳定,使用方便,而饮誉世界,广泛应用于各种橡胶与金属的粘合。
常用的产品分类及主体高聚物见表:底涂型胶粘剂(CH205)的特点1)能粘结多种金属:铸铁,碳钢,不锈钢,合金钢,铝,铝合金,铜,铜合金。
2)与面涂型胶粘剂有良好的粘结性。
3)有良好的防锈性能,能保护金属表面。
4)有良好的耐环境性。
5)亦可作为NBR的单涂型胶粘剂,即粘结金属与NBR时,一般不需再选用面涂型胶粘剂。
面涂型胶粘剂的特点1)通过正确选用,能粘结各种通用橡胶。
2)与底涂型胶粘剂(CH205)粘结性能优异。
由于面涂型胶粘剂与金属的粘结效果不是很好,或者即使有些品种,如常用的CH220,初期粘结强度亦很高,足以产生橡胶内聚破坏的结合力,但粘结件耐环境性,稳定性不足,因此,使用面涂型胶粘剂之前,金属表面一般宜先涂底涂型胶粘剂,确保与金属优良的粘合,确保粘结件的耐环境性,耐久性。
由一种底涂型胶粘剂和一种面涂型胶粘剂,便组成了洛德公司(LORD)所谓的双涂体系。
单涂体系或单涂型胶粘剂的特点:1)与多种金属的粘结优良。
2)通过正确的选用,能粘结所有的橡胶。
由于单涂型胶粘剂不需底涂,便可获得可靠的橡胶/金属粘结件,工艺上比较方便,因此比较受工厂欢迎。
值得注意是,虽然单涂型胶粘剂与金属的粘结优与面涂型胶粘剂,但不如底涂型胶粘剂。
同时单涂型胶粘剂粘结件的耐环境性,耐久性也不如双涂系列(底涂+面涂)。
性能与特点第一个特点:适用面广,品种多,近30个见下表通过正确选用可以达到以下目的:1)硫化粘结各种橡胶与多种金属:如铁,钢,不锈钢,合金钢,铝,铝合金,铜,铜合金等。
2)硫化粘结各种橡胶与多种织物,纤维:如人造丝,尼龙,涤纶,玻纤,芳纶,碳纤维等。
粘合橡胶与织物常用的胶粘剂有四种:CH402,CH233,CH250,CH607。
前三种含少量非挥发性异氰酸酯,主要用于粘结通用橡胶与织物,后者为硅烷类,用于粘结硅橡胶,氟橡胶与织物。
3)硫化粘结异种生胶或硫化胶,其中异种硫化橡胶之间的再次硫化粘结,洛德称之为“后硫化粘结”。
该技术适用于大多数通用橡胶,可选用的胶粘剂有:CH233,CH234B,CH236,CH238,CH252。
4)硫化粘结各种橡胶与硬质塑料,硬质尼龙。
粘结硅胶,氟胶时,可选用CH607。
粘结通用型橡胶时,可以选用CH205底涂胶(CH205能与多种塑料粘结)。
第二个特点:粘结强度高、质量稳定粘结NBR,NR,BR,SBR,CR,EPDM,IIR等通用橡胶,都可确保获得橡胶内聚破坏的粘结强度,按HG4-852-81扯离强度测试,一般在4—8MPa左右,高时可达10MPa。
由于试验时,一般都发生橡胶破坏。
即使粘结特种胶如PU,CHC,CHR,CSM,FR,VMR等也能获得较好的粘结效果。
第三个特点:耐环境性优良除了CH607的耐热性能低于它所能粘结的FR,VMQ以外,其它的粘合剂都优它所能粘结的橡胶。
在常用的胶粘剂中,CH252,BN的耐油性优于其它品种,因此在制造耐燃料油制品,如油封,胶管法兰接头时宜选用它们。
第四个特点:毒性较低使用方便除溶剂(甲苯,二甲苯,酮,乙醇等)为挥发性外,其余高聚物、化合物都为非挥发性物质。
故毒性低于异氰酸酯。
使用方便体现在:1)单组份包装。
2)储存期长,一般1--2年。
3)适用于各种涂胶方式:刷涂,浸涂,喷涂,辊涂。
4)金属件涂胶干燥后,可停放较长时间,只要不从新污染,不影响粘结效果。
5)可采用各种硫化方式:平板硫化,移模硫化,注模硫化,硫化罐硫化,间接蒸汽,直接蒸汽,常压,中压,连续硫化。
6)在模具中耐预热能力强,大多数开姆洛克胶粘剂在模具中于120—150℃温度下,预热10分钟,不会消弱粘结能力。
开姆洛克的粘结原理1)在低模量的橡胶与高模量的金属之间,胶粘剂应成为一个模量梯度层,以减少粘结件受力时的应力集中,因此胶粘剂层应有一定的厚度。
底涂胶粘剂模量总是大于面涂胶粘剂模量,而面涂胶粘剂模量一般都大于橡胶。
2)底涂型胶粘与面涂型胶粘剂之间,面涂型胶粘剂或单涂型胶粘剂与橡胶之间,通过相互扩散和共交联作用而实现粘结。
胶粘剂和橡胶界面之间的相互扩散对于优良的粘结是十分重要的。
充分的相互扩散,能在胶粘剂和橡胶之间形成一个完全连续的过渡层。
设计胶粘剂时应首先考虑到相互扩散能力,并使其在交联反应发生之前有足够的相互扩散时空。
3)在设计胶粘剂时,应有下列次序发生:A 底涂型,面涂型胶粘剂内部交联及共交联。
B 底涂型胶粘剂与金属产生吸附C 胶粘剂和橡胶产生共交联,橡胶交联。
4)橡胶与纤维,织物材料的粘结与此类似。
选用原则首先确定采用双涂还是单涂,要求高的产品或金属表面处理工艺不严的工厂,宜选用双涂体系。
常用胶粘剂每公斤涂刷金属面积如下:(金属表面40目砂处理)在确定了单涂或双涂体系后,在选择具体品种时,至少要考虑10项因素:1)胶种:胶种不同粘结难易程度也不同。
通用橡胶的粘结性能差异可用可粘性指数表示,极性橡胶优于非极性橡胶,开姆洛克与橡胶粘结规律如下:(CH233,CH234B,CH236,CH238,CH250,CH252,CH257),CH220,CH205。
NBR可选用上述任何一种胶粘剂,在大部分情况下,只用CH205即完全满意的粘结。
CR,NR,SBR,BR等则必须用CH220(以CH205作底涂胶)或其它粘结性更高的品种,单用CH205则不行。
IIR,EPDM等则一般非用比CH220粘结性更强的品种,才能达到满意的效果。
2)橡胶硬度:橡胶硬度对粘结难易性也有一定的影响。
对于NR,SBR,BR等橡胶,CH220/CH205双涂体系适用硬度范围大致为XHS=40--85,对于NBR,CH205使用范围也大致如此,也有工厂在使用中发现CH205可满意的粘结XHS=25的NBR。
在此硬度范围之外的胶料,一般选用粘结性更强的胶粘剂,即NBR选用CH220/CH205,甚至CH233/CH205等。
3)硫化剂类型:同一种橡胶采用不同类型的硫化剂时,应选用不同的胶粘剂如:NBR:硫黄硫化体系选用CH205;过氧化物硫化体系选用CH607。
EPDM:硫黄硫化体系选用CH236、CH238;过氧化物硫化体系选用CH607、CH246;树脂硫化体系选用CH252、CH238。
常用的适用过氧化物硫化的为CH238,CH246,CH252,CH607,CH608,其余常用品种以适应硫黄硫化为主。
4)硫化体系:在常规、半有效(SEV)及有效硫化体系(EV)中,一般采用常规硫化体系(S>1.5份)的胶料比较容易粘结,可采用CH220/CH205双涂体系。
SEV/EV硫化体系的胶料CH220/CH205不一定适用,故以选用比CH220更好的胶粘剂。
5)硫化速度:一般都可确保胶粘剂固化反应起步早于橡胶硫化反应或两者同步发生,应注意胶料的焦烧期尽可能长些。
对于硅胶来说一般CH608的反应速度高于CH607,因此对于硫化温度下t1/2较短的过氧化物硅胶胶料,以及一些不需二段硫化的胶料,应考虑CH608。
6)门尼粘度:由于开姆洛克胶粘剂干燥后胶膜胶硬(尤其是CH220/CH205)因此胶料门尼粘度低,有助于胶粘剂与胶料之间的密切接触及相互扩散,有利于粘结。
7)含油量:胶料中低于20份时一般不发生问题,如含油量高于20份时,双涂体系以选用CH238为宜,单涂体系以CH252为好,这两种胶粘剂对高油量配方粘结效果好。
8)硫化方式:橡胶与金属胶粘剂的一个重要性质是在受热的条件下耐冲刷性。
耐冲刷性差的胶粘剂,容易污染模具,造成粘模,使产品难于脱模,甚至由于胶粘剂冲离金属件表面而引起粘结失败。
这些现象在平板硫化中尚不十分严重,但在移模硫化和注模硫化过程中,则比较常见。
因此在采用后二种硫化方式时,宜选用CH220/CH205双涂体系或CH257单涂体系。
平板硫化则可视具体情况而定。
此外,一些采用直接蒸汽硫化的产品,如胶辊等,应避免选用含有异氰酸酯的品种,如CH250、CH252等。
9)产品使用要求:开姆洛克胶粘剂的耐环境性一般都优于橡胶,但不同开姆洛克品种之间存在着一些差异,要求耐溶剂性的产品选用BN为好,要求高耐油性产品以CH252为宜,要求高耐热性产品应选用CH233/CH205或CH252。
10)CH220/CH205双涂体系:该体系问世最早,已有30余年,仍是所有品种中最受欢迎,用量最大的品种,后续的改良品种,虽然粘结能力等某些方面超过了CH220,但在工艺稳定性,储存稳定性,耐胶料冲刷性等方面,尚无突出之处,因此,建议尽量优先考虑选用该体系。
工艺要点正确选用胶粘剂品种后,工艺很关键,5个环节1)金属表面处理:除锈、脱脂、去污,可采用机械法和化学法。
2)搅拌:除了CH218、CH607及CH608等少数几个品种为溶液体系外,其余为介散体系,由溶剂、可溶性化合物、聚合物及无机盐、填料组成。
在储运过程中沉淀,在使用前应十分注意充分搅拌,务使各种材料达到均匀分散,以半小时搅拌5分钟为好。
3)稀释:由于国内涂胶一般都采用刷涂法,因此不需稀释。
在以下情况需稀释:A.储存期长;B. 采用喷涂法:2重量份胶粘剂/1重量份溶剂。
4)涂胶:可根据涂胶次数大略估计,以最常用的CH220/CH205位列,粘结NR、SBR、BR等通用橡胶时,只要胶粘剂粘度未超出规定范围,CH205只需涂一遍,当CH220涂一遍时,扯离强度一般为4---5MPa,CH220涂两遍后,扯离强度可达5---8MPa或更好些。
因此可根据要求决定涂的遍数。
(涂胶越厚粘结强度越高)。
5)干燥:干燥条件为:常温30~60分钟70~80℃20~30分钟冬季最好能用热风机强制干燥。
另外,开姆洛克胶粘剂涂胶干燥后,如果能在120℃烘10~15分钟,不但有利于彻底驱赶残留溶剂,还可提高胶粘剂膜在模腔内的耐冲刷性。
粘结结果评价及失败原因破坏分为4种类型:R---橡胶破坏RC---橡胶与胶粘剂间破坏CP---胶粘剂内聚破坏(面涂与底涂间破坏)C M---胶粘剂与金属间破坏若粘结件同时发生多种类型破坏:SR---斑点状橡胶破坏,金属表面附胶是斑点状。
TR---簿层橡胶破坏,金属表面附很簿而均匀橡胶层。
HR---厚层橡胶破坏,金属表面附较厚层橡胶。
SB---橡胶扯断。
粘结破坏类型及原因CR破坏:橡胶预硫化、胶粘剂预固化、模型压力不足,温度低、硫化条件不当、胶粘剂涂胶太薄、胶料喷霜、金属件涂胶后被污染、胶粘剂选择不当、稀释不当,未搅拌好M破坏:金属表面处理不当、金属涂胶后又污染SR破坏:金属表面污染、如采用喷涂法、溶剂挥发太快CP破坏:底涂胶未干、金属表面又污染、配方中增塑剂量大TR破坏:配方中油量大。