工业工程试验七-模特排时法
标准工时之模特法讲义

标准工时之模特法讲义标准工时是指在规定的一定时间内,完成一定数量的工作任务所需要的时间。
它通过对工作过程的科学分析和对工作要素的正确定量,来确定完成工作任务所需的标准时间。
标准工时是工业生产中的重要管理工具,可以帮助企业合理安排生产计划、控制工作进度和提高生产效率。
在实际应用中,标准工时常常采用模特法来进行计算,接下来我们将详细介绍模特法的原理和应用。
模特法又称“样本工时法”或“模板法”,它是一种基于观察、测量和分析的工时计算方法。
采用模特法进行标准工时的计算,主要分为以下几个步骤:1. 选择代表性工作任务:首先从一组相似或相关的工作任务中,选择出代表性的工作任务作为模特。
这些工作任务应该具有典型性和代表性,可以代表同类工作任务的特点和要求。
2. 进行观察和测量:将选取的模特工作任务进行观察和测量,记录下每个工作要素的时间消耗和工作方法。
3. 分析工作过程:根据观察和测量的数据,对模特工作任务的工作过程进行分解和分析,确定每个工作要素的工作内容和要求。
4. 制定标准工时:通过对工作要素的工作内容、方法和要求进行分析,结合工人技能和工作条件,制定出每个工作要素的标准时间。
5. 应用于其他工作任务:将制定好的标准时间应用于其他相似或相关的工作任务,根据工作任务的要求和特点,计算出各个工作要素的标准时间,并结合工作量和产能来确定整个工作任务的标准工时。
模特法的优点是可以充分考虑到工作任务的差异性和要求的灵活性,减少了主观性的影响。
而且,由于采用了观察和测量的方法,可以准确获取数据,使得计算结果更加科学可靠。
同时,模特法所需的数据和信息较少,比较容易实施和推广。
但是,模特法也存在一些不足之处。
首先,模特法只能反映出工作任务的平均水平,无法考虑到特殊情况和异常情况的影响。
其次,由于每个人的工作能力和工作方法不同,模特法得到的标准工时可能与实际工人的工作时间存在一定的差异。
另外,模特法只适用于重复性、标准化的工作任务,对于非重复性、非标准化的工作任务无法有效应用。
模特排时法
涂装个别工位 各工种都有
60
74
模特排时动作法分类
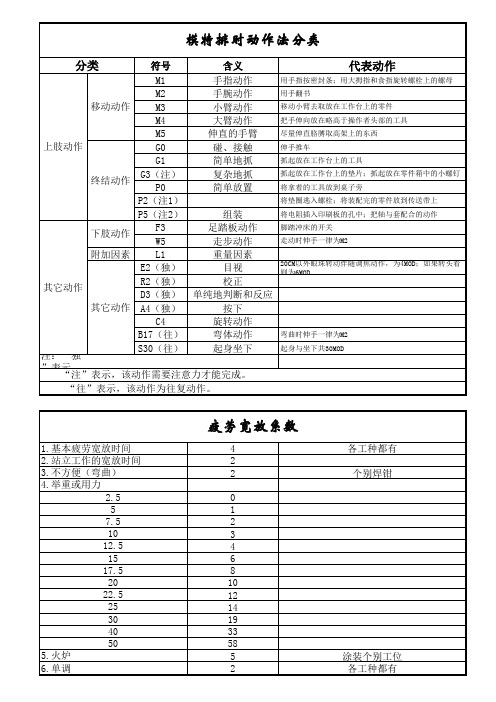
符号 含义 代表动作 用手指按密封条;用大拇指和食指旋转螺栓上的螺母 M1 手指动作 用手翻书 M2 手腕动作 移动小臂去取放在工作台上的零件 移动动作 M3 小臂动作 把手伸向放在略高于操作者头部的工具 M4 大臂动作 尽量伸直胳膊取高架上的东西 M5 伸直的手臂 伸手推车 上肢动作 G0 碰、接触 抓起放在工作台上的工具 G1 简单地抓 抓起放在工作台上的垫片;抓起放在零件箱中的小螺钉 G3(注) 复杂地抓 终结动作 将拿着的工具放到桌子旁 P0 简单放置 将垫圈逃入螺栓;将装配完的零件放到传送带上 P2(注1) 将电阻插入印刷板的孔中;把轴与套配合的动作 P5(注2) 组装 脚踏冲床的开关 F3 足踏板动作 下肢动作 走动时伸手一律为M2 W5 走步动作 附加因素 L1 重量因素 20CM以外眼珠转动伴随调焦动作,为4MOD;如果转头看 E2(独) 目视 则为6MOD R2(独) 校正 其它动作 D3(独) 单纯地判断和反应 其它动作 A4(独) 按下 C4 旋转动作 弯曲时伸手一律为M2 B17(往) 弯体动作 起身与坐下共30MOD S30(往) 起身坐下 注:“独”表示,只有在其它动作停止的场合独立进行的动作。 “注”表示,该动作需要注意力才能完成。 “往”表示,该动作为往复动作。
分类
疲宽放系数
1.基本疲劳宽放时间 2.站立工作的宽放时间 3.不方便(弯曲) 4.举重或用力 2.5 5 7.5 10 12.5 15 17.5 20 22.5 25 30 40 50 5.火炉 6.单调 4 2 2 0 1 2 3 4 6 8 10 12 14 19 33 58 5 2 各工种都有 个别焊钳
工业工程师不可盲目运用模特法

工业工程师不可盲目运用模特法预定时间标准法能够根据每个作业、单元、动作的标准时间来合成达到一定准确水平的作业时间。
它是分析和改善工作方法的一种实用工具,可以在生产开始前设计工作方法,并预知其时间值。
在制定劳动定额时,由于能准确地说明动作并加上预定工时值,因而有可能比采用其它工作测定方法提供更大的一致性。
而且,不需要对操作者的努力程度进行评价,就能客观地确定劳动定额。
因此在生产准备过程中能够应用PTS法来迅速地获得较为准确的作业时间。
可是虽然,PTS具有众多的优势,但是其普及范围远低于秒表测时。
很多人恐怕没有细细想过。
其实,这是一种必然,这是由于中国企业当前的现状所决定的。
工业工程师不可以盲目的追求模特法,忽视企业实际,只会事倍功半。
运用模特法,需要企业具备一定的客观条件。
如果,一个企业的现场管理不能具备以下条件,谈模特法就不太实际。
盲目追求精细,只会陷入误区。
a)必须具备sop。
标准化、简单化、专门化的作业是稳定和平衡的前提。
在进行作业测定之前,必须进行方法研究,保证工人作业的标准化,使其工时定额基本稳定。
稳定的工序,才有测工时的必要。
此外,测工时,建议先用秒表,一段时间之后,稳定状态是持续了一段时间,再用模特法。
b)尽量不要将模特法用于方法研究。
记得《基础IE》上说,模特法可以同时进行方法研究和作业测定。
但是,国内企业的现状太落后了,很多公司的方法研究不需要什么专业知识,没有必要整这些复杂的东东。
动作分析、动素分析可以胜任的工作,不要用模特法。
就像往杯子里放石头,先放大的,再放小的。
模特法的着眼点太精细了,容易使人忽略全局。
c)如果企业的生产节拍太长,超过5mins,也不适合用模特法。
太长的生产节拍,会放大不稳定因素,可控性下降,宽放系数增加。
Sop的制定和执行也会随着时间的增加而变得困难。
此时,追求高精度的工时研究,就没有意义。
d)作业标准分类。
使用模特法,是企业发展到成熟阶段必然采用的一种方法,但是,使用前,建议对企业作业的标准进行分类。
实验七 模特法研究分析
实验七模特法应用分析一、实验目的1.学会用模特法进行动作分析。
2.对比模特法和秒表测时法的区别与联系。
3.建立动素分析与预定时间标准方法的关系。
4.本实验虽是针对作业测定所做的安排,但在实际内容上包含了程序分析、作业分析、动作分析和时间研究内容,是全面的实验分析过程。
实验过程涉及到实验室的小型加工机床、软件分析系统等软硬件条件,是基于实验平台的综合性实验。
二、实验说明模特法是预定动作时间标准法的一种,是作业测定的一种新技术,运用模特法,无需经过现场测时,只要根据工作物蓝图、工作地布置图和操作方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果,以人的最低能耗动作的时间消耗为动作的时间单位,因为动作速度太快会造成人的能量消耗过高,易引起疲劳;动作速度太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度增加1%时,能耗也随之增加约1%;速度下降到某一临界点后再减速1%时,则能耗反而增加0.5%。
模特法把能耗最低的速度作为时间单元,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的精力。
模特法把人的动作与时间融为一体,只要知道是什么动作,就可以知道动作所需的正常时间。
预定时间标准往往在运用上有别于其他非预定时间标准方法,为了分析两类方法的区别与联系,本实验将通过MOD法与秒表测时法进行对比分析,以研究二者间的关系。
三、实验内容与步骤1.通过实验二的分析中,已经将小钳子的工艺程序和操作程序进行了改善,获得了良好的作业规范。
2.在此基础上,结合动作研究方法和动作经济原则,设计满足测定标准时间的小钳子加工作业规范,包括工艺程序、操作程序和动作程序,是实验室环境具备合格环境。
3.通过一定的培训和演练,使操作者具备合格操作者的能力。
4.将学生进行分组,共分成三组。
(1)第一组为作业组,即小钳子加工组;(2)第二组为秒表测时组,将操作过程分解为作业单元,对加工过程进行秒表测时,将测得的数据填写在预制的表格中。
标准工时测量-----模特法
整理课件
4
2.动作分析使用的其他符号
(1)延时BD 表示另一只手进行动作时,这一只手 什么动作也没有做,即停止状态。BD不给予时间值。
(2)保持H 表示用手拿着或抓着物体一直不动的 状态。有时为了防止零件倒下,而用固定的工具也 为H。H也不给予时间值。
(3)有效时间UT 指人的动作之外的机械或其他固 有的加工时间。其有效时间要用计时仪表分别确定 其时间值。例如用电板扳手拧摞母、焊锡、铆接铆 钉、涂粘接剂等。
模特法(MOD法)
Modular Arrangement of Predetermined Time Standard
HANGSHENG: WENAO
整理课件
1
第一节 模特法的基本概念
一、模特法的原理
模特法的基本原理基于人机工程学的实验, 归纳如下:
① 所有人力操作时的动作,均包括一些基 本动作。通过大量的试验研究,模特法 把生产实际中操作的动作归纳为21种 。
其动作举例有:把开关拨到on(off)的位置;回 转小旋钮;抓住空气传动器的旋钮;用手指拧螺 母;用手指擦密封条。
用手指动作M1表示手指的一次动作。对于用手指 将开关拨到on(off)或用手指旋转螺母时,要观 察手指进行了几次动作,进行了几次,时间值则 为其几倍。
整理课件
10
(2)手的动作M2 用腕关节以前的部分进行一次 的动作,时间值为2MOD,动作距离为5cm(参)大臂尽量伸直的动作M5 在胳膊自然伸直的基 础上,再尽量伸直的动作。另外,将整个胳膊从自 己的身体正面向相反的侧面伸出的动作也用M5表示。 其时间值为5 MOD,移动距离一般为45 cm(参考 值)。
从劳动生理的角度看,连续做M5的动作是不可取的, 应尽量减少M5的动作。
工业工程试验七-模特排时法
实验七模特排时法一、实验任务用模特法确定装配195A型喷油泵的标准时间。
二、实验目的及训练要点1)掌握用模特排时法确定作业标准时间的方法和步骤。
2)能用模特排时法正确表示作业者的各种动作,正确区分作业者的同时动作、时限动作和被时限动作。
三、实验原理模特法是预定动作标准法的一种,是作业测定的一种新技术。
运用模特法,无需经过现场测试,只要根据工作物蓝图、工作地布置图和操作方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果证明,动作速度太快会造成人的能量消耗过多,易引起疲劳;动作太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度提高1%时,能量消耗也会随之增加约1%;速度下降到某一临界点后再减速1%时,则能量消耗反而增加0.5%。
模特法把能量消耗最低速度作为基准,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的体力。
模特法把人的动作与时间融为一体,只要确定了人的动作,就可以知道动作所需的正常时间。
模特法有如下几个特点:1)动作时间是以手指一动2.5cm所需时间为最小单位(1MOD),身体其他部位动作的时间都用手指动作时间的整数倍来表达。
2)模特法把身体各个部位的动作划分为21种,其中11个为基本动作,10个为身体及其他动作。
3)1MOD的时间值表示确定为0.129S,使用中可根据实际情况适当调高或降低。
4)动作符号不但表示动作,而且也表示时间。
比如M3,即表示小臂的动作,也表示时间消耗3个MOD 。
动作符号和时间紧密结合,这是模特法与其他预定时间系统最大的区别,也是模特法的最大特点。
四、实验设备、仪器、工具及资料1)195A型喷油泵。
2)活扳手、一字型螺钉旋具、尖嘴钳。
3)“动作研究实验”改进后的动素图、工作地布置图。
4)MOD分析表。
五、实验内容及步骤本实验1人1组,研究内容仍然是195A型喷油泵的装配工作。
根据“动作研究实验”所确定的标准操作法,分析喷油泵装配过程中每个动作的模特表达式,并记录在MOD分析表中(见表2-7)实验步骤如下:1.明确195A型喷油泵装配的标准作业法根据“动作研究实验”所确定的改进后的动素图和工作地布置图,明确195A 型喷油泵装配的标准作业方法。
模特排时法

模特排时法模特排时法是预定动作时间标准(PTS)的重要组成部分之一。
1966年澳大利亚的哈依德博士(G.G.Heyde)在长期研究各种预定动作时间方法的基础上,根据人类工程学的一般原理和方法,开发出了简单、实用的模特排时法,英文原文是:Modular Arrangement of Predetermined Time Standard,简称为MODAPTS 法。
一、模特排时法的特点和用途模特排时法简单易学、方便实用,自60年代以来,在日本等国家流传很广,如丰田、索尼等公司普遍采用此法制定工时定额。
模特排时法的特点1、以手指的动作时间作为动作时间单位,其它身体部位动作时间与手指动作时间成倍数关系。
2、动作符号由字母和数码构成,符号的数码即是动作的时间值。
3、测定时不需要秒表等测时工具。
4、时间单位用MOD表示。
1MOD=0.215DM1DM=4.65MOD1MOD=0.129秒1秒=7.75MOD1MOD=0.00215分1分=465MOD1MOD=0.0000358小时1小时=27900MOD模特排时法的优点:1、应用的范围广,无论是直接的生产作业,还是工艺技术设计、行政管理、服务性工作都可以采用。
2、由于该法分类简单、易记,便于推广普及,无论是管理人员、技术人员,还是一般工人都可以使用此法,求得动作的标准时间。
3、可用来评价、改进各种作业方法,促进作业的合理化、科学化。
4、可减少定额制定的时间和工作量。
模特排时法的用途:1、计算纯工作时间,为制定标准时间提供依据。
2、改进和调整各工位,提高生产线各工位的均衡性。
3、为公司编制劳动定额计划提供依据。
4、对公司生产系统,产品设计,装配性能等进行评价。
二、模特排时法的动作分类模特排时法的动作分类如下表1所示,模特排时法的所有动作,分别用字母和数字组合成的符号表示。
将表示动作模型图与各符号标记结合在一起,更便于使用者记忆和掌握。
模特排时法将手指动作时间作为1MOD,将身体其它部位的动作时间表示成手指动作时间的倍数,如,手腕动作时间值是手指动作时间值的2倍,上臂动作时间值是手指动作时间值的3倍,等等。
工业工程之用模特法设定标准工时MODAPTS

MODAPTS的特点
l 易懂、易学、易记
4 基本动作只有21种; 4 动作符号与时间值融为一体; 4 可以调整MOD值。
PTS名称
基本动作及附加因素 不同的时间值数字个数
MODAPTS
21种 8个
MTM
37种 31个
WF
139种
工业工程之用模特法设定标准工时 MODAPTS
MODAPTS 动作分析 移动动作
M1,M2,M3,M4,M5
工业工程之用模特法设定标准工时 MODAPTS
手指的动作 M1
4 表示用手指的第3个关节前的部分进行的动作, 时间值为1MOD,移动距离为2.5cm。
4 把开关拨到on(off)的位置;回转小旋钮;抓住 空气传动器的旋钮;用手指拧螺母;用手指擦 密封条。
L1 重量要素
E2 眼 R2 改抓 D3 判断 A4 压力(按) C4 回转 B17 弯曲 起来 S30 坐 起来
工业工程之用模特法设定标准工时 MODAPTS
移
动 动
5cm 2.5cm
15cm
30cm
45cm
作
M1
M2
M3
M4
M5
1 MOD = 0.129 Sec = 0.00215分
1 Sec = 7.75 MOD 1 min = 465 MOD
工业工程之用模特法设定标准工时 MODAPTS
MODAPTS基础
4 1 MOD = .129 sec. 4 1 MOD = .00215 min. 4 1 MOD = .000036 hr.
l 1 sec. = 7.75 MOD l 1 min. = 465 MOD l 1 hr. = 27933 MOD
模特排时法

操作者:
工程名:粘接上VC线圈 分析者:Zhaohui Du 手(LH) 表达式
M4G1R2M4P2 M2G1M2P0 H M2G1 M2P0 H M3P0 M2G0 M1P0 M2G1M4P0
作业内容:从左前方取工装,取面前盒子的两个 VC上工装,整理引线,传到左边上驱动架工位 NO 右 模特数
13 5 12 3 2 12 9 9 3 7
终 结 动 作
G0
G1
需要注 意力的 动作
P2
(注意)
G3
(注意)
P0
不太需要 注意力 的动作
E2
Kg 2-6 2-6Kg
P 5 (注意)
L1 其 他 动 作 R2
(独)
(独)
(独 )
D3 No
Yes
A4
(独 )
W5
F3
C4
B 17
S 30
4/27
HR-培训中心
移动动作
5/27
HR-培训中心
反复反射动作
原理
� MODAPTS把人的常用动作分为21种 � 条件相同时,不同人做同一动作的时间基本相等 � 身体不同部位做动作时,其时间值互成比例 � 一次手指动作的时间消耗1MOD=0.129秒
3/27
HR-培训中心
21个动作
移 动 动 作
5cm 2.5cm M1 M2 M3 15cm 30cm M4 45cm M5 1 MOD = = = 1 Sec 1 min = 0.129 Sec 0.00215分 7.75 MOD 465 MOD
同时动作 可能 可能 不可能
22/27
HR-培训中心
时限动作
� 两手可以同时动作时,时间值大的动作叫时限动作; � 要用时限动作的时间值来表示两手同时动作的时间; No 左手动作
工业工程动作分析之MOD法

模特法动作分析---其它动作
下肢和腰的动作 (2) 步行动作W5 运动膝关节,使身体移动或回转身体的动作。包括向前、向后、向横 侧,凡属用脚支配身体的水平移动的动作,时间值为5MOD
模特法动作分析---其它动作
下肢和腰的动作 (3) 身体弯曲动作B17 从站立的状态到弯曲身体,蹲下,单膝触地,然后再返回原来的状态 的整个过程,时间值为17MOD
工业工程动作分析
-MOD法
IE组:王滨
日期:2017年6月8日
目录
1、模特法的基本原理
内 容 概 要
2、模特法的特点 3、模特法的动作分类 4、模特法的动作分析 5、动作改进
模特法基本原理
模特排时法简称模特法或MOD法,MOD法是以操作时的身体部位为基 础1MOD=0.129s
5cm
举例:将元件插在电路板上。
模特法动作分析---移动动作
(3) 小臂的动作 M3
肘关节以前的 (包括手、手指)的动作,时间值为3MOD,移动距离为
15cm
举例:左手取未加工镜片
模特法动作分析---移动动作
(4)大臂的动作 M4
伴随肘的移动,小臂和大臂做为一个整体,在自然状态下伸出的动作,
是需要注意力的动作,时间值为2MOD
ቤተ መጻሕፍቲ ባይዱ
举例:将未加工镜片放入机台加工
模特法动作分析---终结动作
(6) 放置动作P5
将物体准确地放在所规定的位置或进行配合的动作,它是比P2更复杂
的动作。P5需要伴有2次以上的修正动作,自始至终需要用眼睛观察, 动作中产生犹豫,是需要注意力的动作,时间值为5MOD
(1)所有人力操作时的动作均包括一些基本动作。模特法把生产实际
预定时间标准法-mod模特法-工业工程

成本控制策略
基于MOD模特法的分析结果,企业可以制 定成本控制策略,通过优化生产计划、降低 库存、减少浪费等方式,降低生产成本。
05
预定时间标准法在工业 工程中的应用
预定时间标准法在生产效率提升中的应用
生产效率评估
预定时间标准法通过对生产过程 中的作业时间进行标准化测量, 评估生产线的效率,找出瓶颈环 节,为改进提供依据。
工业工程的应用范围
生产制造领域
针对生产制造过程中的问题,进行系统分析和优化, 提高生产效率和质量。
物流管理领域
通过对物流系统进行分析和优化,降低物流成本,提 高物流效率。
服务业领域
将工业工程的理论和方法应用于服务业,提高服务效 率和质量。
工业工程的历史与发展
工业工程起源
起源于20世纪初的美国,最初目的是提高生产效率,降低生产成本。
作业改善建议
根据预定时间标准法的分析结果, 提出针对性的作业改善建议,如 优化作业流程、提高作业速度等, 以提高生产效率。
培训与推广
通过培训和推广预定时间标准法, 提高生产人员的操作技能和工作 效率,进一步促进生产效率的提 升。
预定时间标准法在工艺流程优化中的应用
工艺流程分析
01
利用预定时间标准法对工艺流程进行全面分析,找出流程中的
01
与管理科学交叉
工业工程与管理科学相结合,可以实现 科学化、规范化的生产和管理,提高企 业的竞争力和盈利能力。
02
03
与环境工程交叉
工业工程与环境工程相结合,可以实 现绿色、可持续的生产方式,降低对 环境的负面影响。
谢谢观看
工业工程发展
随着科技和管理理论的不断发展,工业工程逐渐形成了完整的学科 体系,并广泛应用于各个领域。
模特排时法在生产平衡中的应用
模特排时法在生产平衡中的应用
模特排时法是一种生产调度方法,它可以帮助企业实现生产平衡,提高生产效率。
该方法基于对生产过程中各个环节的分析和优化,以达到最佳生产效益。
在该方法中,模特指的是一个虚拟的生产单元,排时则是指在模特中为各项生产任务分配合理的时间。
这种方法的目的是通过最小化排队等待时间,使生产过程更加高效。
在实际应用中,模特排时法可以应用于各种生产流程,如制造、装配、包装等。
首先,需要对生产过程的各个环节进行详细的分析,确定每一个环节所需的时间和资源。
然后,将这些环节组合成一个或多个模特,并为每个模特分配一个合理的生产时间。
这样,在生产过程中,不同的任务就可以按照预定顺序依次完成,从而减少等待时间和浪费,提高生产效率。
模特排时法的应用还可以帮助企业实现生产平衡。
通过对生产过程的优化,可以避免某些环节出现过载或闲置的情况,从而实现生产资源的最佳利用。
此外,该方法还可以提高生产过程的稳定性和可靠性,减少生产中的不确定性和变数。
总之,模特排时法是一种高效的生产调度方法。
通过对生产过程的详细分析和优化,可以实现生产平衡,提高生产效率和效益。
因此,企业可以考虑采用这种方法来管理和优化其生产流程。
- 1 -。
模特排时法案例

模特排时法案例话说有个叫山姆的家伙,在一家小工厂里做包装工。
这个工厂啊,之前效率一直不咋地,老板就想办法改进,于是请了个专家来用模特排时法(MOD)分析山姆的工作流程。
山姆每天的任务呢,就是把那些小零件装进盒子里,再把盒子贴上标签,最后放到大箱子里。
专家一来,就开始拿着小本本记录山姆的每个动作。
山姆拿起一个小零件,然后转身把它放到盒子里,这个简单的动作在模特排时法里就被分解得很细。
像拿起零件这个动作,被定义为一个基本动作单元,根据模特排时法的标准,这个动作可能被分配了一个时间值,比如说3MOD(MOD是模特排时法里的时间单位哦)。
然后山姆转身把零件放进盒子里,这个转身和放置的动作又被拆分成好几个小部分来计算时间。
专家一边看一边在心里默默计算,“嗯,转身大概是5MOD,放置零件又要4MOD。
”再看看贴标签这个活儿。
山姆得先拿起标签,专家看他拿标签的姿势有点别扭,这在模特排时法里就可能会增加时间成本呢。
正常拿标签如果是2MOD的话,山姆因为姿势不对,可能就变成了3MOD。
然后他要把标签贴正,对齐盒子上的指定位置,这个对齐动作啊,山姆总是要调整个两三次,每次调整在模特排时法里都要算时间的,就这么一个贴标签的动作,山姆愣是比标准的多花了不少MOD。
最后把装了零件、贴好标签的盒子放到大箱子里。
山姆得弯腰把盒子拿起来,走到大箱子那儿再放进去。
弯腰拿盒子这个动作专家算了算,可能是7MOD,走过去放进去的过程又包含了走路的动作、调整手的高度把盒子放进箱子等小动作,加起来可能有15MOD。
专家把这些动作的时间都加起来,发现山姆包装一个盒子的总时间按照模特排时法算下来比标准时间长了好多。
老板就问专家咋办呢?专家就像个军师一样出谋划策。
他告诉山姆,拿零件的时候可以用更方便的工具,这样拿起的动作可能就会从3MOD降到2MOD。
还有拿标签的时候,调整下姿势,就能节省那1MOD的时间。
放盒子进箱子的时候,可以提前规划好箱子里的空间布局,减少调整的次数,这样也能节省不少时间。
标准工时MOD法

•手臂的往复动作M3,每一个单程动作时间为2 MOD;
•上臂的往复动作M4,每一个单程动作时间为3 MOD;
•M5的动作一般不发生反射动作,即使有也必须 进行改进。所以,反射动作的时间值最大为 3MOD。
•其动作举例有:用棒敲盒子;用布给盒子涂油 ;用锤子敲东西;用橡皮擦字;盖邮戳。用指甲 梳东西或用手指贴封条的动作,当其反复进行时 ,可以看作是反射动作,指甲或手起到工具的作 用。
中手就要在目的物附近稍为等待到第一只手动作完
后,再稍微移动M2,才能完成其终结动作。例如,
在桌子上放置有零件箱A和B(前方),两手分虽抓
两个零件A和B。如果,左手先动作情况如表11-12所 示。如果右手先动作,情况如表11-13所示。
•
表11-12左手先动作
No 左手动作 右手动作 标记符号 次数
伸手抓零件 伸手抓零 M3G3M2G
•其动作举便有:碰推键;用手指接触垫圈;碰放在桌子上 的橡皮;推放在夹具上的印刷电路板;用两手推卡片的左 、右侧面。
•(2)抓的动作G1 用手指、手简单地抓的动作。用手或手 指抓一次物体的动作,非常自然,而没有一点踌躇现象, 在被抓物体的附近也没有障碍物。时间值为1 MOD。
•其动作举例有:抓单独放置的一个零件;抓螺丝刀;抓排
•1 MOD = 0.1 s 作时间值
高效值,熟练工人的高水平动
•1 MOD = 0.143 s 在内的动和时间
包括恢复疲劳时间的10.75%
•1 MOD= 0.12 s
快速值,比正常值快7%左右
•
•五、模特法分析记录表
•作 •在模特法中,根据使用的身体部位的不同,时间值分为 五等:
•当把手臂充分伸展时,伴有身体前倾的辅助动作 ,从时间值上来看,仍是M4。
PTS法内容概述

最常用的三种预定动作标准时间法1、大量作业测定法(也称模特排时法)(Modular Arrangement of PTS)简称MODAPTS法。
实际上大量作业测定法(MODAPTS法)广泛应用于生产现场管理中,该方法将作业动作分解为21种人体基本动作,它的时间单位为MOD,1MOD=0.129秒。
每一种动作均有对应的标准时间。
2、方法与时间测定法(也称方法与时间衡量制度) 此方法与时间测定法(Method—Time Measurement 简称MTM)是1948年由梅纳 德(H·B·Maynard)所研究,此方法将人所操作的作业分成基本动作,以明确这些基本动作间的关系及其所需要的时间值。
方法与时间测定法(MTM)把动作分解为“伸手、移动、抓取、定位、放下、行走”等动作要素,同样要预先制定《标准动作时间表》,其时间单位为TMU,1TMU=0.0006分钟=0.036秒。
3、工作因素法 工作因素法(Work Factor简称WF)是把作业动作分解为“移动、放下、定向、装配、使用、拆卸、精神准备”等动作要素,预先制成《标准动作时间表》,其时间单位为RU。
1RU=0.006秒。
PTS法的优点有:首先,它可以用来为新设生产线的新工作设定工作标准,而这种新工作是无法使用时间研究方法的;其次,不用经过时间研究就可以对不同的新方法进行比较;再次,用这种方法设定的时间标准的一致性很高,因为这种方法大大减少了时间研究中常见的读数错误等引起不正确结果的可能性;最后,这种方法不需要容易带有主观偏见的绩效评价。
PTS法的局限性:1.工作必须分解成基本动作。
这使得这种方法对于许多进行多品种小批量生产、以工艺对象专业化为生产组织方式的企业来说是不实用的。
在这样的企业中,工作种类繁多,而重复性较低;2.PTS法的标准数据也许不能反映某些具有特殊特点的企业的情况。
对于一个企业是正常的事情,在另一个企业也许是不正常的。
MOD模特排时发详解

page 13
基 本 动 作 ︿ 上 肢 动 作 ﹀
移 动
动
作 M
Lean Manufacturing 精益生产
移 动 动 作 M ︿ 续 ﹀
大臂动作 伴随肘的移动,小臂和大臂 把手伸向放在桌子前方的 M4 作为一个整体在自然状态下 零件; 伸出的动作,其时间值为 把手伸向放在略高于操作 4MOD,移动距离30cm 者头部的工具 注意:大臂移动时,也可能同时进行小臂、手、手指的 动作。 大臂尽量伸 在胳膊自然伸直的基础上, 把手尽量伸向工作台的侧 直的动作 再尽量伸直的动作。其时间 面;尽量伸直胳膊取高架 M5 值为5MOD,移动距离45cm 上的东西;坐在椅子上抓 。 放在地上的物体。 注意:
手 脚
腿
躯干
Lean Manufacturing 精益生产
Prepared By: Forest Zhang
page 3
人体各部位动作的最大频率
动作部位
手指 手 小臂 臂
最大频率(次/min)
204~406 360~430 190~392 99~344
脚
腿
300~378
330~406
Lean Manufacturing 精益生产
在MOD法的21种动作中,不相同的时间值只有“0,1,2,3,4,5,17,30”共8 个,这样只要有了动作表达式就能很快心算出动作时间值,所以“一 记就牢”;
采用MOD法不需测时和评比就能根据其动作决定正常时间,因此易 用于分析动作、评价工作方法、制定时间标准、平整流水线等; 在实际使用中,还可根据企业实际情况决定MOD单位时间值的大小 ; 用MOD法的时间值计算动作时间的精度并不低于其它PTS方法。
山东建筑大学工业工程实验动作研究模特分析
山东建筑大学基础工业工程实验报告实验日期:班级:实验者:同组者:实验项目名称:动作研究、模特分析法一、实验目的1.掌握细微动作研究的原理与方法;2.学会用动作经济原则改善动作。
3.掌握用模特法确定作业标准时间的方法和步骤;4.能用模特法正确表示作业者的各种动作,正确区分作业者的同时动作、时限动作和被时限动作。
二、实验仪器、设备及材料1.机头2. 活动扳手、一字形螺丝刀、尖嘴钳3. 改进后的双手操作分析图4 .MOD分析表三、实验原理1.动作分析的意义与目的动作分析在方法研究中属于第三层次,它是在程序分析、操作分析的基础上,研究人体的各种操作的细微动作,发现操作者无效的和不经济的动作,寻求省力、省时、安全和最经济的动作,使操作更加简便有效,减少工作疲劳,降低劳动强度,提高工作效率。
2.十八个基本动素(详见下表)3.模特法是预定动作标准法的一种,是作业测定的一种新的技术。
运用模特法,无须经过现场测时,只要根据工作物蓝图、工作地布置图和操纵方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果,以人的最低能耗工作的时间消耗为动作的时间单位,因为动作速度太快会造成人的能量消耗过高,易引起疲劳;动作速度太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度增加1%时,能量也会随之增加约1%;速度下降到某一临界点后再减速1%时,则能耗反而增加0.5%。
模特法把能耗最低的速度作为动作为动作时间单元,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的精力。
模特法把人的动作与时间融为一体,只要知道是什么动作,就可以知道动作所需的正常时间。
四.实验步骤及实验数据本实验通过观测机头的装配过程,运用动作研究的原理和方法,对其中的某一个装配过程或者几个装配过程进行详细的记录,画出动作研究分析图表。
然后根据动作经济原则,结合“5W1H”提问技术和“ECRS”四大分析原则,提出改进方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验七模特排时法
一、实验任务
用模特法确定装配195A型喷油泵的标准时间。
二、实验目的及训练要点
1)掌握用模特排时法确定作业标准时间的方法和步骤。
2)能用模特排时法正确表示作业者的各种动作,正确区分作业者的同时动作、时限动作和被时限动作。
三、实验原理
模特法是预定动作标准法的一种,是作业测定的一种新技术。
运用模特法,无需经过现场测试,只要根据工作物蓝图、工作地布置图和操作方法,就能预先计算出完成一项工作所需要的正常时间。
模特法根据人体工程学和疲劳研究的结果证明,动作速度太快会造成人的能量消耗过多,易引起疲劳;动作太慢,能量消耗也会增加,也容易引起疲劳。
速度与能量的关系是,当速度提高1%时,能量消耗也会随之增加约1%;速度下降到某一临界点后再减速1%时,则能量消耗反而增加0.5%。
模特法把能量消耗最低速度作为基准,使操作者的劳动紧张程度适当,因而使劳动者保持充沛的体力。
模特法把人的动作与时间融为一体,只要确定了人的动作,就可以知道动作所需的正常时间。
模特法有如下几个特点:
1)动作时间是以手指一动2.5cm所需时间为最小单位(1MOD),身体其他部位动作的时间都用手指动作时间的整数倍来表达。
2)模特法把身体各个部位的动作划分为21种,其中11个为基本动作,10个为身体及其他动作。
3)1MOD的时间值表示确定为0.129S,使用中可根据实际情况适当调高或降低。
4)动作符号不但表示动作,而且也表示时间。
比如M3,即表示小臂的动作,也表示时间消耗3个MOD 。
动作符号和时间紧密结合,这是模特法与其他预定时间系统最大的区别,也是模特法的最大特点。
四、实验设备、仪器、工具及资料
1)195A型喷油泵。
2)活扳手、一字型螺钉旋具、尖嘴钳。
3)“动作研究实验”改进后的动素图、工作地布置图。
4)MOD分析表。
五、实验内容及步骤
本实验1人1组,研究内容仍然是195A型喷油泵的装配工作。
根据“动作研究实验”所确定的标准操作法,分析喷油泵装配过程中每个动作的模特表达式,并记录在MOD分析表中(见表2-7)
实验步骤如下:
1.明确195A型喷油泵装配的标准作业法
根据“动作研究实验”所确定的改进后的动素图和工作地布置图,明确195A 型喷油泵装配的标准作业方法。
可根据手边的实物按照标准操作方法进行模拟。
2.记录左右手的动作分析式
分析左右手的动作,将各自的模特表达式记录在表2-7中。
注意:两只手的同时动作一定要记录在同一行中,并用简短的文字加以说明。
表2-7MOD分析表
3.记录MOD分析式
左右手的动作分析式记录完成后,分析记录MOD分析式。
要注意分清哪些是可以同时进行的动作,哪些是不能同时进行的动作,特别要注意分清时限动作和被时限动作。
4.计算正常作业时间
根据表2-7的MOD分析式,计算模特值,累加在一起,换算成普通时间,即是喷油泵装配的正常作业时间。
正常作业时间=MOD值X 0.129
5.确定标准时间
根据上一步骤中计算出的正常作业时间,在加上一定的宽放时间,就成为标准时间。
具体计算内容及查阅宽放率,参见“秒表测时实验”的有关内容。
6.对比分析
将计算出的标准时间值与“秒表测时实验”所得出的标准时间值进行对比分析。
正常情况下,两个数值应该比较接近,如果相差较大,应分析原因。
六、实验报告要求
1)详细列出模特法确定标准时间的步骤。
2)与“秒表测时实验”的数据进行对比,如果相差过大,分析原因并评价哪一个数据更准确。
七、思考题
1)试述模特法的工作原理。
2)模特法的主要用途有哪些?。