物料平衡计算表
生料磨物料平衡计算
2.2 热量平衡计算
2.2.1 原始资料
表 2-6 热平衡的原始资料
名称 入磨物料水分(%) 出料物料水分(%)
入磨物料温度(℃) 出磨物料温度(℃) 入磨热气体温度(℃) 出磨热气体温度(℃)
—
SiO2 2.32 1.21 10.19 0.72 14.43 21.54
Al2O3 1.35 0.52 0.99 0.25 3.11 4.64
Fe2O3 0.66 0.25 0.24 1.03 2.17 3.24
CaO 42.18 0.05 0.43 2.35 45.01 67.17
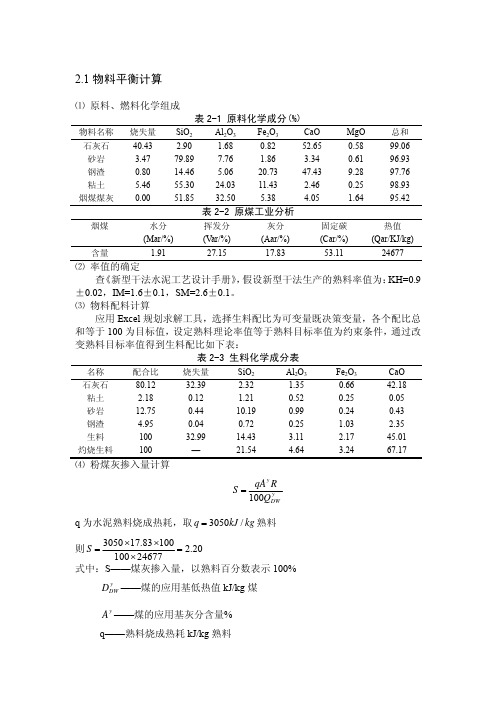
S = qA y R 100QDyW
L——入磨热风量 Nm3 / h
C——入磨热风平均比热 kJ / Nm3 ⋅ ℃,在 0℃—450℃时为 1.435kg/ Nm 3 T1——入磨热风温度 240℃ ② 粉磨机工作时发热 Q2 = 3559ωηη1κf = 3559 × 4200 × 0.9 × 0.9 × 0.7 × 0.7 = 5932781.82kJ / h
q 为水泥熟料烧成热耗,取 q = 3050kJ / kg 熟料
则 S = 3050×17.83×100 = 2.20 100× 24677
式中:S——煤灰掺入量,以熟料百分数表示 100%
DDyW ——煤的应用基低热值 kJ/kg 煤
Ay ——煤的应用基灰分含量% q——熟料烧成热耗 kJ/kg 熟料
K钢渣 = 1.505× 4.95% = 0.0745t / t熟料
根据干料中饱含水分,湿物料的消耗定额为:
物料平衡计算表

规格:
投料量 规格
批号或生产日期:
次品量 合格量 收率(合格量/投料量×100%)
物料平衡率= 总 结 论 原 因 分 析 属正常偏差 车间部长:
异 常 偏 差 处 理
技师: 审批意见:
年ቤተ መጻሕፍቲ ባይዱ
月
日
车间部长:
年
月
日
(正常偏差时异常偏差处理栏不填)
品控员:
年
月
日
备注:
物 料 平 衡 计 算 表
SOR-SC-01-01 品名:
生产工序 和 面 半 成 品 生 产 线 半成品成型 醒发成型 烘焙 (蒸制) 成型 本批投料量① 本品取样量③ ③+④ 物料平衡率= 包装规格 投料量① 配送入库数② 留样数③ 包 装 线 残次品数④ 项目 发放数 实际使用数 报废数 收率= 销毁数 剩余数 物料平衡率 属异常偏差 年 处 理 意 见 月 日 名称 ①×规格 ×100%= ×100%= 标签及含有标签内容的包装物情况 包装膜 kg Kg Kg kg kg 包装袋 只 只 只 只 只 包装盒 只 只 只 只 只 标签 张 张 张 张 张 本批次品量② 本批实际合格产量④
灌装岗位物料平衡计算1

灌装岗位物料平衡计算:A281AC15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 60x830 = ×100% 49160 ≈101.3%
灌装岗位物料平衡计算:A081AE15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 120x658 = ×100% 79000 ≈99.9%
灌装岗位物料平衡计算:A201AB15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 110x460 = ×100% 49880 ≈101.4%
灌装岗位物料平衡计算:A201AB15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 130x615 = ×100% 79200 ≈100.9%
灌装岗位物料平衡计算:A071AB15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 130x389 = ×100% 49780 ≈101.6%
灌装岗位物料平衡计算:A251AE15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
计算方法 产品规格 x 半成品数量 ×100% 实际产出量 120x418 = ×100% 49250 ≈101.8%
灌装岗位物料平衡计算:A251AE15 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
灌装岗位物料平衡计算:A011AG16 工序名称 规定收率限度 收率% = 灌装 98.0%~103%
转炉车间炼钢物料平衡热平衡计算
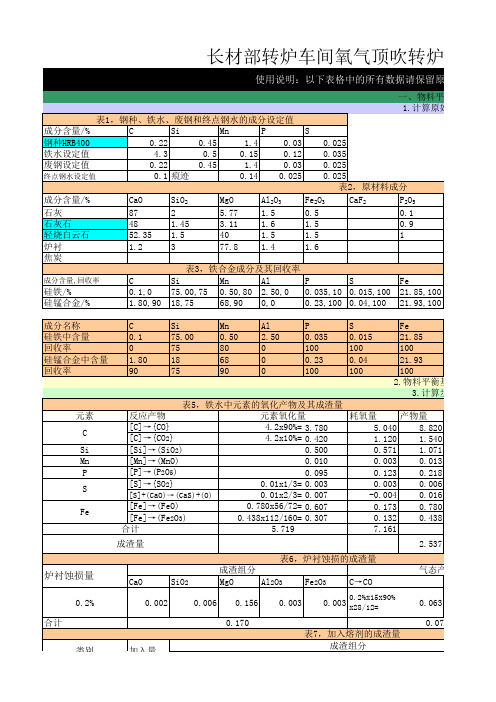
表13,加入废钢的物料平衡表(以100kg铁水为基础) 收入 支出 质量 质量 项目 % 项目 91.63+16.816= 铁水 100.00 76.51 钢水 7.10+0.446= 废钢 17.13 13.11 炉渣 11.19+0.051= 石灰 2.07 1.58 炉气 石灰石 1.40 1.07 喷溅 轻烧白云石 2.00 1.53 烟尘 炉衬 0.20 0.15 渣中铁珠 7.720+0.18= 7.902 氧气 6.05 130.70 130.29 合计 100 合计 表14,加入废钢的物料平衡表(以100kg(铁水+废钢)为基础) 收入 支出 项目 质量 % 项目 质量 % 铁水 85.37 76.51 钢水 92.58 83.23 废钢 14.63 13.11 炉渣 6.44 5.79 石灰 1.76 1.58 炉气 9.59 8.62 硅锰加入量 WMn= 石灰石 1.20 1.07 喷溅 0.85 0.77 轻烧白云石 1.71 1.53 烟尘 1.28 1.15 硅铁加入量 Wsi= 炉衬 0.17 0.15 渣中铁珠 0.48 0.44 氧气 6.75 6.05 合计 111.58 100 合计 111.24 100 表15,铁合金中元素烧损量及产物量 烧损量 类别 元素 脱氧量 成渣量 炉气量 1.91x1.80%x10%= 0.003 C 0.009 0.013 1.91x68.00%x10%= 0.130 Mn 0.038 0.167 1.91x18.00%x25%= 0.086 Si 0.098 0.184 硅锰合金 P S Fe 0.219 合计 0.145 0.351 0.013 0.30x2.50%x100%= 0.007 Al 0.007 0.014 0.30x0.50%x20%= 0.0003 Mn 0.0001 0.0004 0.30x75.00%x25%= 0.0559 Si 0.064 0.120 硅铁 P S Fe 0.064 合计 0.071 0.134 总计 0.282 0.216 0.485 0.013 附表,脱氧合金化后的钢水成分 0.031 (0.10%+ x100%)= 0.133% 94.70 0.257+0.168 x100%= 0.449% 94.70 1.167+0.001 (0.140%+ x100%)= 1.373% 94.70 0.004 (0.025%+ x100%)= 0.030% 94.70 0.001 (0.025%+ x100%)= 0.026% 94.70 表16,总物料平衡表 收入 质量 % 项目
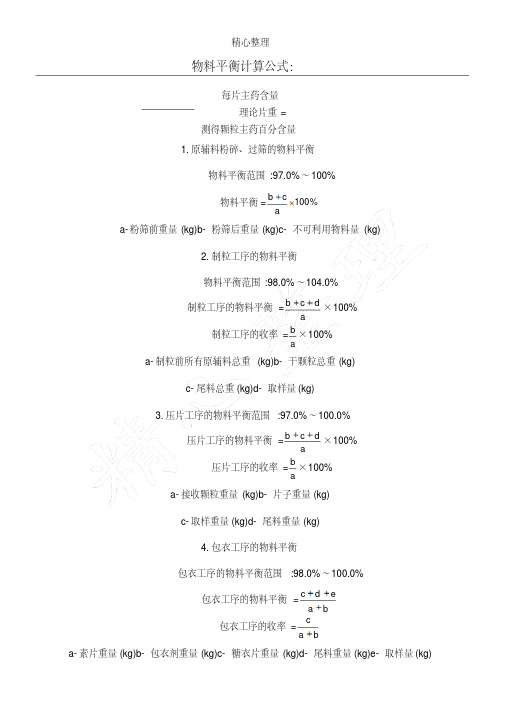
物料平衡计算公式:
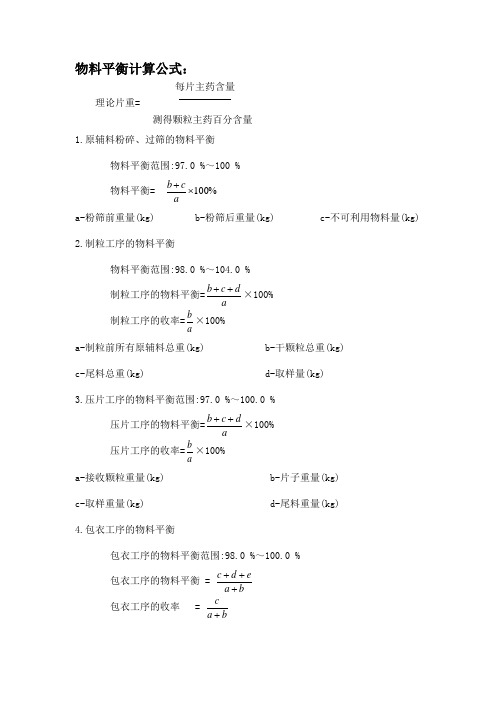
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
(完整版)物料平衡计算公式:
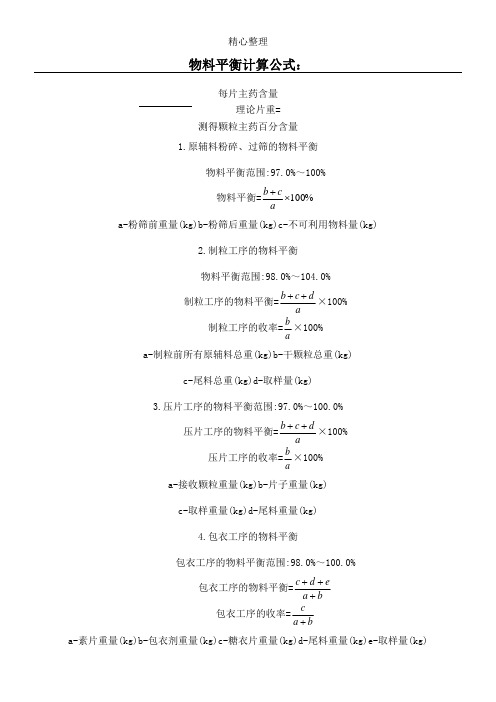
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100% +c b
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=b
a e d c +++ 包衣工序的收率=b
a c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
片剂物料平衡=%100⨯++d c b
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%)
3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%)
4.铝塑内包岗位物料平衡检查:
(成品板总重/平均每板重量+不良品)×规格(粒/板)
╳100%。
水泥生产物料平衡计算

-
20.68 4.51 3.21 #####
-Байду номын сангаас
1.80 1.02 0.26 0.19
-
22.48 5.53 3.47 ##### 97.82
煤
含天然水分料 a(万t)
H
B
B1 R
6.00 ##### #####
6.00 ##### #####
6.00 ##### #####
6.00 ##### #####
-
1.0
0.138
0.140
28.685
688.447 23.118 29.226 701.423
1.05
4604.651
23023.256 11511.628 8222.591362
4385.38206
初定的三率值
n
p
2.5
1.6
校验物料
烧失量 36.00 0.20 0.15 0.02 36.38
物料平衡(t) a(万t) h(t)
含天然水分料 d(t)
石灰石 砂页岩 粉煤灰 铁矿 生料 石膏 混合材 熟料 水泥
煤
1.0 3.0 0.5 10.0 0.0 0.5 1.85
-
1.299
1.312
270.627
6495.054 ####### 273.361 6560.661
-
0.087
0.090
名称
烟煤 无烟煤
水分(Mar/%)
1.85 1.29
烟煤无烟煤工业分析
挥发分(Var/%) 灰分(Aar/%)
24.61 4.70
26.05 15.14
固定碳 (Car/%) 47.49 78.87
高炉冶炼物料平衡计算

高炉冶炼综合计算概述组建炼铁车间(厂)或新建高炉,都必须依据产量以及原料和燃料条件作为高炉冶炼综合计算包括配料计算、物料平衡计算和热平衡计算。
从计算中得到原料、燃料消耗量及鼓风消耗量等,得到冶炼主要产品(除生铁以外)煤气及炉渣产生量等基本参数。
以这些参数为基础作炼铁车间(厂)或高炉设计。
计算之前,首先必须确定主要工艺技术参数。
对于一种新的工业生产装置,应通过实验室研究、半工业性试验、以致于工业性试验等一系列研究来确定基本工艺技术参数。
高炉炼铁工艺已有200余年的历史,技术基本成熟,计算用基本工艺技术参数的确定,除特殊矿源应作冶炼基础研究外,一般情况下都是结合地区条件、地区高炉冶炼情况予以分析确定。
例如冶炼强度、焦比、有效容积利用系数等。
计算用的各种原料、燃料以及辅助材料等必须作工业全分析,而且将各种成分之总和换算成100%,元素含量和化合物含量要相吻合。
将依据确定的工艺技术参数、原燃料成分计算出单位产品的原料、燃料以及辅助材料的消耗量,以及主、副产品成分和产量等,供车间设计使用。
配料计算也是物料平衡和热平衡计算的基础。
依据质量守恒定律,投入高炉物料的质量总和应等于高炉排出物料的质量总和。
物料平衡计算可以验证配料计算是否准确无误,也是热平衡计算的基础。
物料平衡计算结果的相对误差不应大于%。
常用的热平衡计算方法有两种。
第一种是根据热化学的盖斯定律,即按入炉物料的初态和出炉物料的终态计算,而不考虑炉内实际反应过程。
此法又称总热平衡法。
它的不足是没有反应出高炉冶炼过程中放热反应和吸热反应所发生的具体空间位置,这种方法比较简便,计算结果可以判断高炉冶炼热工效果,检查配料计算各工艺技术参数选取是否合理,它是经常采用的一种计算方法。
第二种是区域热平衡法。
这种方法以高炉局部区域为研究对象,常将高炉下部直接还原区域进行热平衡计算,计算其中热量的产生和消耗项目,这比较准确地反应高炉下部实际情况,可判断炉内下部热量利用情况,以便采取相应的技术措施。
(完整版)片剂中物料平衡计算

片剂物料平衡的计算(1)整粒终混平衡的计算A=总投料量(kg)B=合格颗粒量(kg)C=不合格颗粒量(kg)D=取样量(kg)B +C + D平衡=--------------------×100% 应为95%~102%A(2)整粒终混得率的计算得率=B/A×100%(3)压片平衡的计算A=合格颗粒重量(kg)B=不合格品重量(kg)C=合格片重量(kg)D=取样量(kg)B +C + D平衡=------------------×100% 应为95%~100%A(4)压片得率的计算得率=C/A×100%(5)包装平衡的计算A:领取素片重量(kg)B:包装数量(片)C:平均片重(kg)D:内包装不合格品量(kg)E:外包装不合格品量(kg)平衡=(B×C÷1000+D+E)/A×100% 应为95%~102%(6)包装得率的计算得率=(B×C÷1000)/A×100%(7)批平衡的计算A:总投料量(kg)B:包装数量(片)C:制粒不合格品量(kg)D:制粒取样量(kg)E:压片不合格品量(kg)F:压片取样量(kg)G:内包装不合格品量(kg)H:外包装不合格品量(kg)B×平均片重÷1000+C+D+E+F+G+H平衡=-------------------------------- ×100% (应为95%~102%)A(8)批得率的计算得率=B×平均片重÷1000/A×100%(9)内包材平衡的计算A:使用量(kg)B:合格药板数量(板)C:不合格药板数量(板)D:未冲裁报废铝箔(米)E:铝塑板的宽(米)F:每一米铝箔的重量(kg)平衡=〔(B+C)÷3×E+D〕÷(A÷F)×100% (应为96%~104%)(10)外包材平衡的计算A:使用量B:成品量C:残损量D:取样量E:退库量/留用下批平衡=(B+C+D)÷A×100% (应为96%~104%)注:箱子和合格证的平衡为100%。
环评中物料平衡计算范例
某化工企业年产400吨柠檬黄,另外每年从废水中可回收4吨产品,产品的化学成分和所占比例为:铬酸铅(PbCrO 4)占54.5%,硫酸铅(PbSO 4)占37.5%,氢氧化铝[Al (OH )3]占8%。
排放的主要污染物有六价铬及其化合物、铅及其化合物、氮氧化物。
已知单位产品消耗的原料量为:铅(Pb )621kg/t,重铬酸钠(Na 2Cr 2O 7)260 kg/t ,硝酸(HNO 3)440 kg/t 。
则该厂全年六价铬的排放量为( )t 。
(已知:各元素的原子量为Cr =52, Pb=207,Na =23,0=16)A .0.351B .6.2C .5.85D .无法计算C 【解析】本题比上题更复杂,这种题可能会放在案例中考试。
(1)首先要分别计算铬在产品和原材料的换算值。
产品(铬酸铅)铬的换算值=%1.16%10032352%1004165220752=⨯=⨯⨯++ 原材料(重铬酸钠)铬的换算值=%69.39%100262104%10071652223522=⨯=⨯⨯+⨯+⨯⨯ (2)每吨产品所消耗的重铬酸钠原料中的六价铬重量260×39.69%=103.2(kg/t)(3)每吨产品中含有六价铬重量(铬酸铅占54.5%)1000kg ×54.5%×16.1%=87.7(kg)(4)生产每吨产品六价铬的损失量103.2-87.7=15.5 (kg/t)(5)全年六价铬的损失量15.5 kg/t ×400t=6200(kg/年)=6.2(t)(6)计算回收的产品中六价铬的重量4000kg ×54.5%×16.1%=351(kg )=0.351(t)(7)计算全年六价铬的实际排放量6.2(t)—0.351(t)=5.849(t)≈5.85(t)按照上述方法还可计算其它污染物的排放量。
6.某企业给水系统示意图如下图所示(单位为m 3/d ),该厂的用水重复利用率是( )。
物料平衡计算公式
物料平衡计算公式 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0%~100%物料平衡=%100⨯+ac b a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0%~104.0%制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)c-尾料总重(kg)d-取样量(kg)3.压片工序的物料平衡范围:97.0%~100.0%压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg)b-片子重量(kg)c-取样重量(kg)d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0%~100.0%包衣工序的物料平衡=b a e dc +++ 包衣工序的收率=ba c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5%~100.0%包材物料平衡=%100⨯++++Aa d cb B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg) B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存a-领用量b-使用量c-剩余量d-残损量7.生产成品率成品率范围:90%~102%片剂收率=%100⨯++ad c b a-计划产量b-入库量c-留样量d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:
物料平衡计算公式:-CAL-FENGHAI.-(YICAI)-Company One1物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 =b a e dc +++ 包衣工序的收率 =ba c +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg)B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
餐厨项目的物料平衡计算
餐厨项目的物料平衡计算
物料平衡计算方式:物料平衡率=(实际产量+抽样量+损耗量)/理论产量×100%产品或物料实际产量或实际用量及收集到的损耗之
和与理论产量或理论用量之间的比较,并考虑可允许的偏差范围。
2、在分析化学中,物料平衡是指在一个化学平衡体系中,某一给定物资的总浓度(即分析化学浓度)与各有关形式平衡浓度之和相等。
1、所谓物料平衡,在钢铁企业中主要是指金属料的平衡。
投入品中含铁量多少,出来的产成品中含铁量多少,这之间应当平。
每一个工序之间投入、产出都进行物料平衡,可以从根本上杜绝由于物料不平衡造成一部分原材料流失。
2、物料平衡是指包括燃料灰分、焦炭、脱硫剂及添加剂在内的固体床料在炉膛、分离器和回料装置组成的系统中形成的动态平衡。
3、物料平衡是指产品或物料的理论产量或用量之间的比较,可允许有正常的偏差。
因此,品牌个性定位不只是宣传产品,关键是发掘出兼容具体产
品的独特风格与经营理念。
4、Kw(2)HA的存在形式有HA及A-两种,其浓度和等于HA的分析浓度(所谓酸的分析浓度指未电离酸和已电离酸和)c:[A-]+[HA]=c(3)这种把一种物质在溶液中存在的各物种浓度之和等于其分析浓度的
关系物称为物料平衡循环流化床锅炉的运行是否正常,是否能够达到额定出力,物料的平衡和热量的平衡是关键。
物料平衡计算
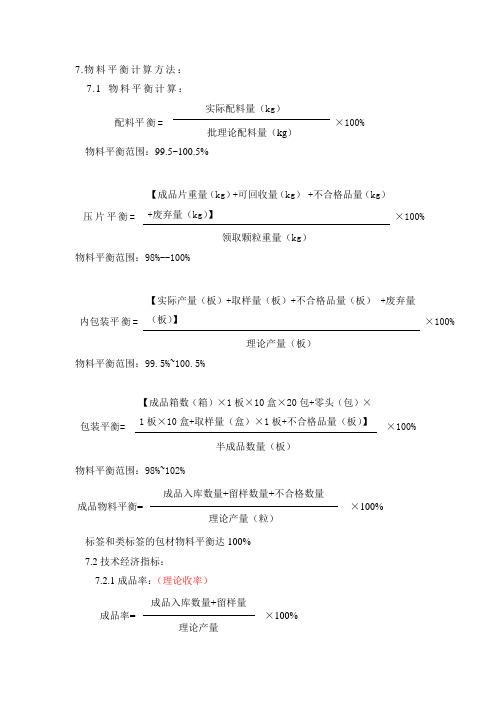
7.物料平衡计算方法:
7.1 物料平衡计算:
配料平衡= 实际配料量(kg)
×100% 批理论配料量(kg)
物料平衡范围:99.5~100.5%
压片平衡= 【成品片重量(kg)+可回收量(kg) +不合格品量(kg)
+废弃量(kg)】×100%
领取颗粒重量(kg)
物料平衡范围:98%--100%
内包装平衡= 【实际产量(板)+取样量(板)+不合格品量(板) +废弃量
(板)】×100%
理论产量(板)
物料平衡范围:99.5%~100.5%
包装平衡= 【成品箱数(箱)×1板×10盒×20包+零头(包)×
1板×10盒+取样量(盒)×1板+不合格品量(板)】
×100%
半成品数量(板)
物料平衡范围:98%~102%
成品物料平衡= 成品入库数量+留样数量+不合格数量
×100% 理论产量(粒)
标签和类标签的包材物料平衡达100% 7.2技术经济指标:
7.2.1成品率:(理论收率)
成品率= 成品入库数量+留样量
×100% 理论产量
7.2.2成本:
成本=
车间成本(元)
成品与入库数量(片)7.2.3一次合格率:
一次合格率= 一次合格品数
×100% 成品数。
物料平衡计算公式:
精心整理
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100%
物料平衡=%
100a c b
a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)
2.制粒工序的物料平衡
物料平衡范围:98.0%~104.0%
制粒工序的物料平衡=a d c b
×100% 制粒工序的收率=a b
×100%
a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)
c-尾料总重(kg)d-取样量(kg)
3.压片工序的物料平衡范围:97.0%~100.0%
压片工序的物料平衡=a d c b
×100% 压片工序的收率=a b
×100%
a-接收颗粒重量(kg)b-片子重量(kg)
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=
b a e d
c 包衣工序的收率=b a
c
a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)。
物料平衡计算
0.589619933
0.637
0.022882419
0.024497648
氧耗减少(㎏)
矿石分解供氧 渣中铁氧化氧耗
(㎏)
量(㎏)
总纯氧耗减少 (㎏)
0.266258089
0.273
0.007806943
0.265193057
炉气增加量
石灰烧碱增加 氧气减少导致氮
(㎏)
CO2(㎏) 气减少(㎏)
0.004896584 0.005961616
0.47
MN
P
0.44
0.264
0.03
0.048
0.47
0.312
0
0.1158125
0.1961875
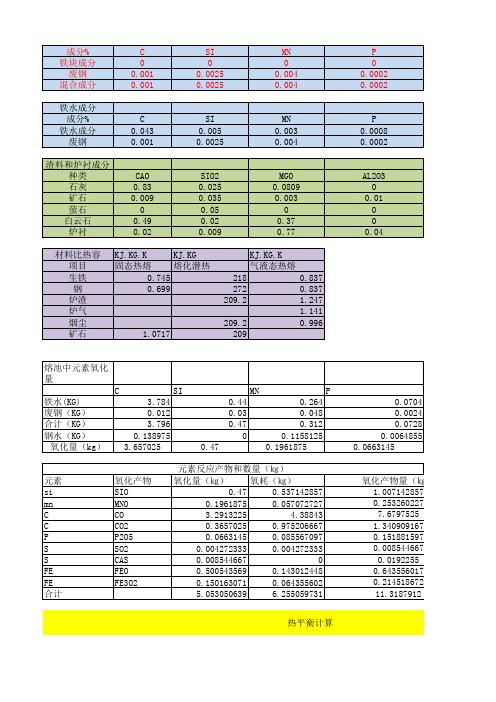
元素 si mn C C P S S FE FE 合计
氧化产物 SIO MNO CO CO2 P2O5 SO2 CAS FEO FE3O2
元素反应产物和数量(㎏)
氧化量(㎏) 氧耗(㎏)
0.47
成分% 铁块成分
废钢 混合成分
C 0 0.001 0.001
SI 0 0.0025 0.0025
MN 0 0.004 0.004
铁水成分 成分%
铁水成分 废钢
C 0.043 0.001
SI 0.005 0.0025
MN 0.003 0.004
渣料和炉衬成分 种类 石灰 矿石 萤石
白云石 炉衬
CAO 0.83 0.009
4%
热量总支出 (KJ)
177778.6262
钢水物理热 (KJ)
134533.8726
炉渣物理热 (KJ)
16297.84161
炉气物理热 (KJ)
PF3701生产物料平衡表
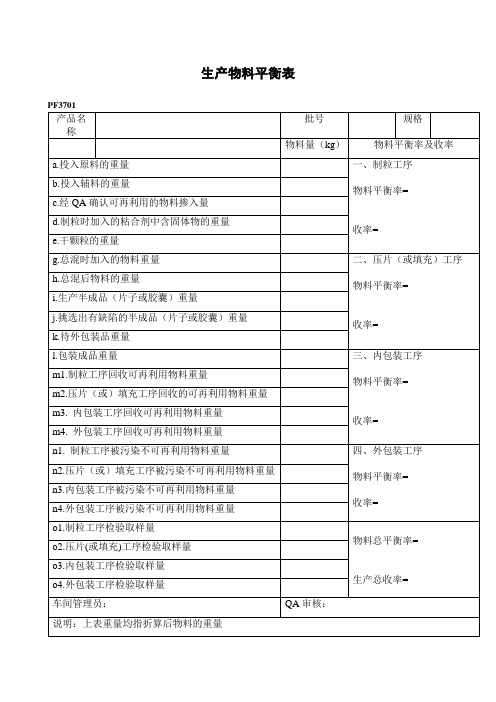
j.挑选出有缺陷的半成品(片子或胶囊)重量
k.待外包装品重量
l.包装成品重量
三、内包装工序
物料平衡率=
收率=
m1.制粒工序回收可再利用物料重量
m2.压片(或)填充工序回收的可再利用物料重量
m3.内包装工序回收可再利用物料重量
m4.外包装工序回收可再利用物料重量
n1.制粒工序被污染不可再利用物料重量
四、外包装工序
物料平衡率=
收率=
n2.压片(或)填充工序被污染不可再利用物料重量
n3.内包装工序被污染不可再利用物料重量
n4.外包装工序被污染不可再利用物料重量
o1.制粒工序检验取样量
物料总平衡率=
生产总收率=
o2.压片(或填充)工序检验取样量
o3.内包装工序检验取样量
o4.外包装工序检验取样量
车间管理员:
QA审核:
说3701
产品名称
批号
规格
物料量(kg)
物料平衡率及收率
a.投入原料的重量
一、制粒工序
物料平衡率=
收率=
b.投入辅料的重量
c.经QA确认可再利用的物料掺入量
d.制粒时加入的粘合剂中含固体物的重量
e.干颗粒的重量
g.总混时加入的物料重量
二、压片(或填充)工序
物料平衡率=
收率=
h.总混后物料的重量