西卓 冲版机使用说明书
电动冲床设备床操作说明
电动冲床设备床操作说明电动冲床设备操作说明一、安全须知在操作电动冲床设备之前,务必仔细阅读并遵守以下安全须知:1. 请确保使用本设备的操作人员具备相关的培训和资质,了解设备的工作原理和操作规程。
2. 在操作设备之前,请检查设备是否处于正常工作状态,如有问题请及时通知维修人员进行处理。
3. 在操作设备时,请佩戴适当的防护装备,如安全帽、护目镜和防护手套等。
4. 注意设备的周边环境,并确保操作区域没有杂物和其他人员,以防发生意外。
5. 请遵循设备的使用规程和操作要求,不要超负荷操作或使用不当的工具。
二、设备简介电动冲床是一种利用电动力驱动的机械设备,用于冲裁和成型金属片材。
它由床身、冲头、模具等部分组成。
床身:为设备提供支撑和稳定的平台。
冲头:用于在金属片材上产生冲击力,完成冲裁和成型任务。
模具:根据需要,选用不同形状的模具进行冲裁和成型。
三、操作步骤1. 确保设备已经接通电源,并处于正常工作状态。
2. 准备待加工的金属片材,并根据需要选择合适的模具。
3. 将金属片材平整放置在床身上,并调整好位置。
4. 按下设备上的启动开关,使冲头对准金属片材。
5. 轻按脚踏开关,设备开始工作,冲头下压对金属片材进行冲裁或成型。
6. 完成一次操作后,松开脚踏开关,停止设备的工作。
7. 检查加工效果,如有需要可以进行调整和重复操作。
8. 在使用完设备后,及时清理工作区域,并将设备关闭,并断开电源。
四、维护保养1. 每次使用后,应对设备进行基本的清洁,清除过剩的金属屑和油污。
2. 定期检查设备的紧固件是否松动,如有松动应及时加以紧固。
3. 对设备的电源线、开关和接线进行定期的检查,以确保其正常工作。
4. 根据设备的使用频率和工作环境,定期清洗和更换润滑油。
五、故障排除1. 如果设备工作时有异常响声或振动,应立即停止使用,并检查设备的运动部件是否正常。
2. 如发现设备无法正常启动或停止,应检查电源和开关,并寻求专业人员的帮助。
自助充值机说明书—硬件

FKY系列自助充值机说明书安徽兴日智能科技有限公司发行目录第一章产品说明及调试 (2)1.1产品介绍 (2)1.2功能特点介绍 (2)1.3技术规格 (3)1.4结构图及说明 (3)1.5各种功能卡介绍 (4)1.6检验与调试机器 (4)第二章操作流程 (4)2.1操作步骤 (4)2.2使用须知 (6)第三章常见问题解答 (6)3.1机器通电不显示 (6)3.2刷用户卡显示窗闪跳,同时出现“错误”提示 (6)3.3刷用户卡显示窗显示“未发行卡”提示 (7)3.4移动电话无法远程控制 (7)3.5用户卡插入“插卡口”无反应 (7)3.6纸币识别器的保养 (7)第四章保修须知 (7)第一章产品说明及调试1.1 产品介绍兴日研发生产的新一代自助充值机,采用中文液晶大屏显示器,高端ARM处理器,银行ATM机等级识币器,远程管理通讯模块,功能强大,安全稳定。
广泛适用于校园、工厂、企事业单位、小区等兴日智能卡系统的自助充值场所。
1.2 功能特点介绍●一台自助充值机支持多张用户卡使用功能。
●外壳采用高硬度特种钢承压铸造,一体成形。
●识币等级高,银行ATM机识币等级。
●具有防钓币功能。
●可通过移动电话远程开、关机器。
●可通过移动电话远程提取机器充值数据。
●可通过移动电话远程清除机器充值数据。
●可定时发送充值数据至绑定的移动电话。
●高档中文液晶大屏显示器。
●日期显示功能。
●时钟显示功能。
●存储强大,大容量存储数据及校验信息,安全性强。
●工作稳定,设计双层备份数据,确保数据安全性。
●CPU强大,采用德州原装进口ARM系列CPU,工作稳定,功能强大。
●可根据安装需要选择壁挂机、柜机。
●数据管理科学方便,可根据需要采用脱机、无线、有线等方式管理。
●可通过有线或无线网络实时定时采集机器充值数据。
●可通过有线或无线网络挂失用户卡。
●可通过有线或无线网络解挂失用户卡。
●可根据客户定制配套专用识别器识别币种。
●具备限额充值功能。
WI-SCB-05 AMADA数控冲床操作规程

1.0适用范围本规程规定了AMADA数控冲床的操作方法、工艺要求、安全使用及设备维护与保养。
适用于本公司AMADA数控冲床的操作。
2.0基本操作2.1 电源开启2.1.1 接通电源柜空开。
2.1.2 按下NC操作盘上的电源“ON”按钮冲压马达开始旋转。
●电源开启的同时,NC装置开始自我检测,直到CRT显示器画面出现为止。
2.1.3 显示部分的确认2.1.3.1 确认NC准备完毕显示灯及上死点显示灯已亮。
2.1.3.2 确认CRT画面是否在“位置显示”画面。
2.2 原点复归2.2.1 按下模式选择按钮的原点控钮(电源开启时通常已在原点的模式)。
2.2.2 按下开始(START)按钮进行全轴之原点复归。
2.2.3 确认开始(START)按钮的显示灯已经熄灭此时,+X,+Y,转塔原点的显示灯都会亮起。
●以上原点复归完毕,已可进行自动运转。
2.3 程式的调出2.3.1 按下模式选择按钮的自动按钮转换到自动模式。
2.3.2 按下调出/写入按钮画面会出现程式一览表。
2.3.3 用程式名称或游标移动按钮选择要调出的程式。
2.3.4 按下输入按钮●以上程式调出完毕。
2.4 板料的装夹2.4.1 踩下脚踏开关,打开夹爪内部锁定显示灯亮起。
2.4.2 将板料放到加工台面上。
2.4.3 按下X轴原点定位销上/下开关X轴原点定位销上升。
编制: 作成/日期:批准/日期:2.4.4 把板料靠到夹爪和X轴定位销上来做定位。
2.4.5 踩下脚踏开关,开闭夹爪,固定材料。
2.4.6 再按一次X轴原点定位销上/下开关X轴原点定位销下降到加工台面以下,内部锁定显示灯熄灭。
2.5 自动运转开始2.5.1各显示灯的亮灯,熄灯状态,请做如下的确认。
2.5.1.1 亮灯:NC准备完毕,上死点,模具脱跳2.5.1.2 熄灯:内部锁定,警告,NC警示,紧急停止2.5.2 确认CRT画面2.5.2.1 确认是否显示出所要执行程式的加工资料。
2.5.2.2 要确认程式内容时,可按下软体键中的“列示”(LIST)。
自动洗板机使用说明书

3.2.3仪器注意防尘、防震、远离强电磁干扰和腐蚀场所,同时本仪器对网电源和其它设备无强电磁干扰。仪器要求在上述2.4条规定的正常工作条件下运行。仪器不宜紧贴墙面放置,应留出不小于10公分的空间以保证空气流通,电源线插头插入网电源(AC220V,50Hz)的地方应该留有足够的地方,确保在紧急情况下电源插头能够迅速地顺利从电源插座上拔下。
如遇到螺钉或金属物掉进仪器内,以立即停止操做作,请有资质的维修人员将金属物取出后再开始操作,否则可能会引起仪器故障。
不要把试剂和水等放到仪器台面上,避免液体漏进仪器内部,对仪器造成损坏。
一、概述
DG3090型自动洗板机是配合我公司生产的DG5033系列酶联免疫检测仪而设计的产品,该产品具有操作简便、可靠性高、洗涤干净、适应多种规格酶标板的特点,其主要用途是在进行酶联免疫实验时清洗酶标板,实现酶联免疫实验过程中结合相与游离相的分离。仪器采用液晶显示、全中文操作、更易于用户操作使用。仪器能够存储多达100条用户设置的程序,在清洗板路的时侯,只需选择你已设置好的程序,仪器会自动完成你要求的操作。
2.4.4 仪器在该运输、储存条件下拿出使用前,应在正常工作条件下恢复(放置)24小时以上。
2.
2.5.1清洗头:8针、12针。
2.5.2 清洗次数:0~255次。
2.5.3清洗排数:1~12排。
2.5.4清洗通道:1~4个(标配1通道,2、3、4通道可选配)。
2.5.5浸泡时间:0~48小时。
2.5.6振板功能:振板速度1~5级,振板时间0~255秒。
东上冲版机使用手册讲解学习

键盘图标及功能说明A. 键盘左上方之喂版灯FEED此灯在闪亮时表示机器已进入待机状态,可开始喂版。
此灯不亮表示显影温度未到达设定值范围,或进版感应器正在感应中,此时不可喂版。
B. 键盘第一排之显示器TEMP.℃用于所有温度之显示或设定之用。
正常情况下是显示现在之实际显影温度。
C. 键盘第二排之显示器COUNTER DEV TIME用于所有不是温度之显示或设定之用。
正常情况下是显示现在之实际显影时间。
D. 行程显示灯DEV WASH GUM DRYER在第二排显示器下和数字键中间之灯号。
相对应显示版材行程在”显影””水洗”“上胶”“烘干”之位置。
E. 蜂鸣器蜂鸣器依以下之状态产生不同之鸣声次数:F. 触摸面版使用触摸键可设定机器所需之各种数值。
包含“显影时间”、“显影温度”、“烘干温度”、“日间氧化补充”、“夜间氧化补充”、“黑化补充”等。
触摸面版按键之功能和作用:按键按键功能:1.代码:(1.DEV.T) 数字"1";显影时间选项。
2.代码:(2.DEV.C) 数字"2";显影温度选项。
3.代码:(3.DRY.C) 数字"3";烘干温度选项。
4.代码:(4.D.AC.) 数字"4";日间氧化补充选项。
(显影) 5.代码:(5.N.AC.) 数字"5";夜间氧化补充选项。
(显影) 6.代码:(6.AB) 数字"6";冲版消耗补充选项。
(显影) 7.代码:(7.MREP) 数字"7";手动补充选项。
(显影)8.代码:(8.MO.W) 数字"8";手动进水洗之清水。
9.代码:(9.D/N) 数字"9";开关机键。
按一次开(灯亮)。
再按一次关(灯熄)。
0.代码:(0.LOCK) 数字"0";使所有显示灯亮或灭。
自动洗板机使用说明书
用户安全提示请您在仪器使用之前,仔细阅读本《使用说明书》后再进行仪器的使用。
表示保护接地端子。
任何人不许拆卸、更换,否则有可能出现触电或火灾,不要进行用户手册描述的维护操作以外的任何操作。
确认采用了指定电源,若采用非指定电源,可能会出现火灾或触电。
应该采用独立电源。
如果和其他电器设备同用一个电源插座,在插座处会格外热,容易引发火灾。
拔下插头时,不应拉电源线,应该用手指支撑着插头把它拔下来,否则,可能会触电或短路引发火灾。
不要用湿手插拔电源,可能会触电。
不要损坏电线和连接电缆等,不要踩踏、扭曲、拉扯电线和电缆,如果电线和电缆折断会发生触电或引发火灾。
不要用已经损坏的电线和连接电缆等,可能会发生触电、或引发火灾。
不要用设计要求以外的其他电线和电缆,如果电容量小,会引发火灾。
有异常动作时,应立即停止操作。
当感觉到有烧焦味或异味等,异常错误时,立刻关掉电源,拔下电源线。
必须使用有良好接地的电源插座,否则当仪器出现漏电时,会引起触电。
使用和操作时应遵照“用户使用手册”的规定或指导。
不要用松脂油、笨等化学试剂清洁外部的污滓,因为它可能引起颜色和形状的变化,用软布或湿布擦洗,对于严重的污渍,用清洗剂或75%的酒精清洁。
如遇到螺钉或金属物掉进仪器内,以立即停止操做作,请有资质的维修人员将金属物取出后再开始操作,否则可能会引起仪器故障。
不要把试剂和水等放到仪器台面上,避免液体漏进仪器内部,对仪器造成损坏。
目录一、概述 (1)二、技术性能 (1)2.1输入功率 (1)2.2熔断器 (1)2.3工作条件 (1)2.5技术参数及功能 (1)2.6工作原理图 (2)2.7产品结构组成 (2)2.8外形示意图 (3)三、安装 (4)3.1开箱 (4)3.2电源及环境要求 (4)3.3管路连接 (4)3.4开机调验 (5)四、键盘功能简介 (6)五、仪器操作 (7)5.1清洗板路 (7)5.2冲洗管路 (14)5.3压力调节 (15)六、注意事项 (15)七、日常维护与保养 (16)7.1维护与保养 (16)7.2清洁 (16)7.3消毒 (16)7.4更换熔断器 (16)7.5周期性检查 (16)八、故障排除 (17)8.1开启电源,仪器无显示 (17)8.2接通电源,仪器有显示,但仪器不自检,按键无反应 (17)8.3洗板机工作时,清洗头短针无清洗液喷出,或出液量偏少 (17)8.4洗板完毕后,酶标板孔内残液量偏多 (17)8.5每次洗板时,清洗头短针注到酶标板微孔中的洗液量超标,洗液溢出 (17)8.6洗板机工作时,清洗头短针不停的出液 (17)8.7洗板机开机以后,仪器后部的排气嘴喷水或仪器底部漏水 (18)8.8清洗头与酶标板的位置不对,清洗头、托盘运动不灵活 (18)8.9仪器开机后,清洗头或托架运动不止 (18)九、维修服务 (19)十、附件 (19)一、概述DG3090型自动洗板机是配合我公司生产的DG5033系列酶联免疫检测仪而设计的产品,该产品具有操作简便、可靠性高、洗涤干净、适应多种规格酶标板的特点,其主要用途是在进行酶联免疫实验时清洗酶标板,实现酶联免疫实验过程中结合相与游离相的分离。
自动冲版机详细操作步骤

书山有路勤为径;学海无涯苦作舟自动冲版机详细操作步骤检查: * 首先检查电器部份有无脱落的现象及外接电源是否~220V.* 开机之前先确定槽内是否都有药水或水, 槽内无水开机则会把加热器和循环马达烧毁* 辊轮. 喷水管是否都已定位, 烘干风扇保护网有无被盖住.开机: 按ON/OF键一次, 指示灯亮即显示已经开机可以冲版, 开机后显影液的温度会自动上升到达设定的温度, 此时循环系统开始动作; 如果实际液温温度已达设定的温度或超过设定的温度时, 循环喷水系统即不动作, 呈静止状态,开始冲版时才会动作.关机: 按ON/OF键一下, 指示灯熄即关机, 关机后循环喷水系统.干燥系统传动系统等均停止.入口:需要显影的PS 版从A入口放入;不需要显影的PS版从B入口放入;上胶与否可通过面板上红色开关控制,I为上胶,O为不上胶。
资料的读取: 显温: 按一次显影温度按键即可读取显影温度, 此时显示器上所显示的数字不闪烁,即实际药水的温度.接着再按一次显温按键, 此时显示器上显示的数字是闪烁的, 即是使用者的设定温度.烘温: 如同显温般, 按此按键一次, 字不闪烁时, 即是实际的烘干温度; 再按一次时字闪烁, 即显示使用者要求设定的温度. 版数: 按本按键一次, 显示器上显示出已经冲过的版的张数,如果要归零时, 按本键一次后, 再快速连按三次, 版数即归零.速度: 按本键一次, 显示器上的闪烁数字是使用者的设定速度, 数字为20~40可调,20为最快,40为最慢。
按本键一次后, 再快速的连按三次,所显示的闪烁数字是使用者设定的流程, 也就是开始冲版起到版完全离开冲版机时的时间,如果版片尚未完全出来机器就停止, 表示使用者设定流程太短了, 如果版片已经完全离开很久, 但机器仍在走不停, 则流程设定太长了. 补充:专注下一代成长,为了孩子。
KOMAX Xcell X2电子档说明书

版本 1.0操作手册全自动电池串玻璃铺设机修订版/版本历史本手册所有修订版本如下所示。
按章节分别列出第一版到最新修订版。
版本发布日期修订的章节说明1.02010 年 2 月无第一版出版商:Komax Solar, Inc.20 Innovation DriveYork PA, 17402 USA电话 717.755.6800传真 717.757.6470国际电话 +41 41 455 0 455传真 +41 41 450 1 579电子邮件 service yok@网址 未经出版商书面同意,不得复制本手册部分或全部内容。
Komax Solar, Inc. 保留对机器作出技术升级的权利,可能需改动本手册内的信息。
版本 1.0xcell X2 操作手册 xcell X2 操作手册目录1. 手册概述.........................................................................1-11.1 适用对象 .............................................................................1-11.2 适用范围 .............................................................................1-11.3 架构 .................................................................................1-11.4 更新与版本 ...........................................................................1-12. 产品描述.........................................................................2-12.1 应用 .................................................................................2-12.2 技术规范 .............................................................................2-22.3 标准化 ...............................................................................2-32.4 标准配置 .............................................................................2-33. 安全.............................................................................3-13.1 安全符号含义解释 .....................................................................3-13.2 安全警告 .............................................................................3-23.3 安全特性 .............................................................................3-33.4 能源隔离点 ...........................................................................3-54. 运输.............................................................................4-14.1 包装 .................................................................................4-14.2 搬运 .................................................................................4-14.3 防腐蚀 ...............................................................................4-24.4 到货检查 .............................................................................4-25. 安装.............................................................................5-15.1 安装地点 .............................................................................5-15.2 机器基本设置 .........................................................................5-15.3 连接机器 .............................................................................5-25.3.1 气动系统连接 ...................................................................5-25.3.2 电气系统连接 ...................................................................5-25.4 最终程序 .............................................................................5-26. 机器概述及功能...................................................................6-16.1 xcell X2 标准配置概述 ................................................................6-16.2 机座与 AccuTrack TM ...................................................................6-46.3 料盒输送装置 .........................................................................6-56.4 料盒定位器 ...........................................................................6-66.5 料盒 .................................................................................6-7 版本 1.0 目录 TOC-1xcell X2 操作手册6.6 堆积台机械手 .........................................................................6-86.7 可视性检查系统 .......................................................................6-96.8 助焊剂和助焊剂分配器 ................................................................6-106.9 焊带预置工装 ........................................................................6-116.10 焊带拆卷装置和焊带拆卷工装 .........................................................6-126.11 焊台 ...............................................................................6-136.12 电磁焊接头 .........................................................................6-146.13 真空发生器 .........................................................................6-156.14 防护装置 ...........................................................................6-156.15 气动装置 ...........................................................................6-166.16 电池串传送尾架 .....................................................................6-176.17 电池串翻转机构 .....................................................................6-186.18 台面装置 ...........................................................................6-196.19 塔灯 ...............................................................................6-207. 机器操作.........................................................................7-17.1 操作员界面 ...........................................................................7-17.2 开机前检查 ...........................................................................7-27.3 机器首次启动 .........................................................................7-37.4 机器加工周期和运行功能 ...............................................................7-47.5 从紧急停止恢复 .......................................................................7-57.6 防护装置拆卸 .........................................................................7-67.7 清除电池串 ...........................................................................7-67.8 系统关闭 .............................................................................7-68. 软件操作.........................................................................8-18.1 图形用户界面 (GUI) ...................................................................8-18.2 导航按钮 .............................................................................8-28.3 运行屏幕按钮 .........................................................................8-28.4 其他按钮 .............................................................................8-39. 维护.............................................................................9-19.1 重要维护提示 .........................................................................9-19.1.1 清洁 ...........................................................................9-19.1.2 溶剂 ...........................................................................9-19.1.3 润滑剂和工具 ...................................................................9-19.1.4 维护范围 .......................................................................9-29.2 维护时间表 ...........................................................................9-2版本 1.0 目录 TOC-2xcell X2 操作手册9.3 维护步骤 .............................................................................9-39.3.1 加热台 .........................................................................9-39.3.2 堆积台机械手 ...................................................................9-49.3.3 焊接头 .........................................................................9-59.3.4 Ceia 功率发生器工作消息 ........................................................9-69.3.5 焊带处理 .......................................................................9-79.3.6 焊带臂轨道 .....................................................................9-89.3.7 焊带臂 .........................................................................9-99.3.8 AccuTrack TM...................................................................9-109.3.9 AccuTrack™(续) ..............................................................9-119.3.10 冷却器 .......................................................................9-129.3.11 气动系统连接 .................................................................9-149.3.12 电气箱过滤器 .................................................................9-149.3.13 线性传动装置 .................................................................9-159.3.14 防护装置 .....................................................................9-1610. 产品转换/工装更换和调整........................................................10-110.1 电池串装置 - 选择/加载 .............................................................10-110.2 料盒调整 ...........................................................................10-210.3 助焊剂头调整 .......................................................................10-310.4 更改、更换焊带和焊带穿线 ...........................................................10-510.5 电磁焊接头 ........................................................................10-710.6 更换定位针 .........................................................................10-810.7 测量定位针 .........................................................................10-910.8 校平焊接头 ........................................................................10-1010.9 更换高温计控制器 .................................................................10-1110.10 高温计设置 .......................................................................10-1210.10.1 打开激光指示器 .............................................................10-1210.10.2 更换高温计电缆或高温计 .....................................................10-1310.10.3 辐射率变更 .................................................................10-1310.10.4 更换高温计控制器 ...........................................................10-1310.11 新建电池串装置编号/名称 ..........................................................10-1411. 电气图和气动图.................................................................11-111.1 电气设置 ...........................................................................11-211.1.1 传感器 .......................................................................11-211.1.2 电气保护装置 .................................................................11-411.1.3 气动设置 .........................................................................11-4 版本 1.0 目录 TOC-3xcell X2 操作手册 12. 退役、存放和处置...............................................................12-112.1 退役 ...............................................................................12-112.2 存放 ...............................................................................12-112.3 处置 ...............................................................................12-1版本 1.0 目录 TOC-4版本 1.0 手册概述 1-1 xcell X2 操作手册1. 手册概述1.1 适用对象本操作手册适用对象如下:操作员 - 操作和/或为本机器编写程序的人员。
CPG冲版机触摸屏操作说明(用户版)

(图1)冲版机开机后,会出现如上屏幕(图1)表示要求按下显示屏绿色启动按钮(图2)图像的上排表示:冲版机G-86 软件版本3.05 右上角表示日期,左上角为时间。
图像中部从左到右分别表示:显影25.0度;显影速度25秒;显影毛刷转速100转/分钟;显影补充量100毫升/平方米;电导率0.0mS;水洗毛刷转速100转/分钟;烘干温度31.2度。
图像下部表示:PROGRAM:程序:1 ,2 ,3 ---其中,深色背景表示现用程序,本例为程序 “1”;已冲洗的版材数:0RUN: 机器运行功能键,按下此键,则可转换至运行状态,同时显示转换成STOP , 其表示此时再按下该键,则可停止机器运转。
参见下图(3)SLEEP:睡眠功能键,按下此键,则机器进入睡眠状态。
MENU:菜单功能键,按下此键,则进入菜单设置状态。
OFF LINE:表示机器不在工作状态。
(注:该图形无框线,不是键,仅为工作状态提示性显示。
下同) 注:目前软件版本已升级为3.09在上图(2)页面中,按下RUN 键即可显示此界面:(图3)最下一行:STOP:和ONLINE同时显示表示机器己进入运行状态,按下此键可停止机器运转, 进入OFFLINE 状态,但在冲版过程中按此键无效。
ONLINE:表示机器己进入运行状态。
READY:表示机器已准备好,可以冲版。
其主要决定于显影温度是否到达预定值范围、大盖是否盖好、液位是否正常等各种工作状态。
NO READY:即表示机器不能正常冲版,有某些工作状态不符合要求。
在图2界面中,按下1 键,则可得下述图片 ( 注:数秒钟后自动恢复至图3页面),表示在程序(l)中设置的内容及参数。
按下2 或3 ,同样可得到程序(2)或程序(3)中的设置内容。
(图4)图(4)表示程序(1)中设置的参数。
程序(1)Dev Temperature :25.0 ℃显影温度25.0度Dry Temperature :50.0 ℃ 烘干温度50.0度Dip Time :25 sec 显影时间25秒Area Replenish :100ml/㎡面积补充100毫升/每平米Time Replenish :100ml 定时补充量100毫升Time Period :60 min 定时补充周期60分钟Sleep Replenish :100ml/hr 睡眠补充100毫升/每小时Off-Time Replenish : 100ml/hr 关机补充100毫升/每小时Dev-Brush Speed :100rpm 显影毛刷速度100转/分钟Wash-Brush Speed : 100rpm 水洗毛刷速度100转/分钟Gum Apply:YES 上胶有Gum-Start Advance :0 cm 预先上胶0厘米(指印版离上胶轴的距离)Gum Duration :0 sec 上胶持续时间0秒,(指补胶泵工作时间)以上参数均可在一定范围内修改、设置,但不在此页。
colubris WCB-200说明书

WCB-200管理指南内容第一章 (5)关于本指南 (6)重要术语 (6)公约 (6)相关文件 (7)产品概述 (7)关键能力 (7)典型部署 (8)产品注册 (9)联系科鲁布里斯网络公司 (9)第二章WCB-200硬件 (11)WCB-200 (12)包装内容 (12)天线 (12)港口 (12)控制台端口 (13)重置按钮 (13)状态灯 (13)安装 (14)第三章开始工作 (15)纵观全局 (16)配置程序 (16)A.配置你的电脑 (16)B.启动WCB-200 (16)C.执行这些初始登录任务 (16)D.配置无线网络 (17)E.进入WCB (18)第四章使用管理工具 (20)启动管理工具 (20)定制管理工具的设置 (20)管理员认证 (20)登录控制 (21)网络服务器 (21)安全问题 (21)自动刷新 (22)网络不活动注销 (22)IP地址配置 (22)管理IP地址 (23)无线电配置 (24)无线范围 (24)配置 (25)使用电台配置文件来建立连接 (28)添加或编辑一个配置文件 (28)一般 (29)无线安全 (29)关键来源 (30)加密类型 (31)查看附近的AP (31)领域描述 (31)处理不支持的流量 (32)连接串行设备 (33)通过TCP配置串口 (33)TCP连接 (34)串行端口 (34)港口控制 (35)状况 (35)DNS配置 (35)DNS高级设置 (35)以太网MAC克隆 (36)像一个DHCP中继代理一样行事 (37)IP转发 (38)使用无线安全过滤器来限制流量 (38)SNMP (39)配置SNMP设置 (39)属性 (39)代理人 (40)安全问题 (40)陷阱 (40)管理证书 (40)802.1X证书 (41)802.1x-安装TLS客户证书 (41)802.1x-管理TLS客户证书 (41)802.1x-受信任的CA证书 (41)802.1x-管理CA证书 (42)证书商店 (42)受信任的CA证书库 (42)证书和私钥存储 (43)证书的使用 (44)改变分配给某项服务的证书 (45)关于证书警告 (45)配置文件管理 (46)手动配置文件管理 (46)备份配置 (46)重置配置 (47)恢复配置 (47)预定的业务 (47)用cURL管理配置文件 (48)下载配置文件 (49)将配置重设为出厂默认值 (49)固件更新 (50)立即更新 (50)预定的更新 (50)用cURL更新固件 (51)附录A监管信息 (53)监管信息 (54)美国:联邦通信委员会(FCC) (54)请注意!暴露于无线电频率辐射中 (54)干扰声明 (54)加拿大。
数控冲床操作指导书
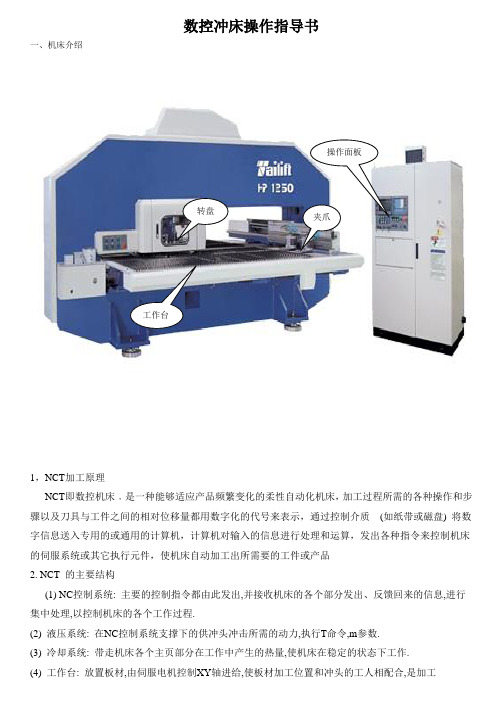
数控冲床操作指导书一、机床介绍1,NCT 加工原理NCT 即数控机床﹐是一种能够适应产品频繁变化的柔性自动化机床,加工过程所需的各种操作和步 骤以及刀具与工件之间的相对位移量都用数字化的代号来表示,通过控制介质 (如纸带或磁盘) 将数字信息送入专用的或通用的计算机,计算机对输入的信息进行处理和运算,发出各种指令来控制机床的伺服系统或其它执行元件,使机床自动加工出所需要的工件或产品 2. NCT 的主要结构(1) NC 控制系统: 主要的控制指令都由此发出,并接收机床的各个部分发出、反馈回来的信息,进行 集中处理,以控制机床的各个工作过程.(2) 液压系统: 在NC 控制系统支撑下的供冲头冲击所需的动力,执行T 命令,m 参数. (3) 冷却系统: 带走机床各个主页部分在工作中产生的热量,使机床在稳定的状态下工作. (4) 工作台: 放置板材,由伺服电机控制XY 轴进给,使板材加工位置和冲头的工人相配合,是加工转盘操作面板夹爪工作台的主要场所.3. NCT 机床类型Tailift机床:HP1250 4. 刀盘与刀具1,刀盘情况上模刀盘下模2. 刀具情况NCT 刀具按外形尺寸的大小分A﹑B﹑C﹑D﹑E 五个级别﹐A 级外形尺寸最小﹐E 级最大。
各级别刀具与刀盘上的刀位相对应。
目前我们使用的机型HP1250只有A、B、D三种刀型。
刀盘刀位安装模具尺寸规格如下表:模具种类公称尺寸标准上模尺寸型号A 1/2" 1.612.7mmdia(0.063"0.5"dia)36(12)外环12 支有KEYB 11/4" 12.831.7mmdia(0.501"1.25"dia)14(14)外环6 支有4KEY内环8 支有2KEYC 2" 31.850.8mmdia(1.251"2"dia)4(4)D 31/2" 50.988.9mmdia(2.001"3.5"dia)2(2)E 41/2" 89.0114.3mmdia(3.501"4.5"dia)2(2)※( )内的数字表示适用模具的型号.NCT 刀具的种类及其代号为:矩形刀------ RE 腰形刀----- OB圆刀------ RO 双D 刀------DD正方刀------ SQ 切角刀------ CR特殊刀------ SP 单D 刀------ SD3. X 和Y 方向定义如下﹕X 方向为平行于两夹爪的方向﹐Y 方向为平行于定位销或定位柱的方向。
CTP冲版机操作指引
1.0程序目的1.1建立CTP冲版机操作规范,确保印版的品质和设备安全。
2.0适用范围2.1适用于CTP冲版机操作指引。
3.0定义3.1无4.0工作职能4.1根据制版人员提供正确的One Bit Tiff文件,结合工单要求输出印版。
5.0相关岗位能力5.1版房部训练合格的人员执行冲版操作,并进行印版检测,得到质量合格的印版。
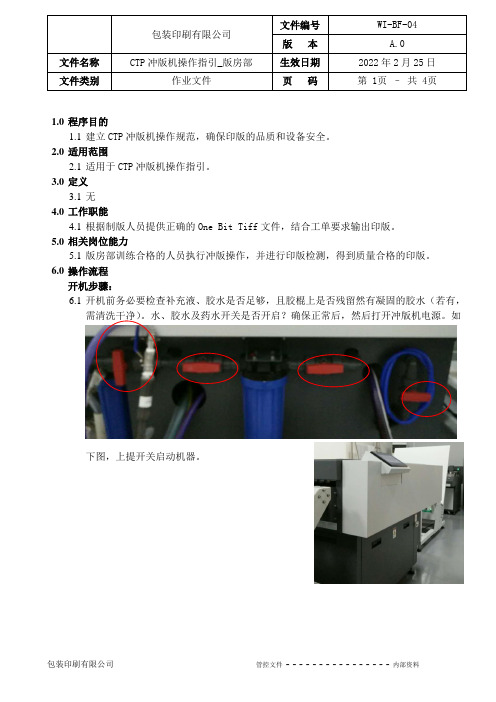
6.0操作流程开机步骤:6.1开机前务必要检查补充液、胶水是否足够,且胶棍上是否残留然有凝固的胶水(若有,需清洗干净)。
水、胶水及药水开关是否开启?确保正常后,然后打开冲版机电源。
如下图,上提开关启动机器。
6.2 待显影温度达到26℃±2℃(根据实际情况有所调整)面板上出现待机后,即可开始冲版。
6.3 在冲印版之前,先手动按启转动机器,然后要把胶辊和上胶部分用湿布擦拭干净,(切记注意安全,同时完成后留意将手动模式停止)然后冲最少三张废版,以达到药水均匀和检查机组胶棍运作是否正常。
6.4 曝光好的印版自动传送至冲版机入口处,冲版机感应到版材后,即开始工作。
6.5 印版会依次进行显影--水洗--上胶--烘干。
最后自到收到放版架上,轻轻取下印版放在检验台上。
6.6 每天冲出第一张印版后,要用IcPlate II 对印版网点进行测量(IcPlate II 使用方法请看《IcPlate II 操作指引》。
首先,将IcPlate II 用白板进行校正,然后测量控制条上的网点,查看测量值与标准值是否相符。
同时检查印版控制条以下特性:1)第一部分:检查2%的网点是否丢失,98%的网点是否糊掉;2)第二部分:检查1x1,2x2,3x3,4x4每个方块与标准样对比,看有无发白或发黑,发白说明药水过浓或显影时间过长,发黑则说明药水浓度或时间不够,需做调整。
3)第三部分:上面一条是加曲后的网点状态(用来匹配印刷校准),下面一条是未加曲的网点状态(用来检测冲版机器状态),中间一条是加曲线补偿的网点状态(用来检测印版的稳定状态),用IcPlate II 对印版网点进行测量。
西卓 冲版机使用说明书

XZ系列冲版机Plate Processors使用说明书Operation Manual上海西卓印刷科技有限公司Shanghai Excel Printing Technology Co.,ltd.外观结构图注意1.定期使用冲版机专用清洗剂清洗显影槽、显影循环泵及管路(具体操作参照本说明书第三章),并且敬请保留设备维修保养记录或相关文件。
敬告:凡未使用专用冲版机清洗剂定期(2次/月)对冲版机进行清洗保养,本公司将对显影循环泵不作保修!2.定期(1次/月)检查胶辊传动系统、毛刷传动系统及其周边运转部件的润滑情况并添加润滑剂凡士林,请不要使用凡士林以外的润滑剂涂抹齿轮以及其他传动部件;否则造成的相应部件损坏,本公司不负责保修!3.定期(1次/月)检查制冷器冷冻液水箱的水位情况,保持水位能够被从水箱注水口伸进的手指触碰到;水位不够造成的制冷压缩机空载运行并出现故障的,本公司不负责保修!4.定期(1次/周)更换显影过滤器内的过滤芯,保证显影循环畅通;未定期更换过滤芯导致循环管路堵塞并引发显影循环泵超负荷运转、损坏的,本公司不负责保修!目录第一章概论一、设备结构及零件编号-------------------------------------------------3-8二、性能参数----------------------------------------------------------------------9第二章安装及调试一、机房准备----------------------------------------------------------------------10二、拆箱、就位------------------------------------------------------------------10三、冲版前的准备工作--------------------------------------------------------11四、面板功能介绍---------------------------------------------------------------12五、面板操作介绍---------------------------------------------------------------13第三章保养一、过滤芯的保养--------------------------------------------------------------15二、显影槽、胶辊、毛刷的保养-----------------------------------------15三、显影循环泵的保养-------------------------------------------------------16四、清水槽和上胶槽的保养-----------------------------------------------16五、胶辊和毛刷轴套的保养------------------------------------------------17六、传动的保养-----------------------------------------------------------------17七、制冷水箱的保养---------------------------------------------------------18八、定期疏通设备的排水管路---------------------------------------------18第四章常见问题的处理一、冲版机显影液不循环----------------------------------------------------19二、显影补液泵不补液-------------------------------------------------------19三、上胶泵不上胶--------------------------------------------------------------21四、显影液或清水放不掉或放的慢-------------------------------------21五、显影液不升温--------------------------------------------------------------22六、显影液不降温-------------------------------------------------------------22七、烘干不升温----------------------------------------------------------------23八、显影温度波动异常-------------------------------------------------------23九、毛刷或水洗循环启动滞后--------------------------------------------23十、设备启动后,放版胶辊不转-----------------------------------------23第五章冲版机接线图一、冲版机接线图-----------------------------------------------------24 12第一章概论一、设备结构及零件编号图一(左上)101正转蜗轮(用量8)102正转蜗杆(用量8)103反转蜗轮104反转蜗杆105显影循环出水管1106制冷循环泵出水管107显影循环出水管2108毛刷电机109胶辊电机110计数器111码盘101101104101102102101011031051061071021021081011011091101111021013图二(左下)201进水电磁阀213显影排水阀门202烘干风机214制冷循环泵出水管203制冷循环回水管215制冷循环泵204水洗循环泵216制冷循环泵进水管205显影抽液泵217制冷水箱206水洗槽溢流管218制冷水箱排水管207显影液溢流管208显影循环停止阀209显影循环泵出水管210显影循环泵进水管211显影循环泵212水洗排水阀门2072042022012172152142102112052122132062182032082092164图三(右上)301显影抽液泵出液管302补液泵出液管303水洗循环出水管1304水洗循环出水管2305上胶泵出液管306烘干加热丝307显影补液泵308上胶泵309制冷循环回水管310显影加热棒311显影温度探头3013023053113103093083063073043035图四(右下)401制冷机保险402六位接线排403加热棒陶瓷保险404加热丝陶瓷保险405显影循环泵保险406水洗循环泵、进水电磁阀保险407上胶泵保险408烘干风机保险409显影补液泵保险410制冷循环泵保险411显影加热棒固态继电器412烘干加热丝固态继电器413显影循环泵中间继电器414水洗循环泵、电磁阀中间继电器415上胶泵中间继电器416烘干风机中间继电器417显影补液泵中间继电器418制冷循环泵中间继电器419制冷机温度控制器420十五位接线排421交流接触器422六位接线排423抽液泵中间继电器424毛刷电机中间继电器425退版中间继电器426胶辊电机调速模块427抽液泵保险428毛刷电机保险429胶辊电机保险430烘干温度控头变送器431显影温度控头变送器432PLC43324V 开关电源402401419420421422421408-09405-09408-09430431432433426424412411404403412-16427-29405-10413-18423-256图五(上左)50115齿齿轮、毛刷上齿轮均为15齿齿轮(用量5)50213齿齿轮、所有蓝色齿轮均为13齿齿轮(用量11)50321齿齿轮、胶辊上齿轮均为21齿齿轮(用量7)504显影毛刷压片(用量4)505显影毛刷滑块(用量4)506水洗毛刷压片(用量2)507水洗毛刷滑块(用量2)508最后一组传动SZ0SZ0503502504505506507SZ0501508图六(上右)601水洗槽溢流孔1 602水洗槽排水孔603水洗槽溢流孔2 604水洗槽下水盖605显影液喷淋管1 606显影液抽液挡盖607显影液液位开关608显影液加热棒609显影温度探头管610显影液溢流口611显影液喷淋管2612显影液排液孔613显影液循环下水孔614显影液制冷管615水洗循环喷淋管1616水洗循环喷淋管2617水洗循环喷淋管3609608607606605603616615613 612 614602601604610 6176117二、性能参数规格型号:XZ-835/840/860处理板材:CTP热敏版冲版过程:显影→水洗→上胶→烘干版面尺寸:860/1100/1500mm版材厚度:0.15~0.4mm处理能力:400~1800mm/分钟(可调)显影时间:10~60秒可调(分辨率1秒)显影温度:10℃~45℃(分辨率0.1℃)显影补充:按冲版每平方米定量补充(可调)显影容量:53/65/86L烘干温度:20℃~50℃(可调)电源:单相220V50HZ~60HZ功率:4307W/4337W/4337W重量:600/700/850kg第二章安装及调试一、机房准备1、空间要求冲版机必须安装在平整,干净的室内地坪上。
台式冲床操作指导书

注意事项:
1、机器运转中禁止将头手伸进冲头及刀具活动范围内,防止事故发生。 2、操作中禁止连续冲压两次产品或空压,避免损坏机器与刀具。
3、机器滑块及机器头部油孔作业前须加1-2滴,减少活动部位的过度磨损。
4、非培训合格之作业人员禁止私自操作冲压机,防止损坏机器/刀具和造成事故。
核准
审核
文件编号
标题 工序作业指导书
制定ቤተ መጻሕፍቲ ባይዱ期
2009.07.28
作业项目 台式冲床操作指导书
操作说明: 1、准备好相关待冲压之线材(五金)和刀具。 2、将上下刀具平行合拢后放在机器固定台面中间位置。打开机器正面控制面板上的电源开关至“ON”档为位,点一下手动调模按钮。 用扳手慢慢 摇动机器右侧飞轮,使冲头往下降,接着把上刀具固定柄导入到机器冲头固定孔内,然后把其锁紧。当上下刀具合拢平行后把下刀具固定块也锁 好。最后把机器摇到上死点。 3、拿一条试机线(四并线)或者是待冲压五金,将其放到下刀片的中间位置,然后用扳手摇动冲头旋转一周,取出冲好的线材,查看有无伤线/尺寸 不符/分线不均匀等不良。 4、确认机器可以安全转一周且品质符合要求后进入生产状态:将机器电源开关打开,左手拿一束待分线材分出一根由右手拇指和食指拿着平行放到 刀具中间 ,然后点一下脚踏开关,机器工作后进入待机状态。右手取出分好的线材,交品管检查首件。首件确认合格后开始循环以上的作业步骤。 5、作业完毕,关掉电源开关,拔掉电源插头。清扫机器废料和整理工作台面。
制作
修订记录
1.更新了全部操作内容,使其更简洁明了。 2.添加了操作中的各注意要点。
品 质 政 策 :品 质 至 上,顾 客 为 尊,满 意 为 本,永 续 经 营。
Kodak InterPlater 85 125P HDX 冲版机产品说明书
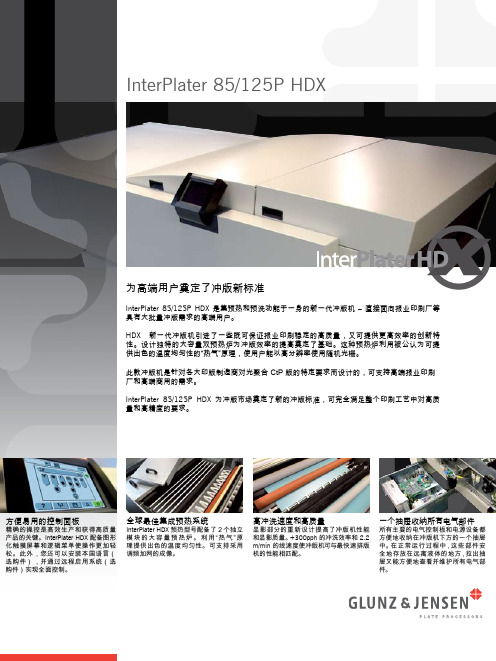
InterPlater 85/125P HDX为高端用户奠定了冲版新标准InterPlater 85/125P HDX 是集预热和预洗功能于一身的新一代冲版机 – 直接面向报业印刷厂等具有大批量冲版需求的高端用户。
HDX 新一代冲版机引进了一些既可保证报业印刷稳定的高质量,又可提供更高效率的创新特性。
设计独特的大容量双预热炉为冲版效率的提高奠定了基础。
这种预热炉利用被公认为可提供出色的温度均匀性的“热气”原理,使用户能以高分辨率使用随机光栅。
此款冲版机是针对各大印版制造商对光聚合 CtP 版的特定要求而设计的,可支持高端报业印刷厂和高端商用的需求。
InterPlater 85/125P HDX 为冲版市场奠定了新的冲版标准,可完全满足整个印刷工艺中对高质量和高精度的要求。
高冲洗速度和高质量显影部分的重新设计提高了冲版机性能和显影质量。
+300pph 的冲洗效率和 2.2 m/min 的线速度使冲版机可与最快速排版机的性能相匹配。
全球最佳集成预热系统InterPlater HDX 预热型号配备了 2 个独立模块的大容量预热炉。
利用“热气”原理提供出色的温度均匀性。
可支持采用调频加网的成像。
方便易用的控制面板精确的操控是高效生产和获得高质量产品的关键。
InterPlater HDX 配备图形化触摸屏幕和逻辑菜单使操作更加轻松。
此外,您还可以安装本国语言(选购件),并通过远程启用系统(选购件)实现全面控制。
一个抽屉收纳所有电气部件所有主要的电气控制板和电源设备都方便地收纳在冲版机下方的一个抽屉中。
在正常运行过程中,这些部件安全地存放在远离液体的地方,拉出抽屉又能方便地查看并维护所有电气部件。
技术参数InterPlater 85/125P HDX PN 10049296A 10/08版材需要预热的光聚合版和热敏版版材最大宽度850 mm (33.5”) / 1250 mm (49.2”)版材最小长度285 mm (11.2”)版材厚度 0.15-0.4 mm (0.006 - 0.016”)冲版速度 85: 40 - 220 cm/minute ±5% (15.7 - 86.6”/minute ±5%) / 125: 40 - 180 cm/minute ±5% (15.7 - 70.9”/minute ±5%)預水洗槽容量 18 l (4.8 US gal) / 26 l (6.9 US gal)显影槽容量 54 l (14.3 US gal) / 79 l (20.9 US gal)水洗槽容量 14 l (3.7 US gal) / 20.5 l (5.4 US gal)膠水槽容量 3.5 l (0.9 US gal) / 4.2 l (1.1 US gal)显影液可调温度 18-35°C ± 0.5°C (64-95°F± 0.9° F)*Glunz & Jensen 建议您使用冷却装置烘干箱可调温度 30-55°C ± 0.5°C (86-131° F± 0.9° F)单位面积补液量 0-250 ml/m 2 ±5% (0-0.066 US gal/m 2 ±5%)耗水量 最大可调 10 l/min (2.6 US gal) (可通过选购件降低)带选购件时耗水量 @ 2000 ml/m 2 (0.52 US gal) 外加日补液量预热区温度 70-160° C (158-320° F) ± 3° C待机功耗 0.5 kW / 0.5 kW运行功耗 3.6 kW / 4.2 kW 230 / 400 V , 3 相, 50-60 Hz最大功耗 9 kW / 10.4 kW 230 / 400 V , 3 相, 50-60 Hz毛重 685 kg (1510 lbs) / 1000 kg (2205 lbs)净重 465 kg (1025 lbs) / 680 kg (1499 lbs)装箱尺寸 85: L: 2152 mm (84.7"), W: 1552 mm (61.1"), H: 1500 mm (59.1") 125: L: 2152 mm (84.7"), W: 1952 mm (76.9"), H: 1500 mm (59.1")认证 通过 UL、c-UL 和 GOST-R 认证。
印刷机械操作方法说明书

印刷机械操作方法说明书操作方法说明书一、概述印刷机械是现代印刷行业中必不可少的设备之一,其操作方法的正确与否直接关系到印刷产品的质量与效率。
本操作方法说明书旨在为印刷机械操作者提供全面、准确的操作指导,以确保印刷作业的平稳进行。
二、安全操作要点1.操作前,请确保已熟悉印刷机械的基本结构和工作原理,并经过相关培训。
2.穿戴合适的劳动防护用品,包括安全帽、防护眼镜、耳塞、防护手套等。
3.在操作过程中,切勿携带杂物或穿戴过长松散的衣物,以免发生危险。
4.禁止随意触摸机械运动部件,严禁插手机械内部或作出未经许可的维修操作。
5.严禁操作者单独离开机械,特别是在机械运转过程中。
三、操作步骤1.开机准备(1)检查机械各部位的运转状态,确保零配件完好并无异响。
(2)清理印刷区域,包括机械内部和外部的尘土、残留墨污等。
(3)调整机械基本参数,如压力调节、转速等,以适应不同印刷要求。
2.版面装载(1)将印版按照正反面、位置正确装载在印版滚筒上,并确保印版固定牢固。
(2)调整印版位置,使其与印刷纸张的传送轨道对齐,以确保印刷准确。
3.油墨控制(1)根据印刷要求,调整油墨供给系统的油墨流量和颜色等参数。
(2)检查油墨槽内的油墨质量与油墨辊的清洁度,并进行必要的调整与清洗。
4.纸张传送(1)将待印纸张按照规格和堆叠要求摆放在送纸台上。
(2)设置传送速度和纸张的对准方式,确保纸张正确定位并顺利传送。
5.开启印刷(1)确认操作者的身体和手部安全,避免与机械运动部件发生接触。
(2)观察印刷过程,并注意是否存在印刷质量问题,如模糊、断墨等。
(3)根据需要进行必要的调整,以获得理想的印刷效果。
6.印后处理(1)印刷结束后,关闭机械电源并进行必要的清洁工作。
(2)整理印刷品,包括剪裁、堆叠和包装等,以便于后续工序的处理。
四、常见故障处理1.印刷品质量问题(1)如果印刷品模糊,可以适当提高印版和纸张之间的接触力。
(2)如果印刷品断墨,可以检查油墨供给系统,增加油墨的流量。
冲板使用说明书(主用)
冲板式固体流量计(ILE系列)使用说明书大连优科仪器仪表发展中心一、概述冲击式固体流量计是由测量传感器(一次表)和微机系统(二次表)组成。
能够在线动态测量块状或颗粒状散装物料的瞬时流量和累积流量。
具有很高的可靠性和动态测量精度,使用过程中几乎不需要维护及调整;安装体积小,适用于所有机械输料机构中;密封性能好,适用于粉尘严重的物料测量现场。
该仪表在石油化工、发电厂、冶金、矿山、煤炭、水泥、玻璃制品、建筑、桥梁等行业的以下工艺散装物料流量的动态计量取得很好效果。
1.设备最佳工作状态的控制;(如磨坊供料的流量测量)2.恒定流量的控制;(煤粉燃烧系统煤粉流量的测量)3.物料的比例控制;(如木屑/胶水、石灰粉/水、焦炭/石灰石、水泥/沙石、水泥/玻璃等)4.消耗量或产量的测量;原材料使用量测量(如发电厂燃煤量,水泥厂的水泥产量等)5.计量测试(如载重汽车,火车的散装货计量,化工厂生产原料的计量等)二、测量装置的组成整套测量装置由一个带冲料板的测量传感器(一次表)和流量测量仪表(二次表组成)。
按用户要求可补充冲料板的外壳。
见(图一)所示测量装置。
测量仪的外围可使用计数器,指示仪,记录仪和报警装置,在电流/电压的输出端可连接控制器或计算机,该电流/电压与瞬时流量相对应。
图一测量装置组成三、技术指标1.测量传感器(一次表)1.1 尺寸如(图二)所示。
1.2 重量60kg(不包括冲料板)1.3 温度范围a:环境温度-40℃~ +80℃。
b:被测介质温度〈180℃1.4 测量范围ILE-37型:0 ~ 40t/hILE-61型:40 ~ 200t/h图二外形及安装定位尺寸1.5 颗粒重量:小于1㎏。
1.6冲料板尺寸及量程范围见表一。
2. 二次显示表:详见二次仪表说明书。
四、流量计的测量原理1.一次传感器的原理在测量传感器中,当物料落到冲料板上时产生冲击力,该冲击力的水平分力作用到组合测量弹簧上将产生一个0 ~ 2.4mm 的位移,同时使差动变压器的磁芯也产生同样的位移量。
冲版机快速入门说明书

注意! 冲版机将自动尝试使此部分重新恢复 到正常状态。
警报! 需要用户或维护人员采取措施。
状况图标
睡眠模式! 按下 按钮切换到就绪模式。
盖板打开! 盖板打开时冲版机无法工作。
维护模式! 按下 可重启冲版机使之返回 就绪模式。
2/2
2 状况图标表示冲版机的状况(见第 2 页)。
3 送版指示(就绪)。
4 帮助按钮。 1
5 用于获取冲版机以下各组数据的按钮:
• 统计 – 包括计数和事件。 • 设置 – 单项使用情况和首选项。 • 配置 – 指定实际安装的部件。
6 用于获取冲版机工具的按钮。
7 警报列表按钮(见第 2 页)。
8 用于在就绪(省电)和睡眠模式间进行切换的 按钮。请参见上面。
51436 H( A ()CHN)
快速入门 2/2
状况
尚未就绪! 无法(正常)冲版
注意! 冲版部分
警报! 容器
警报! 废液容器
(示例)
按下警报按钮可 了解详细信息
某些类型的警报可以通过故障排除而清除,如更换容器。而另一些警报则需要用户通过访问警报列表进行确认。
状况颜色
就绪 冲版机冲版就绪。任何部分中均没有 注意或警报。
接பைடு நூலகம்电源
快速入门
A:
1/2
(示例)
7
就绪
睡眠 (省电)
(示例)
1 sec.
B: 屏幕保护
(示例)
7
就绪/睡眠
X 最小
(示例)
总览图
2 3
45
678
1 冲版机总览图:
• 按钮代表冲版机的各个部分。每个部分都有一个参考图 标。例如,清洗部分为 。
冲压机使用说明书.
冲压工艺与模具设计
九江职业技术学院
冲 压 机 使 用 说 明 书
2.当操作者的双手脱离起动离合器的操纵按钮或操纵手柄后,伸进危 险区之前,滑块应能停止下行程或已超过下死点。如双手按钮式、 双 手柄式等安全装置; 3.在滑块下行程期间,当人体的某一部分进入危险区之前,滑块应能 停止或已超过下死点。如光线式、感应式、刻板式等安全装置; 4.在滑块下行程期间,能够把进入危险区的人体某一部分推出来,或 能够把进入危险区的操作者手臂拉出来,如推手式、拉手式等安全装置。 (二)安全装置的设计制造技术要求, 应遵照《压力机的安全装置结 构》标准的有关规定。 第九条 模具的安全技术要求: (一)模具结构须满足下列安全技术要求: 1.各外露边缘应为圆角; 2.要使模具搬移和安装方便; 3.导柱末端不许外露; 4.要有适应的挡销、顶件器和卸料板等; 5.尽可能避免操作者的手、手指进入上下模具空间。 (二)在设计模具时必须考虑装设机械化装置的位置。 (三)顶件器、推件器和各种卸料板等结构必须可靠。
冲压工艺与模具设计
九江职业技术学院
冲 压 机 使 用 说 明 书
(三)由于停电而电动机停止运转; (四)清理模具。 第二十三条 只有确认离合器在工作的分离位置时, 才可接通设备的主 电动机,但是仍不允许任何人和操作者靠近冲模, 以防设备发生偶然 冲击,造成事故。 第二十四条 带有安全支柱的设备,一定要放上安全支柱, 工作完毕后, 待设备完全停止,将安全支柱支在滑块与工作台之间,以防滑块下滑。 不带安全支柱的设备应采取相应安全措施,以防滑块下滑伤人。 第二十五条 不允许用吊车将模具甩进工作台面上;模具校准后, 将设 备的滑块移至下死点,并调整好封闭高度;装紧凸模和凹模, 并注意 只能用木锤敲击锻钢或铸钢件,还应注意导柱末端不能外露。 第二十六条 企业要建立各种安全技术管理制度: (一)冲压机械安全技术操作规程; (二)交接班制度; (三)岗位责任制度; (四)设备、模具、安全装置的维护保养制度; (五)设备和人身事故的登记、报告制度。
手动冲床设备操作说明书
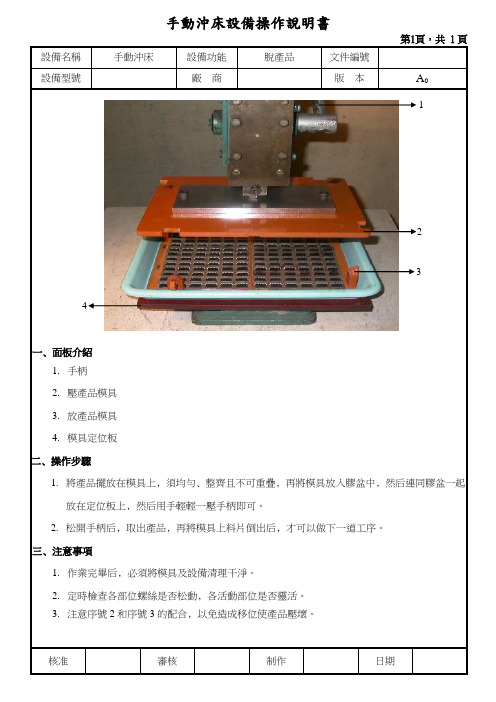
手動沖床設備操作說明書
設備名稱手動沖床設備功能脫產品文件編號
設備型號廠商版本A0
1
2
3 4
一﹑面板介紹
1.手柄
2.壓產品模具
3.放產品模具
4.模具定位板
二﹑操作步驟
1.將產品擺放在模具上﹐須均勻﹑整齊且不可重疊﹐再將模具放入膠盆中﹐然后連同膠盆一起
放在定位板上﹐然后用手輕輕一壓手柄即可。
2.松開手柄后﹐取出產品﹐再將模具上料片倒出后﹐才可以做下一道工序。
三﹑注意事項
1.作業完畢后﹐必須將模具及設備清理干淨。
2.定時檢查各部位螺絲是否松動﹐各活動部位是否靈活。
3.注意序號2和序號3的配合﹐以免造成移位使產品壓壞。
核准審核制作日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XZ系列冲版机Plate Processors使用说明书Operation Manual上海西卓印刷科技有限公司Shanghai Excel Printing Technology Co.,ltd.外观结构图注意1.定期使用冲版机专用清洗剂清洗显影槽、显影循环泵及管路(具体操作参照本说明书第三章),并且敬请保留设备维修保养记录或相关文件。
敬告:凡未使用专用冲版机清洗剂定期(2次/月)对冲版机进行清洗保养,本公司将对显影循环泵不作保修!2.定期(1次/月)检查胶辊传动系统、毛刷传动系统及其周边运转部件的润滑情况并添加润滑剂凡士林,请不要使用凡士林以外的润滑剂涂抹齿轮以及其他传动部件;否则造成的相应部件损坏,本公司不负责保修!3.定期(1次/月)检查制冷器冷冻液水箱的水位情况,保持水位能够被从水箱注水口伸进的手指触碰到;水位不够造成的制冷压缩机空载运行并出现故障的,本公司不负责保修!4.定期(1次/周)更换显影过滤器内的过滤芯,保证显影循环畅通;未定期更换过滤芯导致循环管路堵塞并引发显影循环泵超负荷运转、损坏的,本公司不负责保修!目录第一章概论一、设备结构及零件编号-------------------------------------------------3-8二、性能参数----------------------------------------------------------------------9第二章安装及调试一、机房准备----------------------------------------------------------------------10二、拆箱、就位------------------------------------------------------------------10三、冲版前的准备工作--------------------------------------------------------11四、面板功能介绍---------------------------------------------------------------12五、面板操作介绍---------------------------------------------------------------13第三章保养一、过滤芯的保养--------------------------------------------------------------15二、显影槽、胶辊、毛刷的保养-----------------------------------------15三、显影循环泵的保养-------------------------------------------------------16四、清水槽和上胶槽的保养-----------------------------------------------16五、胶辊和毛刷轴套的保养------------------------------------------------17六、传动的保养-----------------------------------------------------------------17七、制冷水箱的保养---------------------------------------------------------18八、定期疏通设备的排水管路---------------------------------------------18第四章常见问题的处理一、冲版机显影液不循环----------------------------------------------------19二、显影补液泵不补液-------------------------------------------------------19三、上胶泵不上胶--------------------------------------------------------------21四、显影液或清水放不掉或放的慢-------------------------------------21五、显影液不升温--------------------------------------------------------------22六、显影液不降温-------------------------------------------------------------22七、烘干不升温----------------------------------------------------------------23八、显影温度波动异常-------------------------------------------------------23九、毛刷或水洗循环启动滞后--------------------------------------------23十、设备启动后,放版胶辊不转-----------------------------------------23第五章冲版机接线图一、冲版机接线图-----------------------------------------------------24 12第一章概论一、设备结构及零件编号图一(左上)101正转蜗轮(用量8)102正转蜗杆(用量8)103反转蜗轮104反转蜗杆105显影循环出水管1106制冷循环泵出水管107显影循环出水管2108毛刷电机109胶辊电机110计数器111码盘101101104101102102101011031051061071021021081011011091101111021013图二(左下)201进水电磁阀213显影排水阀门202烘干风机214制冷循环泵出水管203制冷循环回水管215制冷循环泵204水洗循环泵216制冷循环泵进水管205显影抽液泵217制冷水箱206水洗槽溢流管218制冷水箱排水管207显影液溢流管208显影循环停止阀209显影循环泵出水管210显影循环泵进水管211显影循环泵212水洗排水阀门2072042022012172152142102112052122132062182032082092164图三(右上)301显影抽液泵出液管302补液泵出液管303水洗循环出水管1304水洗循环出水管2305上胶泵出液管306烘干加热丝307显影补液泵308上胶泵309制冷循环回水管310显影加热棒311显影温度探头3013023053113103093083063073043035图四(右下)401制冷机保险402六位接线排403加热棒陶瓷保险404加热丝陶瓷保险405显影循环泵保险406水洗循环泵、进水电磁阀保险407上胶泵保险408烘干风机保险409显影补液泵保险410制冷循环泵保险411显影加热棒固态继电器412烘干加热丝固态继电器413显影循环泵中间继电器414水洗循环泵、电磁阀中间继电器415上胶泵中间继电器416烘干风机中间继电器417显影补液泵中间继电器418制冷循环泵中间继电器419制冷机温度控制器420十五位接线排421交流接触器422六位接线排423抽液泵中间继电器424毛刷电机中间继电器425退版中间继电器426胶辊电机调速模块427抽液泵保险428毛刷电机保险429胶辊电机保险430烘干温度控头变送器431显影温度控头变送器432PLC43324V 开关电源402401419420421422421408-09405-09408-09430431432433426424412411404403412-16427-29405-10413-18423-256图五(上左)50115齿齿轮、毛刷上齿轮均为15齿齿轮(用量5)50213齿齿轮、所有蓝色齿轮均为13齿齿轮(用量11)50321齿齿轮、胶辊上齿轮均为21齿齿轮(用量7)504显影毛刷压片(用量4)505显影毛刷滑块(用量4)506水洗毛刷压片(用量2)507水洗毛刷滑块(用量2)508最后一组传动SZ0SZ0503502504505506507SZ0501508图六(上右)601水洗槽溢流孔1 602水洗槽排水孔603水洗槽溢流孔2 604水洗槽下水盖605显影液喷淋管1 606显影液抽液挡盖607显影液液位开关608显影液加热棒609显影温度探头管610显影液溢流口611显影液喷淋管2612显影液排液孔613显影液循环下水孔614显影液制冷管615水洗循环喷淋管1616水洗循环喷淋管2617水洗循环喷淋管3609608607606605603616615613 612 614602601604610 6176117二、性能参数规格型号:XZ-835/840/860处理板材:CTP热敏版冲版过程:显影→水洗→上胶→烘干版面尺寸:860/1100/1500mm版材厚度:0.15~0.4mm处理能力:400~1800mm/分钟(可调)显影时间:10~60秒可调(分辨率1秒)显影温度:10℃~45℃(分辨率0.1℃)显影补充:按冲版每平方米定量补充(可调)显影容量:53/65/86L烘干温度:20℃~50℃(可调)电源:单相220V50HZ~60HZ功率:4307W/4337W/4337W重量:600/700/850kg第二章安装及调试一、机房准备1、空间要求冲版机必须安装在平整,干净的室内地坪上。
为了操作和维护方便,机器左右必须留有不小于750mm宽的空间。
机器前后必须留有充分的进版与接版空间。
2、通风要求药液具有挥发性,所以机房必须有通风设施。
3、温度要求机房环境温度应保持在18~29℃之间。
4、电源要求机房内应有220V/50~60HZ的单相电源,并设有独立的30A电源开关。
机器必须可靠接地。
如果电压不能保持在208V~240V之间,应考虑使用大功率单相稳压器。
5、水源要求机房内应接入一条4分的自来水管,机房排水口的高度不应高于冲版机所置地面200mm。
为便于清洗辊轴及其它零件,机房内应配置一个容量适当的水池。
二、拆箱、就位1、拆包装箱。
2、去除保护膜、塑料等。
3、检查应有的配件:接版架及支撑杆1套工具箱1个(内附备用工具、齿轮等)说明书一套4、冲版机各部分是否有由于运输引起的损坏,若有,应立即作出相应记录并对损伤部位予以拍照,并及时与供应商联系。
三、通电前的准备工作1、机器就位2、打开机盖检查机器里面部件是否移位可能由于运输途中的晃动使其部件移位(主要是水洗槽里的三根水洗喷淋管及上胶槽里的上胶管和上胶辊)3、安装进版台与接版架连线机无需安装进版台4、校正水平左右水平即可5、连接进水和排液管按照机器后方印字进行连接,进水管应安装进水阀门,排水管为8分管且不应高于地面200mm(机器内有水洗内循环装置,为节约用水,进水阀门无需全部打开)6、制冷器打开机器左下侧盖,往制冷器水箱里加满清水(常温在10度以下的,需加防冻液)7、上胶胶水需按胶与水1:8比例配好,用胶桶装好放在机器后方,再把上胶管和回胶管共同放入其中(可对照机器后方印字)8、补液把机器后方的显影补液管放入显影液中(对照机器后方印字)9、水洗往水洗槽里注入15升清水(加入清水之前需先查看机器前端水洗阀门是否关闭)10、显影液打开电源(此时不能触按ENT键,因为显影槽里还没有显影液)开启抽液开关往显影槽中抽入显影液至显影液溢流口(加入显影液之前需先查看机器前端显影阀门是否关闭)11、冲版按下ENT键启动机器,温度达到平衡后即可冲版四、面板功能键介绍1.ENT键为起动键。