钛钢复合板焊接技术
钛钢复合板技术要求
材料的技术要求1 执行的标准1.1材料的制造工艺、配料和运输执行的主要标准有:a)《钛-钢复合板》GB8547-2006b)《钛及钛合金板材》GB/T3621-2007c)《钛及钛合金丝》GB3623-2007d)《碳素结构钢和低合金钢热轧厚板和钢带》GB3274-2007e)《钛制焊接容器》JB/T4745-2002f)《钛及钛合金复合钢板焊接技术条件》GB/T13149-1991g)《钛及钛合金加工产品的包装\运输和储存》GB/T8180-20071.2在合同执行期间,如有更新或更严格的标准,卖方承诺按更高的标准执行且不变更商务价格。
当上述规范或标准对某些专用材料不适合时,可采用材料生产厂的标准。
此时,卖方应提供其所遵循的设计导则及设计和运行标准软件。
2 钢内筒钢材要求2.1钢内筒筒体材料从烟道口下部导流板向上,均采用爆炸-轧制钛-钢复合板(代号BR2),厚度有。
具体使用部位详见卷册《烟囱钢内筒施工图》。
2.2钢内筒烟道接口材料采用爆炸-轧制钛-钢复合板(代号BR2),厚度16+1.2mm。
2.3钛-钢复合板接长采用钛贴条(TA2)焊接方案,钛贴条2.0mm厚。
2.4钛—钢复合板的材质要求、化学成分、质量标准和检验规则等均按照国家标准《钛—钢复合板》GB8547-2006执行,分类按2类考虑。
2.5 钛—钢复合板中的钛材(复材)采用TA2牌号,基材钢材采用Q235B钢,两种材料的化学成分、力学性能,以及质量标准和检验规则应分别满足下列国家标准的要求:《钛及钛合金牌号和化学成份》GB/T3620.1-1994《钛及钛合金板材》GB/T3621-1994《碳素结构钢》GB700-88《钛-钢复合板》GB8547-2006《钛及钛合金加工产品超声波探伤方法》GB/T5193-2007《钛及钛合金化学分析方法》GB/T46982.6采用爆炸-轧制方法制成钛与普通钢结合的钛-钢复合板,复合板代号BR2;3成品要求3.1 供货状态:按BR2状态供应,以抛光表面交货。
钛钢复合板冷作、焊接作业指导规则
钛钢复合板冷作、焊接作业指导规则一、钛钢复合板筒体划线:1、钛钢复合板筒体在划线、下料前必须在复层贴纸保护,防止表面钛复层表面划伤和铁离子的污染。
2、钛钢复合板的划线应在复层上进行,划线应尽量采用金属铅笔,只有在以后的加工工序中能去除的部分才允许打冲眼。
3、对钛钢复合板局部有不贴合等缺陷的位置以及材料取样复验在划线时就应充分考虑避开(包括轧制方向)。
4、复验材料应及时先下料,并及时做好材料的移植、标记、流转。
5、钛复合板筒体展长划线必须划两道线:a线是筒体的基准线;b线是钛复层剔边、坡口加工线。
6、严格控制钛复合板筒体展长的精度,对角线误差不能超过2mm。
7、划线结束时应再次对下料尺寸进行复查,并严格履行交检制度。
二、钛钢复合板筒体展长的确定1、钛钢复合板筒体展长必须是在确定其封头的展长尺寸基础上再进行定夺。
2、钛钢复合板筒体直径越大、纵缝拼焊越多筒体的展长相对越难控制和掌握。
3、壁厚越厚、板幅平整度越差的钛钢复合板筒体的展长也遵循留一边(一头)最后再定长的原则(主要考虑是在卷制过程中钛钢复合板材料的延伸率会增加)。
三、钛钢复合板筒体下料1、钛钢复合板筒体切割和坡口加工一般应采用机械方法,主要是剪板机、铣边机、半自动火焰切割机、刨边机。
2、钛钢复合板在剪切时应严格控制:a剪板机刀口的间隙;b应将钢基层朝下,注意防止分层。
3、在进行钛复层剔边时应注意严格控制盘刀的下降进刀量,钛复层如果铣的过浅会剔边困难,如果铣的过深伤及到碳钢基层。
4、钛钢复合板筒体厚度较大或形状不规则时也允许用火焰切割或等离子切割。
此时应注意以下几点:a应避免火花溅落在钛材表面,产生铁离子污染;b且切割边缘和坡口仍应用机械方法加工和去除污染层;c切割前必须考虑给坡口后续的尺寸留以一定的加工余量。
5、钛钢复合板筒体坡口加工刨边结束时,必须对筒体的展长和坡口等尺寸进行卷制前的再次复查,防止尺寸加工的偏差的发生。
四、钛钢复合板筒体压头(拖头板)的制作1、根据设备筒体的直径大小,选择相匹配的圆弧样板。
钛复合板焊接技术

摘 要 : 由 于 采 用 钛 复 合 板 比 采 用 纯 钛 X-程 造 价 显 著 降 低 ,并 且 具 有 很 好 的 耐 腐 蚀 性 能 及 力 学性 能 , 是 替 代 纯 钛 的 理 想 材 料 ,但 是 钛 复
合 板 接 头 的 焊 接 是 其 在 应 用 中难 以克 服 的 难题 。 文 中分 析 了钛 复 合 板 焊 接 的难 点 及 坡 口形 式 ,设 计 了合 理 的 尾 部 保 护 罩 ,通 过 研 究试
验 总 结 出 了钛 复 合 板 的焊 接 工 艺 及 操 作 方 法 . 并 通 过 目视 检 验 、无 损 检 验 、理 化 检 验 等 方 法 验 证 了其 可 靠 性 。
关 键 词 : 钛 复 合 板 ; 焊 接 工 艺 ;尾 部 保 护 气 罩 ;操 作 方 法
中 图 分 类 号 :TG444.74:TG444.1
收 稿 日期 :2018—07—26
降 低 .氮 比氧 的 影 响程 度 更 大 ,氢会 使 焊 缝 金 属 的 冲 击 韧 性 急 剧下 降 .而 塑 性 却 下 降 较 少 。产 生 氢 脆 现 象 同时 .氢 也是 引发 焊 缝 产 生气 孔 和 裂纹 的根 源 所 以 在 熔 化 焊 接 过 程 中 ,应 尽 量 降 低 氧 、氮 、 氢 的含 量
文 献 标 志 码 :B
0 引 言 钛 因其
反 应 容 器 、热 交 换 器 材 料 。但 缺 点 是 成 本 较 高 。而 采 用 钛 复合 板 则 有 效 地 解 决 了 此 问 题 钛 复 合 板 是 以钛 材 为覆 层 .碳 素 钢 或低 合 金 钢 为 基 层 .采 用 爆 炸 复 合 法 或 轧 制 压 接 法 制 成 的 一 种 新 型 双 金 属 高效 节 能 材 料 钛 复 合 板 具 有 基 层 普 通 钢 板 的高 强 度 和 覆 层 钛 金 属 的 耐 蚀 性 .它 既 可 以 节 约 大 量 的钛 材 . 又 能 具 有 任 何 单 一 金 属 不 具 备 的性 能 因此 ,采 用 钛 复 合 板 制 作 的设 备 筒 体 、管 板 、封 头 相 比采 用 纯 钛 ,既 能 保 证 性 能 ,工 程 造 价 也 能 显 著 降 低 。近 年 来 ,钛 复 合 板 已在 石 油 化 工 、冶 金 、海 洋 工 程 等 方 面广 泛 应 用 .其 中在 制 盐 及 化 工 制 造 的 应 用 日益 增 多 .掌 握 钛 复 合板 的 焊 接 工 艺 .可显 著 提 升 承 接 此 类 项 目的技术 能 力 .提高 竞 争力
钛复合板焊接

复合钢的焊接石油、化工、航海和军工生产中广泛使用复合钢制造各类耐腐蚀设备。
目前应用较多的复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金属板材。
较厚的珠光体钢部分为基层,基层多半由低碳钢或低合金钢组成,主要满足复合钢在使用中强度和刚度的要求。
不锈钢部分为复层,主要满足复合钢的耐蚀性等要求。
随着复合钢的应用范围不断扩大,其焊接日益引起人们的关注。
1.复合钢的基本性能1.1复合钢的力学性能生产中应用较多的复合钢板是以不锈钢、镍基合金、铜基合金或钛合金板为复层,低碳钢或低合金钢为基层,以爆炸焊、复合轧制、堆焊或钎焊方法制成的双金属板材。
还可以采用电渣焊生产大厚度(100~150mm)的轧制复合钢。
通常复层只占复合钢板总厚度的5%~50%,一般为10%~20%,最小实用厚度为1.5mm。
复合钢可以节约大量的不锈钢或钛等贵重金属,具有很大的经济价值。
碳钢与不锈钢(或镍基合金、钛等)用复合轧制或爆炸焊方法形成的复合钢板,要求具有一定的拉伸、弯曲等力学性能。
为了保证复合钢板不失去原有的综合性能,对基层和复层必须分别进行焊接,焊接性、焊接材料选择、焊接工艺等由基层、复层材料决定。
①拉伸强度复合钢中的不锈钢复层的力学性能比基层碳钢优良,抗接强度高于碳钢。
复合钢的拉伸强度(σb 、σs)可用下式求出。
σbc δcσbdδdσb =────────δc δd式中σbc——碳钢的抗拉强度,MPa;δc——碳钢的厚度,mm;σbd——不锈钢的抗拉强度, MPa;δd——不锈钢的厚度,mm。
在实际设计中,美国在ASMF标准中规定:复合钢的整体厚度按基层碳钢的厚度进行设计。
日本有关标准通常也按这种规定进行设计。
②弯曲性能测定复合钢的弯曲性能时,可把不锈钢复层放在外侧,也可把碳钢基层放在外侧进行弯曲试验。
无论采取哪种方法,都必须根据处于外侧材料的弯曲试验规定进行,目的是为了判断外侧材料的性能。
如果把不锈钢放在外侧进行弯曲试验,弯曲半径按与复合钢整体厚度相等的不锈钢厚度弯曲试验所规定的半径进行弯曲,弯曲时外侧必须不产生裂纹。
钛钢复合板焊接工艺文献综述范文
钛钢复合板焊接工艺文献综述范文英文回答:Introduction:Titanium-steel composite plates are widely used in various industries due to their excellent mechanical properties and corrosion resistance. Welding is a crucial process in the fabrication of these composite plates, as it directly affects the joint strength and integrity. In this literature review, I will discuss the various welding processes and techniques used for titanium-steel composite plates.Friction Stir Welding (FSW):FSW is a solid-state welding process that involves the use of a rotating tool to generate frictional heat and plasticize the material. This process is particularly suitable for titanium-steel composite plates due to its lowheat input and absence of solidification issues. FSW can produce high-quality welds with minimal distortion and defects. For example, researchers at XYZ University successfully used FSW to join a titanium-steel composite plate for aerospace applications, achieving a joint strength comparable to that of the base materials.Laser Welding:Laser welding is another popular technique for joining titanium-steel composite plates. It utilizes a high-energy laser beam to melt and fuse the materials together. Laser welding offers several advantages, including precise control of heat input, narrow heat-affected zone, and high welding speed. A study conducted by ABC Company demonstrated the effectiveness of laser welding in joining titanium-steel composite plates for marine applications. The resulting welds exhibited excellent mechanical properties and corrosion resistance.Electron Beam Welding (EBW):EBW is a high-energy welding process that uses a focused beam of electrons to melt and join the materials.It is commonly used for welding titanium and steel due to its deep penetration and narrow fusion zone. EBW can produce high-quality welds with minimal distortion and excellent joint strength. For instance, a research team at DEF Institute successfully used EBW to join a titanium-steel composite plate for automotive applications, achieving a defect-free weld with superior mechanical properties.Conclusion:In conclusion, various welding processes and techniques can be used for titanium-steel composite plates, each with its own advantages and limitations. Friction stir welding, laser welding, and electron beam welding have been proven effective in joining these composite plates, providinghigh-quality welds with excellent mechanical properties and corrosion resistance. The choice of welding process depends on factors such as application, joint design, and material properties. Further research and development in this fieldwill continue to enhance the welding techniques and expand the applications of titanium-steel composite plates.中文回答:引言:钛钢复合板由于其优异的机械性能和耐腐蚀性而被广泛应用于各个行业。
制作钛钢复合板管箱的焊接工艺分析

过基层钢板加上复层处理的方式进行优化,如此不仅基本强度得到提高,同时抗腐蚀性也得到提高。
在此基础上对复层进行特殊处理,通过复层加盖板的形式,有效防止不锈钢层被介质腐蚀。
应用专用填充材料将盖板以及钛钢复合板之间进行充分填充,以此保证钛钢复合板焊接质量[2]。
作为金属元素,钛在液态时极易受到温度的影响,氢、氧和氮等气体均可被钛吸收,导致钛的性质出现变化。
氢、氧和氮等元素的吸入会影响到钛塑性,钛钢复合板焊接期间会出现韧性下降的情况。
碳钢基层焊接处理中,需要提前对接头位置进行复层剥离处理,如此可以避免焊接期间受到氧化影响导致碳钢基层焊接性能达不到理想要求[3]。
钛钢复合板管箱焊接期间,因为管箱设计要求,划分为A 、B 两种焊缝;管箱上开孔接管的焊缝,根据焊接规划,均采用焊接接头型式完成焊接处理,具体如图1和图2所示。
图1 焊接示意图 图2 焊接示意图焊接方法选择中,结合钛钢复合板电阻系数以及热容量等特点,加上其热导率相对较低,所以必须保证熔池尺寸以及焊接时候的温度。
尽量延长热影响区的停留时间,避免出现接头过热现象,同时还能有效规避晶粒粗大以及塑性低的情况[4]。
焊接方法选择,电流与焊接速度的控制,要求以小电流为主,加快焊接速度。
及时对钛钢复合板清根处理,防止出现铁离子污染现象,焊接方法以手工氩弧焊(如需)、手工焊、埋弧自动焊的综合焊接为主。
具体可参考NB/T 47015—2011《压力容器焊接规程》。
0 引言钛钢复合板管箱焊接工艺,因为钛合金本身具有超强耐腐蚀性,加上强度大等优势,不管是焊接性还是使用期间的韧性等,均为钛钢复合板管箱的应用创造更多空间。
当前航天行业、化工制造等行业均应用到钛合金材料。
尤其是化工行业,因为化学产品生产制造过程中均存在一定腐蚀性,加上应用材料特殊,所以需要应用钛合金材料的化工容器完成储备、反应等工作。
钛钢复合板管箱焊接操作工艺复杂,很多环节均要求能够一次焊接成型。
结合钛钢复合板管箱焊接工艺的应用进行优化分析,保证焊接工艺操作顺利完成。
钛钢复合板焊接工艺文献综述范文
钛钢复合板焊接工艺文献综述范文英文回答:Literature Review on Welding Process of Titanium-Steel Composite Plates.Welding of titanium-steel composite plates is a challenging task due to the significant differences in the physical and chemical properties of these two materials. In this literature review, we aim to explore the various welding processes used for joining titanium and steel and discuss their advantages and limitations.1. Fusion Welding Techniques:1.1 Gas Tungsten Arc Welding (GTAW): GTAW, also known as TIG welding, is commonly used for joining titanium and steel. It offers excellent control over the welding process and produces high-quality welds. However, the process is time-consuming and requires skilled operators.1.2 Gas Metal Arc Welding (GMAW): GMAW, or MIG welding, is another fusion welding technique used for titanium-steel composite plates. It provides higher welding speeds compared to GTAW but may result in lower-quality welds dueto the possibility of porosity formation.2. Solid-State Welding Techniques:2.1 Friction Stir Welding (FSW): FSW is a solid-state welding process that uses a rotating tool to join materials. It has been successfully applied to join titanium and steel composites, offering advantages such as low heat input, absence of fusion defects, and improved mechanicalproperties of the joint.2.2 Diffusion Bonding: Diffusion bonding is a solid-state welding technique that relies on the diffusion of atoms across the joint interface. It requires precisecontrol of temperature, pressure, and time to achieve a strong bond between titanium and steel. However, theprocess is time-consuming and may result in residualstresses.3. Hybrid Welding Techniques:3.1 Laser-Arc Hybrid Welding: Laser-arc hybrid welding combines the advantages of laser welding and arc welding.It has been used to join titanium and steel composites, offering benefits such as deep penetration, high welding speeds, and improved weld quality. However, the process requires specialized equipment and expertise.3.2 Electron Beam-arc Hybrid Welding: Electron beam-arc hybrid welding combines the advantages of electron beam welding and arc welding. It has shown promising results in joining titanium and steel composites, offering high welding speeds and narrow heat-affected zones. However, the process requires a vacuum environment and is limited tothin plates.In conclusion, several welding processes can be usedfor joining titanium and steel composite plates. Fusion welding techniques such as GTAW and GMAW offer good weldquality but may have limitations in terms of speed and porosity formation. Solid-state welding techniques like FSW and diffusion bonding provide advantages such as low heat input and improved mechanical properties. Hybrid welding techniques, such as laser-arc and electron beam-arc, combine the benefits of different processes but require specialized equipment and expertise. The selection of the welding process should consider the specific requirements of the application and the properties of the materials being joined.中文回答:钛钢复合板的焊接是一项具有挑战性的任务,由于这两种材料的物理和化学性质存在显著差异。
钛钢复合板施工技术要求

钛钢复合板施工技术要求一、钛钢复合板的制作1.1吊卸板料:为了避免对复层TA2板面的损伤,钢内筒复合板搬运需用特殊的吊装工具进行吊装,其卡具与钢板复合层接触面需进行保护处理,以防损坏钛板表面。
通常做法是:钢板卡子与钛板接触部位必须垫耐磨性好软质薄木板或麻布等。
1.2下料切割:由于钛板受高温后会在空气中氧化,为防止钛面气割过程中遇高温氧化,所以钢板下料最好采用剪板机进行剪切。
若采用火焰气割法进行切割时,必须预先在切割处钛板表面涂刷防氧化的保护液,再用气割进行切割。
或者先用角磨机将钛板切割开来,并用扁錾子去除切割部位的钛板,后用气割工具切割基板(Q235B)。
1.3卷制:钛钢复合板加工过程中,钛板表面不允许有超出复层一半(即0.6mm)的划伤、凹坑、压痕等缺陷。
因此钢板卷制前必须采取以下保护措施:①将卷板机上滚筒表面的焊疤打磨光滑,若滚筒表面有凹坑,则用电焊填补平齐后,再用角磨机打磨光滑。
将卷板机上滚筒表面清洗干净后,用硬质塑料膜包裹平整。
钛钢复合板表面包裹的塑料膜不要拆除。
②先将钛钢复合板两端头送入卷板机进行预压头处理。
③卷制复合板时,应注意释放应力,分次逐步加压,多次反复碾压卷制,及时用圆弧样板校对。
不得一次加压过大防止复合层钛板与基板分离。
1.4除锈:钛钢复合板外壁进行喷砂除锈作业时,必须对钛板表面进行隔离遮挡,防止钢砂飞溅划伤钛板表面。
1.5组对、拼装:单节钢内筒组装时一定要在钢平台的固定模具上进行,模具与钛板接触部位一定垫硬质塑料板,保证钛板不受污染和表面划伤。
二、钛钢复合板的焊接流程:卷制好的钛钢复合板运至烟囱内部进行组对、拼接成圆柱形筒体后,再进行焊接。
先焊竖向对接焊缝、后焊环向水平对接焊缝。
焊接流程如下所示:2.1基层钢板点焊:采用手工电弧焊,J427焊条点焊,焊缝错边量不超过0.5mm;特别注意:点焊前,焊缝坡口应清洁,焊条应经过3500C 2h烘干使用前保持干燥,否则将有可能性导致在焊接过程中产生裂纹和气孔等缺陷。
钛钢复合板焊接工艺
文章编号 :0 8- 8 X 2 1 ) 0 5 0 中图分类号 :G 文献标识码 : 10 0 3 ( 0 1 9— 0 4— 2 T B
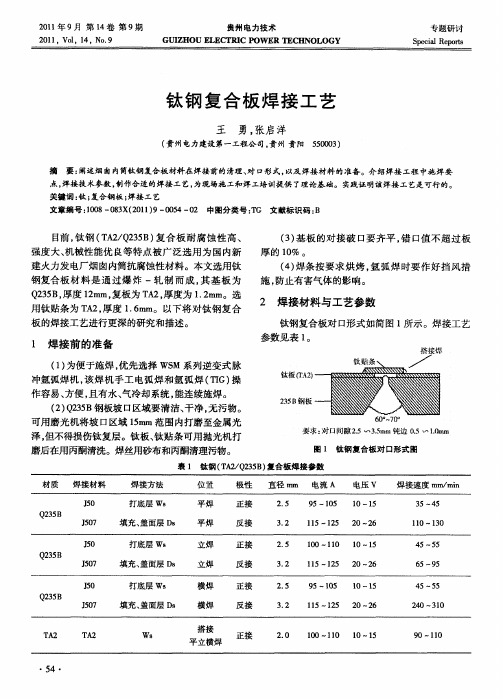
目前 , 钛钢 ( A / 25 ) T 2 Q 3 B 复合板 耐腐 蚀性高、 强度大、 机械性能优 良等特点被广泛选用为国内新 建火 力 发 电厂 烟 囱 内筒抗 腐蚀性 材料 。本 文选用 钛 钢 复合 板 材 料 是 通 过 爆 炸 一轧 制 而 成 , 基 板 为 其
王 勇, 张启洋
( 州电力建设第一工程公 司, 贵 贵州 贵 阳 500 ) 503
摘 要: 阐述烟 囱内筒钛铜复合板材料在焊接前 的清理、 口形式 , 对 以及焊接材料 的准备 。介 绍焊接 工程 中施 焊要
点, 焊接技 术参数 , 制作合适的焊接工艺 , 为现场施工和焊. ̄-提供 了理论基础 。实践证明该焊接 工艺是 可行 的。 x I . U - I
பைடு நூலகம்
一
6o7。 o 一 O
要求 : 口闻隙 2 埘 . 5—3 m . m钝边 0 5 . 5”L m 0m
图 1 钛 钢 复 合 板 对 口形 式 图
表 1 钛钢 ( A / 2 5 ) T 2 Q 3 B 复合板焊接参数
・
5 ・ 4
第 9期
王
勇, : 等 钛钢复合板焊接工艺
3 钛钢复合板施焊要点
验、 试验合格 。通过福泉电厂安装施工的经验 , 对焊 接 操 作人员 进行 先期 培训 , 加强 钛板 焊接 练 习 , 格 严 焊 接过 程 中的控 制 , 以上焊 接工 艺是行 之有 效 的。
参 考 文献 :
层的焊接尽量采用小焊接热输入 , 以避免钛金属被
浅述钛钢复合板焊接工艺
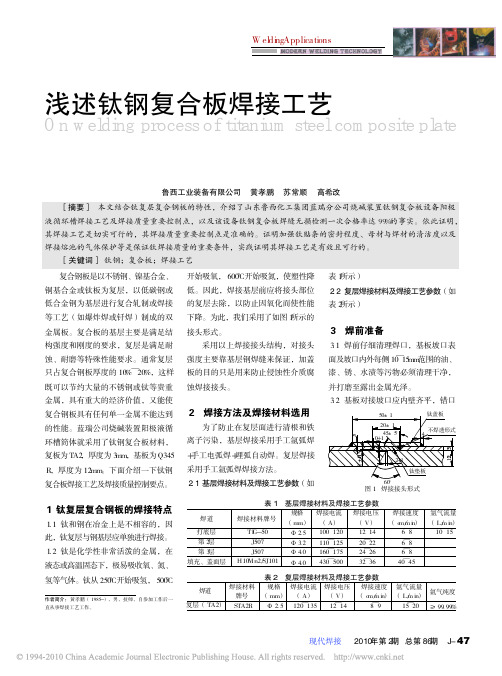
2+1
钛垫板 60° 图1 焊接接头形式
1 钛复层复合钢板的焊接特点
1.1 钛和钢在冶金上是不相容的,因 此,钛复层与钢基层应单独进行焊接。 1.2 钛是化学性非常活泼的金属,在 液态或高温固态下,极易吸收氧、氮、 氢等气体。钛从250℃开始吸氢,500℃
作者简介: 黄孝鹏(1985-),男,技师,自参加工作后一 直从事焊接工艺工作。
要组成部分,焊接工艺评定标准本身 就十分难懂,因此要求焊接技术人员 对这个标准要深刻领会其内在的内容 含义及其指导意义,只有深刻理解这 个标准才能正确地运用标准,从而确 保压力容器产品的焊接质量。
参考文献
[1]国家机械工业局,国家石油和化学工业局.JB4708- 2000钢制压力容器焊接工艺评定[S].昆明:云南科技 出版社.2000 [2]全国压力容器标准化技术委员会,JB4708-2000钢 制压力容器焊接工艺评定标准释义[S].昆明:云南科 技出版社. 2 000 [3] 戈 兆文,康鸿雁.执行钢制压力容器焊接工艺评定 标准时的若干问题(二) [J],压力容器,2004,21(7) [4] 张建荣,戈兆文.对“承压设备焊接工艺评定标准”
的思考(一)[J],压力容器,2006,23(1) [5]杨红梅.浅谈Q235普通碳素钢与16MnR低合金钢 的焊接.电焊机,2001(6):39 ̄40 [6]朱海鹰,辛忠仁,张声辛等.钢制压力容器的母材力 学性能试件、焊接工艺评定试件、产品焊接试件的 冲击试验温度和合格指标的选择[J].中国化工装备, 2007,(1). [7]杨树彪.浅析焊接工艺评定及产品焊接试板的冲 击试验温度和合格指标[J].中国锅炉压力容器安全, 2005,21(2)
开始吸氧,600℃开始吸氮,使塑性降 低。因此,焊接基层前应将接头部位 的复层去除,以防止因氧化而使性能 下降。为此,我们采用了如图1所示的 接头形式。
钛钢复合板焊接工艺规程

钛钢复合板焊接工艺规程1使用范围本工艺适用于钨极氩弧焊焊接,以常见碳钢为基材,钛及其合金为复层,钛钢复合板的对接和角接。
2 焊工2.1焊工应熟悉钛的性能,经钛焊接技术培训,并考试合格,经有关部门认可,取得合格证书后,持证上岗。
2.2焊工应遵守本焊接工艺规程。
3焊接材料的选择4焊前准备4.1下料钛及钛合金复合钢板的下料宜采用机械方法,也可采用火焰或等离子弧切割等方法,下料时,钛复层应背向火焰,复合板离地面的高度不低于300mm。
4.2接头型式钛及钛合金复合钢板焊接结构主要采用对接接头和角接接头型式。
接头型式应在设计图样上规定。
焊接接头中不允许复层钛与基层钢相互熔合。
宜采用的接头型式见表1和表2。
表1中I型接头用于非受压构件,Ⅱ、Ⅲ、Ⅳ、Ⅴ型接头用于受压构件。
4.3坡口型式、尺寸及加工4.3.1坡口型式与尺寸的确定,应根据接头型式以及所采用的焊接方法等加以综合考虑。
坡口型式与尺寸应按焊接工艺试验或工艺评定结果确定。
宜采用表1和表2所示的坡口型式与尺寸。
4.3.2坡口加工可用机械方法或其他有效方法进行。
加工钛复合钢板坡口时,不能采用油质润滑剂。
4.4焊前清理4.4.1焊接前,应清除切口的氧化层。
4.4.2钛填条、钛盖板及钛丝,焊前需经化学清洗。
清洗液的配方及清洗要求见表3。
表3 钛酸洗溶液的配方及清洗要求4.4.3酸洗后的钛填条、钛盖板及钛丝应用清水冲净,然后烘干,即可使用。
使用时不应被污染。
4.4.4施焊前,基层钢及复层钛的坡口区应该洁净,没有污物。
若加工的坡口被污染,应进行清洗或用机械方法(如刮刀、不锈钢丝刷)加以清理。
对于基层钢,其清洁范围距坡口边缘,焊条电弧焊时应不小于15mm,埋弧焊时应不小于30mm。
钛复层清洁范围离焊边应不小于40mm。
4.5焊件装配厚度相同的钛复合钢板焊件的装配,应以复层表面为基准。
厚度不同的钛复合钢板焊件的装配基准,按设计图样的规定执行5焊接5.1焊接原则钛和钢熔焊的焊缝会产生脆裂,钛在熔焊时不应与钢熔合。
浅议烟囱钢内筒钛-钢复合板焊接施工技术
浅议烟囱钢内筒钛-钢复合板焊接施工技术【提要】钛-钢复合板:用爆炸或爆炸-轧制方法使钛(复材)与普通钢(基材)达到冶金结合的金属复合板。
目前,电力建设中烟囱内筒基本采用钛-钢复合板设计方案。
本文对钛-钢复合板加工、焊接时存在的难度和特殊性比较全面地叙述。
分析了焊接产生的缺陷和处理方法,对坡口形式、焊材选择、气体保护措施及清洁措施进行了详细说明。
【关键词】烟囱钢内筒钛-钢复合板焊接1、工程概况某工程,设计为240/2φ6.6m双钢内筒钢筋混凝土套筒烟囱,出口直径为16.8m,两个钢内筒总重约884吨。
内筒材料采用爆炸-轧制钛-钢复合板(BR2),厚度取三种:12+1.2 mm、10+1.2mm、20+1.2mm。
2、钛钢板焊接(1)材料要求a钢复合板及其配套的焊接材料,必须具有质量证明文件;b钛钢复合板应符合GB8547-2006BR1级、钛焊丝应符合GB3623-2007之规定;c焊接用的氩气应符合GB4842的规定;d钨极直流氩弧焊接时,推荐采用铈钨电极,直径为Φ3mm,其质量应符合GB4191的规定。
(2)焊前准备a进入施工现场的复合板完全能够满足现场卷制、焊接的要求;b贴条焊接前,钛复层的坡口区应该清洗,确保没有污染。
如果加工的坡口被污染,必须用丙酮进行清洗或用机械方法(可用角向砂轮机,选用不锈钢丝轮、刮刀)加以清理干净,再用洁净白布蘸丙酮擦洗,清洁范围离焊边至少为50mm;c钛(TA2)贴条焊接前要进行酸洗,若暂时不用应妥善保管,确保不被污染;d钛复合板焊接按照GB/T13149《钛及钛合金复合钢板焊接技术条件》执行。
(3)焊接工艺a焊工资质焊接操作人员必须具有相应的资质;焊工施工的材质、采用的焊接方法、焊接位置及焊接接头型式必须与焊工合格证的核准项目相符。
b焊接工艺评定试板焊接按JB 4708-2000《钢制压力容器焊接工艺评定》进行工艺评定;由于电厂烟囱的结构特点,决定了焊接工艺以满足设计要求为先决条件,必须保证焊接层的耐蚀性能,同时确保复层钛板焊缝的焊接质量。
钛钢复合板焊接工艺文献综述范文

钛钢复合板焊接工艺文献综述范文English.Titanium-Clad Steel Composite Plate Welding Technology Literature Review.Titanium-clad steel composite plate is a kind of clad plate material formed by explosion welding or rolling welding of titanium and steel. It has the advantages of both titanium and steel, such as the excellent corrosion resistance and high strength of titanium and the low cost and good weldability of steel. Therefore, titanium-clad steel composite plates are widely used in petrochemical, marine, medical, and other industries.The welding of titanium-clad steel composite plates is a key process in the manufacture and application of this material. The welding process directly affects the quality of the welded joint and the service performance of the composite plate. Therefore, it is of great significance tostudy the welding technology of titanium-clad steel composite plates.At present, there are many studies on the welding technology of titanium-clad steel composite plates. These studies mainly focus on the following aspects:1. Welding process selection.2. Welding parameter optimization.3. Joint microstructure and mechanical properties.4. Welding residual stress and deformation.5. Corrosion resistance of welded joints.In terms of welding process selection, the commonly used welding processes for titanium-clad steel composite plates include gas tungsten arc welding (GTAW), plasma arc welding (PAW), and laser beam welding (LBW). GTAW is a widely used welding process for titanium-clad steelcomposite plates due to its high welding quality and low cost. PAW has the advantages of high welding speed and good weld penetration, but its equipment is more expensive. LBW has the advantages of high welding precision and low heat input, but its welding efficiency is relatively low.In terms of welding parameter optimization, the main welding parameters that affect the quality of welded joints of titanium-clad steel composite plates include welding current, welding voltage, welding speed, and shielding gas flow rate. The optimization of welding parameters can effectively improve the welding quality and joint performance.In terms of joint microstructure and mechanical properties, the microstructure of the welded joint of titanium-clad steel composite plate is mainly composed of titanium-steel diffusion zone, titanium heat-affected zone, steel heat-affected zone, and base metal. The mechanical properties of the welded joint are mainly determined by the microstructure and composition of these zones.In terms of welding residual stress and deformation, welding residual stress and deformation are important factors that affect the service performance of titanium-clad steel composite plates. The welding residual stress and deformation can be reduced by using appropriate welding processes and welding parameters.In terms of corrosion resistance of welded joints, the corrosion resistance of titanium-clad steel composite plates is mainly determined by the corrosion resistance of the titanium layer. The corrosion resistance of thetitanium layer can be improved by optimizing the welding process and welding parameters.In summary, the welding technology of titanium-clad steel composite plates has been extensively studied. The research results show that the welding process, welding parameters, joint microstructure and mechanical properties, welding residual stress and deformation, and corrosion resistance of welded joints are the key factors that affect the quality of welded joints of titanium-clad steel composite plates. By studying and optimizing these factors,the welding quality and service performance of titanium-clad steel composite plates can be effectively improved.中文回答:钛钢复合板焊接工艺文献综述。
浅析烟囱钛-钢复合板复层钛焊接工艺控制
浅析烟囱钛-钢复合板复层钛焊接工艺控制详细阐述了神华宁煤400万吨/年煤炭间接液化项目硫回收装置130m烟囱钛钢复合板钛复层的焊接工艺及质量控制要点,有效地保证了钛复层的焊接质量。
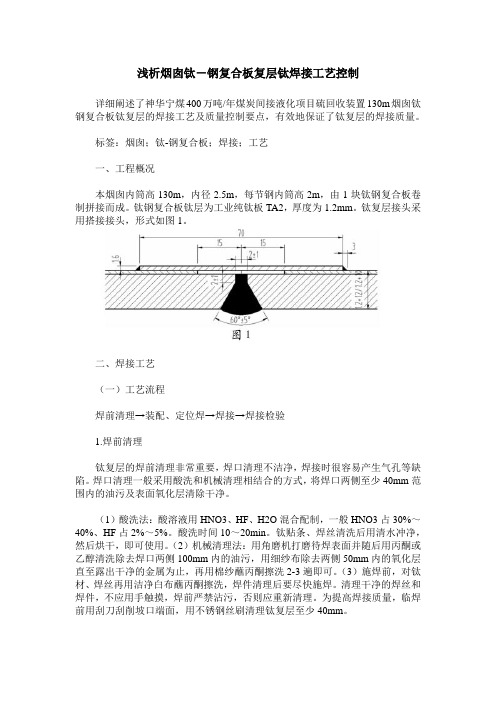
标签:烟囱;钛-钢复合板;焊接;工艺一、工程概况本烟囱内筒高130m,内径2.5m,每节钢内筒高2m,由1块钛钢复合板卷制拼接而成。
钛钢复合板钛层为工业纯钛板TA2,厚度为1.2mm。
钛复层接头采用搭接接头,形式如图1。
二、焊接工艺(一)工艺流程焊前清理→装配、定位焊→焊接→焊接检验1.焊前清理钛复层的焊前清理非常重要,焊口清理不洁净,焊接时很容易产生气孔等缺陷。
焊口清理一般采用酸洗和机械清理相结合的方式,将焊口两侧至少40mm范围内的油污及表面氧化层清除干净。
(1)酸洗法:酸溶液用HNO3、HF、H2O混合配制,一般HNO3占30%~40%、HF占2%~5%。
酸洗时间10~20min。
钛贴条、焊丝清洗后用清水冲净,然后烘干,即可使用。
(2)机械清理法:用角磨机打磨待焊表面并随后用丙酮或乙醇清洗除去焊口两侧100mm内的油污,用细纱布除去两侧50mm内的氧化层直至露出干净的金属为止,再用棉纱蘸丙酮擦洗2-3遍即可。
(3)施焊前,对钛材、焊丝再用洁净白布蘸丙酮擦洗,焊件清理后要尽快施焊。
清理干净的焊丝和焊件,不应用手触摸,焊前严禁沾污,否则应重新清理。
为提高焊接质量,临焊前用刮刀刮削坡口端面,用不锈钢丝刷清理钛复层至少40mm。
2.装配、定位焊钛条装配采用铜锤或铝锤,采用铁锤时应外包钛条,避免产生凹坑和铁污染。
工具都应用丙酮或酒精清除灰尘、油脂等污物,不得与钢质工具混用。
钛层与钛贴条之间的定位焊间距约60mm,焊点长度应小于10mm,贴条左右(或上下)两缝的定位焊点相互错开,焊点不得氧化。
贴条应与复层钛面贴实,不得有间隙。
3.焊接(1)考虑到防止钛过热、现场工作环境及钛材怕污染等特性,选用手工钨极氩弧焊工艺。
通过对焊接工艺研究以及焊工现场试焊,确定焊接工艺参数如表1。
简述钛合金复合钢板焊接技术

简述钛钢复合板的焊接技术钛有第三金属”之称,有高的比强度,良好的塑韧性和耐腐蚀性,已被广泛应用在航空航天、造船及化学工业中。
正是由于材料本身及焊接的特殊性,以及钛钢复合板焊接属于比较新的施工领域,施工措施还不成熟、不完善,致使现场焊接施工中经常会出现质量问题。
一、焊接方法的选择由于钛钢复合板基层钢材质为Q235钢,焊接工艺已经相当成熟稳定,因此可用多种焊接方法,焊条电弧焊、CO2气体保护焊以及焊条电弧焊/埋弧焊。
但考虑到现场实际施工问题,焊条电弧焊效率比较低,还要专门清理熔渣;采用焊条电弧焊/埋弧焊方法,需要焊条电弧焊打底,增加工序,且由于埋弧焊焊接参数较大容易击穿打底层,焊接质量难以保证,而且热影响区较大,会对附近复合区钛板造成一定负面影响;CO2气体保护焊为半自动化操作,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
但由于CO2气体保护焊产生的飞溅较大,因此建议使用Ar CO2气体的混合气体。
钛钢复合板焊接采用钨极氩弧焊,施工的关键点在于钛板的焊接。
一般现场为钛填条搭接焊,钛填条厚度为1.5mm,钛板厚度为1.2mm。
由于钛元素在元素周期表中属于过渡元素,具有一定的化学活性。
光洁的钛板在常温下就能与空气中的氧发生反应,并且随温度的升高活性增加,达到250℃时开始吸氢,400℃时开始吸氧,600℃时开始吸收氮元素,与氢、氧、氮元素发生反应,生成各种钛化合物。
或溶解于钛晶粒组织中,形成间隙固溶体,改变金属晶格,降低钛板的力学性能和使用性能。
为此,在钛板焊接的过程中,必须做好钛板、钛填条、钛焊丝的清理和焊接过程中的防护工作。
二、焊接参数选择焊接参数选择也会对钛焊缝及热影响区组织产生很大影响。
由于钛金属具有熔点高、热容量大和导热性差等特性,如果选择焊接参数较大,热输入量多,会造成高温热影响区较宽,高温停留时间较长,致使焊缝和热影响区晶粒粗大,甚至出现钛板与基层钢互溶。
两者互溶所产生的中间化合物是脆性组织,破坏和改变了原有金属晶格,是焊缝中的应力集中点和薄弱环节,增加焊缝脆性,降低了焊缝的塑韧性以及屈服强度、抗拉强度,使钛钢复合板焊缝的力学性能急剧下降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 焊 前 准 备 钛 (TA2)复 层 的 焊 前 清 理 是 一 项 非 常 重 要 的 工
作环节,一旦采用由 于 清 理 不 彻 底 而 造 成 污 染 的 钛 材 及 焊 接 材 料 ,其 焊 接 质 量 是 难 以 保 证 的 。 因 此 ,应 特别做好钛钢(TA2/Q235-B)复 合 板 的 焊 前 准 备 工 作。
随着工业技术的发展和节能减排意识的提高, 火电厂烟 气 湿 法 脱 硫 系 统 成 为 国 家 的 重 点 环 保 系 统。但是经脱硫系统处理后的烟气在排放过程中处 于 低 热 、湿 重 状 态 ,并 含 有 未 处 理 干 净 的 硫 化 物 分 子 存 在 ,对 烟 囱 钢 内 筒 具 有 很 大 的 腐 蚀 性 。 因 此 ,大 部 分火电厂烟囱钢内筒采用高耐腐蚀性和具有良好塑 韧性的钛钢复合板。使用复合板可节省大量的钛或 非铁等贵金属材 料,可 以 节 约 能 源、降 低 工 程 成 本, 具有很大的经济价值。
3)气孔是钛 板 焊 接 时 最 常 见 的 焊 接 质 量 缺 陷, 钛板的焊接气孔主要出现在焊缝中部和熔合线的边 缘。气孔产 生 的 原 因 主 要 是 焊 接 区 及 对 接 端 面 被 水 、油 脂 等 污 染 所 致 。 所 以 在 钛 板 焊 接 前 ,必 须 做 好 钛 板 坡 口 、钛 填 条 、钛 焊 丝 的 清 理 和 焊 接 过 程 中 的 防 护工作。
宋 爱 平 :钛 钢 复 合 板 焊 接 技 术
钛钢复合板焊接技术
宋爱平
(甘 肃 第 一 建 设 集 团 有 限 责 任 公 司 ,兰 州 730060)
摘 要:由于在钛钢复合板焊接时,容易引起复层钛 板 与 基 层 碳 钢 互 熔 的 现 象,所 产 生 的 中 间 化 合 物 是 脆 性 组 织, 破坏和改变了原有金属晶格,二者不具有良好的异种 金 属 的 焊 接 性,所 以 在 接 头 设 计 及 技 术 措 施 制 定 中 都 需 要 采 取特殊的施工方法,从而保证钛钢复合板的焊接质量满足设计要求。结合火电厂 烟 囱 内 筒 钛 钢 复 合 板 的 焊 接 试 验 研 究 与 施 工 过 程 控 制 ,对 该 焊 接 技 术 进 行 了 较 为 系 统 的 介 绍 。 关 键 词 :钛 钢 复 合 板 ;焊 接 ;技 术 措 施
构 件 拼 装 后 ,首 先 焊 接 基 层 ,采 用 半 自 动 熔 化 极 氩弧焊进行基 层 打 底,焊 缝 余 高 不 得 超 过1.2mm, 以方便钛 填 条 的 嵌 入 和 搭 接。 用 CO2 气 体 保 护 半 自动焊对基层进行 填 充 和 盖 面 时,要 严 格 控 制 焊 接 热输入,防止焊 接 变 形 及 焊 口 污 染。 基 层 的 焊 接 参 数如表1所示。
分层多遍进行填充及盖面。半自动熔化极氩弧焊飞 溅小,焊接速度快,焊 接 质 量 稳 定,可 以 有 效 地 防 止 出 现 铁 离 子 污 染 复 层 的 现 象 ,降 低 清 理 工 作 的 难 度 , 保证焊接质量;CO2 气 体 保 护 半 自 动 焊 分 层 多 遍 对 基层进行焊接,能够 很 好 地 控 制 焊 接 热 输 入 和 焊 接 变 形 ,并 且 可 提 高 焊 接 效 率 ,确 保 焊 接 质 量 。 3.2 焊 接 顺 序
先进行基层 Q235-B 钢板的点焊和焊接。 焊 接 完成,经质量检验 合 格 后,再 进 行 钛 填 条 与 钛 复 层、 钛盖板与钛复层的点焊和焊接。 3.3 焊 接 工 艺 参 数 3.3.1 定 位 焊
定位焊与最终焊接采用相同的焊接材料及焊接 工艺,均采用熔 化 极 氩 弧 焊。 定 位 焊 后 应 检 查 拼 装 间隙、错边量及 定 位 焊 缝 质 量。 基 层 定 位 焊 缝 的 间 距 200~300 mm,每 段 定 位 焊 缝 长 度 为 10~20 mm;钛填条 焊 件 组 对 时 的 定 位 焊 缝 应 有 合 适 的 间 距 和 长 度 ,并 且 应 相 互 错 开 ;钛 盖 板 与 复 层 定 位 焊 缝 的 间 距 80~100 mm,每 段 定 位 焊 缝 长 度 为 5 mm。 3.3.2 基层 Q235-B 钢板的焊接
2)钛 填 条、钛 盖 板 需 要 采 用 酸 洗 液 进 行 清 洗。 酸 洗 后 必 须 用 清 水 冲 洗 ,然 后 烘 干 ;酸 洗 至 焊 接 的 时 间一般不超 过 2h。 另 外,应 确 保 钛 填 条 及 钛 盖 板 酸洗后不受二次污染。
3)为 了 保 证 焊 接 质 量,避 免 Q235-B 基 板 焊 接 中污染钛板,钛复合层接头采用搭接接头[4],其 接 头 形 式 见 图 1。
1 焊 接 性 能 分 析 钛 钢 复 合 板 是 由 碳 素 钢 为 基 层,工 业 纯 钛 为 复
作 者 :宋 爱 平 ,男 ,1981 年 出 生 ,工 程 师 。 Email:sap2007@126.com 收稿日期:2011 -12 -27
Steel Construction.2012 (7),Vol.27,No.161
本公司 承 接 了 某 电 厂 一 期 2×360 MW 工 程 210m(内 径 8 m)烟 囱 钢 内 筒 的 制 作 及 安 装 任 务。 该工程烟囱内筒筒 体、烟 道 口 及 直 接 与 烟 气 接 触 的 构件均采用钛钢复 合 材 料,其 中 筒 体 板 为 钛 钢 复 合 板(B2),基 层 为 Q235-B 钢 板 (厚 度 为 16 mm 和 12mm),复层为1.2mm 钛 板(TA2)[1]。 复 层 钛 材 的焊接成为该烟囱钢内筒焊接的关键技术。本文介 绍210m 烟 囱 内 筒 钛 钢 复 合 板 焊 接 技 术 及 焊 接 质 量控制要点。
表1 基层 Q235-B钢板的焊接参数
焊材型号 项目
及规格
电弧 电 压/
V
焊接 电 流/
A
气体 焊 接 速 度/
流 量/ (mm·min-1)
(L·min-1)
打底 TA2,1.2 16~23 100~115 10~14 80~100
填充 ER50-6,1.2 16~25 120~160 15~20 125~180
层 ,以 爆 炸 、轧 制 等 方 法 制 成 的 双 金 属 复 合 板 。 钛 钢 复合板的基层主要满足焊接结构设计的强度和刚度 要求,而复 层 则 满 足 耐 腐 蚀 性 等 特 殊 性 能 的 要 求。 因 基 层 与 复 层 在 化 学 成 分 、金 相 组 织 、物 理 性 能 等 方 面 差 别 很 大 ,这 些 差 异 大 大 增 加 了 焊 接 难 度 。 另 外 , 钛钢复合板焊接时,容 易 引 起 复 层 钛 板 与 基 层 碳 钢 互 熔 现 象 ,所 产 生 的 中 间 化 合 物 是 脆 性 组 织 ,破 坏 和 改变了原有金属晶 格,二 者 不 具 有 良 好 的 异 种 金 属 焊接性。所以,焊接 时 应 对 基 层 和 复 层 分 别 进 行 焊 接。碳钢 的 焊 接 性 非 常 优 良,具 体 焊 接 要 求 参 照 JGJ 81-2002《建 筑 钢 结 构 焊 接 技 术 规 程 》[2]执 行, 不再叙述。钛板的 焊 接 考 虑 到 防 止 钛 过 热、现 场 工 作环境及钛材怕污 染 等 特 性,选 用 熔 化 极 氩 弧 焊 半 自 动 焊 接 技 术 。 另 外 ,在 焊 接 过 程 中 ,如 何 控 制 焊 接 热输入,防止 由 于 基 层 Q235-B 钢 板 的 焊 接 而 导 致 复层 TA2钛板 过 热、氧 化 以 及 如 何 加 强 TA2 钛 复 合层焊接时的保护是钛钢复合板焊接的难点。钛钢 复合板在焊接过程中需要注意几个问题:
WELDING TECHNOLOGY OF TITANIUM STEEL COMPOSITE PLATE
Song Aiping (Gansu No.1Construction Group Limited Liability Company,Lanzhou 730060,China)
ABSTRACT:Because the welding of the titanium steel composite plate easily causes the mutual melting between compound layer of titanium plate and the base steel, the resulting intermediate compounds are brittle microstructure,which can damage and change the original metal lattice,the two do not have good welding of dissimilar metals,so the joint design and technical measures are required to take special construction methods,thus ensuring titanium steel composite plate welding quality to meet the design requirement.Combining the test and construction of process control of thermal power plant chimney inner cylinder welding of titanium steel composite plate,the welding technology is introduced. KEY WORDS:titanium steel composite plate;welding;technical measures