批准颁发压力容器制造单位工艺责任工程师合格证书...
压力容器制造单位质量保证工程师资格认可与管理办法_百度文库.
压力容器制造单位质量保证工程师资格认可与管理办法第一章总则第一条为了加强压力容器制造单位的管理,提高质量保证工程师的素质,确保压力容器的制造质量, 根据国家质量监督检验检疫总局《锅炉压力容器制造许可条件》的有关规定,制定本办法。
第二条凡担任或准备担任压力容器制造单位(以下简称制造单位质量保证工程师工作的人员, 必须按本办法的规定通过资格认可, 取得相应的质量保证工程师资格证书 (以下简称资格证书方可从事质量保证工程师的工作。
第三条未取得资格证书的人员,不得担任制造单位质量保证工程师的职务。
第四条申请或已取得制造单位许可证的单位,均可以推荐人选进行资格认可。
第五条质量保证工程师的资格级别分为:1. A1级系指超高压容器、高压容器;2. A2级系指第三类低,中压容器;3. A3级系指球形储罐现场组焊或球壳板制造;4. A4级系指非金属压力容器;5. A5级系指医用氧舱;6. B1级系指无缝气瓶;7. B2级系指焊接气瓶;8. B3级系指特种气瓶;9. C1级系指铁路罐车;10. C2级系指汽车罐车或长管拖车;11. C3级系指罐式集装箱;12. D1级系指第一类压力容器;13. D2级系指第二类低、中压容器。
第六条质量保证工程师申请与被批准的资格级别,必须与本单位申请或取得的制造资格相符。
第七条资格证书有效期为四年,取得资格证书的人员在压力容器制造行业内调动,须向发证单位办理变更手续,变更后证书仍然有效。
第二章质量保证工程师的条件和职责第八条质量保证工程师的基本条件1.熟悉 GB/T19000、 1SO9000《质量管理和质量保证》族质量体系标准。
2.熟悉有关压力容器法规、标准和技术条件,具有较全面的压力容器专业知识。
3.具备公正、廉洁、科学、严谨的工作作风。
第九条质量保证工程师的必备条件A 、B 、C 、D 级制造单位质量保证工程师必须由本单位从事压力容器技术工作或技术管理工作的具有工程师或以上技术职称的人员担任,并符合以下条件之一:(1具有化工机械专业大专或以上学历,并从事本专业工作 4年以上;(2具有化工机械专业中专学历,并从事本专业工作 6年以上;(3具有理工科(非化工机械专业大专或以上学历,并从事压力容器质量管理工作5年以上。
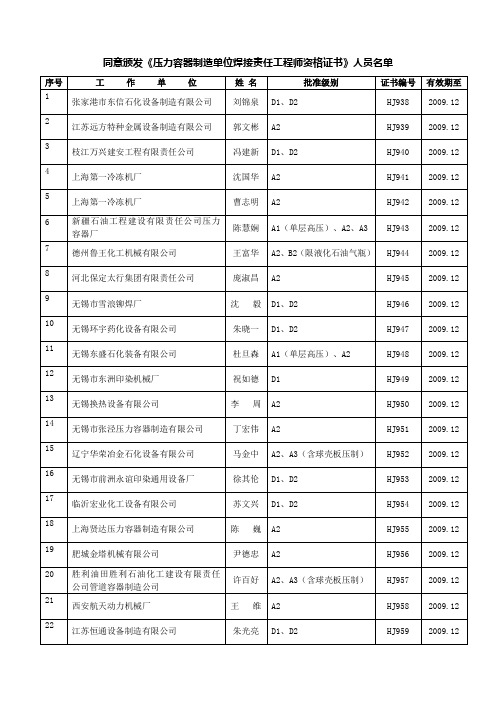
同意颁发《压力容器制造单位焊接责任工程师资格证书》人员
杨勇
A2、C2
HJ1036
2009.12
100
如皋市信和压力容器制造有限公司
李小群
D1、D2
HJ1037
2009.12
101
天津市瀚洋金属设备有限公司
梁云忠
A2
HJ1038
2009.12
102
四川石油天然气建设工程有限责任公司
韦开棣
A1(单层高压)、A2、A3
HJ1039
2009.12
34
淄博万昌化工设备有限公司
王素芹
A2
HJ971
2009.12
35
寿光市联盟化工机械工程有限公司
胡世友
A2
HJ972
2009.12
36
新疆东风锅炉制造安装有限责任公司
张少渠
A2
HJ973
2009.12
37
广东山峰化工机械有限公司
杨文莉
A2、A3(仅限封头压制)
HJ974
2009.12
38
杨志军
A1(高压容器)、A2、C1、C2(汽车罐车)
HJ1061
2009.12
125
扬州能通机械制造有限公司
齐秉治
A3(仅限封头压制)、D1、D2
HJ1062
2009.12
126
成都瑞奇石油化工工程有限公司
肖仕伟
A1(单层高压)、A2
HJ1063
2009.12
127
北京燕化正邦设备检修有限公司
武彦巧
杨志海
D1、D2
HJ1014
2009.12
78
中油吉林化建工程股份有限公司
压力容器制造许可规则

锅炉压力容器制造许可条件2003年7月1日,国质检锅2003194号第一章总则第一条根据锅炉压力容器制造监督管理办法以下简称管理办法中的要求,制定本条件;第二条本条件适用于管理办法中所规定的锅炉压力容器制造企业以下简称企业;第三条本条件由锅炉压力容器制造许可资源条件要求、质量管理体系要求、锅炉压力容器产品安全质量要求三部分构成;资源条件要求包括基本条件和专项条件,前者是制造各级别锅炉压力容器产品的通用要求,后者是制造相关级别锅炉压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件;第四条企业必须建立与制造锅炉压力容器产品相适应的质量管理体系并保证连续有效运转;企业应有持续制造锅炉压力容器的业绩,以验证锅炉压力容器质量管理体系的控制能力;第五条企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案;所委托的工作由被委托的企业出具相应的报告,所委托工作的质量控制应由委托方负责,并纳入本企业锅炉、压力容器质量保证体系控制范围;专项条件要求具备的内容不得分包;第六条企业必须有能力独立完成锅炉压力容器产品的主体制造,不得将锅炉压力容器产品的所有受压部件都进行分包;第三章压力容器制造许可资源条件第一节基本条件第十五条申请压力容器制造许可的企业,应具有独立法人资格或营业执照,取得当地政府相关的注册登记;第十六条具有A1级或A2级或C级压力容器制造许可证的企业即具备D 级压力容器制造许可资格;如制造的压力容器设计压力<10MPa;同时最大直径<150mm且水容积<25L,则无须申请压力容器制造许可;同样,制造机器上非独立的承压部件壳体和无壳体的套管换热器、波纹板换热器、空冷式换热器、冷却排管,也无须申请压力容器制造许可;制造不规则形状的承压壳体应报总局安全监察机构决定是否需要申请压力容器制造许可;第十七条压力容器质保体系人员压力容器制造企业具有与所制造压力容器产品相适应的,具备相关专业知识和一定资历的下列质量控制系统以下简称:质控系统责任人员:一设计工艺质控系统责任人员;二材料质控责任人员;三焊接质控系统责任人员;四理化质控制责任人员;五热处理质控系统责任人员;六无损检测质控系统责任人员;七压力试验质控系统责任人员;八最终检验质控系统责任人员;第十八条技术人员压力容器制造企业应具备适应的压力容器制造和管理需要的专业技术人员;各级别压力容器制造许可证的技术人员应满足下列要求:一A1级、A2级、C级、和B1级许可证企业技术人员比例不少于本企业职工的10%,且具有所制造压力容器产品相关的专业技术人员;二A3级、A4级、A5级、B2级、B3级许可证企业技术人员比例不少于本企业职工数的5%,且不少于5人;具有与所制造压力容器产品相关的专业技术人员;第十九条专业作业人员一各级别压力容器制造许可企业中,制造焊接压力容器的企业,应具有满足制造需要的,且具备相应资格条件的持证焊工;1、A2级、A3级和C级许可企业,具有不少于10名持证焊工,且具备至少4项合格项目;2、A1级、A5级、B2级、B3级许可企业,具有不少于8名持证焊工,且应具有至少4项合格项目非焊接容器除外;3、D级许可企业,具有不少于6名持证焊工,且具备至少2项合格项目;二各级别压力容器制造许可企业,应具有满足压力制造要求的组装人员;三各级别压力容器制造许可企业,委托制造许可企业,委托外企业进行压力容器无损检测的,应按照许可级别,配备相应的高、中级无损检测责任人员;由本企业负责压力容器无损检测的,应具备相应的无损检测作业人员,并应满足以下要求:1、A1级许可企业,至少应具有RT或UT、MT、PT高级无损检测责任人员1人;2、C级许可企业,至少应具有RT或UT高级无损检测责任人员1人,有RT和UT中级人员各2人项;3、A2级、A3级许可企业,至少应具有RT和UT中级人员各3人项,无损检测责任人员应具有中级资格证书;4、A5、B2和D级许可企业,至少应具有RT和UT中级人员各2人项,无损检测责任人员应具有中级资格证书;5、B1级许可企业,至少应具有UT或MT中级人员2人项,无损检测责任人员应具有中级资格证书;6、B3级许可企业需要进行无损检测的,应分别符合B1级或B2级许可企业无损检测人员数量和级别的要求;第二十条各级别压力容器制造许可企业,应具备适应压力容器制造需要的制造场地、加工设备、成形设备、切割设备、焊接设备、起重设备和必要的工装,并满足以下要求:一具有存放压力容器材料的库房和专用场地,并应有有效的防护措施,合格区与不合格区应有明显的标志;二具有满足焊接材料存放要求的专用库房和烘干、保温设备;三具有与所制造产品相适应的足够面积的射线曝光室和焊接试验室;第二节专项条件第二十一条各级别压力容器制造许可企业,应满足第二十二条至二十五条相应的专项条件;第二十二条 A级压力容器制造许可专项条件一A1级许可企业中制造超高压容器的企业,应具有满足超高压容器的机加工设备和检测设备,应有满足要求的热处理设备,应具有中、高级机加工人员至少2人;制造高压容器的企业,应有满足要求的热处理设备;二A2级许可企业应具备额定能力不小于30mm的卷板机和起重能力不小于20t的吊车;深冷绝热容器制造企业,应具备填料烘干、充填、抽真空设备和检漏仪器;三A3级许可企业中制造球壳板的企业,应具备能力不小于1200t的压力机和经验丰富的球壳板制造专业操作人员;四A4级许可企业中,制造纤维缠绕容器的,应具备自控缠绕机械;五A5级许可企业,应具有中级或以上持证电工至少2人和电气检测设备;第二十三条 B级压力容器制造许可专项条件一B级许可企业,应具有满足气瓶爆破试验要求的专用场地和爆破试验自动记录设备;二B1级许可企业,应具备气瓶连续制造流水线,制造调质钢气瓶的,应具备UT或MT无损检测设备仪,淬火、回火的热处理设施及外测法水压试验设备;三B2级许可企业,应具备气瓶制造线;其中乙炔瓶应具备配料、搅拌、振动、烘干和蒸压釜等设备;液化石油应具备连续制造流水线和热处理及其自动记录装置;四B3级许可企业,应具备专用制造设备和制造线;制造缠绕气瓶的应具有自动缠绕机械和固化设备;五满足制造专门产品需要的其他专用设备;第二十四条 C级压力容器制造许可专项条件一C1级许可企业,应具备铁路专用线;二C2级和C3级许可企业,应具备相应组装能力和试验设施;第二十五条不锈钢或有色金属容器制造企业必须具备专用的制造场地和专用的加工设备、成形设备、切割设备、焊接设备和必要的工装,不得与碳钢混用;第二十六条同时具备几个级别许可的企业,应分别满足相应的专项条件; 第四章质量管理体系的基本要求第二十七条管理职责锅炉压力容器制造企业应有质量方针和质量目标的书面文件;应采取必要措施使各级人员能够理解质量方针,并贯彻执行,应符合以下要求:一企业内与质量有关的活动,职责、职权和相互关系应清晰,各项活动之间的接口具有控制和协调措施;二从事与质量活动有关的管理、执行和验证工作的人员,特别是具有独立行使权利开展工作的人员,应规定其职责,权限和相互关系,并形成文件包括材料、焊接和检测等负责人的责任;工厂管理层中应指定一名成员为质量保证工程师,并明确其对质保体系的建立、实施、保持和改进的管理职责和权限;第二十八条质量体系企业应建立符合锅炉压力容器设计、制造,而且包含了质量管理基本要素的质量体系文件;一作为确保产品要求的一种手段,应编制质保手册;质保手册应包括或引用质量体系程序文件,并概述质量体系文件的结构;二编制符合实际要求且与规定的质量方针相一致的程序文件,具有有效实施质量体系及其形成文件的程序;三质保手册中规定的表格应该标准化、文件化;现行的质量记录表格的内容应能满足相应级别锅炉压力容器产品的质量控制要求;四应有正在贯彻实施的并能确保产品质量的质量计划;质量计划中产品质量控制点包括记录审核点、见证点和停止点应合理设置;第二十九条文件和资料控制企业应制定文件和资料的控制的规定,应包括以下内容:一应制定文件管理的规定:1、明确受控文件类型;2、文件的编制、会签、发放、修改、回收、保管等的规定;二应有确保有关部门使用最新版本的受控文件的规定;三适当范围的外来文件,如标准和顾客提供的图样;第三十条设计控制一设计部门各级人员的职责应该有明确的规定;二应有锅炉压力制造的有关规程、规定和标准;三锅炉压力设计文件应规定企业所制造的锅炉压力容器产品满足锅炉压力容器产品安全质量要求见第五章;四应有关于新标准的收集和贯彻的规定;五应制定对设计过程进行控制的规定包括设计输入、输出、评审、更改、验证等环节;第三十一条采购与材料控制应包括以下内容:一采购控制1、应有对供方进行有效质量控制的规定;2、对供方有质量问题时,企业具有处理方式的规定;3、分包的锅炉压力容器承压部件应由取得中国政府或授权机构认可的制造企业制造,企业应对分包的锅炉压力容器受压部件的质量进行控制;4、应制定采购文件的控制程序;5、应制定原材料与外购件指板材、管材等承压材料验收与控制的规定,以防止用错材料;二材料的保管和发放1、应制定原材料及外购件保管的规定,包括关于存放、标识、分类等要有明确的规定;2、应制定原材料库房存放措施的规定;3、应制定关于材料发放的管理规定,包括材料的领用、代用等;4、应制定材料标记移植管理规定,包括加工工序中的材料标识移植和余料处理等;第三十二条工艺控制一应制定工艺文件管理的规定,包括工艺文件的编制、发放、更改、审批等应有明确的规定;二应制定与锅炉压力容器产品相适应的工艺流程图或产品工序过程卡、工艺卡或作业指导书;三应有主要受压部件的工艺流程图和指导作业人员的工艺文件作业指导书的规定;第三十三条焊接控制一焊材管理应有焊材的订购、接受、检验、贮存、烘干、发放、使用和回收的管理规定,并能有效实施;二焊接管理1、应有焊工培训、考核和焊工焊接档案管理的规定;2、应制定适应锅炉压力容器产品需要的焊接工艺评定PQR、焊接工艺指导书WPS或焊接工艺卡,并应满足中国有关技术规范的要求;应有验证焊接工艺评定PQR的管理规定和焊接工艺指导书WPS分发、使用、修改的程序和规定;3、应制定确保合格焊工从事受压元件焊接工作的措施,并制定焊工资格评定及其记录WPQ的管理办法,同时规定了产品焊缝的焊工识别方法,并能有效实施;4、应制定焊缝返修的批准及返工后重新检查和母材缺陷补焊的程序性规定;5、应有对主要受压元件施焊记录的规定;第三十四条热处理控制一应制定热处理工艺文件的管理规定,包括对热处理工艺文件的编制、审批、使用、分发、记录、保存等;二应制定热处理的质量控制管理规定;三热处理分包时,应有分包管理规定,至少应包括对分包评价规定和对分包项目质量控制的规定;第三十五条无损检测控制一应制定无损检测质量控制规定,包括对检测方法的确定、标准规范的选用、工艺的编制批准、操作环节的控制、报告的审核签发和底片档案的管理等;二应编有无损检测的工艺和记录卡;并且能满足所制造产品的要求;三应制定无损检测人员资格管理的规定;四无损检测分包时,应有分包管理规定,至少应包括对分包方评价规定和对分包项目质量控制的规定;第三十六条理化检验一应制定理化检验的管理规定;二应有对理化检验结果的确认和重复试验的规定;三理化检验分包时,应有分包管理规定,至少应包括对分包方评价规定和对分包项目质量控制的规定;第三十七条压力试验控制一应编制压力试验工艺和相关程序要求;二应制定对压力试验进行质量控制的规定,包括对压力试验的监督、确认,对压力试验过程的安全防护,压力试验介质和环境温度等;第三十八条其他检验控制一应制定检验管理的规定,其内容应包括:检验管理人员的权责、进货检验、过程检验、最终检验、检验报告的存档和质量证明书管理等;二应制定检验和试验计划,并能有效实施;三应制定关于检验和试验状态标识的规定;第三十九条计量与设备控制一制定计量管理规定,保证仪器、仪表、工具等在计量有效期内使用;二有对计量器具和试验仪器进行有效的控制、校准和维护的规定;1、应有计量环境适用于计量试验的规定;2、应有制造设备管理的规章制度;第四十条不合格产品的控制一应制定对不合格品进行有效控制的规定,以防止不合格品的非预期使用或安装;二应有对不合格品的标识、记录、评价、隔离可行时和处置等进行控制的规定;1、对不合格报告的编制、签发、存档等应有规定;2、对合格品的处理环节回用、返修、报废等应有相关的规定;3、对返修后进行重新检验的规定;第四十一条质量改进一应有对产品的质量信息包括厂内和厂外进行反馈、汇集分析、处理的流程;二应有进行内部质量审核的规定,以确保质量保证体系正常运作并能对存在的质量问题进行分析研究,提出解决问题的措施和预防措施;三应有内部质量审核的规定;审核活动应由与审核无直接责任的人员进行;1、应制定质量审核意见的接受、处理和回复的程序,以及纠正或改进措施;2、具有监检企业或第三方检验企业及客户发现并提出的产品质量问题进行及时解决的规定;第四十二条人员培训应制定质保工程师、焊接工程师、检验人员、理化和无损检测人员、焊工和其他对产品质量有重要影响的制造活动的执行者、验证者和管理员等培训的规定;第四十三条执行中国锅炉压力容器制造许可制度的规定一应制定执行遵守中国锅炉压力容器制造许可制度的规定,明确对在中国境内使用的锅炉压力容器产品的控制程序;并明确制造许可审查人员在执行许可审查时,享有查阅有关图纸、计算书、程序、记录、试验结果及其他必要的文件资料的权利;二应制定锅炉压力容器制造许可证书使用和管理的规定;三应制定向中国客户提供产品质量证明文件等随机文件的规定;第五章锅炉压力容器产品安全质量要求第二节压力容器安全质量基本要求第五十一条总要求压力容器制造企业所制造的压力容器产品必须满足下列有关的中国压力容器安全技术规程的要求:一压力容器安全技术监察规程;二超高压容器安全监察规程;三医用氧舱安全管理规定;四气瓶安全监察规程;五溶解乙炔气瓶安全监察规程;六液化气体汽车罐车安全监察规程;境外企业如果短期内完全执行上述中国压力容器安全技术规范确有困难时,对出口到中国的压力容器产品,在征得总局安全监察机构的同意后,可以采用国际上规范或标准,但同时必须满足第五十二条至第五十八条的要求;第五十二条压力容器产品安全质量技术资料要求压力容器产品在出厂时应附有至少包括下列与安全有关的技术资料:一压力容器产品竣工图样包括总图及主要受压部件图;二A1级、A2级和C级许可范围压力容器受压部件强度计算书或计算结果汇总表;三压力容器安全泄放量、安全阀排放能力或爆破片泄放面积计算书或计算结果汇总表;四产品质量证明文件包括产品合格证、主要受压部件材质证明书、无损检测报告、热处理报告、压力试验报告及气密性试验报告等;第五十三条产品铭牌要求在压力容器的明显位置装有金属铭牌;铭牌上的项目至少应包括以下内容用中文或英文表示,采用国际单位制:一产品名称;二制造企业名称、地址;三制造企业证书编号;四介质名称;五设计温度;六设计压力;七耐压试验压力;八产品编号;九制造日期;十容器类别;十一容积;五压力容器的所有A、B类焊接接头如图所示均需按相应标准和设计图样的规定进行无损检测RT或UT;焊接接头系数应根据受压元件的焊接接头型式及无损检测的比例确定,焊接接头系数规定见表2;表2. 压力容器的焊接接头系数全部无损检测局部无损检测①钢有色金属钢有色金属②铝②铜②镍钛②铝②铜②镍钛双面焊或相当于双面焊全熔透的对接焊③ 1.0 0.85 0.90 0.850.95 0.850.95 0.90 0.85 0.800.85 0.800.85 0.800.85 0.85有金属垫板的单面焊对接焊缝 0.90 0.800.85 0.800.85 0.800.85 0.85 0.80 0.700.80 0.700.80 0.700.85 0.80无垫板的单面焊环向对接焊缝 / / / / / / / 0.65 0.70 0.650.70 /注:①此表所指无损检测,对钢制压力容器以射线或超声波检测为准,对有色金属压力容器原则上以射线检测为准;全部无损检测,指100%的射线或超声波检测;局部无损检测,指20%或50%铁素体钢低温容器的射线或超声波检测;②表中所列的有色金属压力容器焊接接头系数上限值指采用熔化极惰性气体保护焊;下限值指采用非熔化极惰性气体保护焊;③相当于双面全熔焊透的对接焊缝指单面焊双面成型的焊缝,按双面焊评定含焊接试板的评定,如氩弧焊打底的焊缝或带陶瓷、铜衬垫的焊缝等;六常温贮存液化石油气的压力容器,设计压力应按不低于50℃时的混合液化石油气成分的实际饱和蒸汽压力确定,并应在设计图样上注明液化石油气的限定成分和对应的工作压力;七压力容器筒体与筒体、筒体与封头之间的连接以及封头的拼接不允许采用塔接结构,也不允许存在十字焊缝;八内径大于等于500mm的压力容器应设置一个人孔或两个人孔当容器无法开人孔时夹套容器、换热器和其他不允许开孔的容器除外;九压力容器的快开门盖应装设安全联锁装置;第五十五条压力容器用钢要求一用于容器受压元件的材料,其使用范围不得超过相应标准规定的允许范围;二用于焊接结构压力容器主要受压元件的碳钢和低合金碳钢,钢材的含磷P 量不应大于0.030%,含硫S量不应大于0.020%;三用于焊接结构压力容器主要受压元件的碳钢和低合金钢,钢材的含碳量不应大于0.25%,且碳当量Ceq⑴不大于0.45%;如需选用含碳量大于0.25%的钢材,则应满足下列要求:1、建造前征得用户的同意;2、碳当量Ceq不得大于0.45%;3、提供材料的焊接性试验报告和焊接工艺评定报告,并报总局安全监察机构审查、批准;四用于焊接结构压力容器受压元件的调质低合金钢,如果钢材的标准抗拉强度下限值σь≥540MPa,钢材的含磷P量不应大于0.020%含硫S量不应大于0.015%;焊接裂纹敏感系数Pcm⑵不应大于0.25%;且应提供材料的焊接性试验报告和焊接工艺评定报告,报总局安全监察机构审查、批准;注:1Ceq=C+Si/24+Ni/40+Cr/5+Mo/4+V/142Pcm=C+Si/30+Mn+Cu+Cr/20+Ni/60+Mo/15+V/10+5B五用于移动式压力容器罐体的钢板和用于压力容器的低合金钢板,每批应抽两张钢板进行冲击试验,试验温度为-20℃或按图样规定;冲击试验要求和冲击韧性合格指标按表3的规定;表3. 冲击试验要求和冲击韧性合格指标钢材的标准抗拉强度下限值σьMPa 三个试样的冲击功平均值Akv,J10mm×10mm×55mm≤450 18>450~515 20>515~650 27备注:试验温度下三个试样的冲击功平均值不得低于表中规定;其中单个试样的冲击功可小于平均值,但不得小于平均值的70%;六沸腾钢不允许用于制造压力容器的受压元件;七铸铁用于压力容器的受压元件时,应符合表4规定的范围,且不得用于下列压力容器的受压元件:1、盛装毒性程度为极度、高度或中度危害介质的压力容器元件;2、设计压力大于等于0.15MPa且介质为易燃物质的压力容器受压元件;3、管壳式余热锅炉;4、移动式压力容器;表4.铸铁类型设计压力MPa 设计温度℃灰铸铁 0.8 0~250可锻铸铁或球墨铸铁 1.6 -10~350第五十六条制造要求一冷成形的碳钢和低合金钢制凸形封头应在成形后进行消除应力热处理;二符合下列条件之一的压力容器,需进行焊后整体消除应力热处理:1、盛装毒性程度为极度、高度危害介质的压力容器;2、壳体厚度大于16mm、设计温度低于-20℃的压力容器;3、碳钢厚度大于32mm如焊前预热100℃以下时,厚度大于38mm;4、低合金钢厚度大于30mm如焊前预热100℃以上时,厚度大于34mm;5、任意厚度的Cr-Mo低合金钢;三常温下贮存混合液化石油的压力容器以及贮存能力导致应力腐蚀的其他介质的压力容器,其所用钢板应逐张进行超声波检测,焊后应进行消除应力热处理;四按疲劳分析设计的压力容器,其A、B、类对接接头应去除焊缝余高;各类焊接接头均具有圆滑过渡;五所有板壳式换热设备均应为可拆的和可清洗的结构;第五十七条检验要求一下列压力容器应按台制作纵焊缝产品焊接试板:1、使用Cr-Mo低合金钢和抗拉强度标准规定下限大于540MPa的材料制造的压力容器;2、设计温度低于-20℃需要进行低温冲击试验的压力容器;3、需要经热处理保证钢板力学性能的压力容器;4、盛装高度和极度危害介质的压力容器;5、设计压力大于10MPa的压力容器;6、设计压力大于1.6MPa的有色金属制压力容器;7、异种钢之间进行焊接的压力容器;8、球形储罐;9、移动式压力容器;二压力容器的焊接接头应按设计图样的要求进行无损检测;但下列压力容器的A类及B类焊接接头应进行100%射线或超声检测,材料厚度≤38mm时,其焊接接头应采用射线检测;1、第三类压力容器;2、第二类压力容器中易燃介质的反应容器或储存容器;3、设计压力大于5.0MPa的压力容器;4、设计压力大于0.6MPa的管式余热锅炉;。
关于《特种设备生产单位和充装单位许可规则》(tsg07

关于《特种设备生产单位和充装单位许可规则》()附件与《特种设备制造、安装、改造、维修质量保证体系基本要求》()内容的对照原徐成国家市场监督管理总局于年月日批准颁布了《特种设备生产单位和充装单位许可规则》()自年月日起施行。
新颁布的《特种设备生产单位和充装单位许可规则》()(以下简称)的附则中明确《特种设备制造、安装、改造、维修质量保证体系基本要求》()(以下简称)同时废止。
其主要内容作为的一个附件(附件),名称为《特种设备生产单位质量保证体系基本要求》。
并在许可条件中规定“申请单位应当按照本规则的要求,建立与许可范围相适应的质量保证体系,并且保持有效实施;其中,特种设备制造、安装、改造、修理单位的质量保证体系应当符合本规则附件《特种设备生产单位质量保证体系基本要求》,压力容器和压力管道设计单位的质量保证体系应当符合本规则、条的要求,移动式压力容器和气瓶充装单位的质量保证体系应当符合本规则、条的要求”。
笔者在认真学习的基础上将附件与的内容进行了列表对照(见下表),附件的结构更加合理,人员职权更加清晰,与对照发现内容变化或者调整变化较大,其中的正文部分(特种设备制造、安装、改造、维修质量保证体系基本要求)和附件部分(特种设备制造、安装、改造、维修质量保证体系基本要素)的相关内容,分别调整在了附件的(一般要求),(质量保证体系文件),(质量保证体系控制要素)中,为方便对照理解特在条款项编号前增加了正文或附件字样。
全篇共涉及条(款项)的调整变化、增加、删减,其中调整变化条(款项),增加条(款项),删减条(款项)。
现将其对照结果与大家分享,以利大家有针对性的学习理解、贯彻执行。
方便特种设备生产单位按照附件的要求,建立与许可范围相适应的质量保证体系,并且保持有效实施。
如有疏漏应以附件与的原文为准。
《特种设备生产单位和充装单位许可规则》()附件与《特种设备制造、安装、改造、维修质量保证体系基本要求》()内容对照表作者信息:、作者姓名:原徐成、退休单位:江苏省特种设备安全监督检验研究院、单位地址:江苏省南京市草场门大街号龙江大厦室、邮政编码:、联系电话:、电子邮箱:。
压力容器制造单位工艺责任工程师培训考核管理办法
压力容器制造单位工艺责任工程师培训考核管理办法第一章总则第一条为了进一步提高工艺责任工程师的素质,加强工艺控制系统的质量管理,保证压力容器产品的质量,特制定本办法。
第二条担任压力容器制造单位工艺责任工程师(以下简称工艺责任工程师)工作的人员,应按本办法,经培训、考核取得相应的工艺责任工程师合格证书(以下简称合格证书)。
第三条合格证书有效期为四年,期满应重新进行考核、换证。
第四条本办法适用于A级中A1、A2、A3;B级;C级;D级压力容器制造单位。
第五条工艺责任工程师的培训、考核、审批、发证及管理工作由中国化工装备协会负责。
第二章工艺责任工程师的条件和职责第六条工艺责任工程师的条件1. A级中A1、A2、A3;B级;C级压力容器制造单位工艺责任工程师,应具有工程师或以上技术职称、本单位正式职工。
2. D级压力容器制造单位工艺责任工程师,应具有助理工程师或以上技术职称、本单位正式职工。
3. 能够严格贯彻执行国家有关法规和标准,组织、指导有关人员开展工艺质量控制系统的工作。
4. 熟悉有关压力容器法规、标准,具有全面的压力容器工艺专业技术知识。
具有对工艺系统的质量工作进行控制和管理的能力。
第七条工艺责任工程师的职责1.在质量保证工程师的领导下,负责工艺质量控制系统的建立和运行,改进和提高工作质量,定期向质量保证工程师汇报工作,并对其负责。
2.参与制(修)订质量保证体系文件工作,并负责工艺质量控制程序文件的编制。
3.负责审核工艺系统的工艺规程及工艺守则。
4.负责审核主要受压零、部件的相关工艺文件。
5.负责组织工艺人员的业务培训和对工艺质量的监督。
6.主持工艺纪律执行情况的检查。
7.组织工艺质量控制系统的内部审查,参与管理评审。
第三章工艺责任工程师的培训、考核和审批第八条申请工艺责任工程师培训考核人员,应由所在单位向中国化工装备协会(以下简称协会)提出申请,并提交压力容器制造单位工艺责任工程师培训考核申请表(以下简称申请表,详见附件一)一式三份;申报人的工作简历、学历证书复印件、技术职称证书复印件;所在单位压力容器制造许可证复印件各一份;近期1寸免冠照片1张。
压力容器制造单位质量保证工程师资格认可与管理办法

压力容器制造单位质量保证工程师资格认可与管理办法第一章总则第一条为了加强压力容器制造单位的治理,提高质量保证工程师的素养,确保压力容器的制造质量,依照国家质量监督检验检疫总局《锅炉压力容器制造许可条件》的有关规定,制定本方法。
第二条凡担任或预备担任压力容器制造单位(以下简称制造单位)质量保证工程师工作的人员,必须按本方法的规定通过资格认可,取得相应的质量保证工程师资格证书(以下简称资格证书)方可从事质量保证工程师的工作。
第三条未取得资格证书的人员,不得担任制造单位质量保证工程师的职务。
第四条申请或已取得制造单位许可证的单位,均能够举荐人选进行资格认可。
第五条质量保证工程师的资格级别分为:1.A1级系指超高压容器、高压容器;2.A2级系指第三类低,中压容器;3.A3级系指球形储罐现场组焊或球壳板制造;4.A4级系指非金属压力容器;5.A5级系指医用氧舱;6.B1级系指无缝气瓶;7.B2级系指焊接气瓶;8.B3级系指特种气瓶;9.C1级系指铁路罐车;10.C2级系指汽车罐车或长管拖车;11.C3级系指罐式集装箱;12.D1级系指第一类压力容器;13.D2级系指第二类低、中压容器。
第六条质量保证工程师申请与被批准的资格级别,必须与本单位申请或取得的制造资格相符。
第七条资格证书有效期为四年,取得资格证书的人员在压力容器制造行业内调动,须向发证单位办理变更手续,变更后证书仍旧有效。
第二章质量保证工程师的条件和职责第八条质量保证工程师的差不多条件1.质量保证工程师应由企业治理者代表或压力容器技术负责人担任,并应经培训考核后持证上岗;2.质量保证工程师应是工厂治理层中成员;3.熟悉《锅炉压力容器制造许可条件》质量治理体系的差不多要求;4.熟悉有关压力容器法规、标准和技术条件,具有较全面的压力容器专业知识;5.具备公平、廉洁、科学、严谨的工作作风;6.A、B、C、D级制造单位质量保证工程师必须由本单位从事压力容器技术工作或技术治理工作的具有工程师或以上技术职称的人员担任,并符合下列条件之一:(1)具有化工机械专业大专或以上学历,并从事本专业工作4年以上;(2)具有化工机械专业中专学历,并从事本专业工作6年以上;(3)具有理工科(非化工机械专业)大专或以上学历,并从事压力容器质量治理工作5年以上。
压力容器制造单位资格认可与管理规则

压力容器制造单位资格认可与治理规那么第一章总那么第一条、为了加强对压力容器制造〔含现场组焊,下同〕单位的监督检查,使压力容器制造单位资格认可工作标准化,依据?锅炉压力容器平安监察暂行 ?的,制定本?规那么?。
第二条、制造压力容器的单位,应依据所制造的压力容器产品,按“压力容器制造许可证级不划分〞〔见附件一〕的范围,取得相应的?压力容器制造许可证?。
第三条、?压力容器制造许可证?分存档用和悬挂用两种〔其形式见附件二〕。
压力容器制造许可证实行分级治理,AR级、CR级和DR1-4级制造许可证由劳动部颁发〔包括AR级、CR级和DR1-4级许可证中含BR级或DR5级的,下同〕;BR级和DR5级制造许可证由省级劳动部门颁发,报劳动部职业平安卫生与锅炉压力容器监察局〔以下简称职安与锅炉局〕备案。
对AR5级医用氧舱制造单位的条件和审查要求,另行。
第四条、?压力容器制造许可证?有效期为5年。
有效期满当年,持证单位必须按办理换证手续。
逾期不办,或未被批准换证,即失往制造资格,由发证机关注销原制造许可证。
第五条、持有压力容器制造许可证的单位必须同意各级劳动部门锅炉压力容器平安监察机构的监督检查。
第二章制造单位条件第六条、压力容器制造单位必须具备以下条件:1.法人或法人授权的组织;2.健全的压力容器质量保证体系;3.适应压力容器生产和治理需要的技术力量;4.满足生产要求的完好的生产设备、检测手段和场地、厂房;5.生产合格产品的能力。
第七条、为保证压力容器产品的质量,压力容器制造单位应依据压力容器有关、规章、标准的要求,结合本单位的实际情况,按照GB/T19000?质量治理和质量保证?系列标准的,选择适合本单位的质量体系模式,建立健全的压力容器质量保证体系。
压力容器质量保证体系应在企业法人领导下,由企业技术总负责人〔对综合性企业也可由技术副总负责人〕主持开展工作。
1.压力容器质量保证体系为保证压力容器产品在制造过程中的质量操纵要求,压力容器制造单位应在质量保证体系中设置必要的质量操纵系统〔以下简称质控系统〕;每个质控系统应设置必要的操纵环节和操纵点,各质控系统、操纵环节和操纵点之间应有明确的信息传递和相应渠道。
批准颁发压力容器制造单位质量保证工程师
53
昆山市贝色特材装备有限公司
李桂媛
A2
YZBⅢ1273
2014.11
54
威海光威精密机械有限公司
孟兆丰
A2
YZBⅢ1274
2014.11
55
武汉市大富石化科技有限公司
陈晓庆
A1(单层高压)、A2
YZBⅢ1275
2014.11
56
四川泸天化弘旭工程建设有限公司
张志刚
A1(单层高压)、A2
江苏江杭建设工程有限公司
王振传
A2
YZBⅢ1258
2014.11
39
岳阳岳化机械有限责任公司
邱力佳
A1(单层高压)、A2、C1
YZBⅢ1259
2014.11
40
广州天鹿锅炉有限公司
黄为赞
D1、D2
YZBⅢ1260
2014.11
41
铁岭中油机械设备制造有限公司
刘跃
A1(单层高压)、A2
YZBⅢ1261
YZBⅢ1276
2014.11
57
江苏双勤民生冶化设备制造有限公司
肖晓星
A1(单层高压)、A2
YZBⅢ1277
2014.11
58
张家港市江南锅炉压力容器有限公司
王建庆
A1(单层高压)、A2
YZBⅢ1278
2014.11
59
山东联友石化工程有限公司
刘立明
A2
YZBⅢ1279
2014.11
60
西安轨道交通装备有限责任公司
中石油东北炼化工程有限公司吉林机械制造分公司
罗永和
A1(单层高压)、A2、C1、C3(不含低温绝热罐体)
批准颁发压力容器制造单位检验责任工程师合格

A1(高压容器限单层)、A2
JYⅢ196
2020.04
43.
中国石油乌鲁木齐石油化工总厂设备安装公司
杨露
A1(高压容器限单层)、A2
JYⅢ197
2020.04
44.
贵州航天乌江机电设备有限责任公司
王振华
A1(高压容器)、A2
JYⅢ198
2020.04
45.
中国石油天然气第七建设公司
周晓燕
A1(高压容器限单层)、A2、A3(球形储罐现场组焊)、球壳板制造
黄哲夫
A1(高压容器限单层)、A2、B1(无缝气瓶)、B3(特种气瓶)、C186
2020.04
33.
四川久远化工技术有限公司
邓靖
D1、D2
JYⅢ187
2020.04
34.
上海第一冷冻机厂有限公司
丁妮
A2
JYⅢ188
2020.04
35.
四川宜宾江源化工机械制造有限责任公司
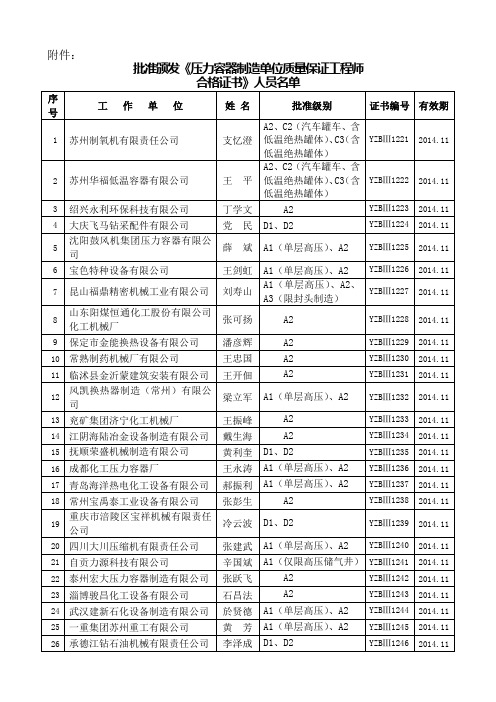
附件:
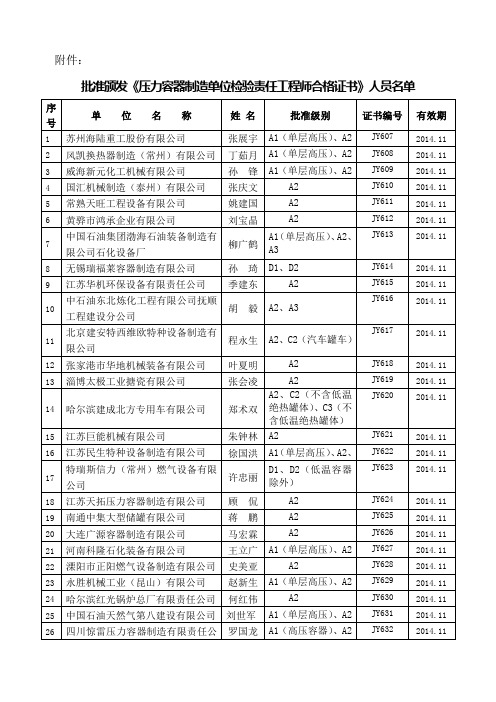
批准颁发《压力容器制造单位检验责任工程师合格证书》人员名单
序号
单位名称
姓名
批准级别
证书编号
有效期
1.
中国石油辽阳石油化纤公司
杨晓雨
A1(高压容器限单层)、A2
JYⅢ155
2020.04
2.
海洋石油工程股份有限公司惠州分公司
杜庆臣
A2
JYⅢ156
2020.04
3.
内蒙古纳顺装备工程(集团)有限公司
周正亮
A2
JYⅢ164
2020.04
11.
无锡市军嶂化工设备有限公司
曹广花
A2
JYⅢ165
2020.04
特种设备使用安全管理规定

特种设备使用安全管理规定第一篇:特种设备使用安全管理规定特种设备使用安全管理规定1.锅炉、压力容器、压力管道、电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆等特种设备的使用单位,在特种设备采购、安装、改造、维修、维保、操作、检验检测、报废等活动中,应当遵守本规定。
2.特种设备使用单位应当严格执行国家有关法律、法规和特种设备安全技术规范的规定,履行安全管理义务,保障特种设备安全运行,承担相应法律责任。
3.使用特种设备的法人、其它组织和个体工商户,为特种设备使用单位。
个人或者家庭使用电梯、起重机械、大型游乐设施等特种设备,且不涉及公共安全的,不属于特种设备使用单位范围。
4.出租特种设备,租赁合同约定由承租人履行安全管理义务、承担法律责任的,承租人为特种设备使用单位。
租赁合同约定双方分别负有安全管理义务、承担相应法律责任的,双方均为特种设备使用单位。
租赁合同未约定或者约定不清的,出租人为特种设备使用单位,承担法律责任。
5.住宅小区中的共有产权特种设备,由业主或者业主委员会聘请的物业管理单位作为特种设备使用单位,承担安全管理义务和法律责任。
在未向物业管理单位交接前,由该住宅建设单位承担安全管理义务和法律责任。
特种设备产权共有人未委托物业管理单位实施管理的,共有人为特种设备使用单位。
共有人应当共同指定管理代表,履行相关法定安全管理义务,但法律责任由共有人共同承担。
6.特种设备使用单位委托专业技术服务机构对特种设备的使用实施合同管理的,使用单位的界定参照第七条规定执行。
7.特种设备使用单位应当严格执行有关法律、法规、特种设备安全技术规范和强制性标准的规定,履行下列义务:(一)按规定设置特种设备安全管理机构并配备安全管理人员,或者委托专业技术服务机构实行合同管理;(二)建立健全特种设备安全管理制度;(三)采购符合相应安全技术规范要求的特种设备;(四)选择有特种设备安装资质的单位安装特种设备;(五)聘用取得特种设备作业人员证的人员作业,并定期进行安全、节能教育培训;(六)按规定程序办理特种设备使用登记;(七)建立特种设备安全技术档案,并配备有效版本的相关特种设备安全技术规范、标准;(八)做好日常运行检查、维护保养和隐患排查治理,并按期申报定期检验;(九)制定专项应急救援预案并组织演练;(十)发生特种设备事故,按规定上报事故情况并配合事故调查处理;(十一)接受质监部门的安全监督检查和特种设备检验检测机构依法开展的监督检验、定期检验;(十二)确保必要的安全投入。
批准颁发压力容器制造单位检验责任工程师合格证书.
A1(高压容器)、A2
JY637
2014.11
32
温岭市钱江化工机械有限公司
王建东
A2
JY638
2014.11
33
扬州秋源压力容器制造有限公司
姜金舟
A2
JY639
2014.11
34
扬州秋源压力容器制造有限公司
樊 飞
A2
JY640
2014.11
35
临沂宏业化工设备有限公司
陈朋娟
A2
JY641
2014.11
附件:
批准颁发《压力容器制造单位检验责任工程师合格证书》人员名单
序号
单 位 名 称
姓 名
批准级别
证书编号
有效期
1
苏州海陆重工股份有限公司
张展宇
A1(单层高压)、A2
JY607
2014.11
2
风凯换热器制造(常州)有限公司
丁茹月
A1(单层高压)、A2
JY608
2014.11
3
威海新元化工机械有限公司
孙 锋
55
南京奥能锅炉有限公司
李玉舟
A1(单层高压)、A2
JY661
2014.11
56
石家庄安瑞科1、C2、C3、B3
JY662
2014.11
57
石家庄市东方石油化工机械厂
宋丽欣
A1(单层高压)、A2
JY663
2014.11
58
张家港市科华化工设备制造有限公司
JY617
2014.11
12
张家港市华地机械装备有限公司
叶夏明
A2
JY618
2014.11
压力容器制造单位工艺责任工程师合格证书的-中国化工装备协会
江苏开锐德机械有限公司 张 冀 中国化学工程第十三建设有限公司 奚家身 中国化学工程第十三建设有限公司 王建兴
常州艾克司低温设备有限公司 闻学宏
上海东海压力容器制造有限公司 云南大为化工装备制造有限公司 重庆中容石化机械制造有限公司 中化二建集团有限公司 中海油能源发展装备技术有限公 司 无锡苏阳化工装备有限公司 江苏省无锡市张泾压力容器制造 有限公司 扬州万福压力容器有限公司 无锡西塘核设备有限公司 山东盛润汽车有限公司 重庆川维建安工程有限公司 北京金海鑫压力容器制造有限公 司 北京广厦大鑫石化设备有限公司 北京广厦大鑫石化设备有限公司 中国化学工程第七建设有限公司 三门峡市宏基机械有限公司 无锡环宇装备科技有限公司 无锡环宇装备科技有限公司 玉柴东特专用汽车有限公司 沈阳汇博热能设备有限公司 四川蓝星机械有限公司
中国化学工程第十三建陆蓓微 陆 赵 辰 堂
A1(高压容器限单层) 、A2 A2 、 A3 (球形储罐现场组焊) A2 、 A3 (球形储罐现场组焊) A2、C3(罐式集装箱、含低温 绝热罐体) A1(高压容器限单层) A1 (高压容器) 、 A2、 A3 (球 形储罐现场组焊) 、球壳板制 造 A2 A2、 A3 (球形储罐现场组焊) A1 (高压容器) 、 A2、 A3 (球 形储罐现场组焊) A2 A2 A1(高压容器限单层) 、A2 A1(高压容器限单层) 、A2 A2、C2(含低温绝热罐体) 、 C3(罐式集装箱、含低温绝热 罐体) A2 A2 A2 A2 A3(球形储罐现场组焊) A2 A2 A2 A2、C2(汽车罐车)、C3(罐式 集装箱) 、B3(特种气瓶) A2 A1 (高压容器) 、 A2 、 A3 (球 形储罐现场组焊) A2、A3(球形储罐现场组焊) A2、A3(球形储罐现场组焊) A1(高压容器限单层) 、A2 A1(高压容器限单层) 、A2
压力容器设计单位资格认证与和管理办法

压力容器设计资格许可与监督管理规则Licesing & Administration Rugulation forDesign Certificate of Pressure Vessel(征求意见稿)目录第一章 总 则 ………………………………………………………………………… 第二章 设计单位与设计人员 ……………………………………………………… 第三章 设计许可程序 ………………………………………………………………… 第一节 申请与受理 ………………………………………………………………… 第二节 试设计 ……………………………………………………………………… 第三节 鉴定评审 …………………………………………………………………… 第四节 审批与发证 ………………………………………………………………… 第四章 换证 ………………………………………………………………………… 第五章 监督与管理 ………………………………………………………………… 第六章 附则 …………………………………………………………………………… 附件 特种设备设计许可证(压力容器)(样式)………………………………… 附件 设计资格印章格式 ……………………………………………………………第一章 总 则第一条 为了加强对压力容器设计单位的质量监督和安全监察,保证压力容器的设计质量,根据《中华人民共和国行政许可法》和国务院《特种设备安全监察条例》的有关规定,制定本规则。
第二条 从事压力容器设计的单位(以下简称设计单位),应当具有相应级别的设计资格,取得《特种设备设计许可证(压力容器)》(样式见附件 )。
第三条 《特种设备设计许可证(压力容器)》类别的划分:一 级:级(注 ) 系指超高压容器、高压容器;级 系指第三类低、中压容器;级 系指球形储罐;级 系指非金属压力容器。
二 级:级 系指铁路罐车;级(注 ) 系指汽车罐车或长管拖车;级 系指罐式集装箱。
压力容器制造单位材料责任工程师合格证书-中国化工装备协会
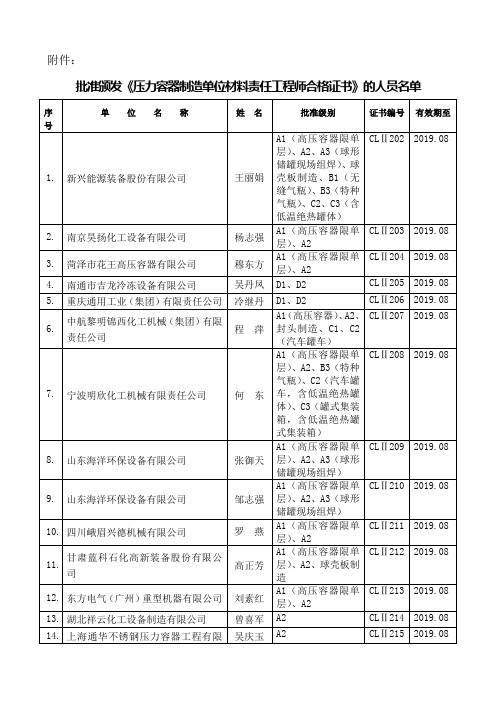
2019.08
18.
四川惊雷压力容器制造有限责任公司
朱维冕
A1(高压容器限单层)、A2
CLⅡ219
2019.08
19.
北京燕华工程建设有限公司
汤秋美
A1(高压容器限单层)、A2、A3(球形储罐现场组焊)、含球壳板制造、C1
CLⅡ220
2019.08
20.
上海高桥捷派克石化工程建设有限公司
14.
上海通华不锈钢压力容器工程有限公司
吴庆玉
A2
CLⅡ215
2019.08
15.
德地氏化工设备(无锡)有限公司
王晓华
A2
CLⅡ216
2019.08
16.
南通中集大型储罐有限公司
王小波
A2、A3(不含球形储罐现场组焊)
CLⅡ217
2019.08
17.
江苏四方锅炉有限公司
范道平
A1(高压容器限单层)、A2
50.
三川世纪能源装备有限公司
梁天宇
A1(高压容器限单层)、A2
CLⅡ251
2019.08
51.
洛阳涧光特种装备股份有限公司
宁韶凯
A1(高压容器限单层)、A2
CLⅡ252
2019.08
52.
山西阳煤化工机械(集团)有限公司
马云祥
A1(高压容器)、A2
2019.08
6.
中航黎明锦西化工机械(集团)有限责任公司
程萍
A1(高压容器)、A2、封头制造、C1、C2(汽车罐车)
CLⅡ207
2019.08
7.
宁波明欣化工机械有限责任公司
何东
A1(高压容器限单层)、A2、B3(特种气瓶)、C2(汽车罐车,含低温绝热罐体)、C3(罐式集装箱,含低温绝热罐式集装箱)
压力容器制造单位检验责任工程师合格证书-中国化工装备协会

南通四方罐式储运设备制造有限公司
颜根华
C3(罐式集装箱)
JYⅢ118
2019.09
36.
西部金属材料股份有限公司
孙军民
A2
JYⅢ119
2019.09
37.
西部金属材料股份有限公司
魏侃
A2
JYⅢ120
2019.09
38.
中国化学工程第七建设有限公司
陈馗
A3(球形储罐现场组焊)
JYⅢ121
2019.09
查新生
A1(高压容器限单层)、A2
JYⅢ086
2019.09
4.
张家港富瑞特种装备股份有限公司
王文科
A1(高压容器限单层)、A2、B3(特种气瓶)
JYⅢ087
2019.09
5.
江苏纵横浓缩干燥设备有限公司
姚永忠
A2
JYⅢ088
2019.09
6.
普尔利斯(中国)环保分离设备制造有限公司
王立
A1(高压容器限单层)
2019.09
28.
大庆油田建设集团有限责任3(球形储罐现场组焊)
JYⅢ111
2019.09
29.
蓝星(北京)化工机械有限公司
庞爱强
A2
JYⅢ112
2019.09
30.
西安航天动力机械厂
赵广文
A1(高压容器限单层)、A2
JYⅢ113
2019.09
31.
菏泽市花王高压容器有限公司
郑广栋
A1(高压容器限单层)、A2
JYⅢ100
2019.09
18.
抚顺石化工程建设有限公司
李敬红
A2、A3(球形储罐现场组焊)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
92
东方锅炉(集团)股份有限公司
杨会
A1(单层高压)、A2
GY092
2013.09
93
江南机器(集团)有限公司
卢佑松
B2(仅限液化石油气钢瓶)、B3(仅限车用气瓶、车用缠绕气瓶)、D1、D2
GY093
2013.09
94
云南化工机械有限公司
晋誉榕
A1(高压容器)、A2
GY094
2013.09
GY080
2013.09
81
成都瑞奇石油化工工程有限公司
刘素华
A1(单层高压)、A2
GY081
2013.09
82
南通四方罐式储运设备制造有限公司
顾洪飞
C3(不含低温绝热罐体)
GY082
2013.09
83
江苏赛富隆重工有限公司
王雪祥
A2
GY083
2013.09
84
陕西化建工程有限责任公司
林雅岚
A2、A3
无锡西塘核设备有限公司
唐继中
A1(单层高压)、A2
GY003
2013.09
4
石家庄安瑞科气体机械有限公司
齐虎斌
A1(单层高压)、A2、B1、B3、C2(汽车罐车)、C3
GY004
2013.09
5
江苏扬阳化工设备制造有限公司
孙小清
A2
GY005
2013.09
6
中冶天工建设有限公司钢构容器分公司
龚亚利
A2、A3(含球壳板制造)
李安荣
A1(高压容器)、A2、A3(含球壳板制造)
GY072
2013.09
73
南通中集罐式储运设备制造有限公司
沈卫东
A1(单层高压)、A2、A3(限封头制造)、B1(仅限钢制无缝气瓶)、C3(含低温罐体)
GY073
2013.09
74
南通中集交通储运装备制造有限公司
邓明华
C2(汽车罐车、含低温罐体)
GY074
舒志峰
A1(高压容器)、A2、A3(含球壳板制造)
GY015
2013.09
16
南通大力化工设备有限公司
蔡云芳
A2
GY016
2013.09
17
成都迈特机械设备有限公司
刘继江
A1(单层高压)、A2
GY017
2013.09
18
上海杨园压力容器有限公司
季华
A1(单层高压)、A2、C2(汽车罐车)、C3
GY018
A2
GY117
2013.09
118
江苏普格机械有限公司
李伟
A1(单层高压)、ቤተ መጻሕፍቲ ባይዱ2
GY118
2013.09
119
山东五维华信化工设备有限公司
陈绪金
A1(单层高压)、A2、A3(含球壳板制造)
GY119
2013.09
120
自贡市电站锅炉辅机厂
刘开学
A1(单层高压)、A2
GY120
2013.09
121
沈阳兴达钛业有限公司
GY068
2013.09
69
山东宏达科技集团有限公司
王克新
A1(单层高压)、A2
GY069
2013.09
70
浙江省开元安装集团有限公司压力容器制造厂
张法
A2、A3
GY070
2013.09
71
云南大为化工装备制造有限公司
王忠
A1(高压容器)、A2、A3(含球壳板制造)
GY071
2013.09
72
云南大为化工装备制造有限公司
附件:
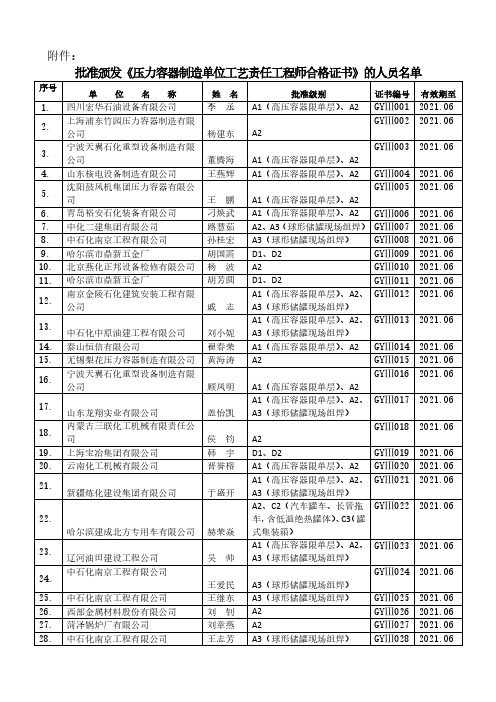
批准颁发《压力容器制造单位工艺责任工程师合格证书》的人员名单
序号
单位名称
姓名
批准级别
证书编号
有效期至
1
锦西化工机械(集团)有限责任公司
邵相云
A1(高压容器)、A2、A3(限封头制造)、C1、C2(汽车罐车)
GY001
2013.09
2
温岭市钱江化工机械有限公司
叶森方
A2
GY002
2013.09
3
何艳卓
A2
GY121
2013.09
122
呼和浩特市强力煤矿机械有限责任公司
苏雨沛
A2
GY122
2013.09
123
淄博佳能石化机械有限公司
王红梅
A2
GY123
2013.09
GY084
2013.09
85
泰州宏大压力容器制造有限公司
石普根
A2
GY085
2013.09
86
中国石化集团第二建设公司
孙桂宏
A3
GY086
2013.09
87
中国石油乌鲁木齐石油化工总厂设备安装公司
黄继业
A1(单层高压)、A2
GY087
2013.09
88
胜利油田胜利石油化工建设有限责任公司金属结构厂
杨春玲
2013.09
65
新疆炼化建设集团有限公司
于盛开
A1(单层高压)、A2、A3
GY065
2013.09
66
四川锅炉厂七分厂
彭育庆
D1、D2
GY066
2013.09
67
中国石油天然气第七建设公司
李海峰
A2、A3(含球壳板制造)
GY067
2013.09
68
中国石油天然气第七建设公司
邓存武
A2、A3(含球壳板制造)
GY006
2013.09
7
重庆川维建安工程有限公司
徐磊
A2
GY007
2013.09
8
南京宝色股份有限公司
刘鸿彦
A2
GY008
2013.09
9
四川蓝星机械有限公司
秦国安
A1(高压容器)、A2、A3(含球壳板制造)
GY009
2013.09
10
岳阳岳化机械有限责任公司
徐泽辉
A1(单层高压)、A2、C1
GY010
于佳
A2、A3
GY060
2013.09
61
中国化学工程第十三建设有限公司
侯希良
A2、A3
GY061
2013.09
62
杭州诚泰化工机械有限公司
裘梓根
A2
GY062
2013.09
63
洛阳双瑞特种装备有限公司
刘保富
A2
GY063
2013.09
64
沈阳陆正重工集团有限公司
陈庆辉
A1(单层高压)、A2
GY064
GY029
2013.09
30
武汉中正化工设备有限公司
贾闽春
A2、C2(汽车罐车)、C3
GY030
2013.09
31
青岛德固特机械制造有限公司
吕宏霞
A1(单层高压)、A2
GY031
2013.09
32
张家港市东信石化设备制造有限公司
卢尧芬
A1(单层高压)、A2
GY032
2013.09
33
贵州航天乌江机电设备有限责任公司
GY040
2013.09
41
中核华誉工程有限责任公司
张映南
A2
GY041
2013.09
42
南宁市王中压力容器制造有限责任公司
罗广宾
D1、D2
GY042
2013.09
43
中国化学工程第七建设有限公司
钟馨
A3
GY043
2013.09
44
沈阳鹰科金属工业有限公司
范闻捷
A2
GY044
2013.09
45
丹阳同泰化工机械有限公司
姚立家
A1(单层高压)、A2
GY099
2013.09
100
艾普尔(苏州)换热器有限公司
乐松琴
D1、D2(低温容器除外)
GY100
2013.09
101
南京南化建设有限公司
唐建方
A2
GY101
2013.09
102
东方汽轮机厂
颜强
D2
GY102
2013.09
103
大连广源容器制造有限公司
潘秀明
A2
GY103
张怡
A1(单层高压)、A2
GY033
2013.09
34
广西建工集团第一安装有限公司
蒙永强
A2
GY034
2013.09
35
常州博朗低温设备有限公司
黄强周
A2、C2(汽车罐车、含低温绝热罐体)
GY035
2013.09
36
山东旭洋机械集团股份有限公司
王艳
A1(单层高压)、A2、A3(限球壳板制造)
GY036
2013.09
11
洛阳隆惠石化工程有限公司
夏成广
A2
GY011
2013.09
12
洛阳隆惠石化工程有限公司
徐新芳
A2
GY012
2013.09
13
宝色特种设备有限公司
苑晓刚
A1(单层高压)、A2
GY013
2013.09
14
上海东海压力容器厂
张培丽
A2
GY014
2013.09
15
江西江联能源环保股份有限公司
D1、D2
GY053
2013.09
54
淄博压力容器厂