热流道模具与温控箱接线统一规定作业指导书
热流道配电箱安全操作规范本(2篇)

热流道配电箱安全操作规范本一、总则1. 热流道配电箱应放置在干燥、通风良好的室内。
2. 热流道配电箱的操作人员必须经过专业培训,并熟悉该设备的操作和维护知识。
3. 操作人员须严格按照本规范本的要求进行操作,并注意安全事项。
4. 在操作过程中如发现异常情况,应及时停止操作,并向负责人报告。
二、操作规范1. 操作人员在操作前,应仔细检查设备是否正常,包括线路是否连接牢固、电器元件是否损坏等,如发现异常情况应及时通知维修人员进行检修。
2. 在操作过程中,严禁用湿手操作设备,以免触电。
3. 操作人员在进行设备开关操作时,应确认周围没有人员靠近,以免造成误操作伤害。
4. 操作人员应正确使用工具,严禁使用带电工具进行操作。
5. 操作人员应遵循电源接地的原则,在进行设备连接时,确保接地线连接良好。
6. 操作人员在操作过程中,严禁在配电箱内放置可燃物品,以免引起火灾。
7. 操作人员不得擅自更换或调整配电箱内的电气元件,如有需要应由专业人员进行操作。
8. 操作人员应定期检查配电箱的电线和电缆连接是否松动,如有发现应及时固定。
9. 操作人员在进行设备维护时,应先切断电源,并将设备置于安全状态,确保自己和他人的安全。
三、安全防护1. 操作人员在进行设备操作时,应佩戴好防护手套、护目镜等个人防护用品。
2. 热流道配电箱应设立明显的警示标志,以提醒操作人员注意安全。
3. 热流道配电箱应设有可靠的漏电保护装置,以保证操作人员的安全。
4. 热流道配电箱应定期进行维护保养,确保设备的正常运行和安全可靠。
5. 配电箱内部的高温元件应采取隔热措施,以防止操作人员被烫伤。
四、紧急情况处理1. 发生火灾时,应立即切断电源,并使用灭火器进行灭火,如情况紧急应立即报警并撤离现场。
2. 发生人员触电时,应迅速切断电源,并立即进行急救措施,如情况严重应立即呼叫救护车。
五、违规处理1. 对违反本规范的操作人员,应给予相应的处罚,并进行安全教育培训。
2023年热流道配电箱安全操作规范
2023年热流道配电箱安全操作规范第一章:总则第一条为了保障热流道配电箱的安全操作和维护,提高工作效率和质量,特制定本规范。
第二条热流道配电箱是用于控制模具加热装置的设备,包括热流道温控器、电源连接和过载保护等。
第三条热流道配电箱的使用,必须符合本规范的要求,并按照相关法律法规和操作规程进行操作。
第二章:操作要求第四条操作人员必须熟悉热流道配电箱的结构、功能和工作原理,并具备相关电气知识和操作技能。
第五条在操作前,必须检查热流道配电箱的电源、接线和连接情况,确保正常工作状态。
第六条操作人员必须戴好防静电手套,并保持清洁干燥的操作环境,防止因静电引起的火灾和爆炸事故。
第七条在操作过程中,禁止将其他电器设备连接到热流道配电箱上,以免造成电源过载和短路。
第八条在操作过程中,禁止随意拆卸或更换热流道配电箱的部件和电气元件,必须由专业人员进行维护和维修。
第九条操作人员必须按照操作规程进行工作,严禁擅自修改热流道配电箱的工作参数和设置,以免影响设备性能和正常运行。
第三章:安全措施第十条在操作前,必须切断热流道配电箱的电源,并使用绝缘工具对设备进行检修和维护。
第十一条在操作前,必须确保设备周围没有易燃物品和可燃气体,以免引发火灾和爆炸事故。
第十二条定期检查热流道配电箱的接地和绝缘情况,确保设备的安全可靠。
第十三条在操作过程中,禁止将热流道配电箱放置在潮湿和高温的环境中,以免影响设备的使用寿命和安全性能。
第十四条在操作过程中,发现设备异常情况或故障,应立即停止使用,并通知相关部门进行检修和维护。
第十五条在操作过程中,禁止私自使用其他电源和电器设备,必须使用专用的热流道配电箱进行加热控制。
第四章:事故处理第十六条在操作过程中,如发生火灾、爆炸等事故,操作人员必须立即切断电源,并采取适当的应急措施进行事故处理。
第十七条发生事故后,必须及时报告上级领导,并按照相关规定进行事故调查和处理。
第十八条事故处理完成后,必须对热流道配电箱进行全面的检修和维护,确保设备可以正常工作。
热控安装作业指导书

热控安装作业指导书
热控安装作业指导书
1、前置工作
(1)初步检查材料是否齐全,准备完毕;
(2)对现场设备、工具的日常检查和保养;
(3)对每个安装工序进行准备。
2、安装作业步骤
(1)安装支架:用M6螺丝将支架安装在被保护物表面,支架间距不应大于500mm,支架数量应根据管道长度和形状进行合理设置,并固定好支座上的接口;
(2)管道打孔:在管道上确定热电偶的测量位置,用钻头在管道上钻孔,孔径的大小应与热电偶直径适应,夹持不应过紧,以免损坏管道表面;
(3)热电偶安装:将热电偶轻轻地插入预留的孔口,将热电偶弯曲,使得端头靠紧管壁,通过套管或接管固定热电偶,待粘合剂极度干燥后进行密封;
(4)接线:将热电偶头与接线头压紧,并注意与设备连接处的电缆一致,必要时使用隔离器隔离;
(5)热缩管固定:将热缩管套在热电偶部分接口处,使用热源加热至热缩管完全密封。
3、注意事项
(1)管壁的铁锈与污物会影响热电偶的粘附力,应在安装前进行清洁;
(2)安装时应保证热电对保护物位置的稳定性,使其不会在保护物表面移动;
(3)管道表面应保持平整,以免影响热电偶的直接顺接度;
(4)热缩管应够长,并且密封不应漏气,防止缩热管不紧或孔洞不合适导致缩热管松脱或热源穿透导致热缩管严重受损,使热电偶进入劣势状态;
(5)部分接口处和密封处使用粘合剂应注意热固性材料的使用。
YUDO温控箱CW302用户手册说明书

User Manual 温控箱CW302 TEMPERATURE CONTROLLER-CW302YUDOTemperature Controller USER’S MANUALCW302感谢使用YUDO温控卡! Thank you for choosing YUDO.使用产品前,敬请仔细阅读此手册,Please read this manual carefully before using the product.如有任何不明处请与本公司联系。
Please contact YUDO about questions.目录 CONTESTS1、使用和操作温控箱前注意事项 (4)Items to check before using the Controller& Operation Procedure (20)2、温控箱的基本结构 (5)Basic Structure of Controller (21)3、温控箱概述 (5)Outline of Controller (21)4、温控箱的表芯规格 (6)Controller Unit Specification (22)5、各部位名称 (7)Name of Component (23)6、操作模式 (7)Operation Modes (23)1)自动模式AUTO MODE2)待机模式STANDBY MODE3)手动模式MANUAL MODE7、菜单设定 (8)Menu Setting (24)1)用户一级菜单设定User's first level menu settings2)用户二级菜单设定User's second level menu settings8、错误功能显示 (13)Error Code Display Function (29)9、接线盒与线缆 (13)Connector and cable (29)10、接线端接线方法及示意图 (15)Diagram for Terminal Connection and Structure (31)11、电源接线图 (16)Electric Wiring Diagram (32)12、接线修改方法 (17)Wiring modification method (33)13、默认值 (18)Default Value (34)1)出厂默认值Factory Defaults2)用户可设定值User Settings Value14、安全标示 (19)Security Marks (35)15、故障现象及检查方法 (19)Check Point for Trouble Shooting (35)1、使用和操作温控箱前注意事项!注意内有高电压,在检查前请确认已关掉电源✓注意模具上的接线盒的接线情况和感温线类型✓检查模具接线规格与温控箱接线规格是否相匹配✓检查温控箱线缆是否匹配该温控箱✓检查接线盒和线缆✓检查发热线的电阻和绝缘状况,感温线是否连接线好✓模具安装在注塑机上并接上线缆✓检查电源开关和表芯开关是否关闭✓如输入电压(220V/380V)符合温控箱的电压规格,接上电线(输入电压值注明在温控箱箱壳的标签上,如输入电压与标签上注明的电压值不相符,那么敬请垂询当地的YUDO公司,然后改正温控箱的接线方式,接错线会引起温控箱的不正常运行,而且会毁坏表芯)✓确认温控箱的地零线(如不能区分零线(绿色),那么就易烧保险丝和可控硅)✓打开温控箱电源主开关,然后打开表芯的电源开关✓设定所需要的温度✓检查设定所需要温度达到没有,温度是否稳定注意:为了防止温度控制指令出故障,用于降温的风扇须一直运转。
热流道控制器用户使用说明书

热流道控制器用户使用说明书
步骤一:安装控制器。
→1、使用热流道系统可以改变由多个浇口产生的熔合线位置,从而改善产品的外观质量。
对于大型塑料制品,如电器外壳、汽车门板等,通常需要使用两个或更多的填充浇口才能填满产品。
→使用普通的热流道浇注系统,在注射成型时浇口同时进行填充。
产品需要改变熔接线位置时,只能通过热流道温控箱的温差改变熔体的流动速度实现熔接线位置的位移。
工艺调试复杂,产品质量难以保证,生产效率也会受到影响。
→使用时序控制器根据产品需求的熔接线位置,只需要调整浇口的开启时间关闭时间来改变熔体的流动位置而实现熔接线位置的位移。
虽然也需要花费时间调试,但是能保证长期稳定的生产,不会因热流道浇口温差而引起缺陷。
·方法二:可以独立控制浇口的注射量,从而调整产品的阴阳色、缺胶、毛边、烧焦等缺陷。
对于由两个浇口以上的热流道模具在注射成型时出现的毛边、某个筋位填充不满、烧焦等缺陷,通常需要使用多级注射的压力速度找位置调整缺陷。
但是,有时无法进行调试,只能通过修模处理缺陷问题。
使用时序控制器改变单个浇口的开启时间关闭时间,就可以实现产品缺陷的调整。
热流道系统作业指导书
热流道系统标准的作业程序指导书—江门工程塑料热流道温控箱厂家文/热恒热流道公司随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工越来越明细,品质成本急剧增高,导致各工序的管理困难。
如果只靠口头传授操作方法的话,没有办法控制产品的品质。
因此,工厂必定会制作一份作业指导书的形式统一各个工序的操作步骤及方法。
江门工程塑料热流道温控箱厂家,也制定了一份属于他们的一套热流道系统标准的作业程序指导书,现跟大家分享一下:重要事项:在模具上机以前,请检查热流道的接线方式是否与正要使用的温控器的接线方式相符合,感温线的型号是否匹配(道和的感温线型号为J型,相对应的温控箱的控制方式也要为J型)电缆线接线方式是否匹配,所有接线是否完备,此工作需由专业电工或有经验的机修来进行!1、前期检查a.将模具安装在机台上,并且连接所有冷却回路、油压回路、气压回路;b.确认连接热流道系统的温控器是否正常;c.打开控制器主电源,接着逐一开启各组温控,并且启动除湿功能,观察各组温控表的温度变化。
2、启动初期应注意事项a.检查所有电线接头有无松脱、电线有无破损露出铜芯现象,或发生漏电,漏气等现象,如有发生,立即修复。
b.开启所有冷却回路,使模具保持在恒温,尤其是使用对温度高敏感度的材料,更应注意。
c.用最大背压,将塑料挤进热浇道系统,当料出现在进浇点时即可。
d.打开温度控制器。
e.待温度上升至设定温度时,即可成型。
f.前20模,需特别注意,射出量是否等于成品的重量,如发现成品的重量不足时,应立即查明原因。
3.热流道系统的关机程序:a.用一般清洗螺杆的材料来清洗热流道系统;b.关掉温控器,不停的空射,直到射不出胶为止;c. 保持冷却水一直开启,直到模具温度接近室温为止。
4.暂停使用:如需暂停,要把温控器关掉或把温度降低50%5.换色a.用全新的PP料空射来冲洗炮筒和热流道系统;b.把温控器关掉;c.让冷却水一直运作,直到模具温度接近室温;d.重新打开温控器,把温度调高20度,e.再次冲洗,这时粘在热流道的流道孔上的料经过冷却后再次加热会自动脱落,对于换色会有较大帮助,如没有达到预期效果重复操作。
热控电缆接线作业指导书

热控电缆接线作业指导书说明:本作业指导书的使用范围为全厂范围内热控电缆接线工作,参考一台600MW机组工程。
1.工程概况1.1 施工地点及施工范围施工地点为集控室、电子间、锅炉岛、汽机岛。
施工范围为集控室、电子间热控盘柜,锅炉岛、汽机岛就地热控盘柜、接线盒、设备,部分公用系统电缆接线,以及就地热控仪表的电缆整理接线挂牌。
1.2 主要工程量电子间盘柜接线3791头;就地电动门配电箱700头;就地接线盒及仪表6500头。
1.3 工程特点设计单位多、接口问题较多;工期紧:由于土建及机务专业的滞后,整体工期没有给热控专业预留时间,热控专业的施工只能穿插在土建与机务之间进行,工作异常紧张;解决问题周期长:由于设计问题较多,而设计设备采用分岛招标,相关单位及部门众多,而解决问题的环节繁琐,很多问题解决时间较长,严重影响现场施工。
本项工程在工期紧张的情况下,要求努力提高施工工艺,一次验收合格率为100%,为工程能够最终夺得鲁班奖打下良好的基础,电子间电缆接线的准确性及工艺好坏、直接影响到机组能否顺利移交及热工整体施工工艺。
2.编制依据2.1 设计院的热控接线图;2.2《电力建设施工及验收技术规范》(第5部分:热工自动化)DL/T5190.5-2004;2.3《火电施工质量检验与评定标准》(热工仪表及控制装置篇)电力部电综[1998]145号;2.4《施工组织设计》;2.5《公司环境管理体系文件》;2.6 山东电力建设第一工程公司《质量环境职业健康安全管理与体系程序》;2.7 山东电力建设第一工程公司热工施工处《危险因素辨识与评价表》和《重大危险因素清单》;2.8《电力建设安全工作规程》(第1部分:火力发电厂)DL5009.1-2002;2.9《电力建设安全健康与环境管理工作规程》国家电力公司国电电源[2002]49号。
3.开工应具备的条件和施工前应做的准备3.1 设计图纸已交底、会审完毕。
3.2 作业指导书已编、审、批完毕并已正式出版下发。
注塑机操作、保养指导书
注塑机操作、保养指导书1. 目的:本作业指导书用于指导书注塑机操作人员注塑机操作、保养以及安全注意事项。
2. 适应范围:本指导书只适应于宁波海天机械有限公司注塑机。
3. 开机前准备:3.1检查液压油和润滑油油量,分别查看液压油是否在中线以上,润滑油是否足够,否则禁止开机,并报修。
3.2检查液压油温度是否在55℃以下,否则,应报修。
3.3开启料筒加热系统,直到料筒温度达到设定温度后,方可进行注塑操作。
3.4启动油马达,当机器空转时,查看系统压力计读数是否为0Pa,当机器运转时,查看压力计读数是否140Pa,否则,禁止进行操作,并及时报修。
3.5检查各润滑点是否良好,各紧固螺钉是否松动。
3.6检查安全装置:按下列步骤检查安全门和紧急停止开关是否操作正常,否则,禁止进行操作,并及时报修。
3.6.1按油泵马达启动按钮,启动油泵马达。
3.6.2在操作盘上将操作模式开关设置于“手动”。
3.6.3打开安全门,将锁模开关设置于“锁模”,确定移动模板不会移动。
3.6.4关闭安全门,确定移动模板向前移动。
3.6.5按下紧急停止开关,确定移动模板是否向前移动。
3.6.6关闭移动防护门,保险撞块会使机械保险挡块抬起,并压下电器保险开关,同时使液压保险开关弹起。
3.7操作人员必须经过培训并领到本设备上岗操作证后,方能操作本设备。
4.操作须知:4.1安装模具:4.1.1设定操作模式开关于“装模模式”。
4.1.2设定模具开关于“开模”,即打开模板。
在顶针板于前位限时装上顶出杆,然后把顶针板退回后限位,确保顶出杆不突出动模板。
4.1.3把模具放入两模板、格林柱之间,并用定位圈校正。
4.1.4设定模具开关于“闭模”使模具处于移动模板和定模板之间,使模具能合适的合拢。
4.1.5停止油泵,然后则可根据模具的尺寸用适合的夹具将模具固定在移动模板和定模板之间。
4.2设定料筒温度:4.2.1连接冷却水管至料斗冷却口,从液体观察窗观察到冷却水流动。
注塑类内外饰模具通用技术规范

3.26.2 其余零件按照双方协商制定,并满足模具寿命和使用要求。 3.27 注塑成型模具表面有皮纹时,皮纹样式必需符合长安公司提供的皮纹样板 (CTF 样板)及皮纹深度、范围要求。
第 7 页 共 23 页
3.28 内饰件(外饰件)有皮纹要求时,为了具有同一风格装饰效果纹理,模具 型腔的选材必须保持一致。 3.29 模具零件品牌及材料要求。 严禁私自变更和长安达成一致的模具制造过程中所选用的钢材、热流道、关 重标准件等,(如有异议,请提交申请,经长安同意后方可使用)。 3.29.1 模具供应商必须提供相关材料必须证明所备材料符合本要求。若对模具 材料选择若有异议,需书面提出建议,双方商议确认最终材料要求。 3.29.2 模具主要部件材料明细参考下表:
第 2 页 共 23 页
目
录
1.范围 2.规范性引用文件 3.基本要求 4.流道系统 5.液压机构、抽芯及复位机构 6.冷却系统 7.滑块、斜顶机构 8.导向、锁紧及镶拼 9.顶出系统 10.模具安装、起吊 11.品质要求 12.检查 13.项目管理 14.设计变更 15.提交资料 16.其他要求
3.30 在成型部位中,产品和模具均要做断差,采取天包地方式,中小型模具 0.05mm, 大型模具 0.1mm,保险杠等 0.15mm,对于影响内外饰精致工艺 的部位须另单独提出。 4、流道系统 4.1 热流道要求: 4.1.1 供应商模具数据流道系统信息须符合长安汽车股份有限公司 《模流分析报 告》中关于模具流道信息的要求,其主要包含:流道的分类(模具中采用热 流道还是冷流道),流道的截面形状(圆形、梯形、椭圆形等)、流道的尺 寸大小、浇口的形式(点浇口、侧浇口、潜伏式浇口等)、浇口的尺寸大小、 浇口的位置以及浇口的数量等。 4.1.2 浇口套与注塑机喷嘴的配合要求良好,无漏胶。 4.1.3 升温时间要求:热流道 200℃/30min;热喷嘴 200℃/20min;并且能够有 热电偶等加热控制装置对热流道进行精确控制。 4.1.4 热流道总成要耐受在 100-300℃的工作温度所产生的热变形以及需能耐
热流道配电箱安全操作规范

热流道配电箱安全操作规范1、目的建立形成文件的操作规范,对龙昌公司的热流道配电箱操作进行控制,保证产品成型效果满足求。
2、适用范围本文件适用于龙昌公司的通用底座产品操作.3、相关部门注塑部4、图片:5、安全操作步骤:1>将配电箱主电源线(380V)接入注塑机和配电箱,将热流道系统电源线接入配电箱和模具。
2>打开电源总闸,将M1主流道开关打开,将其温度设置220度,待温度上升到设定温度时,再将分流道G1、G2、G3、G4设定到相应的温度220度(根据产品特性需求而设置),待温度上升至设定温度时。
3>调校注塑机生产,在调校过程中发现产品出现烧黄或烧黑现象,须将相对应的分流道温度1度一个阶段的下调,发现产品出现走胶不齐现象,须将相对应的分流道温度1度一个阶段的上调,直至产品OK。
4>调试OK后,在正常啤塑中分流道温度会因模具长期生产,模温的有一定程度的升高,导致产品出现烧黄或烧黑现象,这样还须将相对应的分流道温度1度一个阶段的下调,直至调试OK。
5>当产品生产完时须在第一时间内将分流道和主流道温控系统关闭,最后再将总电源关闭,再将注塑机和模具的电源线拆除摆放于配电箱处。
6、注意事项:1>检查电源线不能有破损、露铜现象,配电箱主电源线和热流道系统电源线不可接错。
2>当设备出现异常机器故障时,操作员不得擅自拆开设备处理,应立即关上该设备电源开关,并报相关负责人员检修处理。
7、保养1>定期对温控系统进行检验,确保设定温度于实际温度相符。
2>停机时应关闭电源,对机器进行清洁,可用干布擦试机表面,若尘埃较多,又擦试不到的地方,可用压缩空气吹扫。
热流道模具安装说明

熱澆道系統的安裝使用2003大綱•系統中的重要尺寸•使用前檢查•安裝•運作•保養•故障排除與溝通熱澆道組裝的重要尺寸(1)熱澆道系統的檢查零組件的數量列於隨貨運送的材料表中,檢查時需詳細核對,特別注意小型零件的核對,如”O”型環,閥針與螺絲的數量. 如果訂購模組,將更容易檢查物品是否齊全。
–目視檢查灌嘴是否因運輸而導致受傷,如果完好,請立即將加熱器與感溫偶編號–檢查分流板的所有零組件是否正確符合要求。
–檢查電氣接頭是否符合要求。
灌嘴的電氣檢查熱澆道系統電氣零件與一般模具零件不同,電氣檢查是必需的,尤其是電的安全與功率方面–加熱器的接地電阻必需要大於50,000Ω–加熱器的電阻是否與材料表所標示的符合–感溫偶分接地型與非地型,一般使用接地型–如果使用J 型感溫偶,YUDO用黃色束套來識別,紅線為+,黃線為-分流板的電氣檢查–檢查加熱器的接地電阻值–檢查加熱器的電阻值–檢查感溫偶的型別(J.K)–檢查感溫偶的電阻值Installation (安裝1)•安裝中心定位銷, 墊圈與定向銷並檢查安裝後高度不可高於圖面尺寸,Installation (安裝2)•安裝灌嘴並檢查安裝後的高度•將電源線依序標示號碼Installation (安裝3)•安裝止漏環於灌嘴上面Installation (安裝4)•安裝分流板於灌嘴上方,並檢查是否貼緊灌嘴•將電源線標示號碼Installation (安裝5)•用扭力鈑手固定分流板Installation (安裝6)•檢查分流板安裝後高度需高於熱流道板+0.10mm熱澆道的安裝(7)•檢查厚度並將模板組合起來熱澆道的安裝(8)•調整模板並用二根的定位銷來固定熱澆道的安裝(9)•鎖上結合模板的螺絲熱澆道的安裝(10)•置入定位環並用M8螺絲鎖上•鎖上接線盒安裝線路的規則(1)•在接線的時候要確保加熱器和感溫線對應,所以要將加熱器與感溫線的接頭先做編號•視圖方向是從成型機灌嘴試圖•先將灌嘴編號, 在模子中央的灌嘴編為1號安裝線路的規則(2)•先將灌嘴編號,再將分流板編號•接線順序:從右上方(X軸:+,Y軸:+)循逆時針方向依序接線,分流板的接線方法也相同在接線盒上的接線方式(1)在接線盒上的接線方式(2)•安裝銘牌於模具側邊Installation熱澆道系統的運作(1)在模具安裝在成型機以前,請檢查熱澆道的接線方式與接頭是否與溫控器的接線方式與接頭相符合,所有接線是否完備–前置檢查•將模具安裝在機台上,並且連接所有冷卻迴路、油壓迴路、與空氣迴路。
热流道模具接线统一作业指导书课件

1:目的 为了温控箱热流道接线统一, 温控箱和模具能够任意互换 接线标准化
热流道模具接线统一作业指导书温控箱Leabharlann 电源开关主流道温控表
注咀调压表
热流道模具接线统一作业指导书
航空插座
温控箱的组成
热流道模具接线统一作业指导书
温控表接线图
热流道模具接线统一作业指导书
调压表接线图
热流道模具接线统一作业指导书
加热圈
热电偶接线图
本公司使用的热电偶(也叫感温头)J型范围0-400c°
热流道模具接线统一作业指导书
航空插座接线图
热流道模具接线统一作业指导书
布线时做好标记
热流道模具接线统一作业指导书
压接工具
航空插座
冷压公针
热流道模具接线统一作业指导书
冷压钳
压线
热流道模具接线统一作业指导书
1:取下临时编号胶带, 换上正 式线号。
2:剥离电线绝缘层后, 将导线插入冷压针, 用 压 线钳压紧。
3:压接完毕后检查是否 压紧。
完工检查
热流道模具接线统一作业指导书
热流道模具与温控箱接线统一规定作业指导书

热流道模具与温控箱接线统⼀规定作业指导书
2、温控箱上的连接器⼀般为母芯如(图三),连接电缆线的公芯如(图四),图五为温控箱对接线图
四、在将电缆的母芯如(图六)接到模具接线盒上的公芯如(图七),图⼋为模具对接线图
作成:确认:批准:
⼀、⽬的
1、感温线型号使⽤J型感温线。
2、6组以下包含6组的热流道使⽤24针连接器。
3、7组以上包含7组的热流道使⽤两个24针连接器。
1、所⽰每⼀组线都对应⼀个编号如(图⼀)、为接线⽅便通常按分流道(产品1号2号3号)依次接完再接主流道的顺序进⾏,要与温控箱点数对应。
四、接线⽅式
硕昌(上海)精密塑料制品有限公司
为了流道接线统⼀,减少⼀个模具对应⼀个温控箱带来的成本增加,减少热流道模具的损坏和减少调试⼯艺找热流道点的⿇烦⼆、适⽤范围
本规范适⽤于上海昌美和硕昌公司所有热流道和后期新开模具
三、规范
从左第⼀组起依
次为产品1#⽳、
2#⽳、3#⽳等等从右到左为主流道1、2、3等等。
平伟模具技术标准及接头规范
平伟模具技术标准及接头规范一、定位圈1、外径要求600T-650T设备的模具:Φ200mm;800T-1200T设备的模具:Φ250mm;1600T-4000T设备的模具:Φ315mm。
2、高度35mm,要求下沉10mm,外凸25mm。
3、与注塑机射嘴接触的模具定位圈R面﹥R20。
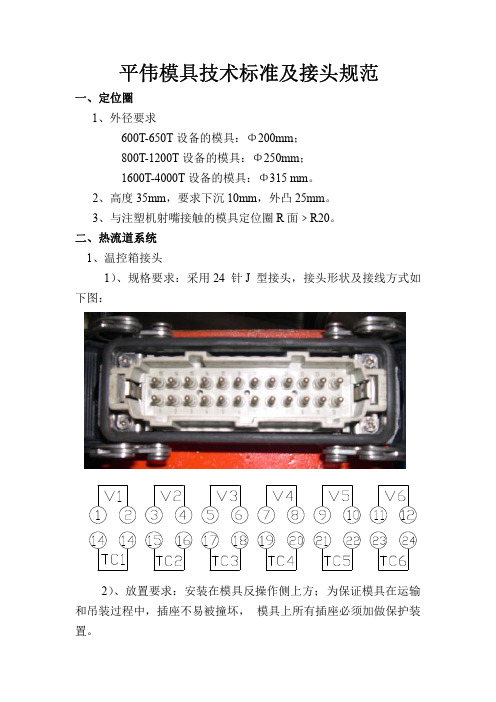
二、热流道系统1、温控箱接头1)、规格要求:采用24针J型接头,接头形状及接线方式如下图:2)、放置要求:安装在模具反操作侧上方;为保证模具在运输和吊装过程中,插座不易被撞坏,模具上所有插座必须加做保护装置。
2、顺序阀接头1)、规格要求:电接头采用同温控箱一样的接头,为便于区分,采用24针母接头,安装在温控箱接头同一位置。
接头形状及接线方式如下图:2)、气动接头采用内径φ10的快速接头。
3、电磁阀:安装在模具操作侧中上方。
4、冷却水采用集成块将多组冷却水串联,进、出水接头采用2个内径Φ12的快速接头。
见下图:三、冷却系统1、接头规范1)、380T以下设备的模具水嘴采用内径为φ10或φ12的气动快速接头,见下图:规格要求有:3/8Xφ10;3/8Xφ12;1/4Xφ10;1/4Xφ12。
2)、380T以上(含380T)设备的模具水嘴采用铜快速接头,见下图:集成块进、出水采用中压自锁公接头,规格要求有以下3种:M33X2(A20,NPT1’);φ1“;φ1/1/2“。
2、安装要求:冷却系统需加隔水片时,隔水片要求为铜片;冷却水嘴周边应有足够的避空位,以便安装;用于连接各水路的串连水管必须紧贴于模具,不允许掉在模具外形尺寸之外。
1)、380T以下设备的模具冷却水外观示意图如下:模具操作侧此类接头采用内置式直头水嘴将冷却水串模具反操作侧根据水路复杂程度及流程决定可以分为1进1出、2进2出、3进3出等;与注塑设备连接的接头必须用内置式快速接头;冷却水嘴须标进出水及序号标记。
2)、380T以上(含380T)-2000T设备的模具要求集成快装,即定模一组水、动模一组水,采用分水盘集中供水,进出水采用规格为M33X2(A20,NPT1’)中压自锁公接头。
热流道、温控箱的使用
b、打开温控箱电源开关,进入感 温线型号选择,按F键3秒,温控表 显示C∟为0,再按设定键SET,一至 往下按,直至显示K或J或P∟时, 按上加键或下加键,选择所需之型 号,然后按设定键SET退出,SV、
PV显示温度值为止。
热流道系统 一、热流道系统的概术 二、热流道系统的优点及缺点 三、热流道主要构件
P:表示功率(W)
d 热流道的接线方式有很多种, 如接线方式与温控箱接线不相符, 将会导致温控箱异常及热流道中 热电偶烧坏,造成一定的经济损
失。
Thanks
F、表示功能键及移动键
▲:表示上加键及自动演算键, 按此键3秒,可以进入自动演 算状态。
▼:表示下加键及开关键,按 此键可关闭温控器所有输出,
只显示实际温度值。
参数设定
a、根据热流道感温线型号,可在温
控器设定所需型号,如感温线型号与 温控箱内设定型号不一致,热流道内 实际温度误差较大,J型感温线温度 加热200℃转换成K型则显示 240℃-250℃左右,误差值在20%左 右。
无磁性 2、美规标准白色为
பைடு நூலகம்
蓝色条纹
正极,红色为负极。 3、电源无正负极之
有磁性
分。
也可通过观察感温线外表来识别,探温头与 线连接处有标识,IC或J,CA或K
b 发热线为交流200V,无正负极之分
c 可根椐公式计算出热流道每组电阻值、功率等。
I:表示电流(A) U:表示电压(V) R:表示电阻(Ω)
一、热流道系统的概述
使用热流道系统可以提高生产 连续而不产生水口料,通过对 热流道的加热,使融化状态的 胶料在成形产品前一直保持熔 融状态,直至产品成形。
二、热流道系统的优点及缺点
优点:
热流道温控箱用户手册-2013-Tinko版

4.4.4 控制模式: z PID 自动控制模式: 1)控制器采用 PID 算法进行自动温度控制; 2)这种类型的控制是一个闭环系统,需要热电偶提供温度反馈信号。 z 待机模式: 1)控制器采用 PID 算法进行自动温度控制,目标值为 SV×(Stb-P)%。 2)待机时间(Stb-t)结束后,控制器自动返回 PID 模式。 z 人工控制模式: 1)控制器的输出功率百分比显示在 SV 上,通过∨∧按键进行手动调整; 2)这种类型的控制是一个开环系统,不需要温度反馈信号,可以在热电偶损 坏或者未接热电偶进行系统调试的情况下使用; z AT(PID 参数自整定)模式: 为了得到最佳控制效果,在第一次使用或者加热系统改变时,可以进行 PID 参数自整定(AT)。 注:1)启动 AT 功能(PID 参数自整定)时,PV 值必须低于 SV 值; 2)自整定结束后,控制器自动保存新的 PID 参数并返回自动控制模式。
4
4.4.2 工程师菜单: 4.4.2-1 第一层工程师菜单: 第一层工程师菜单操作流程图
在 LCK 菜单输入状态下,SV 显示窗口输入 2,并短按 SET 键进入第一层工程 师菜单;在菜单设定状态下,短按 SET 键保存参数并进入下一个菜单;通过累加 累减键更改对应的参数。 ①Sn(传感器类型选择): 0 — J 型传感器, 1 — K 型传感器,
调压输出示意图
注: 1)调压方式输出适用于电源电压在 AC190V~AC250V 之间; 2)调压方式可达到精确控温的目的,但是电源噪音会比调功方式大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、温控箱上的连接器一般为母芯如(图三),连接电缆线的公芯如(图四),图五为温控箱对接线图
四、在将电缆的母芯如(图六)接到模具接线盒上的公芯如(图七),图八为模具对接线图
作成: 确认: 批准:
一、目的
1、感温线型号使用J型感温线。
2、6组以下包含6组的热流道使用24针连接器。
3、7组以上包含7组的热流道使用两个24针连接器。
1、所示每一组线都对应一个编号如(图一)、为接线方便通常按分流道(产品1号2号3号)依次接完再接主流道的顺序进行,要与温控箱点数对应。
四、接线方式
硕昌(上海)精密塑料制品有限公司
为了流道接线统一,减少一个模具对应一个温控箱带来的成本增加,减少热流道模具的损坏和减少调试工艺找热流道点的麻烦
二、适用范围
本规范适用于上海昌美和硕昌公司所有热流道和后期新开模具
三、规范
从左第一组起依
次为产品1#穴、
2#穴、3#穴等等从右到左为主流道1、2、3等等。