对中及气缸找正
第三章:船舶主机安装工艺..

第三章:船舶主机安装工艺船舶主机是船舶动力装置的核心,其安装质量的优劣将直接关系到动力装置的正常运行和船舶的航行性能。
§3-1主机安装工艺概述一、船舶主机安装方法1、整机安装和解体安装对于质量较轻、体积较小的主机或主机与减速箱构成的主机组,一般都采用整机吊装的安装工艺。
但是对于大型柴油机,整机质量较大(如),可采取解体安装工艺。
若是外厂订货,考虑到交通运输的方便性,大都是拆成部件运输到船厂,再将部件分别吊运到舱内进行组装,即使是船厂自己制造的主机也要在权衡厂内运输和吊运能力,吊运上船的可能性和经济性后,才能决定是选择整体吊装还是解体安装工艺。
2、主机与轴系的安装顺序主机发出的功率要通过轴系传递到推进器,主机与轴系、推进器必须安装成一个有机整体,因而主机的安装应与轴系的安装一并考虑。
造船时,主机与轴系的安装顺序无外乎三种情况。
一种是先装轴系再装主机,即在船台上先安装轴系,船舶下水后,再以轴系为基准安装主机,这种方法容易使主机的输出轴回转中心与轴系回转中心同轴,可以自由地找正主机位置,同时,由于是下水后安装主机,避免了下水后船体对主机安装质量的影响。
这是长期以来一直沿用的一种安装工艺,这种方法和缺点是生产周期长。
第二种是先装主机再装轴系,即在船台上以轴系理论中心线为基准,先安装主机,然后再根据主机的实际位置确定轴系的位置并进行轴系安装。
第三种是主机与轴系和轴系同时安装。
在主机定位后可以进行管系与各种附属设备的安装,扩大了并行安装工作面,缩短了生产周期。
但这种方法往往难以避免船舶下水后船体变形带来的影响,而在安装轴系时由于主机已固定,尾轴也已固定,两者固定所产生的偏差只能由轴系来消化,约束增加,轴系安装难度较大。
在造船工程实践中,究竟采用何种安装顺序,要视造船总工艺、工厂的实际条件和工期而定。
一般适用于小型及成批建造船舶。
二、主机安装前提条件和工艺内容主机安装时必须保证主机与传动轴系的相对位置正确,并且在工作时保持这种相对关系。
对中找正理论计算

旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一。
找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行.联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中.这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
机械对中的方法
机械对中的方法一、机械对中的重要性。
机械对中可是个大事情,就好比人的两条腿得一样长才能走得稳当。
要是机器没对中,那麻烦可就大了。
不仅会让零部件磨损得厉害,缩短机器的使用寿命,还会增加能耗,降低工作效率。
这就像小马拉大车,费劲还跑不快。
1.1 减少磨损。
对中不好,零件之间就像在打架,互相摩擦,磨损得那叫一个快。
本来能用好几年的零件,可能没多久就报废了,这得花多少钱去换啊!1.2 提高效率。
机器对中了,运转就顺畅,干活就有力气。
就跟人吃饱了饭一样,精神头足,效率自然就高。
二、常见的机械对中方法。
2.1 直尺和塞尺法。
这就像是咱们家里量东西的尺子,简单直接。
把直尺靠在联轴器上,用塞尺测量间隙,看看偏差有多少。
不过这方法精度一般,适合要求不太高的场合。
2.2 百分表法。
这个就稍微高级点啦,用百分表来测量位移和偏差。
就像给机器做了个全面体检,哪儿不对都能测出来。
但操作起来得有点技术,要小心仔细。
2.3 激光对中法。
这可是高科技,用激光来瞄准。
又准又快,就是设备贵点。
但对于那些大型、高精度的机器,这钱花得值!三、机械对中的注意事项。
3.1 环境要干净。
干活的地方得清清爽爽,别到处是灰尘油污,不然会影响测量的准确性。
3.2 操作要规范。
不能马虎大意,该怎么测就怎么测,一步一步来。
就像走钢丝,得稳稳当当。
机械对中这事儿可不能小瞧,方法选对,操作到位,才能让机器健健康康地干活,为咱们创造更多的价值!。
对正找中

△b/2
m1
( ) ′
图4 调整量计量简图
m2
22
22
对中找正的基本步骤
由△OAB∽△OA′B′ ∽△OA″B″ 且AB= △b/2 A′1=A″2= △a/2
则A′B′= △b/2·L1/R
A″B″= △b/2·L2/R 设在支承1、2处的调整量为m1和m2,则由图4的几何关系可得: M1= △a/2+L2/2R ·△b=1/2(△a+L2/R · △b M2= △a/2+L2/2R ·△b=1/2(△a+L2/R · △b 式(7) 和( 8)具有普遍性,适用于任一情况.
2) 安装百分表: 将百分表用专用测量架安装固定在基准轴 的( 图中 用 A代表) 半联轴器上 , 用以测量被调 轴 ( 图中用 B代表 ) 的半 联轴器端面跳动量和 径向跳动量。 测量架应有足够的刚度, 安 装要牢 固。安装合格后 , 将百分表在 a1 和 b1 ( 上边的 0 °) 处调整为零 3 )测 量: 盘动联轴 器 , 同时测得 a1 、a2 、 a 3、 a4和 b 1 、 b 2 、 b3 、b 4 的数值。
29
29
对中找正的基本步骤
200 300
A
1
B
2
0.00 0.00 -0.24 -0.21 -0.21 -0.24
-0.42 -0.48
R200
图7 例 2题图
根据上两个实例可知 ,操作认真细致,获 得正确测量数是第一步 , 然后按表 2所列项目进行简单计算 ,即便不知公式来源,只要会 用它,也可达到联轴器找正对中的目的。 两轴相对位置及调整量化表见表2:
高级技师授课题目
如何进行泵和电机联轴器的找正、对中
如何进行泵和电机联轴器的找正、对中编辑:胡士光高级工程师国家注册一级建造师1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
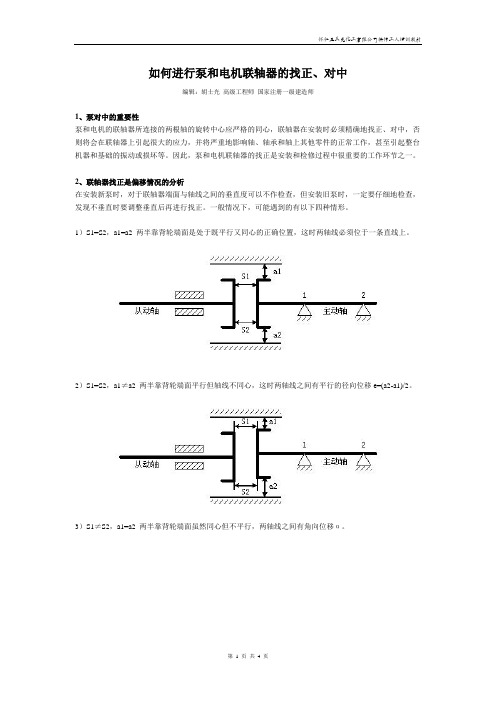
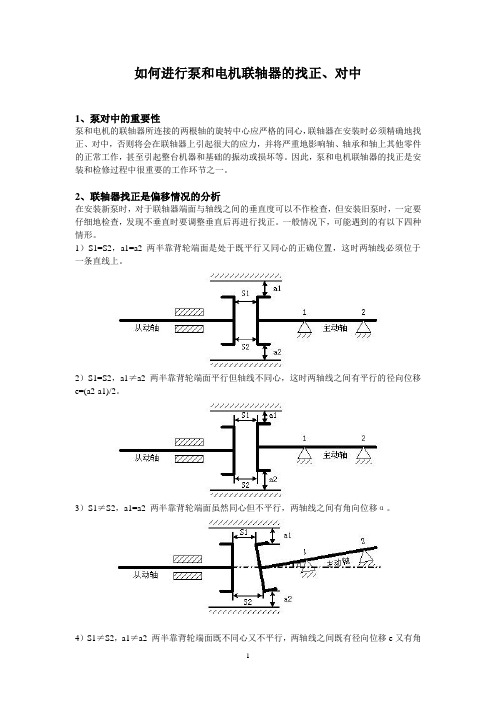
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
机泵联轴器找正对中
如何进行泵和电机联轴器的找正、对中1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
压缩机及动设备对中找正法分析

单表对中法1.单表法简介单表法对中是将对中表架和百分表分别固定在相邻两机器的半联轴器上,然后各自转动两轴或同时转动两轴,通过百分表的读数来计算和调整对中状况。
此法的优点是直观明确,表架简单计算调整方便。
由于它从根本上消除了转子轴向窜动对找正读数的影响,因此对中精度较高,对大型多台单机组成的机组特别适用。
2. 单表法对中的基本程序2.1测定对中表架的挠度,将挠度值在表架上打永久性标志。
对中时用实测值减去表架挠度,既为表的实际读数值,底部的读数值应减去挠度的2倍,左、右的读数应减去挠度。
2.2 将相邻机器的两半联轴器沿圆周做出四等分标志,见图1。
图12.3 将表架固定在A轴上,表头触在B轴半联轴器外圆上,百分表不动,转动B轴360°,此时百分表的读数为半联轴器外圆的圆度偏差。
在实测时应减去此偏差值,两轴同时转动不产生偏差值。
2.4调整百分表到b1=0。
按转动方向转动A轴(或同时转动两轴),在B轴联轴器外圆测出b2、b3、b4的值,检查读数应使b1+b3=b2+b4(误差应小于0.02mm),若不等时查明原因重新测量。
百分表读数是对中时进行调整的依据,因此要求百分表读数应准确无误,还应注意数值的“正”、“负”。
2.5同样将表架固定在B轴上,重复步骤3、4、测出a1、a2、a3、a4四个数值。
(注意:两次盘车方向一定要一致,读数方向也要一致)。
2.6 根据两组百分表读数,确定支脚在垂直和水平方向的调整量和调整方向,调整量可用计算法和作图法确定。
3.支腿调整量的确定3.1 计算法3.1.1 用计算法求调整轴A支腿垫片调整量时,应先测出D、Y、Z 的值,见图2,并以L y和L z分别表示前后支脚的调整量。
这种计算方法只是先将两轴找成一条直线,在实际调整时还应将各支腿处的膨胀量或收缩量考虑进去。
3.1.2 计算公式L=1/2AC-B/2式中 L——机器支脚在垂直和水平方向的调整值,即Ly垂=1/2A垂Cy-B垂/2L z垂=1/2A垂C z-B垂/2L y水=1/2A水C y-B水/2L z水=1/2A水C z-B水/2计算结果为正值时应加垫,负值应减垫,水平方向只是用顶丝调整中心偏差而不是增减垫片:A——两机器在垂直方向(A垂)和水平方向(A水)的中心偏差(百分表读数的代数和);其中:A垂=a3+b3A水=a2-a4+b2-b4C——调整轴(A轴)支腿中心与基准轴(B轴)半联轴器上百分表读数平面间的距离(Y、Z)和两百分表读数平面距(D)之比,即CY=Y/D或CZ=Z/D B——基准轴在垂直方向(B垂)和水平方向(B水)的中心偏差其中 B垂=b3B水=b2-b43.2 作图法单表对中作图法是在单表对中计算法的基础上发展起来的,它的最大优点是简单、直观。
转动机械找对轮找中心-(有图、有公式)

轴系找中心案例(一)
计算如下: 1)如需消除上张口后脚应加垫 EF=X*L2/D=0.05×1000/ 250=0.20 2)后脚加垫后导致中心降低了 OH=EF×L1/L2=0.20×50 0/1000=0.10 3)因原始中心高0.03,所以中心 实际低了0.07。所以前脚需 加0.07后脚实加0.27
找中心测量记录格式内容
找中心计算
找中心计算
已知:对轮直径D,两轴承间距L2,第一轴承距对轮面距离L1, 测得面差为X(上图为上张口) 可见要使面差X消失,移动#1或#2均可,但方向相反。调#1 瓦需下降,调#2瓦需上移并且下移或上移量相等,即FE=DM。 (上图)△DME≌△EFD又△ABC∽△DME≌△EFD,所以调 整量EF=DM=L2×X/D,也就是调整量=两轴承间距×面张口 /对轮直径。 由于调整面差X使对轮圆周变化,不论调#1或#2瓦均使圆周 下降。调#2瓦(远瓦)对圆周变化为OH,因为: △OHD∽△EFD ,所以:OH=EF×L1/L2=调面差瓦移动数 值×较近轴承到对轮面距离/两轴承间距 调#1瓦(近瓦)时圆周下降为OP,因为:△OPE∽△EFD 所以:OP=EF×(L1+L2)/ L2 =调面差瓦移动数值×较远 轴承到对轮面距离/两轴承间距
轴系找中心案例(二)
根据上述计算结果我们决定在偶合器电机侧地脚加 1.0mm垫片,但当时是半夜,一时找不到1.0mm垫 片,决定用3片0.35mm镀锌铁皮替代。加垫后复测中 心上下圆差、面差基本符合设计标准,左右圆差、面差 稍有偏差,经计算后左右移动了0.15mm,最后测量 整个轴系中心基本符合设计标准,联对轮后试车振动达 到正常。
动力厂分气缸安装施工方案

动力厂分气缸安装施工方案一、前言本施工方案旨在明确动力厂分气缸安装过程中的各项操作步骤,确保安装过程的安全、高效与质量可控。
方案包含现场准备与勘察、设备检验与基础检查、分气缸安装位置确定、清洁与清洗分气缸、连接管道与密封紧固、安装支撑架与调整位置、安装附件与试压、保温与除锈处理等步骤。
二、现场准备与勘察对安装现场进行全面勘察,确保安装区域无障碍物,方便施工。
确定施工人员与工具材料的安全进出路径,设立警戒标识,保证安全。
根据分气缸的尺寸和重量,选择合适的运输方式和吊装设备。
三、设备检验与基础检查对分气缸进行全面检查,确认无损坏、变形等缺陷。
检查安装基础是否平整、坚固,符合设计要求。
四、分气缸安装位置确定根据现场勘察结果,确定分气缸的安装位置,确保其与周围设备、管道的空间距离符合设计要求。
在确定位置标记安装中心点,以便安装过程中的对中找正。
五、清洁与清洗分气缸对分气缸进行内外清洁,去除油污、锈迹等杂质。
使用合适的清洗剂对分气缸进行清洗,确保内部无残留物。
六、连接管道与密封紧固根据设计要求,将分气缸与管道进行连接,确保连接处无泄漏。
使用合适的密封材料和紧固工具,确保连接处的密封性和紧固度。
七、安装支撑架与调整位置根据分气缸的尺寸和重量,选择合适的支撑架,确保分气缸安装稳固。
调整分气缸的位置,使其与管道连接处对中,确保运行平稳。
八、安装附件与试压安装分气缸的附件,如安全阀、压力表等,确保其功能正常。
对分气缸及管道系统进行试压,检查各连接处是否泄漏,确保系统密封性良好。
九、保温与除锈处理对分气缸及管道进行保温处理,减少能量损失,提高运行效率。
对分气缸外表面进行除锈处理,并涂抹防锈漆,延长使用寿命。
十、施工安全与质量控制施工过程中严格遵守安全操作规程,确保人员与设备安全。
对施工过程中的关键步骤进行质量控制,确保安装质量符合设计要求。
十一、施工验收与交付施工完成后进行全面检查,确保各项安装质量指标合格。
编制施工验收报告,向甲方交付,并协助甲方完成相关手续。
往复式压缩机安装施工工艺标准

1.适用范围1.1 本标准规定了往复式压缩机安装施工工艺过程和施工方法,本规范适用于化工、石油企业中对置式压缩机组现场组装(或整体安装)及验收。
1.2 本标准与涉及到的机器技术文件,若出现规定不一致时,应按机器技术文件规定执行。
2.施工准备2.1 技术准备2.1.1 压缩机施工,应具备下列技术文件2.1.1.1 机组的设备图、安装图及产品使用说明书等;2.1.1.2 机组装箱清单。
2.1.1.3 已批准的施工组织设计或安装施工方案。
2.1.2 施工引用规范性文件2.1.2.1 GB50231 机械设备安装工程施工及验收通用规范2.1.2.2 GB50275 压缩机、风机、泵安装工程施工及验收规范2.1.2.3 HG20203 化工机器安装工程施工及验收规范(通用规定篇)2.1.2.4 HGJ206 化工机器安装施工及验收规范(中小型活塞式压缩机)2.1.2.5 GB50236 现场设备工业管道焊接工程施工及验收规范2.1.2.6 SH3501 石油化工有毒、可燃介质管道工程施工及验收规范2.1.2.7 GB50235 工业金属管道工程施工及验收规范2.1.2.8 HG20236 化工设备安装工程质量检验评定标准2.1.2.9 HG20201 化工工程建设起重施工规范2.1.2.10 GB50184 工业金属管道工程质量检验评定标准2.1.2.11 GB50194 建设工程施工现场供用电安全规范2.1.2.12 JGJ59 建筑施工安全检查标准2.2 作业人员从事压缩机施工的人员,应根据所安装压缩机的类型,进行优化组合;按单位工程(二台机组)人员组合为基本见:表2-2 作业人员2.3 设备、材料的检查、验收、存放、保管2.3.1 设备的开箱验收2.3.1.1 设备开箱验收必须在由业主和监理组织的检验小组参加下共同进行。
设备开箱时,应合理选择开箱工具,注意避免损坏箱内设备。
2.3.1.2 根据装箱清单核实设备零部件的名称、型号、规格、数量、附机、附件、备件、附属材料工具以及设备出厂合格证和其它技术文件是否齐全。
对中及气缸找正

基本内容
1. 轴承座及低压汽缸就位后,拉钢丝初找正。 2. 把3个低压转子吊入对应的汽缸,通过调整轴承座底部的临时垫 块,以LP2转子为基准,根据各对轮中心的偏差,找正汽轮机4个 转子(使各对轮中心偏差和推力盘偏斜数值在设计范围内)。 3. 以各转子为基准,通过调整各汽缸的临时垫板,根据低压缸隔 板汽封间隙、高压缸汽缸及转子的相对定位间隙,找正各汽缸。 4. 以各转子对轮之间的距离作为对轮垫片的厚度加工对轮垫片; 根据各轴承座及汽缸临时垫板厚度,纵、横销临时垫板的厚度加 工永久垫板,并更换所有临时垫板。
压铅丝测量低压缸底部隔板汽封间隙(底部汽封块用木楔塞紧、铅丝轴向放置)
为避免底部间隙过小,导致转子与汽封块碰撞,在第一次压铅丝时,要在轴承 瓦面放一临时垫块
低压转子吊入汽缸压铅丝
测量左、右汽封间隙
测量高压缸汽缸与转子相对定位间隙,找正高压缸
调整猫爪横销两边的临时垫铁和汽缸支承临时垫铁找正高压缸
根据轴承座中轴承及两端油档凹窝中心、低压缸隔板凹窝中心拉钢丝对轴承座 和低压缸初找正(轴向找正)
低压缸拉钢丝初找正(横向找正)
低压缸初找正-在低压缸四角的搁脚上安放百分表监视汽缸在三个方向
上的位移,通过调整低压缸台板临时垫铁厚度找正低压外缸
低压转子第一次吊入汽缸(隔板和汽封套上不放汽封块),准备对轮找中心 (对轮找中心以LP2转子为基准,调整相关轴承座位置)
低压转子吊入汽缸开始对轮找中心
通过调整轴承座底部临时垫板厚度调 整轴承位置找正对轮中心(图示1号 轴承座底部的临时垫铁和千斤顶)
转子对轮找中心后,吊离低压转子,根据轴承座的凹窝中心拉钢丝找正汽缸静 止部件,避免第一次压铅丝测量汽封间隙时,转子与汽封块碰撞
探讨汽车发动机维修中配气正时找正与验证方法

添加 标题
凸轮轴位置传感器故障:可能导致发动机无法准 确检测凸轮位置,影响配气正时的准确性。解决 方法是检查凸轮轴位置传感器是否正常工作,如 有故障及时更换。
添加 标题
曲轴位置传感器故障:可能导致发动机无法准确 检测曲轴位置,影响配气正时的准确性。解决方 法是检查曲轴位置传感器是否正常工作,如有故 障及时更换。
调整气门间隙:在维修过程中,要正确调整气门间隙,保证发动机的正常运转。
避免过度拆装:尽量避免过度拆装发动机,以免影响发动机的性能和寿命。
常见问题与解决方法
添加 标题
气门间隙调整不当:可能导致气门关闭不严 或气门碰撞,影响发动机性能。解决方法是 重新调整气门间隙,确保其符合标准要求。
添加 标题
正时皮带或链条松动:可能导致配气相位不准确, 影响发动机性能。解决方法是检查并紧固正时皮 带或链条,确保其处于正常工作状态。
提高发动机功率:配气正时找正是为了使发动机气门开启和关闭时间达到最佳,从而提高发动机的进排气效率, 进而提高发动机的功率。
降低油耗:正确的配气正时可以使得燃油充分燃烧,减少废气的排放,从而降低油耗。
减少磨损:配气正时找正可以减少气门与气门座之间的冲击,减轻气门和气缸的磨损,延长发动机的使用寿命。
防止启动困难:配气正时找正可以保证发动机的正常启动,避免因气门密封不严而导致的启动困难问题。
能发动机
综合式配气正时找正法
● 定义:通过测量气缸压力、曲轴转角和气门升程等参数,综合分析发动机工作状态,确定配气正时是 否正确的方法。
● 优点:能够全面反映发动机工作状态,准确度高,适用于多种类型发动机的配气正时找正。
● 实施步骤: a. 安装传感器,测量气缸压力、曲轴转角和气门升程等参数; b. 采集数据,通过分析软 件处理数据; c. 根据分析结果,调整配气正时机构,使发动机工作状态最佳。
离心式压缩机的对中找正
离心式压缩机的三表对中找正`中石化第五建设公司汪柒龙摘要了解机组的冷态安装曲线,选择适合的找正方法,通过对找正工具挠度、联轴节轮毂外圆晃度、瓢偏值的测量,消除机器在加工及装配时产生的误差;对于底座变形大,在进行水平找正时,无法使水平调节到良好状态的机器,通过对支腿空脚的测量,从而加快对中速度,提高对中精度。
关键词压缩机空脚三表法对中找正前言压缩机组是石化工业的重要设备,它的安装工艺复杂、精度要求高、施工难度大,而且,压缩机组的对中找正在机器安装过程中又是一项十分重要的环节,是决定设备运行好坏的关键。
通过对联轴器的对中找正,使机组的各轴线达到同轴的要求,消除各轴在联轴器处不应有的机械应力,减少机器的振动,降低转动部位的磨损,提高机器的效能,延长机器的使用寿命,从而使机器能够长期、平稳、正常的连续运转下去。
一、影响轴中心位移变化的因素1、温度变化。
离心式压缩机的进气端温度低,出口端由于气体在管道、机器内部摩擦和被压缩使温度升高。
根据热胀冷缩的原理,机器的出口端因受热而膨胀;驱动装置在运转过程中,温度也会升高,都会造成轴中心位移变化。
2、压缩机或汽轮机转子的挠曲。
压缩机或汽轮机转子重量很大,静止时,它的重量全部承受在气缸两端的径向轴承上,结果使转子两端翘起。
因此在安装机器时,隔段时间将转子旋转180°,正是为了消除轴弯曲,造成轴中心位移的变化。
3、机器的结构、轴中心到各支脚的高度,以及支脚的结构、材质等差异,使各处的温度、膨胀量及收缩量各不相同,导致轴中心各处的位移发生变化。
4、管道应力造成轴中心产生位移。
在安装压缩机的管道时,使用塞尺和钢板尺测量机器的法兰面与被安装管道的法兰面平行度和同心度来消除管道应力。
5、轴径、轴瓦间隙和轴浮起量的不同,产生相对位移。
6、油膜厚度不均匀,也会造成中心产生位移。
由于影响轴中心位移变化的因素很多,因此,在进行压缩机对中找正之前,要清楚影响压缩机不对中的原因。
机泵对中找正Microsoft PowerPoint 幻灯片

这种方法应用比较广泛,可满足一般机器的安 装精度要求。主要缺点是对有轴向窜动的联轴 器,在盘车时其端面的轴向度数会产生误差。 因此,这种测量方法适用于由滚动轴承支撑的 转轴,轴向窜动比较小的中,小型机器。
B三表测量法(又称两点测量法) 三表测量法与两表测量法不同之出是在与轴中 心等距离处对称布置两块百分表,在测量一个 方位上径向读数和轴向读数的同时,在相对的 一个方位上测其轴向读数,即同时测量相对两 方位上的轴向读数,可以消除轴在盘车时窜动 对轴向读数的影响,其测量记录图如图所示, 三表测量法示意图如下:
计算方法
机泵的对中找正
需要的工器具:撬杠,手锤,钢板尺, 百分表,板手,垫片, 游标卡尺 .表架
谢谢大家
参与分享
1.联轴器找正时两轴偏移情况的分析 图1联轴器找正时可能遇到的四种情况
联轴器偏移的分析
联轴器找正的方法有多种,常用的方法如下
1)简单的测量方法如图2所示。用角尺和塞尺 测量联轴器外圆各方位上的径向偏差,用塞尺 测量两半联轴器端面间的轴向间隙偏差,通过 分析和调整,达到两轴对中。这种方法操作简 单,但精度不高,对中误差较大。只适用于机 器转速较低,对中要求不高的联轴器的安装测 量。
机泵的对中找正
——基本知识及常用方法
机泵的对中找正
联轴器的找正是机器安装的重要工作之一.找正的目的是在机器 在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精 度关系到机器是否能正常运转,对高速运转的机器尤其重要. 两轴绝对准确的对中是难以达到的,对连续运转的机器要求 始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠 曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等, 都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中 心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度 讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的 偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲, 两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使 用寿命愈长。
转动机械找对轮找中心 (有图、有公式)
整理ppt
9
找中心测量方法
打表测量法:通常指三表测量法,圆打一块表、面 打两块表。在测量一个方位上径向读数和轴向读数 的同时,在相对的一个方位上测其轴向读数。即同 时测量相对两方位上的轴向读数,可以消除轴在盘 车时窜动对轴向读数的影响 。
1、优点:精度很高,适用于需要精确对中的精密或高 速运转的机器,如汽轮机,离心式压缩机等。
整理ppt
3
联轴器
转动设备轴与轴之间是通过联轴器(俗称对 轮)来连接并传动扭矩的,轴系找中心一般 也是通过联轴器来完成的。
联轴器一般分为刚性联轴器和挠性(半挠性) 联轴器,刚性联轴器对于两轴间同心度的要 求非常高,如汽轮机联轴器。挠性联轴器对 同心度的要求相对较低,应用广泛。如套齿 式、叠片式、蛇形弹簧式、爪式、弹性柱销 式等。
整理ppt
31
轴系找中心案例(三)
整理ppt
32
整理ppt
33
整理ppt
29
轴系找中心案例(二)
根据上述计算结果我们决定在偶合器电机侧地脚加 1.0mm垫片,但当时是半夜,一时找不到1.0mm垫 片,决定用3片0.35mm镀锌铁皮替代。加垫后复测中 心上下圆差、面差基本符合设计标准,左右圆差、面差 稍有偏差,经计算后左右移动了0.15mm,最后测量 整个轴系中心基本符合设计标准,联对轮后试车振动达 到正常。
3)因原始中心高0.03,所以中心 实际低了0.07。所以前脚需 加0.07后脚实加0.27
整理ppt
23
轴系找中心案例(二)
10月12日,我公司#3机组#1给水泵偶合器突然振动增大,泵组 被迫停运。排除偶合器轴瓦烧损等其它因素,全面复查轴系中心 发现电机与偶合器中心跑偏严重,原因是偶合器靠近电机侧地脚 螺栓全部松动。中心复查测量结果如下:
211004369_往复式压缩机组联轴器对中找正技术要点
114往复式压缩机运行满16000小时后,就要进行一次大修,检查机组曲轴、轴瓦、连杆、十字头等部件的磨损情况,机组检修完成后,最后对机组进行对中找正是重中之重,对中找正的主要技术要求是保证两轴线的同轴度。
误差过大的同轴度将会使联轴器、曲轴及其轴瓦产生附加载荷,使机组的振动较大、轴瓦磨损严重,同时可能损坏电机轴承等问题,甚至发生联轴器疲劳断裂事故。
本文针对具体装置现场设备具体情况,提出最合理对中找正的方法,确保机组安全平稳运行。
1 压缩机的基本参数及组成特点1.1 基本参数基本参数见表1。
1.2 组成特点1.2.1 压缩机特点十台压缩机均采用卧式对称平衡式,布置方式为单层分体撬装布置。
与电动机的连接方式为刚性直联式。
1.2.2 联轴器联轴器组件包括:压缩机曲轴联轴器、电机转子联轴器、飞轮、飞轮定位盘及连接螺栓、螺母。
联轴器连接方式为刚性连接。
曲轴、飞轮和电机转子是由联接螺栓惯通连接,并紧固成为一体[2]。
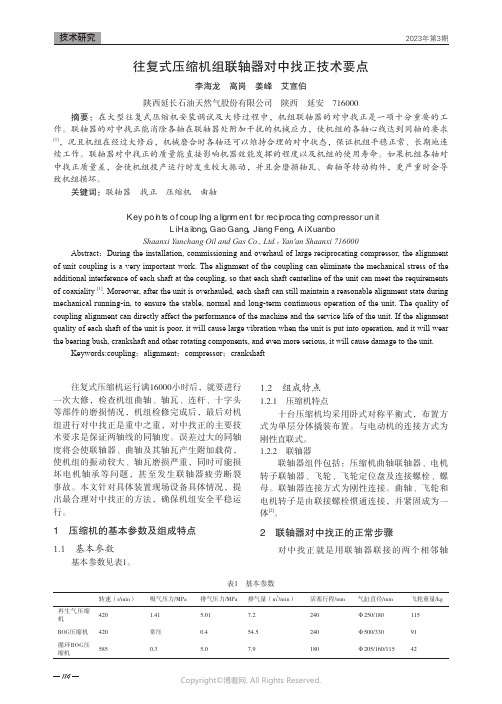
2 联轴器对中找正的正常步骤对中找正就是用联轴器联接的两个相邻轴往复式压缩机组联轴器对中找正技术要点李海龙 高岗 姜峰 艾宣伯陕西延长石油天然气股份有限公司 陕西 延安 716000摘要:在大型往复式压缩机安装调试及大修过程中,机组联轴器的对中找正是一项十分重要的工作。
联轴器的对中找正能消除各轴在联轴器处附加干扰的机械应力,使机组的各轴心线达到同轴的要求[1],况且机组在经过大修后,机械磨合时各轴还可以维持合理的对中状态,保证机组平稳正常、长期地连续工作。
联轴器对中找正的质量能直接影响机器效能发挥的程度以及机组的使用寿命。
如果机组各轴对中找正质量差,会使机组投产运行时发生较大振动,并且会磨损轴瓦、曲轴等转动构件,更严重时会导致机组损坏。
关键词:联轴器 找正 压缩机 曲轴Key points of coupling alignment for reciprocating compressor unitLi Hailong, Gao Gang, Jiang Feng, Ai XuanboShaanxi Yanchang Oil and Gas Co., Ltd.,Yan'an Shaanxi 716000Abstract :During the installation, commissioning and overhaul of large reciprocating compressor, the alignment of unit coupling is a very important work. The alignment of the coupling can eliminate the mechanical stress of the additional interference of each shaft at the coupling, so that each shaft centerline of the unit can meet the requirements of coaxiality [1]. Moreover, after the unit is overhauled, each shaft can still maintain a reasonable alignment state during mechanical running-in, to ensure the stable, normal and long-term continuous operation of the unit. The quality of coupling alignment can directly affect the performance of the machine and the service life of the unit. If the alignment quality of each shaft of the unit is poor, it will cause large vibration when the unit is put into operation, and it will wear the bearing bush, crankshaft and other rotating components, and even more serious, it will cause damage to the unit.Keywords:coupling ;alignment ;compressor ;crankshaft表1 基本参数转速(r/min)吸气压力/MPa 排气压力/MPa 排气量(m 3/min)活塞行程/mm 气缸直径/mm 飞轮重量/kg 再生气压缩机420 1.41 5.017.2240Φ250/180115BOG压缩机420常压0.454.5240Φ500/33091循环BOG压缩机5850.35.07.9180Φ205/160/11542Copyright ©博看网. All Rights Reserved.115尽量减少其不对正的过程,它会使每个轴在正常运转工况下实际上尽量位于一条轴线上。
如何进行泵和电机联轴器的找正 对中

如何进行泵和电机联轴器的找正对中如何进行泵和电机联轴器的找正对中如何对齐泵和电机联轴器1联轴器找正是偏移情况的分析在安装新热泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧热泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1) S1=S2,A1=A2联轴器两半的端面处于正确位置,既平行又同心。
此时,两个轴必须在一条直线上。
2)s1=s2,a1≠a2两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠ S2,A1=A2尽管联轴器两半的端面同心但不平行,但两轴α之间存在角位移4)s1≠s2,a1≠a2两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e 又有角向位移α。
耦合的第一个条件是我们试图在对齐中实现的条件,但第二、第三和第四个条件是不正确的。
我们需要调整它以达到第一个条件。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(微型电机),所以找正时只需要调整主动机,即在主动机(微型电机)的支脚下面加调整垫面的方法来调节。
2、找正时测量调节方法以下主要介绍维修过程中常用的两种测量和调整方法,可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)当使用塞尺和刀片尺对准时,联轴器径向端面的表面应平整、光滑、无锈蚀和毛刺。
2)为了看清刀形尺的光线,最好使用手电筒。
3)对于最终测量值,微型电机的地脚螺栓应完全紧固,无松动。
4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分为4-8个点,以便取到精确的数据。
5)作好记录使找正的重要一环。
旋转设备安装中联轴器的找正与对中
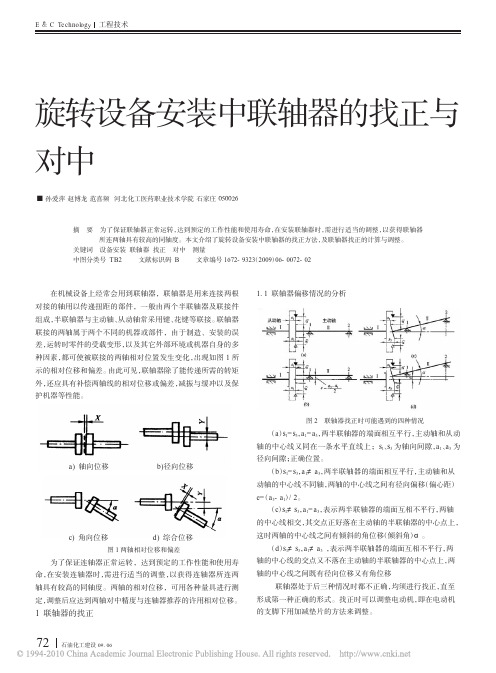
旋转设备安装中联轴器的找正与对中■孙爱萍赵博龙范喜频河北化工医药职业技术学院石家庄050026摘要为了保证联轴器正常运转,达到预定的工作性能和使用寿命,在安装联轴器时,需进行适当的调整,以获得联轴器所连两轴具有较高的同轴度。
本文介绍了旋转设备安装中联轴器的找正方法,及联轴器找正的计算与调整。
关键词设备安装联轴器找正对中测量中图分类号TB2文献标识码B文章编号1672-9323(2009)06-0072-02在机械设备上经常会用到联轴器,联轴器是用来连接两根对接的轴用以传递扭距的部件,一般由两个半联轴器及联接件组成,半联轴器与主动轴、从动轴常采用键、花键等联接。
联轴器联接的两轴属于两个不同的机器或部件,由于制造、安装的误差,运转时零件的受载变形,以及其它外部环境或机器自身的多种因素,都可使被联接的两轴相对位置发生变化,出现如图1所示的相对位移和偏差。
由此可见,联轴器除了能传递所需的转矩外,还应具有补偿两轴线的相对位移或偏差,减振与缓冲以及保护机器等性能。
a)轴向位移b)径向位移c)角向位移d)综合位移图1两轴相对位移和偏差为了保证连轴器正常运转,达到预定的工作性能和使用寿命,在安装连轴器时,需进行适当的调整,以获得连轴器所连两轴具有较高的同轴度。
两轴的相对位移,可用各种量具进行测定,调整后应达到两轴对中精度与连轴器推荐的许用相对位移。
1联轴器的找正1.1联轴器偏移情况的分析图2联轴器找正时可能遇到的四种情况(a )s 1=s 3,a 1=a 3,两半联轴器的端面相互平行,主动轴和从动轴的中心线又同在一条水平直线上;s 1、s 3为轴向间隙,a 1、a 3为径向间隙;正确位置。
(b )s 1=s 3,a 1≠a 3,两半联轴器的端面相互平行,主动轴和从动轴的中心线不同轴,两轴的中心线之间有径向偏移(偏心距)e=(a 3-a 1)/2。
(c )s 1≠s 3,a 1=a 3,表示两半联轴器的端面互相不平行,两轴的中心线相交,其交点正好落在主动轴的半联轴器的中心点上,这时两轴的中心线之间有倾斜的角位移(倾斜角)α。
机泵对中找正知识集锦实实在在的教你
机泵对中找正知识集锦,实实在在的教你!★江南泵阀--专业耐酸碱泵--值得信赖★有氟密管阀-国内非金属阀门专业制造商先来一段老外用百分表搞定泵的三轴定位的视频,绝对实用再来学习机泵对中找正知识一、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
二、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1 )、S1=S2 ,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)、S仁S2 , alz a2两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2 。
3)、S1zS2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移a。
4)、S1zS2,a1za2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移a。
联轴器处于第一种情况是我们在找正中需要努力达到的理想状态,而其他三种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(即常说的泵头)安装好,使其轴线处于水平位置,然后再安装主动机(即常说的电机)所以找正时只需要调整电机,即在电机的支脚下面加调整垫片的方法来调节。
三、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)、利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
装填设备对中找正及其计算方法
装填设备对中找正及其计算方法廖军;郑国梁【摘要】This article analyzed the way to align loading equipment to cylinder vessel .For solving the problem of too long operation time during alignment procedure ,we studied the relationship between 6‐DOF coordinate system and the positional deviation of cylinder vesselinterface ,optimized the procedure of 6‐DOF adjustment for the loading equipment ,enhanced the sefficiency of loading operation .%分析了装填设备与筒形容器对中方案,针对对中过程中存在操作时间长的问题,研究了装填设备六自由度调整量与筒形容器对接面的相对位置偏差之间的关系,优化了装填设备六自由度调整顺序,提高了装填操作效率。
【期刊名称】《机械工程与自动化》【年(卷),期】2015(000)004【总页数】3页(P129-131)【关键词】装填设备;对中;计算【作者】廖军;郑国梁【作者单位】北京航天发射技术研究所,北京100076;北京航天发射技术研究所,北京 100076【正文语种】中文【中图分类】TH1230 引言装填设备水平放置于厂房内,用于将放置于其上的圆柱形物体水平装填到圆柱形的筒形容器中,筒形容器放置于半挂汽车列车上。
装填设备轴线与筒形容器的轴线之间不可避免存在偏差,由于被装填的物体质量大、直径大,且其长度与直径比值也很大,如果该偏差值太大,装填过程将会对被装填物体产生很大的附加弯矩,如果不慎可能会导致被装填物体的损坏,因此装填工作开始前需要将装填设备和筒形容器的轴线对中找正到规定的偏差内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铅丝测量低压缸底部隔板汽封间隙(底部汽封块用木楔塞紧、铅丝轴向放置)
为避免底部间隙过小,导致转子与汽封块碰撞,在第一次压铅丝时,要在轴承 瓦面放一临时垫块
低压转子吊入汽缸压铅丝
测量左、右汽封间隙
测量高压缸汽缸与转子相对定位间隙,找正高压缸
调整猫爪横销两边的临时垫铁和汽缸支承临时垫铁找正高压缸
根据轴承座中轴承及两端油档凹窝中心、低压缸隔板凹窝中心拉钢丝对轴承座 和低压缸初找正(轴向找正)
低压缸拉钢丝初找正(横向找正)
低压缸初找正-在低压缸四角的搁脚上安放百分表监视汽缸在三个方向
上的位移,通过调整低压缸台板临时垫铁厚度找正低压外缸
低压转子第一次吊入汽缸(隔板和汽封套上不放汽封块),准备对轮找中心 (对轮找中心以LP2转子为基准,调整相关轴承座位置)
低压转子吊入汽缸开始对轮找中心
通过调整轴承座底部临时垫板厚度调 整轴承位置找正对轮中心(图示1号 轴承座底部的临时垫铁和千斤顶)
Байду номын сангаас
转子对轮找中心后,吊离低压转子,根据轴承座的凹窝中心拉钢丝找正汽缸静 止部件,避免第一次压铅丝测量汽封间隙时,转子与汽封块碰撞
拉钢丝根据各个在轴承座上的汽封套凹窝中心找正汽缸
汽轮机安装之二
转子对轮找中心及汽缸找正
前言 《汽轮机安装》采用岭澳核电厂两台主汽轮机安装期间拍摄 的数码照片制作,编为《汽缸及轴承座就位》、 《转子对轮找 中心及汽缸找正》、 《低压缸扣缸》和《转子对轮连接及其它 结尾工作》 4集。
本专辑力求以图片为主形象地反映岭澳核电厂1000MW汽 轮机的安装过程和汽轮机的内部构造,为以后的检修和必要时 的问题分析提供帮助, 并给公司留下点历史资料。 本专辑中涉及到的所有技术问题可供参考,但读者如果需 要了解详细的技术参数、质量要求,请查看有关图纸或其它技 术文件。
2004年7月1日
基本内容
1. 轴承座及低压汽缸就位后,拉钢丝初找正。 2. 把3个低压转子吊入对应的汽缸,通过调整轴承座底部的临时垫 块,以LP2转子为基准,根据各对轮中心的偏差,找正汽轮机4个 转子(使各对轮中心偏差和推力盘偏斜数值在设计范围内)。 3. 以各转子为基准,通过调整各汽缸的临时垫板,根据低压缸隔 板汽封间隙、高压缸汽缸及转子的相对定位间隙,找正各汽缸。 4. 以各转子对轮之间的距离作为对轮垫片的厚度加工对轮垫片; 根据各轴承座及汽缸临时垫板厚度,纵、横销临时垫板的厚度加 工永久垫板,并更换所有临时垫板。
调整低压缸外缸基架的临时垫片找正低压外缸
汽缸动静部分相对位置决定后,根据对轮平面之间的距离加工配置“对轮垫片”
加工配置LP2/LP3对轮间的对轮垫片
用“立式车床加工对轮垫片
转子对轮中心及汽缸找正 完毕,准备扣缸