震雄注塑机CPC2.2电脑操作说明书
注塑机操作指导书
6.3出 现机械故 障,须立 即报告负 责技术人 员.
七.参考 文件 《胶料 成形数表 》
制订 审核 确认
2.3 操 作开模按 键,打开 前安全 门.
2.4 按 键操作顶 针,顶出 产品.
文件编号 版次 页数 第
共1页
三.半自 动操作啤 货
3.1 选 择半自动 方式.
3.2 关 闭安全 门,机器 自动产生 锁模.射 胶.开模. 顶出等一 连串动 作,待顶 针顶出产
品 后,打开 安全门.
四.全自 动方式啤 货.
注塑机操作指导书
一.开机 1.1 检
查料斗是 否有足够 塑料.
1.2 打 开电源. 电热开 关,参照 《胶料成 形参数表 》预设温 度表数 值.
1.3 启 动电源马 达.将射 台移前至 嘴与模具 接角触.
1.4 打 开冷水系 统.
二.手动 操作啤货
2.1 选 择手动方 式.
2.2 关 开前后安 全门,按 键操作锁 模,调校 成型参 数.操作 射胶.
4.1 设 定成形参 数.
4.2 选 择全自动 方式.
4.3 机 器自动完 成一系列 动作.
五.停机 5.1 关
闭料斗门 开关.
5.2 按 键关闭电 热,操作 锁模,按" 停止"关 闭电马 达.
5.3 关注意 事项:
6.1 经 培训合格 者方可操 作注塑 机.
注塑机操作说明
注塑机操作说明注塑机是一种常见的塑料加工设备,广泛应用于塑料制品生产行业。
正确操作注塑机不仅可以提高工作效率,还能确保操作人员的安全。
本文将详细介绍注塑机的操作流程和注意事项,以帮助操作人员正确使用注塑机。
一、注塑机的基本组成与工作原理1. 注塑机的基本组成注塑机由注射装置、模具锁合装置和压力卡模机构、液压系统、控制系统等组成。
2. 注塑机的工作原理注塑机通过将塑料料料加热熔化后,将熔融塑料注入模具中进行冷却和成型,最后取出制成的塑料制品。
二、注塑机的操作流程1. 准备工作(1)检查注塑机的各部分是否完好,确保设备的正常运行。
(2)准备所需的模具和原料,并进行相应的清洁工作。
2. 开机准备(1)打开注塑机的总电源,确保设备电源正常。
(2)进行设备的预热和升温工作,根据塑料原料的种类和要求进行相应的设置。
3. 模具安装(1)使用专用工具将模具安装到注塑机上,确保模具安装牢固。
(2)根据注塑机的要求调整模具的开合间距和压力。
4. 塑料注射(1)将塑料原料放入料斗中,通过螺杆注射装置将塑料加热熔化。
(2)通过注射装置将熔融塑料注入模具中,控制注射时间和注射速度。
5. 冷却和成型(1)注射完成后,保持模具的压力,使熔融塑料在模具中冷却和固化。
(2)根据注塑机的要求控制冷却时间,确保塑料制品的质量。
6. 取出制品(1)等待塑料制品完全冷却后,打开模具,将制成的塑料制品取出。
(2)对塑料制品进行必要的清洁和修整工作。
7. 关机处理(1)关闭注塑机的总电源,切断所有电源和气源。
(2)进行设备的清洁工作,并妥善保管使用过的模具和塑料原料。
三、注塑机操作注意事项1. 操作人员应接受相关的培训和指导,熟悉注塑机的操作流程和安全规范。
2. 在操作注塑机时,应佩戴保护设备,如手套、护目镜等,确保人身安全。
3. 注塑机的电源和气源必须符合相关标准,并定期进行检查和维护。
4. 操作人员应注意注射装置和模具的温度,避免过热或过冷造成设备损坏或制品质量问题。
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时, 请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后, 请确定模具,座台及射出单元是否已调好整适当数据, 以避免机器的损坏。
除此之外, 您必须确定料管是否与模具连接好及模具是否已被安全地固定好。
1.1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时, 使用调模按键去调整模具的厚度。
按―调模进‖键来调整减少模具厚度( 降低在静态模座及动态模座之间距离) 或按―调模退‖键来调整增加模具厚度( 增加在静态模座及动态模座之间距离) 。
持续按此键,模座会连续动作。
此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动, 放开此键将停止模座的移动。
假如您按此键并立即的放开, 此模座将慢慢的移动及停止也就是所谓―微调‖。
您可以重复操作将模座移到所要求的位置。
关机并安装新的模具.当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后, 您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后, 再按一次调模使用键来关闭模具。
当模具关闭之后, 控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时, 就会退回手动的状态下。
请注意: 为了安全起见,必须先回到手动模式下, 才可使用模具调整键或手动键。
假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块。
假如在模具调整当中您遇上问题, 请按下手动键,来为紧急重制停止动作。
1.1.2 关模及如何保护模具关模可执行四段压力速度: 关模快#1, 关模快#2, 关模低压和关模高压。
各种注塑机电脑密码

南嵘500型电脑:0926,700型电脑:主管密码是1487加月日就好了。佳明电脑:1688。
ENGEL的密码:00000000,11111111,22222222,进入服务页用06906788;
南嵘500型电脑:0926,700型电脑:主管密码是1487加月日就好了。佳明电脑:1688。
好景电脑:0000,调模密码其实不用,按面板上的“记忆”键。
长新电脑:753159,168899。另有:任意四位数+(小时+位+1)+(分+位+1)+任意四位数
Engel 的秘碼有11111111 然後是22222222, 進入服務頁用06906788
台灣全立發第二代是357159
南嵘是0926,弘迅:1688,9876,好景:0000,格兰是:6092
日钢5517822,友和1688,5858,华大是9595
首先说台中精机7000显示器,到监视画面,再将光标移到画面上所显示的成型机料斗上,(5个*号),再输入98741。
三菱:OPSWITCH-DATAFREE-DATDLOCK-MAKERCON-KISYUSEI-EEPROMWR。
宏讯电脑:5858,9595,6969,1234,4321,1688,9876,重置用:95。二级密码:338168。
三星电脑:001,002,003,004,008,珊星电脑:0002,003,004,005,006,007,008,009。010;
震雄CDC2000显示器,进入介面设定,将始用等级改为4级,在密码输入栏中输入34520261。成型条件被锁,如不知道0级密码,也可将4级密码输入2次即可打开。
CPC2.2(new)
設定 2.0 1.0 0.0 設定 0.0
現在 0.0 0.0 0.0 現在 0.0
程式內容檢視畫面(25)
檢視 0000 0001 0002
OUT LDI AND OUT
AA
TIM
BB
CNT
CC
0000 0000 0720
O
輸出入檢視畫面(26-1/2)
輸出入檢視 I00 前安全門 I02 安全門限 I04 頂針前一 輸出入檢視 I06 絞牙進限 I08 進芯 I10 電眼確認
射膠設定畫面(09-2)
射膠設定 保壓一段 保壓二段 速度 壓力 PP % RR % 位置 QQ 秒 SS 秒
CC 为塞咀警報检测位置 LL 为保壓切换位置 OO 为漏膠警報检测位置
射膠控制原理图
熔膠設定畫面(10-1)
熔膠設定 前段熔膠 後段熔膠 速度 AA % EE % 壓力 BB % FF % 背壓 位置 CC % DD mm GG % HH mm
輸出入檢視畫面(26-7/8)
輸出入檢視 O00 調模前進 O02 鎖模前進 O04 射膠
O01 O03 O05
調模後退 射咀前進 熔膠
輸出入檢視 O06 鬆退 O08 開模 O10 頂針後退
O07 O09 O11
射咀後退 頂針前進 特快
輸出入檢視畫面(26-9/10)
輸出入檢視 O12 進芯 O14 絞牙前進 O16 氮氣充壓 輸出入檢視 O18 吹風一 O20 開模背壓 O22 開咀
TIM
12 13 14
設定 20 20 30 設定 20 10 10
現在 20 20 30 現在 20 10 10
TIM
15 16 17
注塑机操作规程
温馨小提示:本文主要介绍的是关于注塑机操作规程的文章,文章是由本店铺通过查阅资料,经过精心整理撰写而成。
文章的内容不一定符合大家的期望需求,还请各位根据自己的需求进行下载。
本文档下载后可以根据自己的实际情况进行任意改写,从而已达到各位的需求。
愿本篇注塑机操作规程能真实确切的帮助各位。
本店铺将会继续努力、改进、创新,给大家提供更加优质符合大家需求的文档。
感谢支持!(Thank you for downloading and checking it out!)阅读本篇文章之前,本店铺提供大纲预览服务,我们可以先预览文章的大纲部分,快速了解本篇的主体内容,然后根据您的需求进行文档的查看与下载。
注塑机操作规程(大纲)一、注塑机基本知识1.1注塑机的组成及工作原理1.2注塑机的主要类型及特点1.3注塑机的技术参数二、操作前准备2.1工作环境要求2.2人员要求2.3设备检查与维护2.3.1日常检查2.3.2定期维护三、操作流程3.1开机3.1.1开机前检查3.1.2开机步骤3.2关机3.2.1关机前准备3.2.2关机步骤3.3生产过程操作3.3.1原料准备3.3.2模具安装3.3.3注塑参数设置3.3.4生产过程监控3.3.5产品质量检验四、安全操作注意事项4.1电气安全4.2机械安全4.3环境安全4.4应急处理五、设备维护与故障排除5.1设备日常保养5.1.1保养内容5.1.2保养周期5.2常见故障分析与排除5.2.1故障分类5.2.2故障排除方法六、附录6.1注塑机操作规程6.2注塑机维护保养记录表6.3常见故障排除手册一、注塑机基本知识1.1注塑机的组成及工作原理注塑机主要由注射装置、模具、控制系统、动力系统、冷却系统和辅助设备等部分组成。
其中,注射装置负责将熔融的塑料注射到模具中,模具则是形成塑件的模具,控制系统负责控制整个注塑过程,动力系统提供注塑所需的动力,冷却系统则负责冷却模具以固化塑件,辅助设备包括料斗、干燥机、输送带等,用于辅助注塑过程。
震雄注塑机Ai-01操作说明书(中文)
3.2.35
动作行程段数选择
画面(53)
………
68
3.2.36
斜率设定
画面(54)
………
69
3.2.37
速度1输出设定
画面(55)
………
70
3.2.38
压力输出
画面(56)
………
71
3.2.39
背压输出设定
画面(57)
………
72
3.2.40
速度2输出设定
画面(58)
………
73
3.2.41
初始化设定(解码器原点设定)
3.2.2正常运行设定
在正常运行时,显示画面(03)如下图:
正常运行画面(03)
2006-6-14 9:10
AA%
HH
0
0
0
0
**%
**%
***bar
71.6mm 4.6mm
11.6mm
(1)系统正常启动后,默认在手动状态,同时显示画面(03)。按 键一次,也出现画面(03),
(2)如欲修改温度设定值,在正常运行画面(03)状态下,依欲修改段数,按 键,选择温度各段设定。
3.2.48
密码修改
画面(68)
………
86
3.2.49
手动润滑设定
画面(69)
………
87
3.2.50
调模设定
画面(70)
………
88
3.2.51
机械调整
画面(71)
………
90
3.2.52
维护提示设定
画面(72)
………
91
3.2.53
原点重新设定方法
………
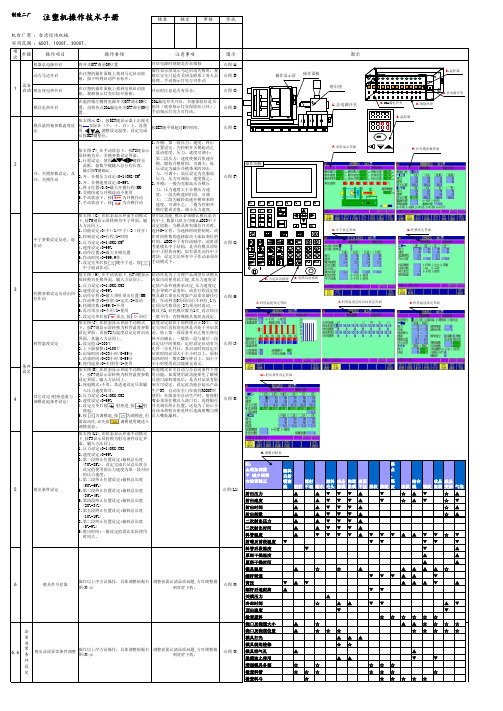
注塑机调机操作技术书
核准
核定
审核
作成
机台厂商 :台湾琮玮机械
实用范围 :650T、1000T、3000T、
项 次
步骤
操作项目
机器总电源开启
动力马达开启
1
设备 启动 射出座电热开启
操作要领
注意事项
图示
将开关OFF调至ON位置
在注塑机操作面板上找到马达启动按 钮,按下听到启动声音松开。
在注塑机操作面板上找到电热启动按 钮,观察指示灯亮后松开按钮。
开启电源时观察是否在维修
操作显示屏显示马达启动失败时,观 察后安全门是否关闭及联系工务人员 处理。手动指示灯亮方可作动
右图(A) 右图(B)
开启时注意是否有异音。
右图(C)
模具电热开启
在温控箱左侧将电源开关OFF调至ON位 20A漏电开关开启,目视保险丝是否
置,再将各点20A漏电开关OFF调至ON位 损坏(底座指示灯亮保险丝已坏),
屏转换为开、关模参数设定界面。
1.行程设定:使用
键移至
此框,按数字键输入总行程长度,
最后按Y键确认。
2.开、合模压力设定:0-140KG/CM2
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。
置。
手动指示灯亮方可作动。
右图(D)
模具温控箱参数温度设 定
依右图示(E),按SET键显示器上出现光
标 用
实际在(个、十、百)上,再使 调整设定温度,设定完成
按SET键不得超过5秒时间。
后按SET键复位。
注塑机操作指导书
目录一、目的 (1)二、适用范围 (1)三、注塑机操作中存在安全隐患之处 (1)四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考) (1)五、作业程序 (8)六、安全注意事项 (10)七、附录 (11)一、目的为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不必要的经济损失,特做以下作业指导规定。
二、适用范围适用于所有注塑机操作员;注塑机操作者必须熟悉,了解机台操作面板上各个开关按钮的功能作用,并严格按操作规程和注意事项进行操作。
三、注塑机操作中存在安全隐患之处3.1. 机械传动部位引起压伤。
3.2. 电路部位引起的击伤。
3.3. 熔胶炮筒部位引起的烫伤。
3.4. 上、下模时引起的碰/砸伤。
四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)图1(控制面板)4.1、(功能按键区)4.1.1. 功能按键区是控制显示器画面,共有2组主页面,第1组主页面共有10项功能页,第2组主页面共有8项功能页。
见图:图2(第1组10项功能页)图3(第2组8项功能页)图2为主要参数控制页面;图3为监控及辅助功能页面。
4.2、(光标方向/输入/删除)操作键;方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值4.3、数字键;有0~9和小数点12个键组成,结合显示器画面设定注塑机生产制品工艺的参数。
4.4、(手动/半自动/电眼自动/时间自动)操作键;4.4.1. (手动操作键)4.4.1.1. 工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作;4.4.1.2. 应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
4.4.2.1. 工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止;机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
震雄注塑机Ai-01操作说明书中文

画面(16)
………
32
3.2.16
抽芯C设定
画面(17)
………
34
3.2.17
时间设定
画面(18)
………
36
3.2.18
计数器设定1
画面(19)
………
38
3.2.19
温度偏差警报设定
画面(20)
………
39
3.2.20
热流道温度设定
画面(21-22)
………
41
3.2.21
功能设定
画面(23)
本键盘具有下列功能:
(1)同时按住 三个按键,然后再开启电脑电源,可以初始化电脑内的工模资料和系统设定资料,在听到“嘀”一声长鸣后,资料初始化完成,放开三个按键,就可以继续操作电脑了。
(2)在操作电脑时,同时按住 和 两个按键可以执行向上翻页功能,同时按住 和 两个按键可以执行向下翻页功能。
(3)输入成型条件中所需之数字资料:
6.使用高速32 bit中央处理器。
7.自动设定高压锁模位置值。
8.射咀比例加温度控制(标准),支持附加炉咀温度计(可选)。
9.8组PID温度控制, 30℃-500℃*围调整,精确度高。
10.防止冷料启动保护功能、自动保温设定、射咀阻塞、溢料检出功能。
11.运行中,高、低温偏差设定及感温线断线检出功能。
画面(59)
………
74
3.2.42
备用速度压力设定
画面(60-61)
………
75
3.2.43
定时器设定
画面(62)
………
77
3.2.44
计数器设定2
画面(63)
………
注塑机操作说明书
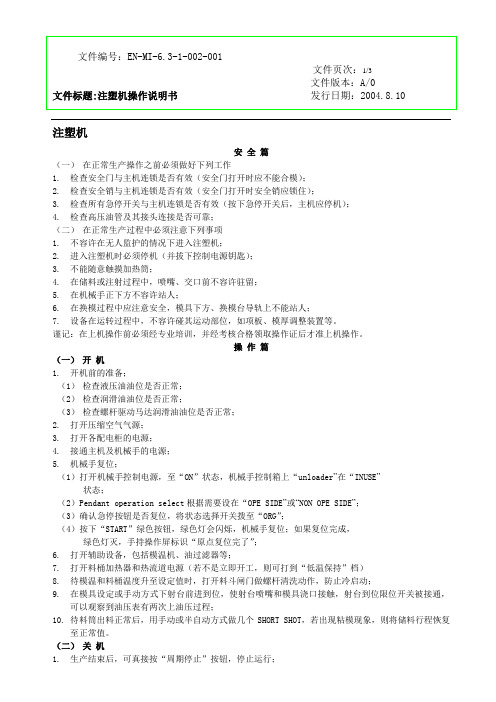
注塑机安全篇(一)在正常生产操作之前必须做好下列工作1.检查安全门与主机连锁是否有效(安全门打开时应不能合模);2.检查安全销与主机连锁是否有效(安全门打开时安全销应锁住);3.检查所有急停开关与主机连锁是否有效(按下急停开关后,主机应停机);4.检查高压油管及其接头连接是否可靠;(二)在正常生产过程中必须注意下列事项1.不容许在无人监护的情况下进入注塑机;2.进入注塑机时必须停机(并拔下控制电源钥匙);3.不能随意触摸加热筒;4.在储料或注射过程中,喷嘴、交口前不容许驻留;5.在机械手正下方不容许站人;6.在换模过程中应注意安全,模具下方、换模台导轨上不能站人;7.设备在运转过程中,不容许碰其运动部位,如项板、模厚调整装置等。
谨记:在上机操作前必须经专业培训,并经考核合格领取操作证后才准上机操作。
操作篇(一)开机1.开机前的准备;(1)检查液压油油位是否正常;(2)检查润滑油油位是否正常;(3)检查螺杆驱动马达润滑油油位是否正常;2.打开压缩空气气源;3.打开各配电柜的电源;4.接通主机及机械手的电源;5.机械手复位;(1)打开机械手控制电源,至“ON”状态,机械手控制箱上“unloader”在“INUSE”状态;(2)Pendant operation select根据需要设在“OPE SIDE”或“NON OPE SIDE”;(3)确认急停按钮是否复位,将状态选择开关拨至“ORG”;(4)按下“START”绿色按钮,绿色灯会闪烁,机械手复位;如果复位完成,绿色灯灭,手持操作屏标识“原点复位完了”;6.打开辅助设备,包括模温机、油过滤器等;7.打开料桶加热器和热流道电源(若不是立即开工,则可打到“低温保持”档)8.待模温和料桶温度升至设定值时,打开料斗闸门做螺杆清洗动作,防止冷启动;9.在模具设定或手动方式下射台前进到位,使射台喷嘴和模具浇口接触,射台到位限位开关被接通,可以观察到油压表有两次上油压过程;10.待料筒出料正常后,用手动或半自动方式做几个SHORT SHOT,若出现粘模现象,则将储料行程恢复至正常值。
震雄注塑机CPC2.2电脑操作说明书
I25 轉盤開限 0 I27 高壓鎖模 0 I29 頂針前二 0
I31 開模極限 0 I33 射膠重置 0 I35 備用 0
2-27 -2輸出入檢視畫面
輸出入檢視 O00 調模前進 0 O02 鎖模前進 0 O04 射膠 0 輸出入檢視 O06 鬆退 0 O08 開模 0 O10 頂針後退 0 O01 調模後退 O03 射咀前進 O05 熔膠 0 0 0
注塑机密码
好景系列:1483,1414,1485,1487,0926。
华嵘电脑:1414,第二层密码:0926,全利发:JB/CLFP6,全立发第二代是357159;博创电脑:1234,三菱:OPSWITCH-DATAFREE-DATDLOCK-MAKERCON-KISYUSEI-EEPROMWR。
宏讯电脑:5858,9595,6969,1234,4321,1688,9876,重置用:95。
二级密码:338168。
三星电脑:001,002,003,004,008,珊星电脑:0002,003,004,005,006,007,008,009。
010;震雄CPC2。
2电脑的资料锁定密码是同时按“取消”键和数字键“6”;解除是同时按“取消”键和数字键“3”。
CPC2。
2中英文切换是同时按住“取消”+“快速锁模”键不放,然后再通电开机;震雄CDC3000电脑密码8个1;震雄CDC88:(1)锁模,顶针,射胶原点归零方法:按C键+基准键进入,按照画面自动数值设定手动数值后按住锁模键关掉电源一次,启动后依屏幕操作即可。
输入输出(I/O)画面可按C键+数字键即进入。
(2)温度校正:先把感温线拨出,关闭电源,等感温线探头冷却到常温后;按住C+AT键打开电源,将游标移至该段温度按AT键。
震雄MPC4。
0机械制动密码:MCSTOP,电脑密码是77889944556,解除所有密码保护是“取消+”“松退”键,震雄CDC2000密码查寻或无法启动:插入键盘,运行到C盘,输入TYPE PASS CDC后一二三四级密码全部可以看到。
CDC2000:将始用等级设为4级,输入34520261,成型条件被锁,如不知道0级密码可将4级密码输入两次即可打开。
震雄第六代通用密码:5555。
震德密码:0765宝捷信:610,620,680;密码是1234。
高级密码:12345678。
宝源PC20电脑进入二层密码是2000,PC2000电脑是0000或1111,9875也是宝源的密码;三层是3000,四层是4000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2-29 -5時間掣檢視畫面
時間掣檢視 吹風一 吹風二 備用 時間掣檢視 備用 備用 備用 TIM 33 34 35 TIM 36 37 38 設定 4.0 3.0 2.0 設定 2.0 1.0 0.0 現在 0 0 0 現在 0.0 0.0 0.0
時間掣檢視 備用
TIM 39
設定 0.0
現在 0.0
加減速設定 R273 S AA R278 P BB R274 S CC R279 P DD R275 S EE R280 P FF 加減速設定 R276 S GG R281 P HH R277 S II R282 P JJ 開模備用 KK P
2-24.1 同時按下 +
R293 B LL R294 B MM R295 B NN
2-18 時間掣設定畫面
2-19 調整功能設定畫面
2-20 模號註解畫面
模號選擇 01 AAA 03 CCC 05 EEE 模號選擇 07 GGG 09 III 11 KKK
2-20.1 按下
02 04 06
BBB DDD FFF
08
10
HHH
JJJ 12 LLL
,則顯示畫面(19)。
((2) 連續按數字鍵 是循環顯示 7 → A → B → C → 7。 若是輸入空白鍵,必須將數字 3 連續按四次,3 → Y → Z →空白。19)。
2-26 程式內容檢視畫面
檢視 0000 0001 0002 OUT LD AND OR AA TIM 1234 O 2345 O 3456 O BB CNT CC
檢視 0003 0004 0005
OUT ORI ANI OUT
AA TIM 4567 O 5678 O 9999 O
BB
CNT
CC
2-26.1 同時按下
O:OFF OOOOOOOOOO OOOOOOOOOO OOOOOOOOOO
2-28-1 輸出入狀態檢視畫面
輸出入狀態檢視 O:ON O240 OOOOOOOOOO O260 OOOOOOOOOO O280 OOOOOOOOOO 輸出入狀態檢視 O:ON O350 OOOOOOOOOO O400 OOOOOOOOOO O420 OOOOOOOOOO 輸出入狀態檢視 O:ON O440 OOOOOOOOOO O460 OOOOOOOOOO O480 OOOOOOOOOO O:OFF OOOOOOOOOO OOOOOOOOOO OOOOOOOOOO O:OFF OOOOOOOOOO OOOOOOOOOO OOOOOOOOOO O:OFF OOOOOOOOOO OOOOOOOOOO OOOOOOOOOO
輸出入檢視 O24 自動門開 0 O26 輔助油泵 0 O28 潤滑 0 輸出入檢視 O30 潤滑放水 0 O32 已經射膠 0
O25 自動門關 0 O27 油泵運轉 0 O29 警報 0
O31 油泵起動 0 O33 開模終止 0
2-28 輸出入狀態檢視畫面
2-28.1 同時按下 + ,則顯示畫面(27)。 在此畫面可檢視各繼電器的運行狀態。
2-30 計數器檢視畫面
2-30.1 同時按下 + ,則顯示畫面(29)。 2-30.2 在此畫面可檢視各計數器的運行狀態。 2-30.3 如欲更改計數器的設定值,使用游標按鍵 移到欲更改計 數器的設定位置上,輸入數值,再 按 即完成設定。
計數器檢視 成型模數 次品模數 生產時間
計數器檢視 生產批量 頂針次數 頂針震動
CNT 00 01 02
CNT 03 04 05
設定 5000 100 100
設定 30 2 2
現在 232 10 5
現在 4 0 0
2-30-1 計數器檢視畫面
計數器檢視 進牙次數 退牙次數 潤滑油成型 CNT 06 07 設定 50 50 10 現在 0 0 6
計數器檢視 備用
CNT 09
設定 15
R219 R220 R221
速度 AA CC EE 速度 GG II KK 速度 MM OO QQ 比率 SS % TT %
壓力 BB DD FF 壓力 HH JJ LL 壓力 NN PP RR
R222 R211 R223 R224 R225 R226
2-25.2 在畫面(24.2),可使用游標
作其他畫面切換。
2-22 射膠終點位置統計畫面
射膠終點位置統計畫面 (21) 射膠終點 01 ??? 02 ??? 03 ??? 04 ??? 05 ??? 06 ??? 07 ??? 08 ??? 09 ???
2-22.1 同時按下
+
,則顯示畫面(21)。
2-23 原始位置設定畫面
模號 鎖模 射膠 速度 壓力
現在 20 10 10
現在 5 30 10
時間掣檢視 油壓封咀 警報間斷 警報週期
TIM 21 22 23
設定 30 100 100
現在 30 0 0
2-29 -4時間掣檢視畫面
時間掣檢視 限位警報 開模延時 關模延時 時間掣檢視 頂針延時 抽芯延時 絞牙延時 時間掣檢視 潤滑油輸出 潤滑油警報 備用 TIM 24 25 26 TIM 27 28 29 TIM 30 31 32 設定 50 1 1 設定 2 1 6 設定 30 40 30 現在 0 0 0 現在 0 0 6 現在 0 0 0
2-28.2 如需檢視其他繼電器,可使用游標鍵 輸出入狀態檢視 O:ON O000 OOOOOOOOOO O020 OOOOOOOOOO O100 OOOOOOOOOO
作畫面切換。
O:OFF OOOOOOOOOO OOOOOOOOOO OOOOOOOOOO
輸出入狀態檢視 O:ON O120 OOOOOOOOOO O200 OOOOOOOOOO O220 OOOOOOOOOO
I25 轉盤開限 0 I27 高壓鎖模 0 I29 頂針前二 0
I31 開模極限 0 I33 射膠重置 0 I35 備用 0
2-27 -2輸出入檢視畫面
輸出入檢視 O00 調模前進 0 O02 鎖模前進 0 O04 射膠 0 輸出入檢視 O06 鬆退 0 O08 開模 0 O10 頂針後退 0 O01 調模後退 O03 射咀前進 O05 熔膠 0 0 0
??? ??? ??? 原始值設定 預設 1 AAp 預設 2 CCp
模號 鎖模 射膠
??? BBmm DDmm
速度 壓力
???
??? ??? ??? 調模原始位置 調模最薄厚度 調模最厚厚度
2-23.1 同時按下 +
??? ??? EE mm FF mm GG mm
3 秒後 ,則顯示面(22)。
2-24 加減速設定畫面
現在 0
2-31 語言及頂針選擇
英語 / AA BB 中國語 / 頂針選擇 英語 (English Character) 中國語 (Chinese Character) 頂針控制︰ 位置控制 (CC)
在起動畫面時同時,按下
+
,直至顯示畫面(30)。
資料鎖定的操作方法
資料鎖定的操作方法如下: 同時按下 + 即可把資 料鎖定如要解除資料, 同時按下 + 即可。
2-29 -1時間掣檢視畫面
2-29.1 同時按下 + 3 秒後 ,則顯示畫面 (28)。 2-29.2 在此畫面可檢視各時間掣的運行狀態, 如需檢視其他時間掣,可使用 作畫面切換 。 2-29.3 如欲更改時間掣的設定值,使用游標 按鍵 移到欲要更改時間掣的設定位置上,輸入 數值,再按 時間掣檢視 即完成更改設定。 現在 TIM 設定
速度 AA CC EE 速度 GG II KK 速度 MM OO QQ
壓力 BB DD FF 壓力 HH JJ LL 壓力 NN PP RR
R216 R217 R218
+
3 秒後,則顯示畫面(24.1)。
速度壓力 絞牙3 調模前進 調模後退 速度壓力 原點重置 鎖模力 備用 速度壓力 備用 備用 備用 速度壓力 鎖模背壓 開模背壓
2-21 模號複寫及選擇
模號資料複寫
模號:AA 模號選擇:CC
2-21.1 同時按下
複寫到模號:BB
+ ,則顯示畫面(20)。
2-21.2 模號複寫操作方式: 例如:欲將模號 005 複寫至 模號 010 去,操作方式 如下: 將游標移至模號 AA 位置,輸入 5 ,按下 游標移至 BB 位置,輸入 10 ,再按下 ,螢幕出現 “?” 再按 即完成複寫。
R296 B PP R297 B QQ
3 秒後,則顯示畫面(23)。
2-25 備用速度及壓力設定畫面
速度壓力 大油缸洩壓 大油缸開模 大油缸高壓 速度壓力 大油缸低壓 油壓射咀 氮氣充壓 速度壓力 油壓夾模 油壓轉盤 特殊低壓
2-25.1 同時按下
R227 R228 R229
R230 R214 R215
I07 I09 I11 I13 I15 I17
0 0 0
Байду номын сангаас
絞牙退限 0 退芯 0 儲能終止 0 可以頂針 0 絞牙位移 0 油泵超載 0
輸出入檢視 I12 機手連鎖 0 I14 取出完成 0 I16 調模超載 0
2-27 -1輸出入檢視畫面
輸出入檢視 I18 調模前限 0 I20 調模位移 0 I22 潤滑壓力 0 輸出入檢視 I24 轉盤鎖限 0 I26 低壓鎖模 0 I28 鎖模終止 0 輸出入檢視 I30 頂針後二 0 I32 鎖模重置 0 I34 頂針重置 0 I19 調模後限 0 I21 潤滑油位 0 I23 低壓檢出 0
動來調節,具體方法如下: (1) 通電後,電腦處於手動工作方式,此時不要起動油泵。
時間制檢視 進芯時間 抽芯時間 進牙時間
TIM 12 13 14
設定 20 20 30