干气密封的常见故障及案例分析28页PPT
干气密封问题分析及处理措施解析

2020年10月23日星期五
3.1 开车注意事项
❖ 在开油循环之前,必须将隔离气通上,以保证油不 进如干气密封。
❖ 投密封气顺序,依次为隔离气、二级密封气、一级 密封气 。
❖ 针对103J待缸体压力达2.7MPa以上后方可对机组 进行盘车(建议手动盘车),以保护干气密封。
2020年10月23日星期五
图4 串联式干气密封结构示意图
一级密封气
一级放空 二级密封气
二级放空
2020年10月23日星期五
2.1 一级密封工作原理
一级密封也叫主密封,当机组达到一定工作转速时, 密封气沿动环槽进入动静环之间形成刚度较强的气膜,从 而阻止工艺气的泄漏。
在机组未达到最低工作转速时,一级密封气用 8.1MPa的氮气做密封气源。当机组达到最低工作转速 后,从机组出口端引出的工艺气体(压力超过8.1MPa) 经过滤、调压后作为其密封气源,其少量泄漏气送火炬燃 烧(因含少量合成气),一级密封气源多数进入压缩机缸 体内部,作为机组工艺气循环。
❖ 当机组达到最低工作转速时,需将一级密封气切换 为出口工艺气 。
2020年10月23日星期五
3.2 停车注意事项
❖ 当机组出口压力低于8.1MPa(机组达最低工作转速) 时,需将一级密封气切换为高压氮气。
题导致干气密封失效,但产生的弹簧力不够均匀,一 旦失效将导致整个干气密封失效。 ❖ 多弹簧
产生的弹簧力较均匀,更稳定,且一个弹簧失效 还有其他弹簧起到保护作用,但安装不方便。 ❖ 目前多弹簧使用范围较广
2020年10月23日星期五
1.3 动静环材质配合
❖硬对硬配合,动环为碳化硅,静环为碳化硅 并经表面涂覆DLC处理,以FLOWSERVE 制造厂为代表。
干气密封课件(段)——【精品培训课件】
主要特征
•允许最大的轴向窜量为正负2.5~3mm. •允许最大径向跳动为正负0.4~0.6mm •能够在全压下启动,停车。 •极低的工艺气泄漏。 •能承受速度和压力的快速变化。 •由于非接触运行,使用寿命高。 •集装式设计易安装,保护关键密封组件。
SNS
干气密封操作注意事项
• 密封气要求干燥洁净,固体颗粒的大小小于5um • 必需始终保证干气密封各个密封端面上、下游 • 压差为正压差(3bar左右) • 单向旋转槽型不可反向旋转 • 开车时,先投置隔离气,再投轴承润滑油。 • 停车时,反之。
➢该结构复杂,S但N由S于其可靠性最高,目前在中
高压的离心压缩机轴封中已成为标准配置。
压缩机带中间梳齿串联式干气密封HXGSYFAMA
串联干气密封适用于允许少量工艺气泄 漏到大气的工况。串联式干气密封通常情况下 采用2级结构,第I级密封(主密封)承担全部 或者大部分负荷,第II级密封作为备用密封承 受很小的差压。通过主密封泄漏出的工艺气大 部分由火炬线排出,少量工艺气通过II级密封 泄漏出,通过放空管线排空。当主密封失效时 第II级密封起主密封的作用,保证工艺介质不 向大气泄漏。
•均匀分布的具有一定数量的浅槽。 •槽深6-10微米。 •槽形为收敛形状。 •具有方向性。 •非接触间隙3~5微米。 •不能反压工作。
SNS
简化的剖面图
干气密封的原理
• 这是螺旋槽式的干气密封 动环。
• 当旋转环(动环)高速旋 转时,旋转环或静止环端 面上的螺旋槽将外径处的 高压气体向下泵入密封端 面间,气体由外径向中心 流动,而密封坝节制气体 流向中心,于是气体被压 缩引起压力升高,在槽根 处形成高压区。
干气密封
第一部分 干气密封
• 随着石油化工、能源工业的发展以及人们安全环保 意识的提高,对各类转动设备轴封的要求也越来越 高。目前,国内绝大多数石化企业转动设备轴封型 式采用的是单端面机械密封或双端面机械密封。单 端面机械密封结构简单,但存在工艺介质易泄漏的 问题,不适合输送易挥发介质;双端面机械密封用 外引密封液做润滑冷却介质,密封结构及辅助系统 较为复杂。由于机械密封为接触式密封,其使用寿 命已经不能满足石化企业长周期运行的要求。干气 密封的出现,是密封技术的一次革命,它具有使用 寿命长、无介质泄漏、轴功率消耗低等优点,因此, 得到广泛应用。
离心压缩机干气密封原理与典型故障分析
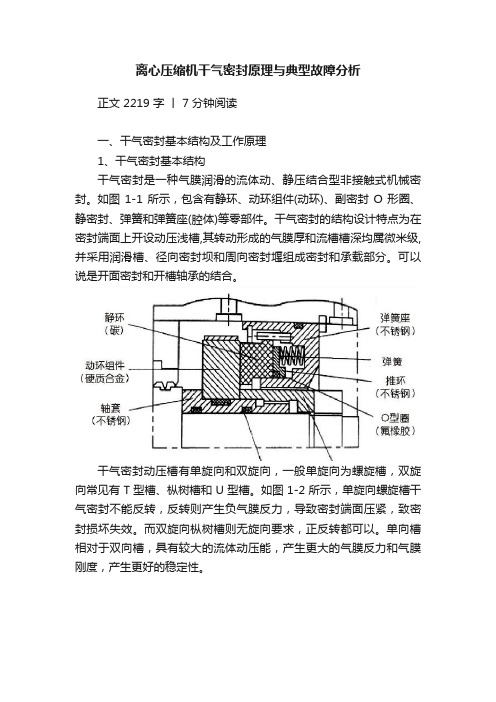
离心压缩机干气密封原理与典型故障分析正文 2219 字丨 7 分钟阅读一、干气密封基本结构及工作原理1、干气密封基本结构干气密封是一种气膜润滑的流体动、静压结合型非接触式机械密封。
如图1-1所示,包含有静环、动环组件(动环)、副密封O形圈、静密封、弹簧和弹簧座(腔体)等零部件。
干气密封的结构设计特点为在密封端面上开设动压浅槽,其转动形成的气膜厚和流槽槽深均属微米级,并采用润滑槽、径向密封坝和周向密封堰组成密封和承载部分。
可以说是开面密封和开槽轴承的结合。
干气密封动压槽有单旋向和双旋向,一般单旋向为螺旋槽,双旋向常见有T型槽、枞树槽和U型槽。
如图1-2所示,单旋向螺旋槽干气密封不能反转,反转则产生负气膜反力,导致密封端面压紧,致密封损坏失效。
而双旋向枞树槽则无旋向要求,正反转都可以。
单向槽相对于双向槽,具有较大的流体动压能,产生更大的气膜反力和气膜刚度,产生更好的稳定性。
2、干气密封工作原理如图,对于螺旋槽干气密封,其工作原理是靠流体静压力、弹簧力与流体动压力之间的平衡。
当密封气体注入密封装置时,使动、静环受到流体静压力的作用。
而流体的动压力只是在转动时才产生。
如图1-2所示,当动环随轴转动时,螺旋槽里的气体被剪切从外缘流向中心,产生动压力,而密封堰对气体的流出有抑制作用,使得气体流动受阻,气体压力升高,这一升高的压力将挠性安装的静环与配对动环分开,当气体压力与弹簧力恢复平衡后,维持一最小间隙,形成气膜,膜厚一般为3-5μm,使旋转环和静止环脱离接触,从而端面几乎无磨损,同时密封工艺气体。
3、干气密封的类型干气密封基本结构类型有单端面密封、串联式密封、带中间迷宫串联式密封和双端面密封。
(1)单端面密封适用于没有危害、允使微量的工艺气泄漏到大气的工况。
如N2压缩机、CO2压缩机、空气压缩机等。
(2)串联式密封适用于允许少量工艺气泄漏到大气的工况。
一般采用两级串联布置方式,一级为主密封,二级为备用密封。
离心式压缩机干气密封典型故障 案例分析
离心式压缩机干气密封典型故障【案例背景】干气密封是20世纪60年代末在气体润滑轴承基础上发展起来的一种新型产品。
1968年约翰克兰公司最先研制出圆弧面螺旋槽非接触式机械密封,随后几年内研制出平面螺旋槽非接触式气体端面密封,并在得到实际应用。
80年代后期约翰克兰公司开始研制双向转动干气密封。
国内干气密封研制起步较晚,在1996年底,才有天津鼎铭密封公司研制的第一套国产干气密封应用成功。
随着石油化工行业的不断发展,离心式压缩机组作为行业内的核心设备,对轴封的使用要求也越来越严格,干气密封作为目前最先进的密封形式,得到了广泛的应用。
伴随着应用范围的逐渐增大,干气密封在使用过程中的故障频率也在不断增加,因此对干气密封在使用过程中出现的故障进行准确的判断分析并采取有效的处理方法,防止故障的发生,显得更加重要。
【案例描述】一、干气密封技术基本结构原理典型的干气密封结构包含有静环、动环组件(旋转环)、副密封“O 暠形圈、静密封、弹簧和弹簧座等零部件。
静环位于不锈钢弹簧座内,用副密封“O暠形圈密封。
弹簧在密封无负荷状态下使静环与固定在转子上的动环组件配合,如图1所示。
要求动环组件和静环配合表面平面度和光洁度很高,动环组件配合表面上有一系列的螺旋槽,如图2所示。
随着转子转动,气体被向内泵送到螺旋槽的根部,根部以外的一段无槽区称为密封坝。
密封坝对气体流动产生阻力作用,增加气体膜压力。
该密封坝的内侧还有一系列的反向螺旋槽,这些反向螺旋槽起着反向泵送、改善配合表面压力分布的作用,从而加大了开启静环与动环组件间气隙的能力。
反向螺旋槽的内侧还有一段密封坝,对气体流动产生阻力作用,增加气体膜压力。
配合表面间的压力使静环表面与动环组件脱离,保持一个很小的间隙,一般为3μm左右。
当由气体压力和弹簧力产生的闭合压力与气体膜的开启压力相等时,便建立了稳定的平衡间隙,起到密封作用。
这种机制将在静环和动环组件之间产生一层稳定性相当高的气体薄膜,使得在一般的动力运行条件下端面能保持分离、不接触、不易磨损,延长了使用寿命。
干气密封典型案例分析

更换轴端梳齿,加大平衡管,提高氮气压力。
15、 加氢类机组问题
主要是各类柴油加氢、加氢精制、加氢裂化化装置的高压加氢机组,经常出现的问题如下:
气源选择: 早期设计采用新氢作为密封气,长期运转后逐渐出现密封气带油严重的的问题,导致密封 泄漏异常,因为新氢往往来自往复压缩机,随着运转时间的增加或者检修后,新氢易出现带 油情况。目前设计均采用机组自身出口端气体。 带液: 加氢类机组的聚结器排凝与过滤器自身的排凝很重要,曾出现过不及时排凝,导致液体随
经验总结: 小轴径,高转速、轻质转子,设计上应着重考虑密封重量对轴系的影响。 密封设计上专门制定了对小转子、高转速干气密封设计的要求。
9、 加工问题
一级进气与一级泄漏气管路分度很接近,加工时两孔打 通,造成气体短路,工艺气泄漏。
情况说明: 机组为丙烯压缩机,装机后进行静压试验,低压试验时密封正常,当进行高压试验时, 一端泄漏异常,然后压力再降至低压,泄漏依然异常。 更换备件、互换密封,现象相同。 事故原因: 经过最终排查,发现机组一级密封气进气管路与一级泄漏气出气管加工时打通,形成短 路。
6、 操作失误、带液
情况说明:密封运转半月后泄漏量有增加趋势,停机维修。
事故原因:初次开车时,工艺操作失误将碱液通入了氮气管道,密封及系统被碱液污染,因
工期原因强行运转,半月后出现异常。 解决办法:彻底清扫密封系统管路,对密封进行修复。 经验总结:一旦出现此类误操作,应立即对密封清洗检查,杜绝事故扩大化。
3、 开工初期吹扫不完善
密封内部存有大量铁锈
情况说明:密封失效,平衡管堵塞,大量的颗粒导致密封端面发热严重,密封圈碳化。
事故原因:开车初期管道吹扫不干净,过滤器严重堵塞且未更换,导致杂质进入密封。机组
干气密封问题分析及处理措施

2013年2月24日星期日
3.5.1 一级放空差压增大问题判断
因为一级放空主要是二级密封气的放空,然而二级密封气是
通过一、二级级间梳齿传递。若一级放空差压增大,可能是由于:
一、二级级间梳齿磨损,导致二级缓冲气更多的通往一级放空。 判断此问题可在机组停机状态下短时间中断二级密封气源,看一 级放空差压变化情况。 静环座后端O型圈有卡涩现象,此处O型圈结构形式见图10所示。 解决此问题可通过憋压法(一级放空处有一憋压阀门,见图11所 示)瞬间憋压解决,不需要更换干气密封。
2013年2月24日星期日
3.5.3 一级放空导淋有油或其他液体排出
一级放空导淋按要求是不能有任何油污及其他任何液体排出的, 否则此套干气密封肯定失效。若出现油及其他液体,说明二级密 封组件肯定有油存在,这样二级密封动静环肯定不能打开而损坏。 所排出来的油也一定是从润滑油中串到二级密封内部,再从一级 放空排出,部分油还会进入一级密封组件里边,造成一级密封失 效。首先必须检查隔离气密封组件,同时必须对整套干气密封组 件进行更换,更换新的干气密封组件之前,需脱脂吹扫整个干气 密封管路系统,保证系统不带任何液体及其他杂质。 另外,若有液体排出,有可能是一级放空失效,导致工艺气(工 艺气本身带液)从一级放空泄漏出来。同时也可能是二级缓冲气 带液造成。总之,一旦发现一级放空导淋有油或液体排出,都必 须更换整套干气密封组件。
2013年2月24日星期日
3.5.4 二级放空导淋有油或其他液体排出
二级放空有油排出,最有可能的原因是隔离气隔离油的效果不好, 随着油气带入二级放空。若二级放空导淋有少量油排出是正常的, 但量不能多,少量存油时间也不能太长,否则将会带入二级密封 动静环之间,造成二级密封失效。在量的控制上多数是通过经验 判断,从安全方面考虑,最好更换整套干气密封组件,送出检查 清洗后做密封试验。 二级放空有液体排出,可能是二级密封气有带液现象,同时也可 能是隔离气带液造成。需要更换整套干气密封组件,也包括隔离 气密封组件。
干气密封的浅析及问题处理

干气密封的浅析及问题处理2 干气密封的原理结构干气密封是一种螺旋槽端面密封,其实质是通过气膜来实现润滑的非接触式机械密封。
在动环或者静环的端面上(或者同时在这2个端面上)加工出均匀分布的各种形式的螺旋槽,运转时密封气体沿周向被吸入螺旋槽内,径向分量由外侧向中心流动,而密封坝则节制气体流向中心,气体随着螺旋槽截面形状的变化被压缩,引起压力升高,迫使动、静密封环张开而形成气膜,由气膜产生的开启力与弹簧和介质形成的闭合力达到平衡时,密封系统形成非接触运转。
当端面外侧开设有流体动压槽(2.5~10µm)的动环旋转时,流体动压槽把外径侧(称之为上游侧)的高压隔离气体泵入密封端面之间,由外径至槽径处气膜压力逐渐增加,而自槽径至内径处气膜压力逐渐下降,因端面膜压增加使所形成的开启力大于作用在密封环上的闭合力,在摩擦副之间形成很薄的一层气膜(1~3µm)从而使密封工作在非接触状态下。
所形成的气膜完全阻塞了相对低压的密封介质泄漏通道,实现了密封介质的零泄漏或零逸出。
干气密封结构原理由旋转环、静环、弹簧、密封圈、以及弹簧座和轴套组成。
旋转环密封面经过研磨、抛光处理,并在其上面加工出有特殊作用的流体动压槽。
干气密封旋转环旋转时,密封气体被吸入动压槽内,由外径朝向中心径向分别朝着密封堰流动。
由于密封堰的节流作用,进入密封面的气体被压缩,气体压力升高,在该压力作用下密封面被推开,流动的气体在两个密封面间形成一层很薄的气膜(它替代了普通密封两个密封间的液膜)。
由气体动力学理论,当干气密封两端面间的间隙在2~3mm时,通过间隙的气体流动层最为稳定,因此,气膜厚度一般选在3mm左右,当气体静压力、弹簧力形成的闭合力与气膜反力相等时,该气膜厚度十分稳定。
正常条件下,作用在密封面上的闭合力(弹簧力和介质力)等于开启力(气膜反力),密封工作在稳定工作间隙,当受到外部干扰,气膜厚度减小,则气膜反力增加,开启力大于闭合力,迫使密封工作间隙增大,恢复到正常值。
天然气增压机干气密封故障分析与处理
1引言在众多天然气联合循环电厂中,天然气调压站多采用增压机来满足燃机前置模块的压力、温度和流量要求。
离心式增压机有处理气量大、运转可靠性强、运行效率高、结构紧凑等优点,使其成为诸多燃气发电的优先选择。
某电厂使用3台德国曼透平公司生产的四级离心式天然气增压机,在实际使用过程中全部3台增压机均发现多个干气密封损坏问题。
通过对故障干气密封的分析及处理,采取适当的技术措施,有效避免再次出现类似故障,降低维护成本,提高设备可靠性。
2干气密封系统介绍2.1干气密封结构离心式压缩机的干气密封是一种采取非接触方式实现气体密封的处理技术。
德国曼透平公司生产的四级离心式增压机的干气密封件位于轴承和压缩机级之间,是一种串联式干气密封。
干气密封的旋转部分牢牢地安装在轴上,静止部分连接到增压机外壳,防止增压机在高压高转速的运行状态下天然气泄漏到大气中。
其结构组成如图1所示。
2.2干气密封工作原理干气密封的弹簧组将可做轴向移动的静止滑环压在旋转的动环上,当密封动环的转动速度达到一定的转速时,静止滑环克服弹簧力向后移动,这样在两个密封面上形成并维持一定的密封间隙,在这个间隙里形成一个稳定的气膜,密封动环在这个间隙里的气膜上无接触地滑动。
气膜厚度一般为几微米,稳定的气膜可以使密封端面的间距保持一定的密封间隙,间隙太大,密封效果变差;而间隙太小会使密封面发生接触。
因干气密封的摩擦热不能散失,端面间无润滑接触将很快引起密封端面变形,从而使密封失效。
氮气通过密封间隙时靠节流和阻塞的作用而被减压,从而实现气体介质的密封。
增压机启动运行时,从其天然气出口管道的抽气经过一组过滤器的过滤,由流量调节阀调节压力、流量后进入首级密封进气室,通过动静滑环之间的密封间隙后排入大气。
次级密封和分离气的气源为浓度大于98%的氮气。
进入干气密封前的氮气同样需要过滤器的过滤处理。
次级密封气体进入进气室后排入大气,并且部分次级密封气体进入首级密封的排气通道与首级密封气体混合,目的是在首级密封出现故障或损坏时防止工艺气体逸出。
干气密封的常见故障及案例分析

成都一通密封有限公司
干气密封常见问题
—— 过滤系统失效
—— 密封气严重带液,超出过滤器处理能力。
—— 过滤器堵塞后未及时切换,造成滤芯破损。 ——气源中含大量的细粉,其粒度小于过滤器的精度,超出了过滤器的 处理能力,但因量大,对密封及系统均造成影响。
成都一通密封有限公司
案例分析
—— 密封气带液
某炼油厂加氢裂化循环氢压缩机 情况说明:该机组为沈鼓制造,原轴封配套的进口 干气密封,自装置2004年下半年开工以来,机组两 次停机,密封损坏共更换密封4套;2007年3月因密 封故障机组紧急停车,更换密封;2008年2月因密封 故障机组紧急停车,更换密封。 事故原因:密封气存在带液的现象,进口密封摩擦 副采用的硬对硬组对,抗干扰能力不足。 处理措施:国产化将摩擦副更改为硬对软组对,提 高密封本身的抗干扰能力;在主密封气气源进气管线 增加脱液装置,将主密封气管线的电拌热更改为蒸汽 拌热,提高主密封气的进气温度。 使用效果:2008年按上述措施处理后,在大修期 间更换密封,直到2011年大修期间,正常运行了一 个大修期,更换新密封后运行到现在,未因密封问题 出现停车检修。
成都一通密封有限公司
常见故障
—— 动压槽旋向以及低速工况
—— 安装错误,驱动端与非驱动端装反。
—— 工艺问题,机组停车不可避免存在反转
工况。 ——低速暖机工况。
成都一通密封有限公司
案列分析
—— 低转速
情况说明:该机组为国外进口(新比隆), 原轴封是随主机配套的进口干气密封,在一 年内出现多次因密封损坏导致机组停机检修, 使用厂更换另一进口供应商生产的干气密封 后,情况未得到明显的改善。 原因分析: 1、该机组汽轮机存在长时间的暖机工况, 盘车转速198r/min,开车期间需盘车24小时, 停车需盘车48小时;导致密封损坏。 2、泄漏排放管线缺陷。 处理措施:国产化密封重新调整了密封动 压槽的设计参数,降低了密封端面的启浮速 度,并对盘车工况下的机内压力进行了适当 增加,增强密封端面的静压效应。改进泄漏 管线。 使用效果:改进后的密封满足了机组的各 种工况条件,能够使用一个大修周期。
泵用干气密封系统 ppt课件

3.测量单元:监测缓冲气压力、流量参数。 4.报警单元: 当压力低于或流量高于设定值时,给出报警信
号。
5.安全排放: 将故障时超压的工艺介质引向火炬
干气密封控制系统方案
1. PLAN72
应用介质:各类烃类、腐蚀性流体。
应用结构:无压双密封
公用工程要求:需低压(通常)氮气作为缓冲 气吹扫泄漏,稀释排放物。应接火炬管网
4.PLAN74
应用介质:介质可含固体,但不能是高黏 度或易聚合
应用结构:有压双干气密封
公用工程要求:氮气压力高于泵腔至少 1.75bar
元件组成:截止阀+2~3微米过滤器(清除 颗粒,液体)+调压器(至少高于介质 1.75bar)+(孔板)+流量计+压力表 +(FSH)+低报压力开关+单向阀
泵用干 气密封控制盘
CSV GBI
CSD
CSV
CSD
GBI
SNS
3.PLAN75
应用介质:常温下不易挥发的流体,泄漏 物会凝结或气体回收系统会倒流。
应用结构:无压双密封
公用工程要求:需接火炬管网,对管网的 压力有要求。
元件组成:收集器+孔板+高报压力开关 (0.7bar)+阀门
其它:通常与PLAN72配合使用
CSD CSD
干气密封的工作气体来自空气/工艺气。当主密封泄漏时,泄漏 介质被抑制密封隔离,从CSV(抑制密封排气口)或CSD (抑制密封 排液口)流向回收系统。 优点:不需要一个缓冲气体供应系统,较经济。 缺点:干气密封与机械密封寿命稍短,介质可能发生少量外漏。
应用实例:金陵石化管网丙烯泵等
b.有缓冲气
离心压缩机干气密封故障原因分析与处理潘冬明
离心压缩机干气密封故障原因分析与处理潘冬明离心压缩机干气密封故障原因分析与处理潘冬明发表时间:2019-07-18T09:06:26.730Z 来源:《科技尚品》2019年第3期作者:潘冬明郭景涛[导读] 大型机压缩机停车过程出现倒转,造成动环密封槽为螺旋槽形式的干气密封出现损坏,将干气密封动环密封槽改型后,彻底解决了因停车时压缩机倒转造成干气密封损坏的问题,保证机组长周期稳定运行,减少机组干气密封故障检修次数,为装置带来巨大经济效益。
易高清洁能源管理服务(西安)有限公司引言随着石油、化工行业的快速发展,低能耗、高效益、零污染、长周期的发展方向已成为石油化工行业的发展趋势。
大型压缩机组是石化行业的关键设备,其密封性能的好坏决定装置能否平稳安全运行。
干气密封以其低泄漏、经济实用性好、密封寿命长和运行可靠等特点脱颖而出。
干气密封是一种新型的旋转轴用非接触密封,它是在气体润滑轴承的基础上,由接触型液膜机械密封改进而来。
上世纪60年代末,约翰克兰公司研制出首套干气密封并应用于离心压缩机。
随着密封行业以及流体动力学的快速发展,已经衍生出各种型式的干气密封。
目前,干气密封已在石油、化工、冶金、航空等行业中广泛使用。
1概述1.1离心式压缩机工作原理离心式压缩机的主要作用是压缩气体,以此达到人们在工作中的某种需求的目的。
工作中,离心压缩机通过其叶轮进行高速旋转,而且叶轮在旋转中会带动通管中的空气进行高速旋转,这样能够不断加速通道内部的空气旋转,通过气理性作用形成一种扩压器。
通常,离心式压缩机的工作原理是通过其叶轮转动,再产生空气的推动力。
在空气的作用下,将叶轮及扩压器产生的空气在流通通道内进行压缩,并且合理运用离心原则及降速原理等等,把离心机产生的机械性能转换为空气的压力功能。
此外,空气在扩压器的作用下日益压缩的过程中,会使得空气的流通速度迅速上升,从而造成通道底部空气加速度减少,而空气也会降低速度,后方的空气仍旧是不断前进和挤压的,这样就会让空气的动量势能转化为静态压能,最终达到压缩空气的目标。
干气密封问题分析及处理措施概述53页PPT

谢谢
11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
干气密封问题分析及处理措施概述
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉克利 特 17、人类对于不公正的行为加以指责 ,并非 因为他 们愿意 做出这 种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯义是财 富。— —爱献 生