大型万能轧机及其生产线的开发
万能轧机简介(中1)

CCS紧凑型易更换式机架
特点一:CCS紧凑型易更换式机架
CCS(Compact Cartridge Stands)一紧凑型易 更换式轧机为德国SMS公司的专利技术。 最重要的特点是: ① 结构紧凑:由传动侧牌坊和操作侧牌坊两 部分组成,并通过液压方式,由预应力拉 杆杆锁定。 ② 牌坊距离可调:操作侧的牌坊为“可拉式 ” ③ 能源介质移动少。 ④ 实现20min内换辊。轧件导卫,固定在水 平轧机的轴承座上,在轧辊车间离线装配 ,整个辊系和导卫成组快速更换,且上线 后无需导卫调整装置。
5 普通闭口式:闭口式牌坊,换辊只能从牌坊窗口侧进出,机架 的上横梁较宽,立柱较高,设备重大,机架的刚性也较差。 预应力式/短应力式:带有下水平辊及轴承座的下机架、带有 上水平辊及轴承座的上机架和带有立辊的中部等三部分组成, 机架的这三部分分别由四根液压的预应力拉杆连在一起,机架 刚度大约是闭口机架的3倍。 连接板式:两片牌坊不在水平辊的两侧,而是布置在札辊的前 后,用连接板将牌坊与上、下横梁连成一体。适用于连轧机组 。 紧凑式:CCS结构的机架就是其中一种。
四、 万能轧机组成及技术特点
万能轧机机组由三部分 组成:万能粗轧机(UR)、 轧边机(E)和万能精轧机 (UF)组成。具有以下几大 技术特点:
特点一:CCS650机架 特点二:GM-AGC 特点三:下水平辊轴向动 态调整 特点四:TCS张力控制系 统 大型分厂轨梁线万能机组
万能轧机结构组成
1--水平辊压下装置 2--水平辊辊系 3--液压螺丝4--横移小车 -立辊侧压装置 6--支架装配7--地脚板装配
板带轧制设备现状与发展趋势
板带轧制设备现状与发展趋势板带轧制设备现状与发展趋势1.引⾔现代的钢铁企业是由炼铁、炼钢和轧钢三个主要的⽣产系统组成的,轧钢⽣产是钢铁⼯业⽣产的最终环节。
现代轧钢技术与装备以板带⽣产为代表。
板带⽣产从产品和⽣产⼯艺上主要分为冷轧带钢和热轧带钢两⼤领域。
按产品品种的不同,⼜有碳钢、不锈钢、硅钢等热、冷轧⼯艺。
板带钢的⽣产设备依据其⽣产⼯艺的不同⽽设备组成也有较⼤的差异。
轧机是实现板带轧制过程的设备,泛指完成轧材⽣产全过程的装备﹐包括有主要设备、辅助设备、起重运输设备和附属设备等。
但⼀般所说的轧机往往仅指主要设备。
2.轧制设备的历史回顾2.1 世界轧机发展历史据说在14世纪欧洲就有轧机,但有记载的是1480年意⼤利⼈达·芬奇设计出轧机的草图。
1553年法国⼈布律列尔轧制出⾦和银板材,⽤以制造钱币。
此后在西班⽛、⽐利时和英国相继出现轧机。
1728年英国设计⽣产了圆棒材轧机。
英国于1766年有了串列式⼩型轧机,19世纪中叶,第⼀台可逆式板材轧机在英国投产,并轧出了船⽤铁板。
1848年德国发明了万能式轧机,1853年美国开始⽤三辊式的型材轧机,并⽤蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859年建造了第⼀台连轧机。
万能式型材轧机是在1872年出现的;20世纪初制成半连续式带钢轧机,由两架三辊粗轧机和五架四辊精轧机组成。
近⼏⼗年来,发达国家在这轧制设备及技术上的则发展更为迅猛。
2.2 国内轧机发展概况50年代,我国从原苏联引进了鞍钢1700热连轧机和1700可逆式冷轧机及相应的⽣产技术,该装备技术⽔平属当时世界先进⽔平。
60年代我国⾃主设计制造了2800、4200⼤型板轧机和1700热连轧机,其机械、电⽓传动等装备均国产,这些⾃主制造设备⽐当时国际⽔平是落后⼀些,主要表现在⽆厚度⾃动控制系统(AGC)。
70年代武钢1700热、冷连轧机引进,使我国轧钢技术达到了当时世界上的先进⽔平,国内也开展了AGC的⼯业实验和推⼴应⽤。
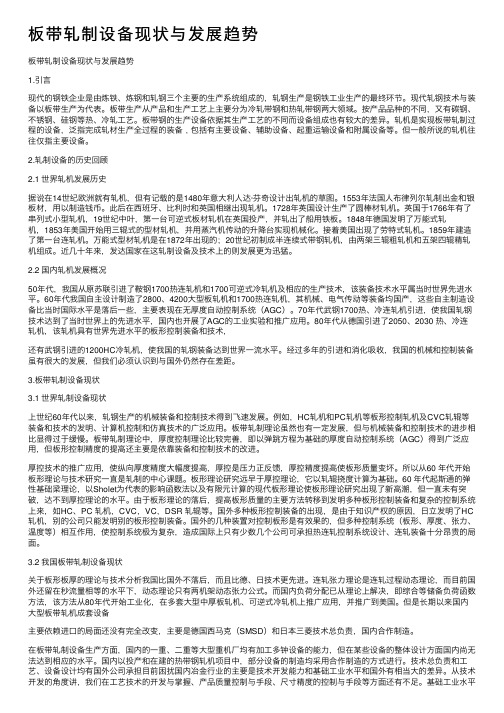
首钢长钢H型钢厂万能轧机液压伺服系统辊缝控制技术的研究与应用
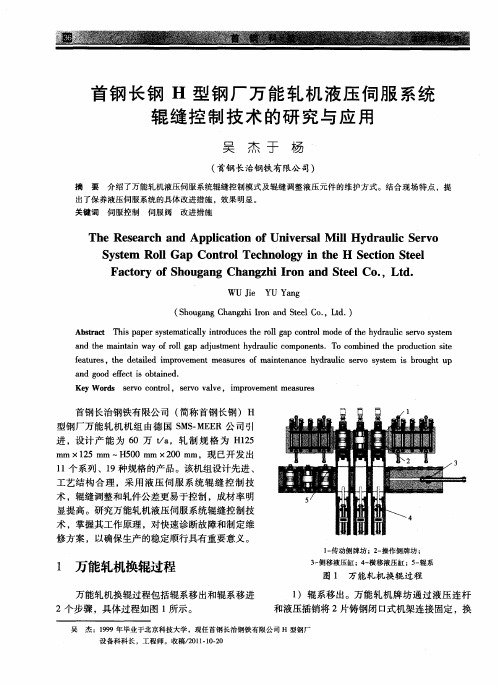
图 3 调整缸 的控 制过程 示意 图
万能轧机 液 压伺 服 系统辊 缝 控制 是现 代万 能 轧机 的核心技 术 ,系统 由 H C ( 压辊 缝 控 制 ) G 液 系统 和 A C ( G 自动辊缝 控制 ) 系统组 成 。万 能轧
机液压伺 服系统辊缝 控制原理如 图 2所 示 。
2 )辊 系 移 进 。 与 辊 系 移 出 步 骤 相 反 ,P C L ( 编程 序控 制器 )执行 装 辊程序 。 可
Th s a c n p ia i n o ie s lM i d a l e v e Re e r h a d Ap l t fUn v r a l Hy r u i S r o c o l c S se Ro lGa n r lTe h oo y i h S ci n S e l y t m l p Co to c n lg n t e H e t te o
至最大值。压力传感器的检测信号传送到压力控
制器 ,对 液压 缸进行 轧 制力 闭环控 制 ,同 时位 移
检测信号和压力检测信号也进入 A C系统 ,进 G 行 机 架变形 量计 算 ,从 而实现 对辊 缝开 度 的动 态
补偿 。
会根据反馈信号进行 自动分析,对辊缝开度进行 适 量 调 整 ,再 控 制 H C 系统 做 出相 应 的变 动 。 G
动 ,使辊缝减小到设定值 ,同时将两侧的调整缸
的位 移变 化量 进行 比较 , 自动 微调 ,消 除辊缝 倾
万能轧机简介(上)

是万能型的可用来轧制
各类型钢例如H型钢、
钢轨、工字钢、槽钢、钢板桩、U型钢、L型钢、角钢等各种类型的型钢因
其适用于多品种钢材轧制
故而得名“万能轧机”
目前万能轧机已经发展为
一机多用型。结构分为普
通型万能轧机、预应力高刚度万能轧机和紧凑式万能轧机。① 世界上第—套万能轧机建于l902年卢森堡的Arbed阿尔贝德厂但当时轧出的较宽翼缘的工字钢且内侧仍有
5.轧辊磨损小轧制电能消耗小。
能
轧
机万
能
法
轧
制
工
艺重轨传统的二辊轧制法
(1)轨高和轨底的精度难以控制
(2)轨头踏面形状难以保证
(3)重轨外形不良、内应力大重轨万能轧制法
1.上下对称轧制不存在闭口槽2.轧边机可快速横移3.轨头和轨底的尺寸精度高,对称性好
4.轨头、轨底方向压下量大
?2006年武钢对大型厂进行改造引进德国西马
克梅尔公司万能轧机建立新的轨梁生产线
2008年正式投产使用。步进式
加热炉
高压水
除磷
BD1开
坯机
BD2初
轧机
万能轧
机
检测
中心
平立复
合矫
步进
冷却
热锯切
头尾
热打
印
淬 火 检 查 入库外发
斜度。②1914 年德国培因公司采用格林轧制法一架轧边机和一架万能轧机配合使用建成了培因H型钢厂钢轨的轧制采用传统的二辊孔型法轧制。③1973年法国旺代尔西代洛尔公司开发了在四辊轧机上轧制钢轨的新工艺并获专利。日本、巴西、美国相继效仿和引进。?1998年马钢从国外引进的万能轧机轧制出中国的第一根H型钢。?2003年鞍钢引进德国西马克梅尔公司的万能轧机开启了我国采用万能轧制法轧制钢轨的新纪元。
5米宽厚板轧机发展
5米宽厚板轧机发展新投产的四台5米轧机中,宝钢5000mm宽厚板轧机是我国首台5米级轧机,生产线建在宝钢一炼钢厂区内,总投资46亿元,分两期建设,一期建设一台5000mm四辊可逆式精轧机和立辊轧机,轧制力10000吨,主机功率20000KW,采用液压AGC轧辊定位、CVC板形控制等新技术。
设计产能140万吨,主要生产大口径输油气管线、高强度船板、高强度建筑结构板、压力容器板等国内紧缺钢板品种。
产品最大宽度4.8米,厚150毫米,长25米,单重25.3吨。
由一炼钢区3座300吨转炉经二次精炼后供坯。
轧机设备由国内技术总成,机架单重388吨,由二重铸造,电器及自控系统分别由德国SMS- Demag及Siemens 提供。
热处理线由德国LOI公司提供。
二期增建一台5000mm四辊式粗轧机,与一期建设的精轧机组成双机架配置,年产能提高到180万吨,轧制厚度提高到400mm,最大单重60吨。
一期工程自2002年9月28日开始建设,2005年3月1日投产。
与宽厚轧机配套的厚板连铸工程同期建成,设备由日本JSP和安川公司提供。
二期工程增建的5000mm粗轧机于2008年12月8日投产。
沙钢5000mm轧机是我国第二条5米级厚板生产线,于2003年4月开始筹建,项目总投资42亿元,分两期建设,一期设计产能180万吨,二期提高到200万吨。
总体设计由中冶赛迪负责,主体设备由西门子奥钢联、ABB提供,厂区占地55万平方米,主车间厂房长1356米,宽276米。
一期工程于2006年12月投产,主要设备包括:一台5050mm带附着式立辊的四辊可逆式精轧机,最大轧制力10000吨,机架牌坊重536吨,为拼焊结构。
两座245t/h步进式加热炉、一套MULPIC控制冷却系统、一台四重9辊全液压热矫直机、一台四重11辊全液压冷矫直机、一座54×76m冷床、一座宽38×27m冷床以及由切头分段剪、滚切式双边剪、剖分剪、定尺剪组成的高效剪切线和配套设施。
轧钢机械的介绍与发展

轧钢机械的介绍与发展机设13-3 冷飞祥 20133404066摘要:轧钢生产是将钢锭或钢坯制成钢材的生产环节,它生产效率高、品种多、上产过程连续性强、易于实现机械化自动化等优点,因此轧钢机械很重要,它是完成由原料到成品整个轧钢工艺过程中使用的机械设备,一般包括轧钢机及一系列辅助设备组成的若干个机组。
关键词:轧机、冷轧、热轧1、轧钢生产在国民经济中的主要地位与作用轧钢生产是将钢锭及连续铸坯轧制成材的生产环节。
用轧制的方法生产钢材,具有生产率高、品种多、生产过程连续性强、易于实现自动化等优点。
钢材的生产方法有轧制、锻造、挤压、拉拔等。
用轧制方法得到的钢材,具有生产过程连续性、生产效率高、品种多、质量好、易与机械化、自动化等优点,因此得到广泛的应用。
目前,约有90﹪的钢都是经过轧制成材的。
有色金属成材,主要也用轧制的方法。
轧钢生产在国民经济中所起的作用是十分显著的。
钢铁工业生产中,除少量的钢用铸造或铸造方法制成零件外,炼钢厂生产的钢锭与连铸坯有85~90%以上要经过轧钢车间轧成各种钢材,供应国民经济各部门。
可见在现代钢铁企业中,作为使钢成材的轧钢生产,在整个国民经济中占据着异常重要的地位,对促进我国经济快速发展起十分重要的作用。
2、国内外轧钢机械的发展状况十九世纪中叶轧钢机械只是轧制一些熟铁条的小型轧机,设备简陋,产量不高;有的轧机是用原始的水轮来驱动。
大上个世纪五十年代以后,钢的产量大增;各先进工业国的铁路建设与远洋航运的发展,蒸汽驱动的中型、大型轧机先后出现了。
上个世纪的电气化使功率更大的粗轧机迅速发展起来。
上个纪50~70年代,由于汽车、石油、天然气的运输,电器电子工业与食品罐头工业的发展,钢材生产是以薄板占优势为特征的。
总的来说,轧钢机械向着大型、连续、高速和计算机控制方向发展。
2.1粗轧机的发展在发展连铸的同时,国外仍在新建后扩建粗轧机,以扩大开坯能力。
这是由于开坯机具有产品化灵活,便于实现自动化等优点,如日本1969年有三台板坯粗轧机和一台方坯粗轧机投入生产。
年产10万吨大型机器铸件生产线项目初步建设方案
一、项目概述本项目旨在建设一条年产10万吨大型机器铸件生产线,主要生产汽车、航空、工程机械等各类大型机器的铸件。
通过引进先进的生产设备和技术,提高生产效率和产品质量,满足市场需求,推动铸件产业的发展。
项目总投资估计为x亿元。
二、市场分析中国大型机器铸件市场需求量大,但国内生产线的生产效率低下,产品质量无法满足市场需求。
预计未来几年,市场需求将继续增长。
本项目的建设将填补市场供需缺口,提高国内的铸件生产水平。
三、建设内容及技术路线1. 建设内容:建设一条年产10万吨大型机器铸件生产线,包括铸件生产车间、设备安装区、原材料仓库、成品仓库等。
其中铸件生产车间占地面积xx平方米,设备安装和其他区域占地面积xx平方米。
2.技术路线:采用先进的数控铸造设备,包括自动化铸造生产线、数控铸造机床、虚拟仿真技术等。
通过引进先进技术,提高生产效率和产品质量,降低生产成本。
四、投资估算1.建设投资:预计总投资为x亿元,其中设备投资为x亿元,土地购置和厂房建设投资为x亿元,其他投资为x亿元。
2.资金筹措:项目资金主要通过银行贷款和自筹资金来解决。
同时,可以寻求政府扶持资金和引入合作伙伴的方式进行资金筹措。
五、经济效益预测1.年产值预测:根据年产10万吨的铸件计算,预计年产值为x亿元。
2.利润预测:根据产能利用率和市场价格,预计年利润为x亿元。
3.投资回收期:根据投资规模和年利润,预计投资回收期为x年。
六、环境保护和安全措施1.环境保护:严格遵守国家的环境保护法规,采取科学有效的治理措施,减少废水、废气、废渣排放,保护环境。
2.安全措施:严格遵守国家的安全生产法规,建立健全安全生产管理制度,提供必要的安全培训和防护设施,确保员工的人身安全。
七、风险分析与对策1.市场风险:市场需求不及预期、市场竞争加剧等风险。
应加强市场调研,提前了解市场变化,灵活调整生产计划和市场策略。
2.技术风险:技术引进不成功、设备故障等风险。
应选择可靠的供应商,确保设备的质量和售后服务。
唐钢中厚板大型型钢线工艺流程及技术特点
输 电铁塔 , 运输机械 , 往 往配合使 用。扁钢在建筑工地 中用作桥 梁、 房 架、栅 栏、输 电船舶、 车辆等 。圆钢 、方钢 用作 各种机 械零件、 农 机配件、工具等 。本文 重点对唐钢 中厚板 大型型钢 线工艺流程及
主 要技 术 特 点进 行 阐述 。
【 关键词 】 大型型钢 ;工艺 ;技术特点
引 言
唐钢中厚板材有限公司 目前 已形成铁、钢 3 5 0 ×1 0 t / a的能力 , 轧 钢 产 品 以 结 构 用 钢 和 船 板 为 主 , 轧 钢 系 统 现 有 产 能 为 2 4 0 x1 0 t / a ,根据 目前公司坯料供应情况 ,坯料 尚余 8 5 x1 0 t / a 。 为平衡公司 的现有产 能,必须 对现有工程进行完善配套 ,考虑到为 船板配套供应船用 型钢 ,以及 供应铁塔用角钢等有利的市场因素 , 增 建一条 8 0 ×1 0 t / a大 型型钢生产线 ,使 轧钢总产能达 到 3 2 0× 1 0 t / a ,从而能全部消化 公司连铸坯 ,最终 实现铁、钢、轧及 各种 动 力工艺 设施配套 。 1生 产 线 工 艺 流 程 上 料一 称 重 一 加 热一 高 压水 除鳞 一 B D 1 轧 机往 复轧 制 B D 2轧机往 复轧制一 横移 台架横移一 F 1 轧机往复轧制一 F 2轧 机轧制一 冷却一 矫 直机矫直一 横 移编组一 型钢冷 却尺一 检查
Ma c h i n e r y& E q u i p me mt
唐钢 中厚板大 型型钢线工 艺流程及技术特点
苏 磊
( 唐钢 中厚板材有限公司 。河北 唐 山 0 6 3 6 0 0)
从B D 2轧 机 轧 出 的 轧件 , 由横 移 装 置 横 移 至 F 1 轧 机 入 口辊 道 上 , 轧件在 F 1轧机前后辊道 、夹钳 式翻钢装置 的辅助下在 F 1轧机 中往 复 轧 制 ,轧 成 要 求 的 轧 件 断 面 。 从F 2轧机上轧 出的轧件 , 通过辊道送入 F 2精轧机中进行S L *  ̄ J 。 轧件在 F 2精 轧机前后辊道 、 对 中装置的辅助下轧制成最终的成品断 面。F 2轧机采用短应 力线万 能轧机 ,根据产 品品种不同,F 2精轧机 采 用不 同的结构 型式 ,当轧制钢板桩和工字钢时,F 2精轧机采用带 立辊的万能模式 ,轧制 其他 品种时 ,F 2精轧机采用二辊模式 B D 1轧机、B D 2轧机、F l轧机换辊采用液压缸驱动 的换辊小车 自动换辊, l E l 有辊组连同轴承座及导卫装置可 以由换辊小车直接拖 入轧辊加工间,至极限位置 ,辊组组件横移 ,将 旧辊组组件移 出, 同时将 已经准备好的新辊组移入 ,然后换辊小车反 向动作 ,将新 的 辊组组件推入轧机,完成整个换辊操作 。F 2精 轧机采用 整机架 更换 的方式进行换辊 ,通过换辊小车将 I E l 机架拖入轧辊加 工间,由设置 在 轧 辊 间 的 吊车 进 行 新 I E l 机架的更换。 2 . 3矫 直机矫直 冷却到 8 0 。 C以下的型钢轧件 ,通过 冷床输 出辊道运输 ,由矫直 机入 口对 中装置导入矫直机进行长尺在线矫直 。 根据产品大纲要求 , 矫直机采用双支撑式辊式矫直机 。 2 . 4 编 组 台 架 编 组 矫直后的型钢产品 ,由矫直机后输送辊道输送到编组 台架输入 辊道 上,通 过编组台架旋转上料小车将型钢轧件从辊道上移送 到编 组台架上。轧件在编组台架上根据 同时锯切根数进行集排 ,再 由编 组台架输出辊道将其成排送往 定尺 冷锯机 处进行 定尺剪切 。 2 . 5 定尺 冷 锯 锯 切 编组完毕后 的型钢产 品,通过编 组台架输 出辊道和 定尺 冷锯机 区辊道进行运输 ,在 定尺冷锯机入 口处 ,由升降挡板 对型钢 轧件排 的头部进行对齐 ,对 齐后 的型钢 轧件排 通过定尺 冷锯 机锯切成所需 要 的商 品材定尺长度 ,然后 由辊道依次送往码垛台架入 口辊道上 。 2 . 6 码 垛 台 架码 垛 通过定尺冷锯机锯切成定尺长度后的型钢产品 ,预先手动选择 以进 入 哪 一 组 码 垛 台 架 , 然 后 通 过 运 输 辊 道 输 送 到 相 应 的 码 垛 台架 入 口处,由光电开关及相关的挡板对其进行定位 ,之后 由码垛 台架 入 口可升降链式运输装置将成组型钢产 品向前运送到集排链上 ,在 集排链上,可通过人工对轧件进行检查 ,如果有质量 问题 ,则通过 辊道送往改尺台架进行改尺处理 ;对于 没有质量 问题 的产 品,送往 F 1( 挡板 )处根据码垛宽度通过 F 1 和型钢分离装置进行集排,集排 后 的型钢产 品,如果需要翻转 1 8 0 。 ,直接输送到 F 3处,由卸料 电磁 铁直接翻转到可垂直升 降料架上 : 如果不需要翻转 , 通过集排链输送 到F 2处 ,由悬挂式的 电磁铁直接平移至可垂直升降码垛料架上 垂 直升 降料架 每码 一层,根据轧件高度向下走一个步距 ,保证每次卸 料 电磁 铁 与 垂 直 升 降 料 架 之 间 的 距 离 均 为 轧 件 所 需 空 间 。根 据 码 垛 层数码 垛完毕后 ,垂直升 降料架降到最低处 ,直接将钢材层落至 台
攀钢110万吨棒线材生产线建设与发展

攀钢110万吨棒线材生产线建设与发展宋建国;陈文灶【摘要】攀钢抓住市场机遇,在攀枝花本部搬迁建设一条110万吨的棒线材生产线,本文对该生产线的工艺布局、主要装备特点、产品定位及后期发展等进行了介绍.【期刊名称】《四川冶金》【年(卷),期】2018(040)005【总页数】3页(P38-40)【关键词】棒材;高线;生产工艺;技术改造【作者】宋建国;陈文灶【作者单位】攀钢集团攀枝花金属制品有限公司,四川攀枝花617023;攀钢集团攀枝花金属制品有限公司,四川攀枝花617023【正文语种】中文【中图分类】TG33根据攀钢产线结构调整需求,攀钢集团利旧搬迁攀成钢闲置设备,在攀枝化本部建设一条年产50万吨高速线材生产线和60万吨的棒材生产线。
棒材于2017年3月1日热负荷试车,高线于2017年5月9 日热负荷试车。
在一年的时间内,完成项目的搬迁建设与达产达效,实现当年投资、当年建成、当年赢利的任务,成为攀钢新的利润增长点。
截止2017年12月底,全年累计生产建筑用钢40.8万吨,棒材实现了Φ14~40mm规格、高线实现了Φ6.5~12 mm规格的螺纹钢、圆钢生产。
现今,高速线材生产线正致力于高端金属制品用线材的开发,逐步打造西南地区最具竞争力的建材生产基地和金属制品材生产基地。
1 平面布置根据地理位置条件,为有效节约占地和工程投资,尽可能利旧闲置设备及设施,高速线材与棒材车间平行相邻布置,依次布置线材主轧跨(231.0 m×24.0 m+135.0 m×21.0 m)、棒材主轧跨(428.5 m×24.5 m)、原料跨(440.5 m×33.0 m)、成品跨(256.5 m×18.5 m,预留184.0 m×18.5 m)。
车间最大长度440.5 m,最大宽度100 m,线材主轧线设备布置在+5.0 m平台上。
工艺平面布置示意图如图1所示。
2 主要装备2.1 棒材生产线主要由1台蓄热推钢式加热炉、18架轧机、3台飞剪、1台冷剪机、1台步进齿式冷床、检查收集设备等组成。
重轨发展前景展望
重轨发展前景展望摘要:随着改革开放的深入和经济建设的进展,铁路运输事业也取得了长足进步。
目前,我国内陆铁路运输承担着年货运周转量的70%(约16亿吨),客运周转量的60%左右(约11亿人次)。
近年来,为适应市场需求,提高铁路的竞争力,铁道部门除新建铁路外,依靠科技进步,充分挖掘现有线路潜力,通过增大轴重、优化线路条件和改变运行参数等,使铁路的运能和营运质量得到较大改善。
为了满足铁路部门不断进展的需要,增强铁道用钢的市场竞争力,总结近几个我国重轨生产技术和品种质量进展的体会,研究铁路运输对重轨质量的新要求,明确我国重轨同国外同类产品质量上的要紧差距以及应当采取的措施和计策,展望重轨进展前景是当前一项十分必和重要的任务,本文结合实际对重轨进展前景进行了展望。
关键词:重轨进展;钢材;前景展望前言IMF《世界经济展望》报告最新公布的推测数据佐证了上述担忧。
除个别国家和地区外,几乎所有经济体2008年的增长率,较此前的推测有不同程度的降低。
依照该报告,尽管世界经济增长率在2008年仍将达到4.8%,但2008年的增速已比此前推测降低0.4个百分点。
作为世界最大经济体的美国经济走势更不容乐观,美国2008年经济增长率已被调整为1.9%,比原推测急剧下降0.9个百分点。
阻碍2008年全球经济增长的要紧因素是:其一,次贷危机扩散。
2007年爆发的美国次贷危机在经历一定的“滞后期”后,正在通过波及全球金融市场和美国经济减速两大途径,对2008年的全球经济造成冲击和负面阻碍。
其二,油价高位运行。
全球流淌性资金过剩、投机炒作、中东局势、部分产油区遭受自然灾难和恐惧突击等因素将导致国际油价连续高位运行,并对全球经济专门是石油进口国经济进一步造成冲击。
其三,美元连续贬值。
由于美国次贷危机、经济减速、利率调低等新因素和对外收支失衡等老因素的共同作用,美元贬值趋势不仅难以有效操纵,还进一步加速,由此而对全球金融市场专门是国际货币体系造成的冲击将直截了当威逼全球经济的稳固运行。
大型万能轧机伺服缸故障频发原因分析与改进
在 大型万 能 轧 机 液压 控 制 系 统 中 , 调 整 缸 的 有杆 腔 直接 与 系 统 相联 , 中 间无 任 何 控 制 阀 。 由 于该 系 统压 力为 3 0 MP a , 所 以无 论有 杆腔 是否 处
有效 降低 了大 型万能 轧机 伺服 缸故 障 的频 发率 。
于 工作 状态 , 其压 力 值 始 终保 持 约 为 3 0 MP a ( 有
专利 技术 , 代表 了轨梁生产线 的国际领先水平。 但 该 系统 自投 产 以来 , 一 直 存 在 着执 行 元 件 伺 服 液压 缸故 障频 发 问题 。2 0 0 9年 , 由于 万 能 轧机 伺 服缸 外泄 造成 故 障抢修 1 6次 , 非 计 划停 机检 修 时 间多 达 9 0 h , 不 仅 造 成 较 大 的经 济 损 失 , 而 且 给
某 大 型 分 厂 万能 轧 机 生 产线 于 2 0 0 8年竣 工 投产 , 是 目前 我 国 现代 化 高 速 铁 路 钢 轨 及 型 钢生 产线 之 一 _ 1 ] 。大 型万 能 轧 机 核 心 设 备 由德 国 引 进, 其 生产 线 有 2 O台伺 服 液 压缸 , 其 中包 括 水平
型 万 能 轧 机 伺 服 缸 故 障 的频 发 率 。
关键词 : 大型万能轧机 ; 液压 伺服 系统 ; 伺服缸故 障; 优 化 与 改造 中图分类号 : T G 3 3 3 文 献 标 志码 : A 文章编号 : 1 6 7 4 — 3 6 4 4 ( 2 0 1 3 ) 0 3 — 0 2 2 5 — 0 4
一
1 伺 服 系统 状 况 的描 述
1 . 1 伺 服 系 统 控 制 方 式 分 析
第 3 6卷 第 3期
2 0 1 3年 6 月
万能轧机轧制50kgN钢轨孔型设计
谢艳峰摘自《㈣2005.(3}
万 方数据
万能轧机轧制50kgN钢轨孔型设计
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 杜斌, 张金明, 孙德志, DU Bin, ZHANG Jin-ming, SUN De-zhi 鞍钢新轧钢股份有限公司大型厂,辽宁,鞍山,114021 轧钢 STEEL ROLLING 2005,22(6)
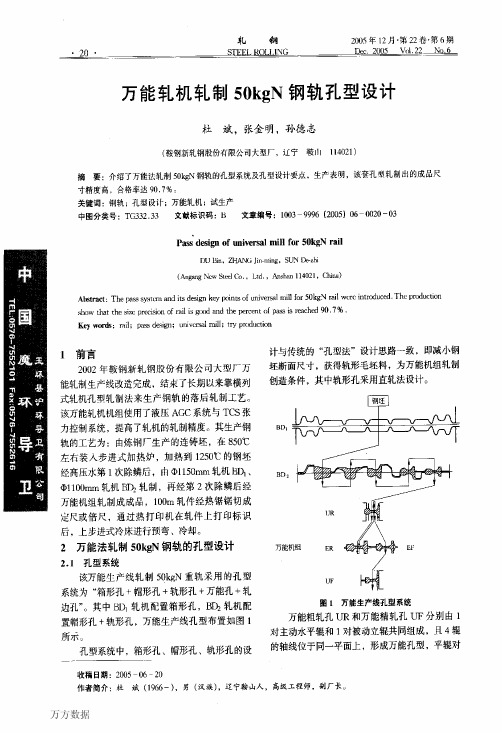
金属热膨胀系数,通常金属热膨胀系数取1.010 ~1.015。50kgN钢轨成品孔型见图2,万能轧 机操作侧立辊采用平辊,万能轧机水平辊的孔型 设计按以下原则进行: (1)考虑轧辊磨损,腹高按正偏差设计。
BID,孔型设计
BDl轧机孔型配置均为箱形孔,280ram× 380mm矩形坯经7道次轧制成220mm x 237mm 中间坯。
成。多喷嘴式烧嘴安装在炉子的顶部和可移动组件上,
术,只有配套使用时才能同时检测带材厚度和性能。新
技术的另一个显著特点是,它对测量区域内的除金属材 料以外的任何物质都不敏感,这种低频磁场特性使该测 量装置对带材上的油、乳化液、蒸汽、不同的空气温度 和粉尘等因素均不敏感。 于治民摘自{Metal Bulletin》2005。f7)
Key
wor出:rail;pass design;universal mill;try
prcxtuction
1前言
2002年鞍钢新轧钢股份有限公司大型厂万 能轧制生产线改造完成,结束了长期以来靠横列 式轧机孔型轧制法来生产钢轨的落后轧制工艺。 该万能轧机机组使用了液压AC,C系统与TCS张 力控制系统,提高了轧机的轧制精度。其生产钢 轨的工艺为:由炼钢厂生产的连铸坯,在850℃ 左右装入步进式加热炉,加热到1250"(2的钢坯 经高压水第1次除鳞后,南中1150nma轧机BDI、 中1lOOmm轧机B胁轧制,再经第2次除鳞后经 万能机组轧制成成品,lOOnl轧件经热锯锯切成 定尺或倍尺,通过热打印机在轧件上打印标识 后,上步进式冷床进行预弯、冷却。
邯钢大型型钢生产工艺及设备主要特点
邯钢大型型钢生产工艺及设备主要特点邯钢大型型钢属邯钢老区钢轧系统改造项目,拆除邯钢原型钢生产车间,即邯钢一轧厂小型车间和二轧钢厂中型型钢生产线,异地改造建设大型型钢车间。
邯钢大型型钢生产线是目前我国规模最大,自动化程度最高、技术装备最先进的钢轨及型钢生产线,具有世界先进水平。
1.概述大型型钢车间年设计生产能力为138。
该车间轧线关键设备,如万能轧机、热打印机、复合辊式矫直机、压力矫直机、锯钻机床等有SMS-MEER引进,其他设备国内设计制造或合作制造。
1.1主要产品(1)H型钢(mm×mm):中翼缘H型钢HM400~600×300;窄翼缘H型钢HN400~600×200;薄壁H 型钢HT400×150~200;宽翼缘H型钢HW250~300×250~300。
(2)钢轨:重轨38~75kg/m;起重机钢轨QU80~QU100。
(3)普通型钢:工字钢25~36#;槽钢25~36#;角钢18~20#;L250~500;钢板桩SP-U400、SP-U600;矿用型钢工12#、U29;球扁钢300~400。
1.2 坯料坯料尺寸:宽度×高度×腰厚为446×260×85、450×350×90和750×370×90的异型坯;380×280、325×280的矩形坯。
1.3 工艺流程根据产品要求,工艺流程分为型钢工艺流程和钢轨工艺流程。
型钢工艺流程:钢坯上料→步进梁式炉加热→高压水除磷→开坯机BD1轧制→开坯机BD2轧制→热锯切头→万能可逆轧制(U1EU2)→万能精轧(Uf)→热锯切尾、取样→冷床冷却→矫直机矫直→横移→冷锯切定尺→检查堆垛→打捆称重→收集入库。
钢轨工艺流程:钢坯上料→步进梁式炉加热→高压水除磷→开坯机BD1轧制→开坯机BD2轧制→热锯切头→万能可逆轧制(U1EU2)→万能精轧→钢轨打印→热锯切尾、取样→钢轨余热淬火→冷床冷却→矫直机矫直→横移→探伤、平直度检测→压力补矫→锯钻加工→轨端淬火→检查收集→入库。
大型厂工艺流程

Fe - Fe3C 相图
A T°
匀晶相图 L+A
L
1148℃ C
共晶相图
D
L+ Fe3CⅠ F
G 共析相图
A
E A+ Fe3CⅡ
( A+Fe3C )
Ld
A+Ld+Fe3CⅡ P+Ld’+Fe3CⅡ Ld’ ( P+Fe3C )
Ld+Fe3CⅠ
727℃ K Ld’+Fe3CⅠ
S A+F F P ( F+ Fe3C )
⑥平立复合矫
• 钢轨开矫温度≤70℃
矫直辊数目,个 8+1
最大矫直力,kN 平矫
矫直辊直径,㎜ 第9辊直径,㎜
3600
1100~1200 600
矫直辊水平间距,㎜
矫直辊垂直间距,㎜ 矫直辊数目,个 立矫 最大矫直力,kN 矫直辊直径,㎜ 矫直辊间距,㎜ 材质 铸铁
1600
990~1440 7 1700 700~750 650~850
规格品种
品种 规格 43kg/m、50kg/m 43kg/m、50kg/m 60kg/m、75kg/m 牌号 U71Mn U71Mn、U75V
43kg/m、50kg/m、60kg/m
钢轨 60kg/m
U71Mn、U75V
U71Mn、U75V、EN260
UIC60
BS90A、BS100A 50kgN
平直度检测
涡流检测
超声波检测
在线检查
⑦四面压力矫
德国BERNER 垂直矫直力,kN 水平矫直力,kN 砧座之间的距离 最大,mm 最小,mm 矫直盲区, mm 矫直精度,mm 2×3500 2×2000 2000 500 250 ≤0.01
槽钢的万能轧制工艺及孔型设计
传统 的槽钢 生产 大多数 采用 的是 弯腰 式及蝶 式 孔 型系统 。但这 两种生 产方 式均 存在着 许 多制 约槽
.
30 .
昆 钢 科 技
2 01 5年 第 4期
3 . 3 . 2 轧 机布 置形式
新 区分公司型材生产线采用半连续式轧制工艺 , 初轧机 为一架 B D可逆式两辊轧机 ,精轧为 1 0 架连 续式短应力线万能轧机 ,1 0 架万能轧机均可在万 能 模式 和两辊模式之 间转换 。
到迅速提 高 ;随着计 算机技术 的发展 ,2 0世纪 7 0年
代 开始在 型材生 产线上 装备 了计 算机 控制 ,使 型钢
生产 尺寸精度 得到 了很 大 的提 高 ,实现 了 H型钢 的 多机架 万f i l i a l 型连轧 。随着 H型钢 生产工 艺及 生产
设备技术 的发 展 ,近 2 0年来 , 国外工业 先进 国家在
1 . 1 横 列式 轧机 ¥ L , I J 槽 钢轧 制工艺 以往 多是 采用 传统 的横 列式 轧机 轧 制 。传统 的横列 式轧 机 以三辊 轧机 为 主 ,成 品轧
机 一般 为两 辊轧 机 ,具 有能 生产 的产 品规 格多 、生
6 0年代万 能轧机 的推广 ,使型钢生 产 的工 艺技 术得
定 尺率 和成 材率低 、生 产 自动化 程度 低等 缺点 , 目 前 大部分 横列式轧机均 已淘汰 。 1 . 2 两辊 连 轧机 组轧 制 随着 工艺 、设备 技术 的发 展 和对 型钢连 轧 生产
线 的优势 、缺陷认识逐渐 深入 ,通过 技术创新 改造 , 进 一步挖 掘 连轧 型钢生产 潜 能 ,型钢生 产线 基本 上
采用万 能轧机 轧制 H型钢 的基 础上 ,逐步 开始摸 索 并 已实现 了在万 能轧机 上采用 万 能轧制 法 生产工槽 钢 ;近 十多 年来 ,我 国的万 能轧机 生产 工艺 技术得
世界轧机之王-5500mm轧机,设备及生产情况
世界轧机之王——鞍钢5500mm特宽厚板轧机2009-12-01 15:22:59 作者:来源:互联网分享到5工程总投资:54.6亿元工程期限:2005年——2009年你知道这块钢板有多厚吗?这块测试用的钢板厚达200mm,竟然被炮弹像切豆腐一样穿透。
“每一块钢铁里,都隐藏着一个国家兴衰的秘密。
”——Peter Krass,美国钢铁大王卡内基的传记作者。
钢铁工业是重要的基础产业,被誉为工业的脊梁。
轧钢机是钢铁工业核心装备之一。
无论是决定战争胜负的航空母舰、核潜艇等尖端武器;还是关乎社会安危的核电站、巨型桥梁、水库闸门等基础设施;又或是人们日常生活中的汽车、冰箱、洗衣机等消费品;都离不开大型轧钢机生产的优质钢材。
鞍钢是我国最早的钢铁生产基地,始建于1916年,前身为日伪时期的鞍山制铁所和昭和制钢所。
1936年鞍钢第一中板厂建成我国第一台2300mm三辊劳特式中板轧机。
1945年8月苏联红军出兵东北后,将鞍钢7万多吨设备物资拆运回国,使鞍钢生产完全瘫痪,偌大厂区陷入破败境地。
1949年7月9日,新成立的鞍钢公司在一片废墟上恢复建设。
到1957年生铁产量达到336.1万吨,钢291.07万吨,钢材192.39万吨,成为中国第一大钢铁基地,向全国输送了大量专业人才,被誉为共和国钢铁工业的摇篮。
然而同大多数国有企业一样,在上世纪90年代市场大潮的冲击下,积弊严重的鞍钢曾濒临绝境,历经转轨阵痛,通过投巨资对生产线进行技术改造才重获生机。
走过60年风雨历程的鞍钢,目前是我国四大钢铁集团之一,拥有职工十余万人,2008年生产铁1608万吨,钢1604万吨,钢材1499万吨,实现收入796亿元。
形成了以汽车板、家电板、集装箱板、造船板、重轨、无缝钢管、冷轧硅钢为主的完整产品系列,是全球最大的集装箱钢板供货企业和国内主要的船用钢板、汽车钢板供货商;能够生产128个钢种的船用钢板,最大厚度100mm,强度级别从235MPa到550MPa,全部通过9国船级社认证;是世界第3家具备生产高档船体结构板和海洋工程结构钢板的企业。
1700热轧带钢生产线及设备的毕业设计论文.docx
1700热轧带钢⽣产线及设备的毕业设计论⽂.docx板带材⽣产技术⽔平不仅是冶⾦⼯业⽣产发展⽔平的重要标志,也反映了⼀个国家⼯业与科学技术发展的⽔平。
建设现代化的热轧宽带钢轧机要满⾜现代⼯业对热轧板品种质量的要求。
最终产品的质量取决于连铸坯的质量,传统厚度的板坯连铸⼯艺明显优于薄板坯连铸⼯艺。
薄板坯连铸连轧更适于⽣产中低档板材品种,在薄规格产品⽣产⽅⾯具有明显优势。
为了满⾜⾼质量和⾼性能板材要求,采⽤厚板坯常规连轧⽣产⽅式更合理。
基于这些考虑,本次设计结合唐钢1700mm、本钢1700mm、宝钢1580mm、鞍钢1780mm 热轧⽣产线设计了200万吨的1700mm常规热连轧⽣产线。
在此设计中详细地介绍了加热、粗轧、热卷取、精轧、冷却、卷取等⼀系列过程。
其中精轧机选⽤六架⼤断⾯牌坊和⾼吨位轧制⼒轧机,采⽤ HC轧机、CVC轧机、⼯作辊正弯辊(WRB)技术和厚度⾃动控制(AGC)等技术来控制板型和厚度。
另外,为提⾼轧件温度,减少头尾温差,在精轧前采⽤⽆芯轴隔热屏热卷箱。
设计中涉及的技术参数⼤部分取⾃现场的经验数值,⽤到的部分公式也是来⾃于实际的经验公式。
关键词: 常规热连轧;热卷箱;层流冷却;厚度⾃动控制引⾔板带产品的技术要求具体体现为产品的标准,包括四个⽅⾯:(1)尺⼨精度⾼。
板带钢⼀般厚度⼩、宽度⼤,厚度的微⼩波动将引起使⽤性能和⾦属消耗的巨⼤变化,板带必须具备⾼精度尺⼨。
(2)⽆板形缺陷。
板带越薄,对板形不均的敏感性越⼤。
(3)保证表⾯质量。
板带表⾯不得有⽓泡、结疤、拉裂、刮伤、折叠、裂缝、夹杂和氧化铁⽪压⼊。
(4)具备优良性能。
板带钢的性能要求主要包括机械性能、⼯艺性能和某些钢板的特殊物理或化学性能。
⽬前传统热轧宽带钢轧机采⽤的特⾊技术有:(1)连铸坯热装和直接热装。
该技术要求炼钢和连铸机稳定⽣产⽆缺陷板坯;热轧车间最好和连铸机直接连接,以缩短传送时间;在输送辊道上加设保温罩及在板坯库中设保温坑;板坯库中要具有相应的热防护措施。
中国全连续棒材轧机的发展和进步

中国全连续棒材轧机的发展和进步第一篇:中国全连续棒材轧机的发展和进步1、概述我国第一台全连续棒材轧机是1961年在首都钢铁公司建成的Φ300mm小型轧机,全套设备由前苏联引进。
原设计年产能力为30万t,后经多次技术改造和改进操作,实际年产能力达到82万t。
改革开放以后,在80年代大多引进国外二手全连续棒材轧机,如1988年原上钢一厂引进了德国全连续棒材轧机,此后,沙钢、涟源、承德、大连、无锡、陕西等厂均引进了国外二手全连续棒材轧机。
从90年代开始,我国开始引进和合作制造当时最先进的全连续棒材轧机。
这有两类情况:一种是全线引进国外设备,如1996年唐山钢铁公司从意大利达涅利公司全线引进的轧机,投产最大终轧速度达18m/s,设计年产能力为60万t,共设18台机架。
随后韶关钢铁公司、淮阴钢铁公司、广州钢铁公司等也引进了达涅利或Pomili公司的全连续棒材轧机。
另一类是合作制造,由国内公司技术总负责,部分引进国外设备。
到90年代后期国内设计制造的全连续棒材轧机(少量引进)也陆续建成投产,并出口国外,如向阿曼提供30万t/a全连续棒材轧机,向莫桑比克提供40万t/a棒材轧机,最近又和巴西签订出口两套长材轧机合同。
我国2009年生产棒材5565.4万t,钢筋12150.55万t,合计约17716万t,除了全连续棒材轧机生产了相当多部分外,其中一部分系由半连续棒材轧机生产的。
经过多年努力,我国已建成或正在建设的全连续棒材轧机有100台以上,是世界上拥有该类轧机最多的国家,并且有以下进展:1)生产率大幅提高。
过去一套棒材生产线年产能力约30万t~50万t,现在提高到80万t~100万t;2)品种显著增加。
过去一般生产规格为Φ10mm~35mm,现可生产规格Φ10mm~60mm,并且可生产直径为Φ50mm大盘卷;此外,为生产特殊钢大直径棒材,兴澄特钢和首钢宝业均先后建设了大规格棒材轧机(Φ80mm~300mm),由于年产能力不需过大(已达80万t~100万t/a),故建成半连续轧机,包括1架可逆式粗轧机和6架精轧机;3)由于增加减定径设备,产品精度显著增加,一般均可达到德国DIN标准允许公差的1/4;4)由于采用了多项先进技术,燃料、金属消耗显著降低,有害气体排放减少,成本降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. 工艺布置
粗轧区采用一架或二架二辊可逆轧 机,轧机前后均设推床和翻钢机的工艺 布置;
精轧区采用多架万能轧机和轧边机 组成的多架连轧工艺布置;
整线采用半连轧工艺布置,轧制过 程中轧机无需不断调整,使轧制过程更 加稳定,可较大的提升产品的质量和大 幅提高产能。
二、主要设备参数
❖ BD1两辊可逆开坯轧机
绿色钢铁、循环经济
近年来,我国的高层建筑、大型钢结构 车站、机场建筑、高速铁路、造船及大型矿 山等行业高速发展,对大型H型钢、重轨、 船用L型钢及矿用U型钢的需求越来越大。而 大型万能轧机又是生产这些大型、新型、优 质型钢的关键设备。
❖ 目前,我国的大型万能轧机及其生产线 都还依赖从国外进口。国产大型万能轧 机及其生产线还处于空白状态。
❖ 精轧万能轧机
❖ 型式:短应力线轧机,万能二辊可转换式。
❖ 万能水平辊 φ1290/φ1150*600mm
❖ 万能立辊
φ900/φ800*330mm
❖ 变二辊时
φ900/φ800*1200mm
❖ 水平辊轧机力 800吨
❖ 立辊轧制力 350吨
❖ 主电机
约2000kW
轧边机 ❖ 短应力线轧机 ❖ 轧辊 φ900/φ800*900 mm; ❖ 主电机: DC 750KW
2. 项目产品生产大纲
❖ 坯料:
坯料以矩形坯为主,有条件的厂家可考虑 异形坯,大规格H型钢也可采用连铸板坯。 ❖ 成品
Hz 600、HK600、HU300以下H型钢,这 些规格可覆盖全部H型钢用量的90%; 普通工字钢、槽钢及角钢全部;
球扁钢、L型钢及矿用U型钢。 ❖ 产能: 年产各种型钢60-120万吨。
❖ BD2两辊可逆开坯轧机
❖ 型式:二辊闭口可逆式
❖ 辊径: Φ1100/Φ950 mm
❖ 辊身长 2600 mm
❖ 最大辊环直径Φ1400 mm
❖ 轧机最大开口度500mm
❖ 轧制力:径向力: 最大8000 kN,
❖
轴向力:最大2000 kN,
❖ 轧辊轴向调整:下辊液压斜楔调整。 ❖ 最大轧制速度:3.5 m/s ❖ 主电机功率:4200 KW ❖ 交流变频电机电动压下,功率315KW ❖ 压下速度0-50mm/s ❖ 上辊平衡采用液压平衡。 ❖ 下辊位置采用垫板调整,调整精度2.5 mm。 ❖ 压靠回松: 液压回松。
主要应用客户
唐山市盛达中大型H型钢生产线。 鞍山市紫竹大型H型钢及重轨生产线 鞍山市宝得中大型H型钢生产线 唐山市丰润天型中大型H型钢生产线
天津中重简介
天津市中重科技工程有限公司成立于 2001年,座落在天津市北辰科技园区内, 是一家专门从事重型机械研发制造的国家 级高新技术企业。
目前可承接单件最大外形4米x4米 X16米,单件重量300吨,最大起升高度 20米的重型机件的加工及装配。
❖ 此外考虑到市场容量和投资,目前国内 外的大万能轧机生产线大都采用121、 1221、13、131或132布置形式。均需 要万能道次可逆轧制。
半连轧布置的大型钢万能轧机生 产线技术更先进、产量更高、质量更 加稳定和自动化要求更高,国内尚无 开发。
❖ 项目目标:
开发具有自主知识产权的、半连续工 艺布置的系列万能轧机及其生产线。实现 大型万能型钢生产装备的国产化,满足日 益增长国内外市场的需求。
❖ 型式:二辊闭口可逆式
❖ 辊径: Φ1100/Φ950 mm
❖ 辊身长 2600 mm
❖ 最大辊环直径Φ1400 mm
❖ 轧机最大开口度900mm
❖ 轧制力:径向力:最大8000 kN,
❖
轴向力:最大2000 kN,
❖ 轧辊轴向调整:下辊液压斜楔调整。 ❖ 最大轧制速度:2.8 m/s ❖ 主电机功率:4000 KW ❖ 交流变频电机电动压下,功率315KW ❖ 压下速度0-50mm/s ❖ 上辊平衡采用液压平衡。 ❖ 下辊位置采用垫板调整,调整精度2.5 mm。 ❖ 压靠回松: 液压回松。
我们的产5×品销16售米到全数球控20龙多门个国镗家铣床
重型加工车间
精密加工车间
大型装备
带钢生产线
1450钛合金热轧机组
谢 谢!
绿色钢铁体现在“低能源消耗、低排放 和提高资源利用率 ”
H型钢作为一种经济型断面型材,在断 面模数相同的前提下,比普通型材节约钢材 10-15%;大型H型钢应用于钢结构建筑代 替普通型钢拼焊结构,节材可达20-30%; 由于H型钢腿的内外表面平行,方便钢结构 的施工,可节省钢结构建筑的施工周期,降 低施工成本;
大型万能轧机及其 生产线的开发
天津市中重科技工程有限公司
本届年会的主题是:
“产品升级、技术创新、绿色钢铁”
我今天介绍的大型万能轧机及其生产线 的开发就是我公司在这一方针指导下实现技 术创新、产品升级的一种代表产品,也是响 应绿色钢铁号召、实现大型冶金成套装备国 产化的成果之一。
一、项目的目标
绿色钢铁、循环经济
绿色钢铁、循环经济
而钢结构建筑,由于建设周期短、重量 轻、拆后可再利用等优点,符合循环经济的 要求。
从1998年马钢引进万能轧机生产线生产 出第一根H型钢开始,我国H型钢市场逐渐要标志,随着我国绿色环保 概念的深入普及,H型钢将极具市场潜力