压铸铝牌号对照表
各国铝合金牌号对照
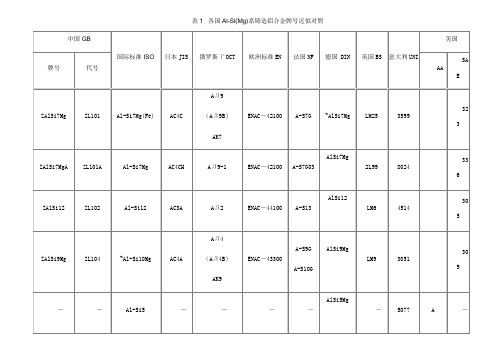
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照
表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照。
表3 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
表4 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
表5 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照
表6 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
表7 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
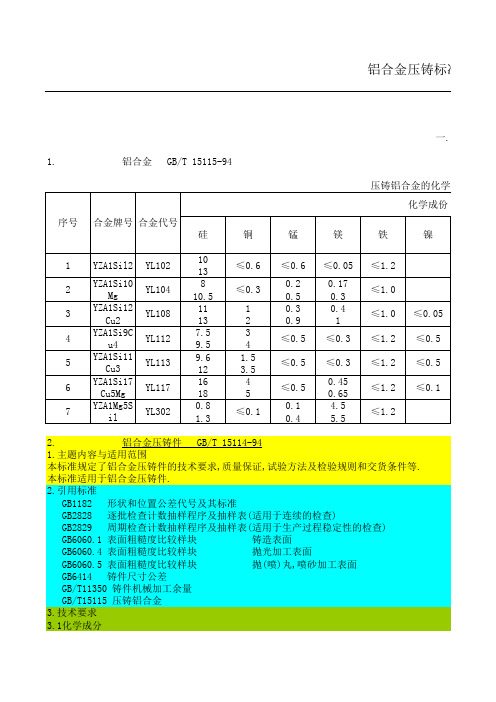
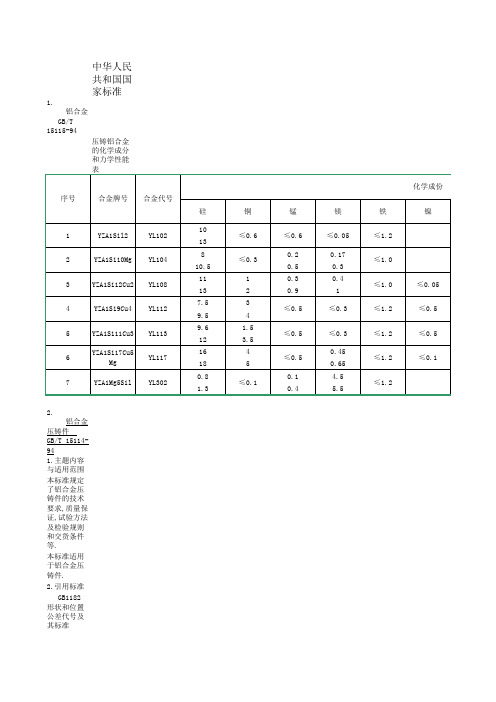
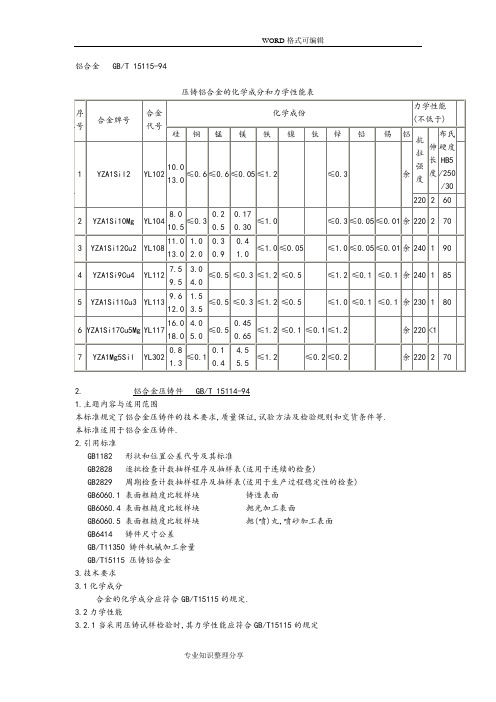
压铸铝合金的牌号及化学成分(GB/T15115—1994)。
国内压铸铝合金牌号标准【大全】

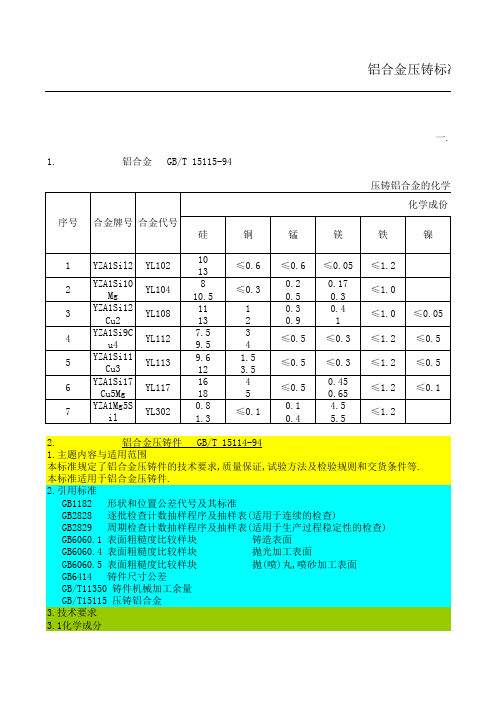
国内压铸铝合金牌号标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1. 铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.[文档可能无法思考全面,请浏览后下载,另外祝您生活愉快,工作顺利,万事如意!]。
压铸铝合金对照表
铝合金压铸标准-铝合金压铸标准一.中华人民1. 铝合金 GB/T 15115-942. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.份标准---中国标准华人民共和国国家标准若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
压铸国家标准对照
4.2根据压铸 生产特点,规 定一个检验 批量是指每 台压铸设备 在正常操作 情况下一个 班次的生产 量,设备,化 学成分,铸型 和操作连续 性的任何重 大变化都应 被认为是新 是一个批量 开始.
供方对每批 压铸件都要 随机或统计 地抽样检验, 确定是否符 合全部技术 要求和合同 或铸件图样 的规定要求, 检验结果应 予以记录.
附录B
表B 锌合金压铸件表面质量分级
序号
缺陷名称 检验范围 表面质量级别
1极
2极
1 花纹麻面有 色斑点
2 流痕
三者面积不 超过总面积 的百分数% 深度,mm
5 0.05
3极 25
0.07
说明 40 0.15
3 冷隔
≤ 面积不大于 总面积百分 数,% 深度,mm 不允许
≤
5
15
30
1/5壁厚
1/4壁厚
≤6 2°30´
>6-8 2°
>8-10 1°45´
>10-15 1°30´
>15-20 1°15´
>20-30 1°
>30-36 0°45´
A2 锌合金压铸件的铸孔直径与最大深度的关系及其铸造斜度的规定见表A2
表A2 孔的直径 ≤3
>3-4
>4-5பைடு நூலகம்
>5-6
>6-8
>8-10
>10-12 >12-16
4质量保证
4.1当供需双 方合同或协 议中有规定 时,供方对合 同中规定的 所有试验或 检验负责.合 同或协议中 无规定时,经 需方同意,供 方可以用自 已适宜的手 段执行本标 准所规定的 试验和要求, 需方有权对 标准中的任 何试验和检 验项目进行 检验,其质量 保证标准应 根据供需双 方之间的协 议而定.
各国铝合金牌号对照
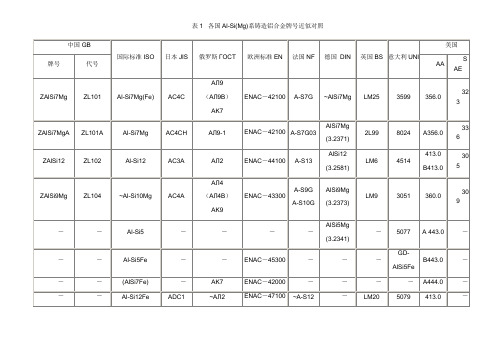
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照
表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照。
表3 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
表4 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
表5 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照
表6 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
表7 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994)。
压铸铝材料牌号对照
压铸铝材料牌号对照
压铸铝材料牌号对照表如下:
ADC10、ADC12、ZL102、ZL104、YL102、YL104、ADC14、ALSI12
系列、A380系列、ALSI9CU3等是常用的压铸铝合金锭。
ZLD101A()、ZLD102、ZLD104、ZLD107、ZLD108、ZLD111、
ADC10(AC4B)、、等是常用的浇铸铝合金锭。
A384铝合金是美国公司研发的一种高强度压铸用铝合金,其优点在于强度高、刚性好、耐热性较好,被广泛应用于制造汽车零部件、机械结构件等领域。
A413铝合金是一种强度适中、塑性好、抗腐蚀性能强的压铸用铝合金,其优点在于机械性能好、表面质量较高,被广泛应用于汽车行业和结构件制造领域。
AK5M2铝合金是俄罗斯研发的一种高硬度、高强度的压铸用铝合金,其优点在于具有较高的强度和硬度、良好的耐磨性能,被广泛应用于汽车零部件、飞机、轨道交通等领域。
YL113是一种特殊的压铸铝材料。
此外,某些企业还使用特有的YZ102、YZ104以及非标铝锭。
这些牌号的
压铸铝材料各有其特点和用途,适用于不同的领域和场景。
压铸铝合金牌号对照表
压铸铝合金牌号对照表
压铸铝合金是一种常用的金属材料,具有重量轻、强度高、导热性好等优点,广泛应用于汽车、航空航天、电子等领域。
以下是一些常见的压铸铝合金牌号及其对照表:
1. A380(ASTM B85标准):
中国标准,ADC10、ADC12。
日本标准,ADC10、ADC12。
美国标准,383.0、384.0。
2. A383(ASTM B85标准):
中国标准,ADC12。
日本标准,ADC12。
美国标准,384.0。
3. A360(ASTM B85标准):
中国标准,ADC3、ADC10Z.
日本标准,ADC3、ADC10Z.
美国标准,360.0。
4. A413(ASTM B85标准):
中国标准,ADC12。
日本标准,ADC12。
美国标准,413.0。
5. A380.1(ASTM B85标准):
中国标准,ADC10、ADC12。
日本标准,ADC10、ADC12。
美国标准,383.0、384.0。
需要注意的是,不同国家和地区对压铸铝合金的牌号命名可能会有所不同,上述对照表仅供参考。
在实际应用中,可以根据具体需求和材料性能要求选择合适的牌号。
此外,压铸铝合金还有其他牌号,如A360.0、A390.0、A413.0等,具体选择应根据材料的特性、用途和工艺要求来确定。
希望以上信息能对你有所帮助。
如有其他问题,请随时提问。
各国铝合金牌号对照[1]
![各国铝合金牌号对照[1]](https://img.taocdn.com/s3/m/a900ef5cbe23482fb4da4cdb.png)
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照
1
表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
2
表3 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
3
表4 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
4
表5 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照
5
表6 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
6
表7 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994)
7
YZAlMg5Si1 YL302 0.8~1.3 ≤0.10.1~0.4 4.5~5.5 ≤1.2≤0.2余量
8。
压铸铝合金各国牌号
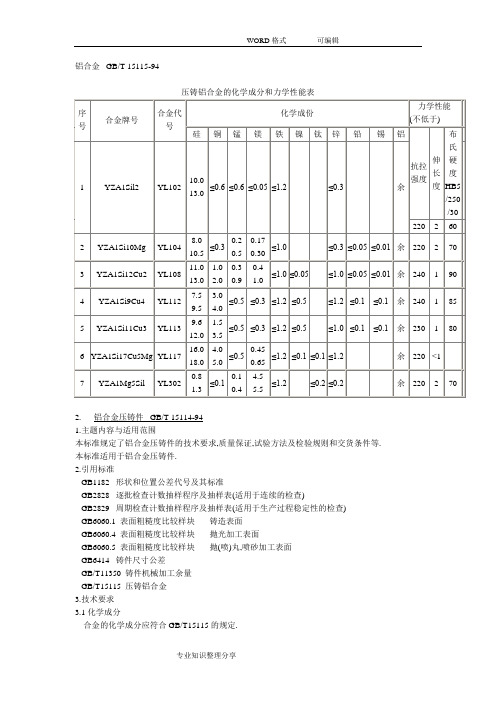
铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定. 4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表日本压铸铝合金机械性能表三.美国标准 ASTM B85-96美国压铸铝合金化学成分表四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表国内外主要压铸AI合金化学成分表二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
常用压铸用铝合金材料名称对照表

主要工业国家压铸铝合金标准美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti杂质(总量)铝AI 360.0SG100B A036009.0-10.0 2.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.0 1.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.5 1.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.0 1.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.0 1.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.0 1.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.0 1.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.0 2.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.0 1.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分代号Si Fe Cu Mn Mg Ni Zn Pb Sn Ti 抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小ENAC-434009.0-11.00.45-0.90.080.550.20-0.500.150.150.150.050.152******** ENAC-4430010.5-13.50.45-0.90.080.550.150.152******** ENAC-444008.0-11.00.550.080.500.100.050.150.050.050.152******** ENAC-460008.0-11.00.6-1.1 2.0-4.00.550.15-0.550.55 1.20.350.250.2240140<180 ENAC-4610010.0-12.00.45-1.01.5-2.50.550.300.45 1.70.250.250.2240140<180 ENAC-462007.5-9.50.8 2.0-3.50.15-0.650.15-0.550.35 1.20.250.150.2240140180 ENAC-465008.0-11.00.6-1.2 2.0-4.00.550.15-0.550.55 3.00.350.250.20240140<180 ENAC-4710010.5-13.50.6-1.10.7-1.20.550.350.300.550.200.100.152******** ENAC-512002.50.45-0.90.100.558.0-10.50.100.250.100.100.152********中华人民共和国国家标准—铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能序号合金牌号化学成分%力学功能(不低于)合金代号硅铜锰镁铁镍钛锌铅锡铝抗拉强度6ЪN/mm2伸长度δ/%(Lo=50)布氏硬度HB5/250/301YZAISil2YL10210.0-13.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZAISi10Mg YL1048.0-10.5≤0.30.2-0.50.17-0.30≤1.0≤0.3≤0.05≤0.01余2202703YZAISil2Cu2YL10811.0-13.01.0-2.00.3-0.90.4-1.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZAISi9 Cu4YL1127.5-9.5 3.0-4.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZAISillCu3YL1139.6-12.0 1.5-3.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZAISil7Cu5Mg YL11716.0-18.04.0-5.0≤0.50.45-0.65≤1.2≤0.1≤0.1≤1.2余220<17YZAIMg5Sil YL3020.8-1.3≤0.10.1-0.44.5-5.5≤1.2≤0.2≤0.2余220270中华人民共和国国家标准压铸锌合金的化学成分和力学性能化学成分,%序号合金牌号主要成分杂质含量(不大于)合金代号铝铜镁锌铁铅锡镉铜1ZZnA14Y YX040 3.5-4.30.02-0.06其余0.10.0050.0030.0040.25 2ZZnA14CU1Y YX041 3.5-4.30.75-1.250.03-0.08其余0.10.0050.0030.0043ZZnA14CU3Y YX043 3.5-4.3 2.5-3.00.02-0.06其余0.10.0050.0030.004力学性能抗拉强度6Ъ(N/mmˉ2)伸长度δ/%Lo=50布氏硬度性HB5/250/30250180270290320295日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 1.0以下11.0-13.00.3以下0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe1.2以下11.0-13.50.3以下0.5以下 1.3以下0.5以下0.30 以下0.1以下0.20 以下0.2以下余量ADC2A1-Si12Fe0.10 以下 11.0-13.50.10以下0.1以下 1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下 1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe0.10 以下 4.5-6.00.1以下0.1以下 1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下 2.0以下 1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下 1.2以下 1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表抗拉试验硬度试验牌号抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.63.571.2 3.57236.2 5.5ADC32794832017935170 2.7 1.03.571.4 1.87636.7 2.2ADC5(213)65310(145)26190 5.0(66.4) 2.474(30.1) 3.7ADC6266612801722364 3.210.064.7 2.36727.3 3.9ADC102413432015718160 1.50.53.573.6 2.48339.4 3.0ADC122284131015414150 1.40.83.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1。
各国铝合金牌号对照
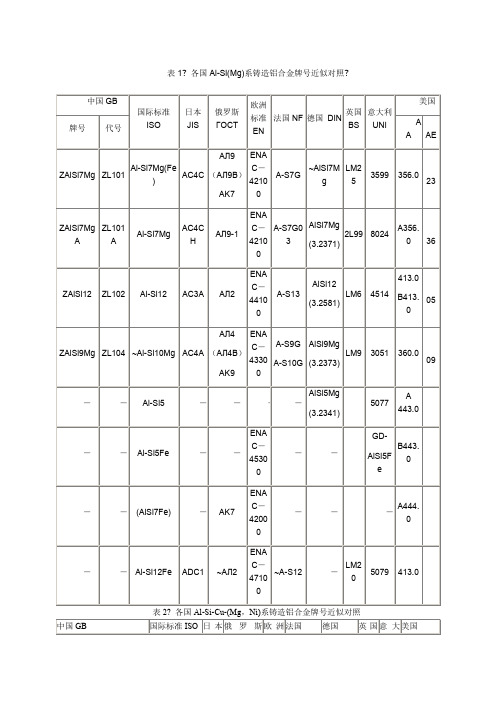
表1? 各国Al-Si(Mg)系铸造铝合金牌号近似对照?S3333----表2? 各国Al-Si-Cu-(Mg ,Ni)系铸造铝合金牌号近似对照。
表3? 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照表4? 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照表5? 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照表6? 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照表7? 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994)YZAlSi10Mg YL104 8.0~10.5≤0.30.2~0.50.17~0.30≤1.0≤0.3余量YZAlSi12Cu2 YL108 11.0~13.01.0~2.0 0.3~0.9 0.4~1.0 ≤1.0≤1.0余量YZAlSi9Cu4 YL112 7.5~9.5 3.0~4.0 ≤0.5≤0.3≤1.2≤1.2余量YZAlSi11Cu3 YL113 9.6~12.01.5~3.5 ≤0.5≤0.3≤1.2≤1.0余量YZAlSi17Cu5Mg YL117 16.0~18.04.0~5.0 ≤0.50.45~0.65≤1.2≤1.2余量YZAlMg5Si1 YL302 0.8~1.3 ≤0.10.1~0.4 4.5~5.5 ≤1.2≤0.2余量。
世界各国压铸铝合金成分牌号对照表
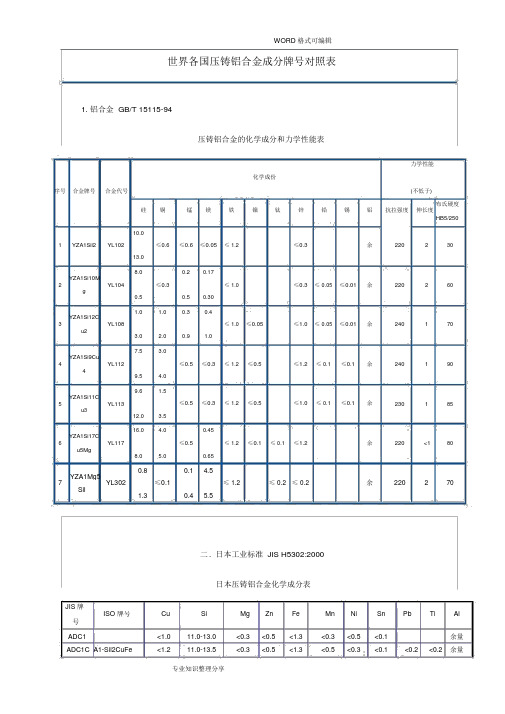
WORD 格式可编辑世界各国压铸铝合金成分牌号对照表1. 铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表力学性能化学成份序号合金牌号合金代号(不低于)布氏硬度硅铜锰镁铁镍钛锌铅锡铝抗拉强度伸长度HB5/25010.01YZA1Sil2YL102≤0.6≤0.6≤0.05≤ 1.2≤0.3余22023013.0YZA1Si10M8.00.20.172YL104≤0.3≤ 1.0≤0.3≤ 0.05≤0.01余220260 g0.50.50.30YZA1Si12C1.0 1.00.30.43YL108≤ 1.0≤0.05≤1.0≤ 0.05≤0.01余240170 u23.0 2.00.9 1.0YZA1Si9Cu7.5 3.04YL112≤0.5≤0.3≤ 1.2≤0.5≤1.2≤ 0.1≤0.1余240190 49.5 4.0YZA1Si11C9.6 1.55YL113≤0.5≤0.3≤ 1.2≤0.5≤1.0≤ 0.1≤0.1余230185 u312.0 3.5YZA1Si17C16.0 4.00.456YL117≤0.5≤ 1.2≤0.1≤ 0.1≤1.2余220<180 u5Mg8.0 5.00.65YZA1Mg50.80.1 4.57YL302≤0.1≤ 1.2≤ 0.2≤ 0.2余220270 Sil1.30.4 5.5二. 日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表JIS 牌Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ISO 牌号号ADC1<1.011.0-13.0<0.3<0.5<1.3<0.3<0.5<0.1余量ADC2A1-Si12Fe<0.1011.0-13.5<0.1<0.1<1.3<0.5<0.1<0.05<0.1<0.2余量ADC3<0.69.0-10.00.4-0.6<0.5<1.3<0.3<0.5<0.1余量ADC5<0.2<0.3 4.0-8.5<0.1<1.8<0.3<0.1<0.1余量ADC6<0.1<1.0 2.5-4.0<0.4<0.80.4-0.6<0.1<0.1余量ADC7A1-Si5Fe<0.10 4.5-6.0<0.1<0.1<1.3<0.5<0.1<0.1<0.1<0.2余量ADC8A1-Si6Cu4Fe 3.0-5.0 5.0-7.0<0.3<2.0<1.30.2-0.6<0.3<0.1<0.2<0.2余量ADC10 2.0-4.07.5-9.5<0.3<1.0<1.3<0.5<0.5<0.2余量ADC10Z 2.0-4.07.5-9.5<0.3<3.0<1.3<0.5<0.5<0.2余量ADC11A1-Si8Cu3Fe 2.5-4.07.5-9.5<0.3<1.2<1.3<0.6<0.5<0.2<0.3<0.2余量ADC12 1.5-3.59.6-12.0<0.3<1.0<1.3<0.5<0.5<0.2余量ADC12Z 1.5-3.59.6-12.0<0.3<3.0<1.3<0.5<0.5<0.2余量日本压铸铝合金机械性能表抗拉试验硬度试验抗拉强度 MPa耐力 MPa延伸率 %HB HRB 牌号平均平均平均σASTMσASTMσASTM平均值σASTM平均值σ值值值ADC12504629017222130 1.70.6 3.571.2 3.57236.2 5.5 ADC32794832017935170 2.71 3.571.4 1.87636.7 2.2 ADC5(213)65310(145)261905(66.4) 2.474(30.1) 3.7 ADC6266612801722364 3.21064.7 2.36727.3 3.9 ADC102413432015718160 1.50.5 3.573.6 2.48339.43 ADC122284131015414150 1.40.8 3.574.1 1.58640 1.8 ADC1419328320188312500.50.1<176.8 1.710843.1 2.1三. 美国标准 ASTM B85-96美国压铸铝合金化学成分表合金牌号成分除铝以外ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti的其他成铝 AI分(总量)360.0SG100B A036009.0-10.0 2.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.0 1.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A03800 7.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A13800 7.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.5 1.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A03840 10.5-12.0 1.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A03900 16.0-18.0 1.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A23900 16.0-18.0 1.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量413.0S12B A0413011.0-13.0 2.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.0 1.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量四.欧盟标准EN1706: 1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分布氏抗拉强屈服强伸长度Mpa度硬度Si Fe Cu Mn Mg Ni Zn Pb Sn Mpa率 %最代号Ti最小小HB 最最小小9.00.450.20ENAC-434000.080.550.150.150.150.050.152********11.00.90.5010.50.45ENAC-443000.080.550.150.152********13.50.98.0ENAC-444000.550.080.500.100.050.150.050.050.152********11.08.00.6 2.00.15ENAC-460000.550.55 1.20.350.250.224014018011.0 1.1 4.00.5510.00.45 1.5ENAC-461000.550.300.45 1.70.250.250.224014018012.0 1.0 2.57.5 2.00.150.15ENAC-462000.80.35 1.20.250.150.22401401809.5 3.50.650.558.00.6 2.00.15ENAC-465000.550.55 3.00.350.250.20240140<1011.0 1.2 4.00.5510.50.60.7ENAC-471000.550.350.300.550.200.100.152401401013.5 1.1 1.20.458.0ENAC-51200 2.50.100.550.100.250.100.100.15200130100.910.5国内外主要压铸AI 合金化学成分表W/%WORD 格式可编辑中国YL10210.0-13.0<0.6<0.05<1.2GB/T15115-94日本ADC111.0-13.0<1.0<0.30<1.2JISH5302-82 AI-Si 系美国41311.0-13.0<1.0<0.35<2.0余量ASTMB85-82俄罗斯AJ1210.0-13.0<0.6<0.10<1.5TOCT2685-82德国AlSil211.0-13.5<0.10<0.05<1.0DIN1725中国YL1048.0-10.5<0.300.17-0.30<1.0GB/T15115-94日本ADC39.0-10.0<0.600.40-0.60<1.3JISH5302-82 AI-Si-Mg系美国3609.0-10.0<0.600.40-0.60<2.0余量ASTMB85-82俄罗斯AJl48.0-10.5<0.100.17-0.30<1.0TOCT2685-82德国AlSil0Mg9.0-11.0<0.100.20-0.50<1.0DIN1725中国YL1127.5-9.5 3.0-4.0<0.30<1.2GB/T15115-94 YL1139.6-12.0 1.5-3.5<0.30<1.2日本ADC107.5-9.5 2.0-4.0<0.30<1.3JISH5302-82 ADC129.6-12.0 1.5-3.5<0.30<1.3AI-Si-Cu系余量3807.5-9.5 3.0-4.0<0.10<1.3美国ASTMB85-823839.5-11.5 2.0-3.0<0.10<1.3俄罗斯AJl6 4.5-6.0 2.0-3.0<0.10<1.5TOCT2685-82德国AlSi8Cu37.5-9.5 2.0-3.5<0.30<1.3DIN1725中国YL3020.80-1.30<0.10 4.5-5.5<1.2GB/T15115-94AI-Mg 系日本ADC5<0.30<0.20 4.0-8.5<1.8余量JISH5302-82美国518<0.35<0.257.5-8.5<1.8ASTMB85-82德国AlMg9<0.50<0.057.0-10.0<1.0DIN1725WORD 格式可编辑变形铝及铝合金化学成分及新旧序牌号化学成分(质量分数号(新)Si Fe Cu Mn Mg Cr Ni 11A990.0030.0030.005--------21A970.0150.0150.005--------31A950.0300.0300.010--------41A930.0400.0400.010--------51A900.0600.0600.010--------61A850.080.100.01--------710800.150.150.030.020.02----81080A0.150.150.030.020.02----910700.200.250.040.030.03----101070A0.200.250.030.030.03----1113700.100.250.020.010.020.01--1210600.250.350.050.030.03----1310500.250.400.050.050.05----141050A0.250.400.050.050.05----151A500.300.300.010.050.05----1613500.100.400.050.01--0.01--171145Si + Fe:0.550.050.050.05----1810350.350.60.100.050.05----191A300.10-0.25 0.15-0.300.050.010.01--0.0 201100Si+Fe:0.950.05-0.200.05------211200Si+Fe:1.000.050.05------221235Si+Fe:0.650.050.050.05----232A010.500.50 2.2-3.00.200.20-0.50----242A020.300.30 2.6-3.20.45-0.7 2.0-2.4----252A040.300.30 3.2-3.70.50-0.8 2.1-2.6----262A060.500.50 3.8-4.30.50-1.0 1.7-2.3----272A100.250.20 3.9-4.50.30-0.500.15-0.30----282A110.70.7 3.8-4.80.40-0.80.40-0.8--0.1 292B110.500.50 3.8-4.50.40-0.80.40-0.8----302A120.500.50 3.8-4.90.30-0.9 1.2-1.8--0.1 312B120.500.50 3.8-4.50.30-0.7 1.2-1.6----322A130.70.6 4.0-5.0--0.30-0.50----332A140.6-1.20.7 3.9-4.80.40-1.00.40-0.8--0.1 342A160.300.30 6.0-7.00.40-0.80.05----352B160.250.30 5.8-6.80.20-0.400.05----362A170.300.30 6.0-7.00.40-0.80.25-0.45----372A200.200.30 5.8-6.8--0.02----382A210.200.20-0.6 3.0-4.00.050.8-1.2-- 1.8-2 392A250.060.06 3.6-4.20.50-0.7 1.0-1.5--0.0 402A490.250.8-1.2 3.2-3.80.30-0.6 1.8-2.2--0.8-1 412A500.7-1.20.7 1.8-2.60.40-0.80.40-0.8--0.1 422B500.7-1.20.7 1.8-2.60.40-0.80.40-0.80.01-0.200.1 432A700.350.9-1.5 1.9-2.50.20 1.4-1.8--0.9-1442B700.250.9-1.4 1.8-2.70.20 1.2-1.8--0.8-1452A800.50-1.2 1.0-1.6 1.9-2.50.20 1.4-1.8--0.9-1 462A900.50-1.00.5-1.0 3.5-4.50.200.4-0.8-- 1.8-2 4720040.200.20 5.5-6.50.100.50----4820110.400.7 5.0-6.0--------4920140.50-1.20.7 3.9-5.00.40-1.20.20-0.80.10--502014A0.50-0.90.50 3.9-5.00.40-1.20.20-0.80.100.1 5122140.50-1.20.3 3.9-5.00.40-1.20.20-0.80.10--5220170.20-0.80.7 3.5-4.50.40-1.00.40-0.80.10--532017A0.20-0.80.7 3.5-4.50.40-1.00.40-1.00.10--5421170.80.7 2.2-3.00.200.20-0.500.10--5522180.9 1.0 3.5-4.50.20 1.2-1.80.10 1.7-2 5626180.10-0.250.9-1.3 1.9-2.7-- 1.3-1.8--0.9-1 5722190.200.30 5.8-6.80.20-0.400.02----5820240.500.50 3.8-4.90.30-0.9 1.2-1.80.10--5921240.200.30 3.8-4.90.30-0.9 1.2-1.80.10--603A210.60.70.20 1.0-1.60.05----6130030.60.70.05-0.20 1.0-1.5------6231030.500.70.100.9-1.50.300.10--6330040.300.700.25 1.0-1.50.8-1.3----6430050.60.70.30 1.0-1.50.20-0.60.10--6531050.60.70.300.30-0.80.20-0.80.20--664A01 4.5-6.00.60.20--------674A1111.5-13.5 1.00.50-1.30.200.8-1.30.100.50-684A13 6.8-8.20.50Cu+Zn:0.150.500.05----694A1711.0-12.50.50Cu+Zn:0.150.500.05----7040049.0-10.50.80.250.10 1.0-2.0----71403211.0-13.5 1.00.50-1.3--0.8-1.30.100.50-724043 4.5-6.00.80.300.050.05----734043A 4.5-6.00.60.300.150.20----74404711.0-13.00.80.300.150.10----754047A11.0-13.00.60.300.150.10----765A01Si+Fe:0.400.100.30-0.7 6.0-7.00.10-0.20--或775A020.400.400.10Cr:0.15 2.0-2.8-----0.40785A030.50-0.80.500.100.30-0.6 3.2-3.8----795A050.500.500.100.30-0.6 4.8-5.5----805B050.400.400.200.20-0.6 4.7-5.7----815A060.400.400.100.50-0.8 5.8-6.8----825B060.400.400.100.50-0.8 5.8-6.8----835A120.300.300.050.40-0.88.3-9.6--0.1845A130.300.300.050.40-0.89.2-10.5--0.1 855A30Si+Fe:0.400.100.50-1.0 4.7-5.50.05-0.20--865A330.350.350.100.10 6.0-7.5----875A410.400.400.100.30-0.6 6.0-7.0----885A430.400.400.100.15-0.400.6-1.4----895A660.0050.010.005-- 1.5-2.0----9050050.300.70.200.200.50-1.10.10--9150190.400.500.100.10-0.6 4.5-5.60.20--9250500.400.70.200.10 1.1-1.80.10--9352510.400.500.150.10-0.50 1.7-2.40.15--9450520.250.400.100.10 2.2-2.80.15-0.35--9551540.250.400.100.10 3.1-3.90.15-0.35--965154A0.500.500.100.50 3.1-3.90.25--9754540.250.400.100.50-1.0 2.4-3.00.05-0.20--9855540.250.400.100.50-1.0 2.4-3.00.05-0.20--9957540.400.400.100.50 2.6-3.60.30--10050560.300.400.100.05-0.20 4.5-5.60.05-0.20--10153560.250.400.100.05-0.20 4.5-5.50.05-0.20--10254560.250.400.100.50-1.0 4.7-5.50.05-0.20--10350820.200.350.150.15 4.0-5.00.15--10451820.200.350.150.20-0.50 4.0-5.00.10--10550830.400.400.100.40-1.0 4.0-4.90.05-0.25--10750860.400.500.100.20-0.7 3.5-4.50.05-0.25--或1086A020.50-1.20.500.20-0.6Cr:0.150.45-0.9-----0.351096B020.7-1.10.400.10-0.400.10-0.300.40-0.8----1106A510.50-0.70.500.15-0.35--0.45-0.6----11161010.30-0.70.500.100.030.35-0.80.03--1126101A0.30-0.70.400.05--0.40-0.9----11360050.6-0.90.350.100.100.40-0.60.10--1146005A0.50-0.90.350.300.500.40-0.70.30--11563510.7-1.30.500.100.40-0.80.40-0.8----11660600.30-0.60.10-0.300.100.100.35-0.60.05--11760610.40-0.80.70.15-0.400.150.8-1.20.04-0.35--11860630.20-0.60.350.100.100.45-0.90.10--1196063A0.30-0.60.15-0.350.100.150.6-0.90.05--1206070 1.0-1.70.500.15-0.400.40-1.00.50-1.20.10--12161810.8-1.20.450.100.150.6-1.00.10--12260820.7-1.30.500.100.40-1.00.6-1.20.25--1237A010.300.300.10--------1247A030.200.20 1.8-2.40.10 1.2-1.60.05--专业知识整理分享1267A050.250.250.200.15-0.40 1.1-1.70.05-0.15--1277A090.500.50 1.2-2.00.15 2.0-3.00.16-0.30--1287A100.300.300.5-1.00.20-0.35 3.0-4.00.10-0.20--1297A150.500.500.5-1.00.10-0.40 2.4-3.00.10-0.30--1307A190.300.400.08-0.300.30-0.50 1.3-1.90.10-0.20--1317A310.300.600.10-0.400.20-0.40 2.5-3.30.10-0.20--1327A330.250.300.25-0.550.05 2.2-2.70.10-0.20--1337A520.250.300.05-0.200.20-0.50 2.0-2.80.15-0.25--13470030.300.350.200.300.50-1.00.20--13570050.350.400.100.20-0.7 1.0-1.80.06-0.20--13670200.350.400.200.05-0.50 1.0-1.40.10-0.35--13770220.500.500.50-1.00.10-0.40 2.6-3.70.10-0.30--13870500.120.15 2.0-2.60.10 1.9-2.60.04--13970750.400.50 1.2-2.00.30 2.1-2.90.18-0.28--14074750.100.12 1.2-1.90.06 1.9-2.60.18-0.25--1418A060.550.500.100.100.10----14280110.50-0.90.6-1.00.100.200.050.05--14380900.200.30 1.0-1.60.100.6-1.30.10--专业知识整理分享。
压铸铝常用牌号

压铸铝常用牌号压铸铝是一种广泛应用于各种工业领域的金属材料,其常用牌号包括以下几种:1.ADC12:高强度压铸铝合金,具有良好的抗疲劳性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
2.A380:高精度压铸铝合金,具有优良的加工性能和抗疲劳性,适用于汽车、航空航天、电子等领域。
3.A490:高强度压铸铝合金,具有优良的耐磨性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
4.A5052:高强度压铸铝合金,具有优良的抗疲劳性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
5.A6061:中等强度压铸铝合金,具有优良的加工性能和抗疲劳性,适用于汽车、航空航天、电子等领域。
6.A7075:高强度压铸铝合金,具有优良的耐磨性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
7.A8005:高强度压铸铝合金,具有优良的抗疲劳性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
8.A9065:高强度压铸铝合金,具有优良的耐磨性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
9.ZL101A:高强度铸造铝合金,具有优良的抗疲劳性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
10.ZL201A:高强度铸造铝合金,具有优良的耐磨性和耐腐蚀性,适用于汽车、航空航天、电子等领域。
这些牌号的压铸铝具有不同的物理和化学特性,因此在应用时需要根据具体需求选择合适的牌号。
例如,ADC12和A380适用于需要良好加工性能和抗疲劳性的应用领域,而A490和A5052则适用于需要高强度和耐磨性的应用领域。
同时,这些牌号的压铸铝也具有不同的力学性能和化学成分,因此在使用时需要考虑其适用范围和限制。
例如,A6061适用于需要中等强度和良好加工性能的应用领域,而A7075则适用于需要高强度和耐磨性的应用领域。
此外,不同牌号的压铸铝还具有不同的热处理特性和表面处理适应性,因此在使用时需要考虑其适用范围和限制。
例如,ADC12可以进行T6热处理来提高其力学性能,而A380则可以进行阳极氧化处理来提高其耐腐蚀性能。
压铸材料成份&硬度对照表
铝合金压铸标准-铝合金压铸标准一.中华人民1. 铝合金 GB/T 15115-942. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.标准---中国标准华人民共和国国家标准份若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
压铸铝合金各国牌号
铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表日本压铸铝合金机械性能表三.美国标准ASTM B85-96美国压铸铝合金化学成分表四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表国内外主要压铸AI合金化学成分表二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
常用压铸用铝合金材料名称对照表
主要工业国家压铸铝合金标准美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti杂质(总量)铝AI 360.0SG100B A036009.0-10.0 2.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.0 1.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.5 1.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.0 1.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.0 1.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.0 1.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.0 1.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.0 2.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.0 1.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分代号Si Fe Cu Mn Mg Ni Zn Pb Sn Ti 抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小ENAC-434009.0-11.00.45-0.90.080.550.20-0.500.150.150.150.050.152******** ENAC-4430010.5-13.50.45-0.90.080.550.150.152******** ENAC-444008.0-11.00.550.080.500.100.050.150.050.050.152******** ENAC-460008.0-11.00.6-1.1 2.0-4.00.550.15-0.550.55 1.20.350.250.2240140<180 ENAC-4610010.0-12.00.45-1.01.5-2.50.550.300.45 1.70.250.250.2240140<180 ENAC-462007.5-9.50.8 2.0-3.50.15-0.650.15-0.550.35 1.20.250.150.2240140180 ENAC-465008.0-11.00.6-1.2 2.0-4.00.550.15-0.550.55 3.00.350.250.20240140<180 ENAC-4710010.5-13.50.6-1.10.7-1.20.550.350.300.550.200.100.152******** ENAC-512002.50.45-0.90.100.558.0-10.50.100.250.100.100.152********中华人民共和国国家标准—铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能序号合金牌号化学成分%力学功能(不低于)合金代号硅铜锰镁铁镍钛锌铅锡铝抗拉强度6ЪN/mm2伸长度δ/%(Lo=50)布氏硬度HB5/250/301YZAISil2YL10210.0-13.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZAISi10Mg YL1048.0-10.5≤0.30.2-0.50.17-0.30≤1.0≤0.3≤0.05≤0.01余2202703YZAISil2Cu2YL10811.0-13.01.0-2.00.3-0.90.4-1.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZAISi9 Cu4YL1127.5-9.5 3.0-4.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZAISillCu3YL1139.6-12.0 1.5-3.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZAISil7Cu5Mg YL11716.0-18.04.0-5.0≤0.50.45-0.65≤1.2≤0.1≤0.1≤1.2余220<17YZAIMg5Sil YL3020.8-1.3≤0.10.1-0.44.5-5.5≤1.2≤0.2≤0.2余220270中华人民共和国国家标准压铸锌合金的化学成分和力学性能化学成分,%序号合金牌号主要成分杂质含量(不大于)合金代号铝铜镁锌铁铅锡镉铜1ZZnA14Y YX040 3.5-4.30.02-0.06其余0.10.0050.0030.0040.25 2ZZnA14CU1Y YX041 3.5-4.30.75-1.250.03-0.08其余0.10.0050.0030.0043ZZnA14CU3Y YX043 3.5-4.3 2.5-3.00.02-0.06其余0.10.0050.0030.004力学性能抗拉强度6Ъ(N/mmˉ2)伸长度δ/%Lo=50布氏硬度性HB5/250/30250180270290320295日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 1.0以下11.0-13.00.3以下0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe1.2以下11.0-13.50.3以下0.5以下 1.3以下0.5以下0.30 以下0.1以下0.20 以下0.2以下余量ADC2A1-Si12Fe0.10 以下 11.0-13.50.10以下0.1以下 1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下 1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe0.10 以下 4.5-6.00.1以下0.1以下 1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下 2.0以下 1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下 1.2以下 1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表抗拉试验硬度试验牌号抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.63.571.2 3.57236.2 5.5ADC32794832017935170 2.7 1.03.571.4 1.87636.7 2.2ADC5(213)65310(145)26190 5.0(66.4) 2.474(30.1) 3.7ADC6266612801722364 3.210.064.7 2.36727.3 3.9ADC102413432015718160 1.50.53.573.6 2.48339.4 3.0ADC122284131015414150 1.40.83.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸铝牌号
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
在国际上铝锭可以分为很多种如:日本的铝合金锭ADC12 主要以AD开头,在中国铝合金压铸铝锭也分很多种。
压铸铝锭主要用在汽车,家具,灯饰,等等五金配件行业。
使用非常广泛。
材质/ 型号
1 、根据铝锭的成份含量分为
1 )高级纯铝: 铝的含量99.93%-99.999%
2 )工业高纯铝: 铝的含量99.85%-99.90%
3 )工业纯铝: 铝的含量98.0%-99.7% 。
2 、重熔用铝锭按化学成分分为6 个牌号: (注:Al 之后的数字是铝含量)
AL99.9 、AL99.85 、AL99.70 、AL99.70A、AL99.60 、AL99.50 、AL99.00”
过去人们所说的“双零”铝,即A00 铝,相当当今的AL99.70 和AL99.70A。
伦敦金属交易所(LME )交割的P1020A铝锭,相当中国的AL99.70A铝锭。
AL99.95 、AL99.99 、AL99.993 以及AL99.996 依据GB/T8644-2000 称之为“精铝”;
牌号为AL92.0 、AL95.0 及AL98.0 按YS/T75-1994 称之为“炼钢脱氧和部分铁合金用铝锭”( 俗称脱氧铝/黄铝/老K 铝 ...) ;
牌号为AL99.65E 、AL99.70E 依GB/T12768-1991 称之为“重熔用电工铝锭”。
P1020A : 美国铝协会(AA )的注册铝锭,即Fe ≤0.20 %,Si ≤0.10 %。
当然AA 还有许多注册的,例如P1520A、P0202A... ,相当于我国所通行的标准。
注:“A00”是苏联国家标准中的俄文牌号,“A”是俄文字母,而不是英文“A”字,也不是汉语拼音字母的“A”。
和国际接轨的话,称“标准铝”更为确切。
( 我国在五十年代技术标准都来自前苏联)
AL99.70与AL99.70A区别
AL99.70铝锭的化学成分(质量分数,% )为:
AL ≥99.70 ,Fe ≤0.20 ,Si ≤0.12 ,Cu ≤0.01 ,Ga ≤0.03 ,
Mg ≤0.03 ,Zn ≤0.03 ,其他每种≤0.03 ,杂质总和≤0.30 ,
颜色标志为“一道红色竖线”。
AL99.70A铝锭的化学成分(质量分数,% )为:
AL ≥99.70 ,Fe ≤0.20 ,Si ≤0.10 ,Cu ≤0.01 ,Ga ≤0.03 ,
Mg ≤0.02 ,Zn ≤0.03 ,其他每种≤0.02 ,杂质总和≤0.30 ,颜色标志为“一道红色横线”。
常用牌号:
压铸铝合金锭:ADC10,ADC12,ZL102,ZL104,YL102,YL104,ADC14,ALSI12系列,A380系列,ALSI9CU3等.还有某些企业特有的YZ102、YZ104以及非标铝锭,
浇铸铝合金锭: ZLD101A(A356.2),ZLD102,ZLD104,ZLD107,ZLD108,ZLD111,ADC10()AC4B),A319.1,A413.1等.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。