硬质合金可转位刀片技术要求.
硬质合金可转位车刀设计

硬质合金可转位车刀设计文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]七、硬质合金可转位车刀设计[原始条件]加工推动架工序1中车¢50端面,工件材料HT200,铸件。
表面粗糙度要求达到Ra6.3,需采用粗车完成其端面车削,总余量为3 mm,使用机床为CA6140普通车床。
试设计一把硬质合金可转位车刀。
设计步骤为:(1)选择刀片夹固结构。
考虑到加工在CA6140普通车床上进行,且属于连续切削,由《切削手册》表4-22典型刀片夹固结构简图和特点,采用偏心式刀片夹固结构。
(2)选择刀片材料(硬质合金牌号)。
由原始条件给定:被加工工件材料为HT200,连续切削,完成粗车工序,按照硬质合金的选用原则,选取刀片材料(硬质合金牌号)为YT15。
(3)选择车刀合理角度。
根据刀具合理几何参数的选择原则,并考虑到可转位车刀几何角度的形成特点,选取如下四个主要角度:①前角γo= 15°;②后角?o= 5°;③主偏角k r = 90°;④刃倾角λs= -6°。
后角?o的实际数值以及副后角??o和副偏角k?rg在计算刀槽角度时,经校验后确定。
(4)选择切削用量。
根据切削用量的选择原则,查表确定切削用量。
粗车时:切削深度ap=3mm,进给量f=0.5mm/r,切削速度v=122m/min ;(5)选择刀片型号和尺寸:①选择刀片有无中心固定孔。
由于刀片夹具结构已选定为偏心式,因此应选用中心有固定孔的刀片。
②选择刀片形状。
按选定的主偏角k r = 90°,根据《切削手册》表4-20刀片形状的选择原则,选用正三角形刀片。
③选择刀片精度等级。
由《切削手册》表4-17刀片精度等级的选择原则,选用U级。
④选择刀片内切圆直径d(或刀片边长L)。
根据已确定的ap=3mm,k r = 90°和λs= 0°,将a p、k r和λs代入《金属切削刀具课程设计指导书》公式(2.5),可求出刀刃的实际参加工作长度Lse为L se =srpkaλcossin=︒-︒6cos90sin3=3.0mm则所选用的刀片边长L应为L>1.5 Lse=1.5×3.016=4.50mm因为是正三角形刀片,L=√3d d=2.60mm⑤选择刀片厚度s。
可转位刀片型与ISO表示规则(终审稿)

可转位刀片型与I S O表示规则文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-可转位刀片型号与ISO表示规则式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;图1?刀片形状代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2?主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1?刀片尺寸公差代码表注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
图3?刀片尺寸参数式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;图4?刀片断屑及夹固形式代码式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;图5?切削刃长度表示方法式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;图6?刀片厚度代码式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;图7?修光刃代码式中8表示为表示特殊需要的代码;式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;式中10表示为断屑槽型的代码(表2)。
表2?刀片断屑槽选用推荐表断屑槽型工件材料长屑材料不锈钢短屑材料耐热材料软材料ABCDE ABCDE BCDE ABCD ABCDPF PMF PM PMR PR 543--353---253--144--1455543--353--1552--134--134321--21--22--4554112243--54--2552-221--2221---33--232-----33-HF HM HR 54----54--1451-54---354--2641-3---21--441-43--343-123121--344-234231 53 TCGR --14554---54-----13354---54---44443---3-----1143--43------21--21--PMR PGR 1442-1442-2442-2442-322-322-1322132223422342NUN NGN PUN PGN -1343-1343-1443-1443-----------3553-35534554455444314431---------355-355---------222-22211 12-431--342--452--243-321--353-431-253-421-242RCMT RCMX RNMG 13442-1343-124213432-2322-221-33323433233--222-222-2312232-111----注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码?。
数控刀具国家标准

国内数控机床刀具标准及选择国内数控机床刀具标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
表1 工具柄部型式代号代号工具柄部型式JT 自动换刀机床用7:24圆锥工具柄 GB 10944-89BT 自动换刀机床用7:24圆锥BT型工具柄 JIS B6339ST 手动换刀机床用7:24圆锥工具柄 GB 3837.3-83MT 带扁尾莫氏圆锥工具柄 GB 1443-85MW 无扁尾莫氏圆锥工具柄 GB 1443-85ZB 直柄工具柄 GB 6131-85表2 工具的用途代号及规格参数用途代号用途规格参数表示的内容J 装直柄接杆工具装接杆也直径—刀柄工作长度Q 弹簧夹头最大夹持直径—刀柄工作长度XP 装削平型直柄工具装刀孔直径—刀柄工作长度Z 装莫氏短锥钻夹头莫氏短锥号—刀柄工作长度ZJ 装莫氏锥度钻夹头贾氏锥柄号—刀柄工作长度M 装带扁尾莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度MW 装无扁尾莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度MD 装短莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度JF 装浮动绞刀绞刀块宽度—刀柄工作长度G 攻丝夹头最大攻丝规格—刀柄工作长度TQW 倾斜型微调镗刀最小镗孔直径—刀柄工作长TS 双刃镗刀最小镗刀直径—刀柄工作长度TZC 直角型粗镗刀最小镗孔直径—刀柄工作长度TQC 倾斜型粗镗刀最小镗孔直径—刀柄工作长度TF 复合镗刀小孔直径/大孔直径—孔工作长度TK 可调镗刀头装刀孔直径—刀柄工作长度XS 装三面刃铣刀刀具内孔直径—刀柄工作长度XL 装套式立铣刀刀具内孔直径—刀柄工作长度XMA 装A类面铣刀刀具内孔直径—刀柄工作长度XMB 装B类面铣刀刀具内孔直径—刀柄工作长度XMC 装C类面铣刀刀具内孔直径—刀柄工作长度KJ 装扩孔钻和铰刀1:30圆锥大端直径—刀柄工作长度数控刀具国家标准概述:1、可转位刀具的基本概念可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片,用机械夹固的方法夹紧在刀体上的一种刀具。
可转位车刀的设计方案

一、车刀的结构机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。
图1 机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
·偏心式(见图2)偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
图2 偏心式夹紧结构组成·杠杆式(见图3)杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。
当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。
该结构特点是定位精度高、夹固牢靠、受力合理、适用方便,但工艺性较差。
图3 杠杆式夹紧结构组成·楔块式(见图4)刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。
该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
图4 楔块式夹紧结构不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。
②刀片周边尺寸定位需满足三点定位原理。
③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。
夹紧力的作用原理如表1所示。
可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一切削刃,即可进行切削,当所有切削刃都磨损后再取下,换上新的同类型的刀片。
硬质合金刀片的正确选用
表 一
刀 片 系 列 国际标 准牌 号 P 1 o
我 国 牌 号
P类
M 类
K类
P0 P O P0 M1 M 0 K 1 K 0 K O K 0 1 2 3 0 2 O 1 2 3
Y 80— 和 K类 三 大 类 。 P类 硬 质 合 金 适 于 加 工 形 成 世 纪七 十年代 由冶金 工业部制订 的 ( B 5 长切屑的黑 色 金属 材 料 , 即碳 素钢 和 部分 合 7 ) 主要 由株 州 硬 质 合 金 厂 , 5。 自贡 硬 质 合 金
・
3 ・ 7
材 料 , 别 是 超 硬 材 料 的 加 工 需 要 。 特 别 是 特
一
斑 。如 切 削 刀 具 用 可 转 位 刀 片 型 号 表 示 规
近 十年 来 , 国 的 硬 质 合 金 厂 家 在 引 进 国 外 则 ( B 06—8 ) 无 孔 的 硬 质 合 金 可 转 位 刀 我 G 27 7、 硬 质合 金 先 进 制 造 技 术 方 面 , 得 了 长 足 的 片 ( B 09—8 ) 圆 孔 硬 质 合 金 可 转 位 刀 片 取 G 27 7、 G 27 7 和 发 展 , 制 出 许 多 新 的 硬 质 合 金 牌 号 。我 公 ( B 08— 8 ) 硬 质 合 金 可 转 位 铣 刀 片 研 G 28 —8 ) 这 司在 前 几 年 的 技 术 改 造 中 , 买 了 一 些 国 外 ( B 0 1 7 等 等 , 些 标 准 无 不 是 等 效 采 购
一
如 : 有 P 0 P 0 P 0和 P 1 硬 质 合 金 牌 P类 3 、2 、 1 O 等
硬质合金数控刀片型号的具体含义

硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准I SO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
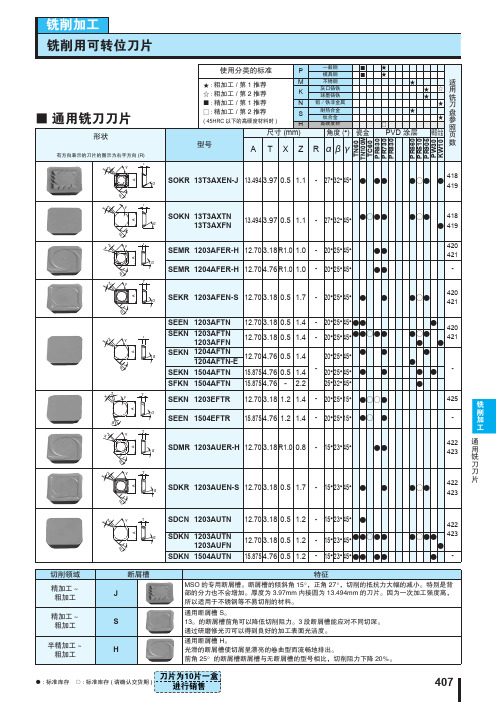
京瓷—铣削用可转位刀片
●●
-
A
Z
X
Ћ
Ќ
T
TPMR 2204PDER-H 12.70 4.76 R1.0 1.4 - 11°15°30°
●●
430
Ѝ
A
Z
X
Ћ TPKR 2204PDER-S 12.70 4.76 R1.0 1.4 - 11° 15°30° ● ●
●○●
430
T Ќ
408
刀片为10片一盒
进行销售
● 标准库存 ○ : 标准库存(请确认交货期)
●●○●●
● ● 424 ○●
-
● 424
●-
○●● ●
-
X
A
SPEN 1203EESR 12.70 3.18 1.0 1.4 - 11°20°15°
Ћ
●
-
Ќ
SPCN 1203XPTR
R1.0 2.0
●
X
Z Ѝ
A
T
SPKN 1203XPTR
Ћ
1203XPTL
R1.0 12.70 3.18 1.0
2.0
1203EDTL
Ћ
1203EDFR
1203EDFL
SPKN 1504EDTR
1504EDFR
T
R1.0 2.0
R1.0 1.0
2.0
12.70 3.18 R1.0 2.0
1.0 1.6
1.0 1.6
15.875 4.76 1.0 2.2
15.875 4.76 1.0 2.2
● ●●○●●
● - 11°15°15°
SOKR 13T3AXEN-J 13.494 3.97 0.5 1.1 - 27°32°45° ● ●●
数控刀具国家标准

国内数控机床刀具标准及选择国内数控机床刀具标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
表1 工具柄部型式代号代号工具柄部型式JT 自动换刀机床用7:24圆锥工具柄 GB 10944-89BT 自动换刀机床用7:24圆锥BT型工具柄 JIS B6339ST 手动换刀机床用7:24圆锥工具柄 GB 3837.3-83MT 带扁尾莫氏圆锥工具柄 GB 1443-85MW 无扁尾莫氏圆锥工具柄 GB 1443-85ZB 直柄工具柄 GB 6131-85表2 工具的用途代号及规格参数用途代号用途规格参数表示的内容J 装直柄接杆工具装接杆也直径—刀柄工作长度Q 弹簧夹头最大夹持直径—刀柄工作长度XP 装削平型直柄工具装刀孔直径—刀柄工作长度Z 装莫氏短锥钻夹头莫氏短锥号—刀柄工作长度ZJ 装莫氏锥度钻夹头贾氏锥柄号—刀柄工作长度M 装带扁尾莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度MW 装无扁尾莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度MD 装短莫氏圆锥柄工具莫氏锥柄号—刀柄工作长度JF 装浮动绞刀绞刀块宽度—刀柄工作长度G 攻丝夹头最大攻丝规格—刀柄工作长度TQW 倾斜型微调镗刀最小镗孔直径—刀柄工作长TS 双刃镗刀最小镗刀直径—刀柄工作长度TZC 直角型粗镗刀最小镗孔直径—刀柄工作长度TQC 倾斜型粗镗刀最小镗孔直径—刀柄工作长度TF 复合镗刀小孔直径/大孔直径—孔工作长度TK 可调镗刀头装刀孔直径—刀柄工作长度XS 装三面刃铣刀刀具内孔直径—刀柄工作长度XL 装套式立铣刀刀具内孔直径—刀柄工作长度XMA 装A类面铣刀刀具内孔直径—刀柄工作长度XMB 装B类面铣刀刀具内孔直径—刀柄工作长度XMC 装C类面铣刀刀具内孔直径—刀柄工作长度KJ 装扩孔钻和铰刀1:30圆锥大端直径—刀柄工作长度数控刀具国家标准概述:1、可转位刀具的基本概念可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片,用机械夹固的方法夹紧在刀体上的一种刀具。
刀具刃口强化技术的最新发展
刀具刃口强化技术的最新发展一、刀具刃口强化的重要性刀具刃口强化是刀片生产中不可缺少的重要工序,可以大大提高刀具性能和使用寿命。
经普通砂轮或金刚石砂轮刃磨后的刀具刃口,存在程度不同的微观缺口(即微小崩刃与锯口)。
前者可用肉眼和普通放大镜观察到,后者用100倍(带0.010mm刻线)显微镜能够观察到,其微观缺口一般在0.01-0.05mm,严重者高达0.1mm以上。
在切削过程中刀具刃口微观缺口极易扩展,加快刀具磨损和损坏。
现代高速切削加工和自动化机床对刀具性能和稳定性提出了更高的要求,特别是涂层刀具在涂层前必须经过刀口的钝化处理,才能保证涂层的牢固性和使用寿命。
从国外引进数控机床和生产线所用刀具,其刃口已全部钝化处理。
有众多的信息表明,刀具刃口钝化可有效延长刀具寿命200%或更多,大大降低刀具成本,给用户带来巨大的经济效益。
刀具的最早钝化工具是皮子、石头等,如到理发馆刮脸,理发员在皮子上鐾刀,使刀刃更加锋利耐用。
再比如在农村,几乎每家每户都有磨刀石。
而在机械加工方面所用的刀具,我们的前辈也有很多丰富的刀刃强化经验。
比如在粗加工时,一把新刃磨好的刀具鐾刀可以减少初级磨损阶段磨损值,在正常磨损阶段后期鐾刀,仍可再延长正常磨损阶段,一般刀具寿命提高0.5倍以上。
精加工使用铰刀时,未经鐾刀其内孔表面有时达不到图纸要求,精心鐾刀后表面粗糙度可稳定Ra1.6-0.8µm,同时刀具寿命可提高1倍左右。
精刨机床导轨,采用负前角宽刃压光刀,其前后刀面必须经过平板精心研磨,提高了表面质量才能保证刃口锋利平直,导轨加工表面粗糙度可稳定达到Ra0.8µm以下。
但是传统的刃口技术存在很大安全问题,比如某厂加工大炮筒内孔来复线使用的拉槽刀,由于被加工材料韧性和强度高,刀具磨损快,甚至切屑被卡住造成事故,所以必须专门安排有经验的老工人鐾刀,才能完成这项关键性加工。
印刷机墙板精孔加工,采用浮动镗刀,有进给的走刀痕迹,经研制带有放大镜的鐾刀工具后,刃口锋利平直。
《切削刀具用可转位刀片型号表示规则》标准编制说明
3.1标准的格式严格按照GB/T1.1-2000《标准化工作导则 第1部分:标准的结构和编写规则》的规定进行。
3.2修订后的标准充分反映了当前国内各生产企业的先进技术水平,便于生产,宜于应用。
3.3采用国际先进标准,有利于与国际先进行水平接轨,对国内生产企业及相关行业的技术进步将产生积极的推动作用。
解释:
结合b)的修改,更符合我国可转位刀片实情。
d)表5中增加了3种V型刀片的规格:12.7mm、15.875mm、19.05mm。
解释:
更符合我国可转位刀片实情。
e)表10中双倒棱刀刃的代号由“K”改为“Q”。
解释:
更符合我国可转位刀片实情。
株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司
2006-09-21
4.6对圆形刀片的刀尖转角形状或刀尖圆角半径代号的规定由原国家标准中规定用“00”改为新国标中“MO”。
4.7在原国标基础上增加了两种刀处切削刃截面形状的代号规定。
4.8删去了表示刀片断屑槽形式和宽度的代号的规定。
5、本标准修改采用ISO 1832:2004,根据ISO 1832:2004重新起草,并纳入了ISO 1832 Technical Corrigendum 1-2005《切削刀具用可转位刀片.名称与代号.技术勘误1》。
2.32006年9月13日~16日,全国有色金属标准化技术委员会在山东青岛市主持召开了国家标准GB/T 2076《切削刀具用可转位刀片型号表示规则》讨论会,共有13个单位的17位代表参加了会议,与会代表对标准讨论稿进行了认真细致的讨论,提出了修改意见,现根据修改意见编制了《切削刀具用可转位刀片型号表示规则》(送审稿)。
4、主要修订内容
4.1适用范围增加,原国家标准仅适用于硬质合金和陶瓷可转位刀片,修订后的国家标准不仅适用于硬质合金和陶瓷可转位刀片,还适用于镶有立方氮化硼及聚晶金刚石的刀片。
硬质合金数控刀片型号的具体含义
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
三角形刀片可转位车刀设计

1.硬质合金可转位车刀的设计1、刀片结构的确定1)选择刀片夹固结构考虑到加工在C620—1普通车床上进行,且属于连续切削,参照表2.1[2]典型刀片夹固结构简图和特点,采用偏心式刀片夹固结构。
2)选择刀片材料(硬质合金牌号)有原始条件给定:被加工材料为45钢(正火),连续切削,完成粗车一道工序,按照硬质合金的选择原则,选取刀片材料(硬质合金牌号)为YT15。
3)选择车到合理角度根据刀具合理几何参数的选择原则,并考虑到可转位车刀几何角度的形成特点,选取如下四个主要角度:1.前角γo=15°,2后角α°,3主偏角κr=90°,4刃倾角λs=-6°。
o=5后角αo的实际数值以及副后角α¹o和副偏角κ¹r在计算刀槽角度时,经校验后确定。
4)选择切削用量根据切削用量的选择原则,查表5.2[2]确定切削用量。
粗车时:背吃刀量: a p=3mm; 进给量: f=0.4mm/r; 切削速度:v c=70m/min;精车时:背吃刀量: a p=1.0mm;进给量: f=0.2mm/r; 切削速度:v c=85m/min;2、刀片型号和尺寸选用有中心固定孔的刀片,按选定的主偏角κr =90°,参照2.4.4.2[2]刀片形状的选择原则,选用三角形刀片。
参照2.4.4.3[2]刀片精度等级的选择原则,选用U 级。
1)选择刀片内切圆直径d (或刀片边长L )。
根据已确定的a p =3mm ,κr =90°和λs =-6°,将a p 、κr 和λs 代入s i n c o s pse r sa L κλ=,可求出刀刃的实际参加工作长度se L 为:33.124sin cos sin 90cos(6)pse r sa L m mκλ===︒-︒;则选用刀片长度L>1.5se L =1.5×3.124=4.686mm ,因为是三角形刀片,所以 3.124L m m=>。
硬质合金刀片的材料分类.性能.选用(摘要)
锻铸铁
钢、铸钢、
车削、铣削、刨削、中或低切削速度中
P30 长切屑的可 或大切削截面,在不利条件下加工
锻铸铁
钢、有夹
车削、刨削、插削、低切削速度、大切
P40 砂和孔隙的 削截,可以用于不利条件下加工的大切削角
铸钢件
和在自动机床上使用
钢、有夹
适于要求韧性很高的硬质合金的工序车
P50
砂和孔隙中 削、刨削、插削、低切削速度、大切削截面, 或低抗拉强 可以在不利条件下以大切削角加工和在自动
M30
奥氏体钢、灰口铸 铁、耐高温合金
中或大切削截面
高速切削软钢、 车削、切断、特别适于自动机床的 低抗拉强度钢、有 成形车削
M40 色金属和轻合金
硬质合金 ISO 标准按用途分类表(续)
非常硬的灰口铸铁,肖氏 车削的精加工、镗削、铣削、 硬度 85 以上的冷硬铸件、 刮削 K01 高硅铝合金、淬火钢、高耐 磨塑料、硬纸板、陶瓷
1.较高的硬度和耐磨性;
2.较高的耐热性;
3.必要的强度与韧性;
4.较好的导热性;
5.较好的抗粘结性;
6.制造刀具工艺性和经济性相对好。
各类刀片牌号的性能差别很大、适用范 围也各有不同,没有一种刀片牌号具备所有 的最佳性能,而是各有所长、相互补充的。 所以,了解刀片牌号的基本特性及其应用范 围,在生产实践中掌握其规律性,才能做到 运用自如。
由于硬质合金中的高温碳化物含量超过高速 钢,具有高硬度、耐磨性好、耐热性好的特性, 允许使用切削速度要比高速钢高得多,因此,硬 质合金是目前得到最广泛应用的切削刀具材料。
1.ISO 标准硬质合金的分类 及其刀片牌号表示方法:
(1)ISO 标准硬质合金的分类及其代号; (2)ISO 标准硬质合金牌号成份和性能; (3)ISO 标准硬质合金按用途分类表。
刀具标准

数控刀具国家标准一.可转位刀具刀片型号编制标准1.可转位车刀型号表示规则GB/T5343.1,它等效采用ISO5680-1989。
它适用于可转位外圆车刀、端面车刀、防形车刀及拼装复合刀具的模块刀头的型号编制。
其型号也是由按规定顺序排列的一组字母和数字代号所组成。
2.可转位带孔铣刀型号表示规则它是在ISO7406-1986的基础上制订的。
它适用于可转位面铣刀、三面刃(槽)铣刀、套式立铣刀及圆柱形铣刀型号的编制。
其型号由11个号位组成(面铣刀只有10个号位,没有第11个号位)。
前1~4号位表明刀体的特征。
波折号后边的号位表示刀片装夹方式和刀片特征。
3.可转位带柄铣刀型号表示规则它是在国际标准ISO7848-1986的基础上制订的。
它的型号也由11个号位组成。
其中有5个号位表示刀体的特征,两个号位表示柄部的特征,另外4个号位则表示刀片的装夹方法及其切削刃长度的特征。
4.可转位刀片型号表示规则GB2076-87,等效ISO1832-85,国内外硬质合金厂生产的切削用可转位刀片(包括车刀片和铣刀片)的型号都符合这个标准。
它是由给定意义的字母和数字代号,按一定顺序排列的十个号位组成。
其中第8和第9个号位分别表示切削刃截面形状和刀片切削方向,只有在需要的情况下才予标出。
二.可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径rε的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
硬质合金可转位刀片技术要求.

硬质合金可转位刀片技术要求1带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求⑴、刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
⑵、刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
⑶、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑷、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑸、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
⑹、凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。
2硬质合金可转位铣刀片的技术要求⑴、可转位铣刀片表面粗糙度应符合下表要求:允许偏差等级前面及后面(Ra) 修光刃后面(Ra)A 0.4 0.4C 0.8 0.8K 1.6 0.8E 1.6 0.8⑵、铣刀片常用精度等级A、C、E、K的d、m和s的允差,见下表。
d d的允许偏差 m的允许偏差 s的允许偏差偏差等级偏差等级偏差等级A、C、E K A C、K E A、C、E、K6.35 ±0.025 ±0.05 ±0.005 ±0.013 ±0.025 ±0.0259.525 ±0.0512.70 ±0.0815.875 ±0.1019.05 ±0.10⑶、刀片基面平直度,只允许向内凹,A级不大于0.005mm;C级不大于0.01mm;K级和E级不大于0.02mm。
⑷、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑸、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑹、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
3硬质合金可转位刀片其他共性技术要术⑴、凡进行表面化学涂层(CVD)的刀片,包括车刀片、铣刀片或其他硬质合金刀片,涂层前刀片刃口皆须进行倒圆处理,刃口圆弧半径γε≤5μm。
可转位车刀设计说明书

目 录要求 (1)一、选择刀片夹固结构 (1)二、选择刀片结构材料 (1)三、刀具合理几何参数的选择和切削用量的选择 (1)3.1刀具合理集合参数的选择 (1)3.2切削用量的选择 (1)四、可转位车刀刀片型号和基本参数 (1)4.1选择刀片有无中心孔 (1)4.2选择刀片形状 (2)4.3选择刀片的精度等级 (2)4.4选择刀片内切圆直径d(或刀片边长L) (2)4.5选择刀片厚度 (2)4.6选择刀尖圆弧半径εr (2)4.7选择刀片断屑槽型式和尺寸 (2)五、选择硬质合金刀垫型号和尺寸 (2)六、计算刀槽角度 (3)七、计算铣制刀槽时所需的角度 (4)7.1计算刀槽最大副前角gg γ及其方位角gg τ (4)7.2计算刀槽切深剖面前角pg γ和进给剖面前角fg γ (4)八、选择刀杆材料和尺寸 (4)8.1选择刀杆材料 (4)8.2选择刀杆尺寸 (4)九、选取偏心销机器相关尺寸 (4)9.1选择偏心销材料 (4)9.2选择偏心销直径c d 和偏心量 (5)9.3计算偏心销转轴孔中心在刀槽前刀面上的位置 (5)十、绘制车刀工作图 (5)要求工件材料黄铜H62、GPa b /σ0.34、D60±0.1mm 、L180mm 、热处理状态正火处理一.选择刀片夹固结构工件的直径D 为70mm ,工件长度L=180mm 。
因此可以在普通机床CA6140上加工。
表面粗糙度要求1.6μm ,为精加工,但由于可转为车刀刃倾角s λ通常取负值,切屑流向已加工表面从而划伤工件,因此只能达到半精加工。
二.选择刀片结构材料由原始给定条件:被加工工件材料为黄铜H62,冷拔处理,选取刀片材料为YT15。
三.刀具合理几何参数的选择和切削用量的选择3.1刀具合理集合参数的选择根据《机械制造技术基础》刀具合理几何参数的选择,四个角度做如下的 择:a.前角0γ:根据《刀具课程设计指导书》图2.5,工件材料为黄铜H62(冷拔),半精车,因此前角可选0γ=15°;b.后角0∂:根据《刀具课程设计指导书》图2.5,工件材料为黄铜H62(冷拔),半精车,因此后角可选0∂=5°;c.主偏角γκ:主偏角γκ=75°;d.刃倾角s λ:为获得大于0°的后角0∂及大于0°的副刃后角'0∂,刃倾角s λ=-6°;e.后角0∂:后角0∂的实际数值及副刃后角'0∂和副偏角'γκ在计算刀槽角度时经校验确定。
硬质合金可转位刀具技术讲座 第三讲 硬质合金可转位刀片
硬质合金可转位刀具技术讲座第三讲硬质合金可转位刀片张翰潮
【期刊名称】《机械工人:冷加工》
【年(卷),期】1992(0)5
【摘要】在可转位刀具中,刀片是一个很重要的零件,因为刀具的角度、断屑槽的形状,以及刀具的精度都和刀片有关。
而在使用刀具时,也要根据加工要求来正确选择刀片,所以要了解可转位刀片的知识。
首先,我们谈谈硬质合金可转位刀片的外形。
按国家标准规定。
【总页数】6页(P51-56)
【关键词】硬质合金;可转位;刀具;讲座
【作者】张翰潮
【作者单位】机电部成都工具所
【正文语种】中文
【中图分类】TG711
【相关文献】
1.硬质合金可转位刀具技术讲座:第四讲可转位刀... [J], 张翰潮
2.硬质合金可转位刀具技术讲座:第二讲可转位刀具切削部分的材料 [J], 张翰潮
3.硬质合金可转位刀具技术讲座:第十讲自动化生产中的可转位刀具 [J], 张翰潮
4.硬质合金可转位刀具技术讲座——第七讲硬质合金可转位铣刀 [J], 张翰潮
5.硬质合金可转位刀具技术讲座第四讲可转位刀片的槽形 [J], 张翰潮
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金可转位刀片技术要求
1带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求
⑴、刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
⑵、刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于
0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
⑶、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑷、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑸、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
⑹、凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。
2硬质合金可转位铣刀片的技术要求
⑴、可转位铣刀片表面粗糙度应符合下表要求:
允许偏差等级前面及后面(Ra) 修光刃后面(Ra)
A 0.4 0.4
C 0.8 0.8
K 1.6 0.8
E 1.6 0.8
⑵、铣刀片常用精度等级A、C、E、K的d、m和s的允差,见下表。
d d的允许偏差 m的允许偏差 s的允许偏差
偏差等级偏差等级偏差等级
A、C、E K A C、K E A、C、E、K
6.35 ±0.025 ±0.05 ±0.005 ±0.013 ±0.025 ±0.025
9.525 ±0.05
12.70 ±0.08
15.875 ±0.10
19.05 ±0.10
⑶、刀片基面平直度,只允许向内凹,A级不大于0.005mm;C级不大于
0.01mm;K级和E级不大于0.02mm。
⑷、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑸、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑹、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
3硬质合金可转位刀片其他共性技术要术
⑴、凡进行表面化学涂层(CVD)的刀片,包括车刀片、铣刀片或其他硬质合金刀片,涂层前刀片刃口皆须进行倒圆处理,刃口圆弧半径γε≤5μm。
⑵、可转位刀片未标注后角允差的,皆为允许偏差为±1°;此外,刀尖圆弧半径γε≤1.0mm,允许偏差为±0.1mm,γεr>;1.0~2.0mm,允许偏差为
±0.15mm。
⑶、可转位刀片产品,在每个刀片上应刻、蚀有可识别特征的标志,特征如:材料类别或涂层代码等。