循环链码使用、运行维护说明书
Silent Knight IntelliKnight 5808单循环地址码消防报警控制系统说明书
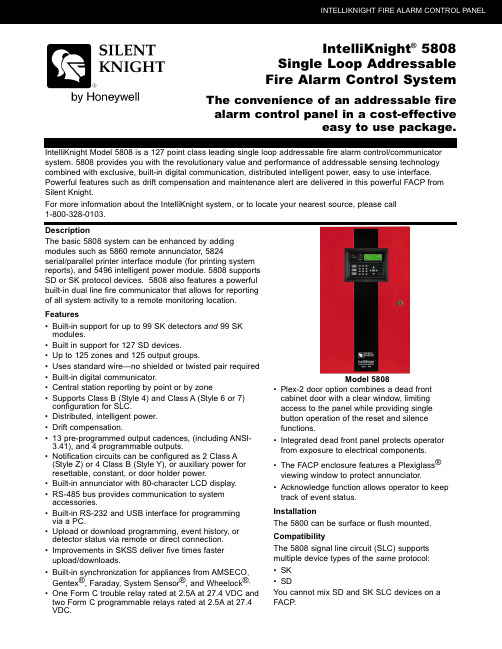
Model 5808MADE IN AMERICA 350386 Rev. L © 2013 Honeywell International Inc.This document is not intended to be used for installation purposes. We try to keep our product information up-to-date and accurate. We cannot cover all specific applications or anticipate all requirements. All specifications are subject to change without notice. For more information, contact Silent Knight 12 Clintonville Road, Northford, CT 06472-1610. Phone: (800) 328-0103, Fax: (203) 484-7118. For Technical Support, Please call Protected Premises Unit; & Water Deluge Releasing Service. Suitable for automatic,manual, waterflow, sprinkler supervisory (DACT non-coded) signalling services.UL Listed CSFM 7165-0559:0142; MEA 429-92-E Vol. XIV OSHPD (CA) OSP-0065-10 S-BUS Accessories 5860/R Remote Fire Annunciator Features the same 80 character backlit LCD display keypad and firefighter's key switch as the 5808. 5860 is gray and 5860R is red.5496 Intelligent Power Module A 6 amp notification power expander that provides four additional power-limited notification appliance circuit outputs.5880 LED/IO Module Features 40 LED outputs, 8 normally open dry contact inputs and one piezo output.5865-3 and 5865-4 Remote LED Annunciator Features 30 programmable LED (15 red and 15 yellow) outputs and a piezo sounder. The 5865-4 adds a silence and reset switch to the package.5824 Serial/Parallel Printer Interface Module Provides one parallel and one RS-232serial port for connecting a printer to e to print a real-time log of system events, detector status reports, and event history.5883 Relay Board Features 10 general purpose Form C relays. Used with 5880 module.SpecificationsElectrical Primary AC: 120 VRMS at 50/60 Hz,2.75A TotalAccessoryLoad:*******VDC NotificationPower:**********,power-limited Standby Current: 170 mA Alarm Current: 365 mA Notification & Auxiliary Circuits: ********************,power-limited Battery Charging Capacity: 7.0-35 AH Battery Size: 18 AH max. allowed in FACP . Larger capacity batteries can be housed in an RBB accessory cabinet Physical Flush Mount Dimensions:14.5” W x 24.75” H x 3.5” D (36.8 W x 62.9 H x 8.73 D cm)Overall Dimensions:16" W x 26.4" H x 4.65" D (40.6 W x 67 H x 11.8 D cm)Weight: 28 lbs. (12.8 kg)Color: Red Telephone Requirements:FCC Part 15 and Part 68 approved Type of Jack: RJ31X (two required)Approvals NFPA 13, NFPA 15, NFPA 16, NFPA 70, & NFPA 72: Central Station;Remote Signalling; Local Protective Signalling Systems; Auxiliary Miscellaneous Accessories 5660 Silent Knight Software Suite PC-base software for FACP programming. Upload and view panel account information, event history, and detector status.5670 Silent Knight Software Suite End-user facility management software allows viewing of detector status and event history via modem or direct connection.Plex-2 Door Dead front cabinet door with clear window to limit access to the FACP .RBB Remote Battery Box Accessory Cabinet. Use if backup batteries are too large to fit into FACP cabinet.Dimensions: 16” W x 10” H x 6” D (406 mm W x 254 mm H x 152 mm D)SK-SCK Seismic Compliance Kit SD and SK Devices See the specification sheets listed below for a complete listing of the SD and SK devices.53624SD Devices data sheet 53623SK Devices data sheet IntelliKnight & JumpStart are Registered Trademarks of Silent Knight Flexput is a Trademark of Silent Knight 58085496。
大型循环链码参数
大型循环链码参数一、什么是循环链码循环链码是一种特殊的链码结构,其中最后一个节点指向第一个节点,形成一个循环。
每个节点包含两个部分:数据和指针。
数据部分存储了该节点的值,指针部分指向下一个节点。
二、循环链码的特点1.循环性:最后一个节点的指针指向第一个节点,形成一个循环。
2.灵活性:可以在链码上进行各种操作,如插入节点、删除节点、修改节点值等。
3.可实现高效访问:通过节点之间的指针,可以快速访问链码中的任意节点。
4.可实现高效循环遍历:由于循环性质,可以很方便地实现对整个链码的循环遍历。
三、循环链码的应用领域循环链码在许多领域都有广泛的应用,以下是其中一些常见的领域:1. 数据结构在数据结构中,循环链码常用于实现队列、链表等数据结构。
由于循环链码的灵活性和高效访问性,可以很好地支持对数据的增删改查操作。
2. 地理信息系统地理信息系统(GIS)中循环链码被用于表示和处理空间数据。
循环链码可以表示封闭的空间对象,如多边形、圆形等。
通过循环链码,可以方便地计算空间对象的面积、周长等属性。
3. 图像处理在图像处理中,循环链码可以用于表示图像的轮廓。
通过循环链码的循环遍历特性,可以对图像的轮廓进行特征提取、图像压缩等操作。
4. 密码学在密码学中,循环链码可用于生成伪随机数。
通过循环链码的不断循环遍历,可以生成一系列看似随机的数值,用于加密和解密操作。
四、大型循环链码参数大型循环链码通常有一些特定的参数需要考虑,这些参数可以影响链码的性能和效率。
以下是一些重要的参数:1. 链码长度链码长度指链码中节点的个数。
链码长度的选择应考虑到链码的实际使用情况和性能需求。
如果链码长度过长,可能会导致高内存占用和低性能。
如果链码长度过短,可能会限制链码的功能和应用范围。
2. 节点数据结构节点数据结构指每个节点中存储的数据类型和大小。
选择合适的节点数据结构可以提高链码的效率。
如果节点数据结构过于复杂,可能会导致内存占用过高和访问效率下降。
循环链码
TONYTECHTC-510/14动态循环链码校验装置使用说明书国电福州江阴电厂专用生产许可证编号:京制01050033号-01北京通尼科技有限公司TC-510/14动态循环链码校验装置之一使用手册北京通尼科技有限公司目录一、系统简述二、技术方案循环链码校验装置三、系统优点四、循环链码模拟实物校验装置主要设备规范(一)概述(二)主要规格,技术参数(三)链码选择标准(四)链码装置安装,使用方法五、电气控制六、速度传感器安装七、维护与保养一、系统简述目前,对于电子皮带称的标定,多数采用实物标定。
此种方法故障率高,特别对大流量的皮带称现场标定非常困难。
北京通尼科技有限公司为了解决电子皮带称的动态标定问题,开发了一种能够模拟实物料流动的动态循环链码校验装置,以便于对电子皮带称进行校验和检查。
TC510动态循环链码校验装置能够满足单托辊、双托辊、三托辊、四托辊的电子皮带称校验的需求。
TC--510动态循环链码校验装置由循环链码校验装置和皮带称组成。
循环链码校验装置分别为标准循环链码、循环链码支架、升降系统、链码驱动装置(可选),速度传感器(链码测速器)、控制系统(含控制显示仪表)等6部分组成,电子皮带称由标准皮带称支撑、压力传感器、测速计安装支架、测速计、主机仪表、测速计支撑6部分组成。
整套系统进行信号采集、计算、处理、控制、显示。
系统根据链码模拟实物进行皮带称的校验,首先链码落下并转动,使得链码与皮带同步,根据PLC测得的皮带速度、设置的校验时间,PLC自动计算校验时间内的流量瞬时值、累计值。
用皮带称上显示的瞬时流量和累计流量与链码数值来进行比较,找出误差来校正皮带称。
二.技术方案TC--510动态循环链码校验装置由循环链码校验装置组成。
(一)、循环链码校验装置1、构成循环链码校验装置主要包括:标准循环链码、链码支撑、链码驱动(可选)、链码升降、测速计、控制系统6部分。
(1)标准循环链码:圆柱形/链板连接/油密封/,等级:M2级/,精度:≤0.03%,/标准重量:50Kg/m。
2024年循环泵操作规程

2024年循环泵操作规程第一章总则第一条目的和依据为了确保循环泵的安全运行,提高生产效率,保护环境,特制定本操作规程。
本操作规程以国家相关法律法规为依据,结合本企业工艺流程和经验总结而制定。
第二条适用范围本操作规程适用于2024年本企业及其下属单位循环泵的操作和维护管理。
第三条安全原则循环泵操作应遵循“预防为主,安全第一,综合治理”的原则,确保操作过程中人员的人身和财产安全、设备的正常运行、环境的无污染。
第四条命名和定义循环泵:指用于将液体通过管道系统进行循环输送的设备。
第五条职责与权限1. 设备操作人员应按照本操作规程进行操作,并在遵守操作规程的前提下,根据具体情况做出正确的决策。
2. 设备维护人员应按照相关要求进行设备的维护和保养工作,及时发现并处理设备故障。
3. 设备管理人员应组织制定和执行设备的操作和维护管理制度,对操作人员进行培训和指导,并对设备的性能和安全进行监督检查。
第二章操作要求第六条操作准备1. 检查设备的外观和周围环境是否处于良好状态,发现问题及时进行处理。
2. 检查设备的液位、压力、温度、流量等参数是否正常,如有异常情况应及时通知相关部门进行处理。
3. 检查设备的润滑油、冷却水等辅助设备是否充足并正常工作。
4. 了解并熟悉待处理液体的性质、性能及流程要求。
第七条操作步骤1. 操作人员应按照相关工艺流程和操作规程的要求,逐步开启设备并调整各参数至设定值。
2. 操作人员应密切关注设备的运行情况,随时监测设备的液位、压力、温度、流量等参数,并及时进行调整。
3. 操作人员应定期检查设备的机械密封、轴承等部件的运行状况,并进行必要的润滑和维护。
4. 操作人员在操作过程中应注意设备的流体动力学特性,避免产生液体剧烈冲击或气蚀现象。
5. 操作人员在设备停机前,应按照操作规程要求逐步关闭设备,并进行相应的清洁和保养。
第八条突发情况处理1. 在发生突发情况时,操作人员应立即停止设备的运行,并及时向上级汇报。
热回收转轮 操作和维护手册说明书
热回收转轮操作和维护手册DTR-VS-ver.5.0 (09.2017)IEC/EN 60439-1 +AC Low voltage switchgears and controllersVTS 保留非预先通知而修改的权利目录1. 介绍 (2)2. 技术数据 (3)2.1. 驱动单元基本参数 (3)2.1.1. 结构 (3)2.1.2. 驱动器操作 (3)2.2. 技术规范 (4)2.2.1. 结构 (4)2.2.2. 操作参数 (4)2.2.3. 元器件的额定参数 (4)2.3. 驱动单元的安装和配置 (5)2.4. 含变频器和VTS自控的驱动单元安装和配置 (5)2.4.1. 热回收转轮驱动回路的接线图 (5)2.4.2. 驱动单元的安装和配置 (6)2.4.3. 电机防护 (7)2.5. 自控系统的驱动单元安装和配置 (7)2.5.1. 热回收转轮驱动回路的接线图 (7)2.5.2. 热回收转轮驱动单元的控制 (8)2.5.3. 变频器配置例子 (8)2.5.4. 电机保护 (9)2.6. 系统中带有EC调速器的驱动单元安装和配置 (10)2.6.1. EC调节器的ModBus RTU/RS485参数 (11)2.6.2. 通过MODBUS设置旋转速度 (12)2.7. 安装建议 (13)3. 保存和运输 (14)4. 启动 (14)5. 维护 (15)5.1. 热回收转轮和驱动皮带 (15)5.2. 转轮密封 (16)1. 介绍本文档描述了关于热回收转轮的参数、运输、保管和服务内容。
●在进行任何动作前,务必详细阅读本文档。
2. 技术数据2.1. 驱动单元基本参数2.1.1. 结构本驱动单元是每个热回收转轮的完整部件。
基本构成如下:●变频器/EC电机控制器(取决于不同的版本或区域)●热回收轮芯●轮芯驱动皮带传动装置●电机减速器-马达带有减速齿轮2.1.2. 驱动器操作驱动单元用于启动并平缓地控制热回收转轮,使得速度在3-10rpm范围内。
使用说明书38,42,48mm
内宽 a
mm inner width 最小 尺寸
50
平环 外宽 b1
mm width of horinzontal
最大 尺寸
162
立环 外宽 b2
mm width of vertical
最大 尺寸
126
42 ±1.3 46 146 ±1.5 46
135
115
38 ±1.1 42 137 ±1.4 42
否可以继续使用。
- If the elongation (pitch wear) bigger than 3.5%, in any case consultation with the manufacturer is necessary
- 无论链条表面做了何种防腐处理,它必须保存在干燥的环境中,以避免使用之前就受到腐蚀。 - In general and independent of any coating applies, that the chains have to be stored in dry and protected
(完整word版)赛摩电气皮带秤及校验装置

目录赛摩ICS-FH-4型浮衡系列电子皮带秤 (2)赛摩电气循环链码技术说明 (6)挂码校验说明 (10)1赛摩ICS-FH-4型浮衡系列电子皮带秤1 概述电子皮带秤是在皮带输送机输送物料过程中对物料进行连续自动称重的一种计量设备,其特点是称量过程为连续和自动进行,通常不需要操作人员干预就可以完成称重计量操作。
皮带秤高精度测量的关键是称重桥架将皮带上的物料重量全部、准确的传递给称重传感器,传递过程没有任何干扰力。
目前,多托辊皮带秤秤架结构有单杠杆式、双杠杆式、悬浮式等多种结构形式,称重传感器与秤架的连接多采用刚性连接,其中多数设有水平力、侧向力限位装置,这种限位连接形式存在一定的限制力、结构内应力,该限制力、结构内应力无法很好释放,容易产生过定位,干扰了重力的准确测量,特别是小重力或重力变化小的情况,干扰影响尤为突出,无法提供高精度的称重计量。
赛摩ICS-FH型浮衡系列电子皮带秤(以下简称浮衡秤)采用独创的自由浮动平衡结构,安装在皮带输送机机架上;承重梁二端处装有两个称重传感器,两个称重传感器承力部位结构为圆柱形,分别通过万向关节与托棍支架梁相连,两根托棍支架梁通过两根连接梁相连形成整体称重桥架。
称重桥架上相对于承重梁对称装有二组称重托辊支架,支架上的称重托辊将皮带上的物料重量传递给称重传感器。
由于该称重桥架仅通过两个万向关节与称重传感器相连,所以整体称重桥架是可以绕两个万向关节自由浮动,各种干涉或结构内应力均不存2在,称重桥架上的称重托辊将皮带上的物料重量全部、准确的传递给称重传感器,完成高精度的计量,计量精度不变(动态累计误差小于±0.25%)。
正是由于浮衡秤的自由浮动平衡结构,称重桥架自由浮动与称重传感器连接,无限位装置、传力环节少、测重准确可靠,计量精度高;由于两个称重传感器装于承重梁两端,所以具有抗偏载能力强、适应皮带输送机带宽大、带速高等特点;称重桥架结构简单,安装方便,不需维护,是高精度皮带输送机计量的最佳设备。
链环工安全操作规程范文(二篇)
链环工安全操作规程范文一、概述为了保障链环工的安全和减少工作事故的发生,制定本安全操作规程。
本规程适用于所有从事链环工作的人员,必须严格遵守。
二、安全操作规程1. 在进行链环工作前,必须经过专门培训,并持有相应的工作证件。
2. 参加链环工作的人员必须穿戴工作服和防护用具,如安全帽、安全鞋、手套等。
3. 链环工作必须在指定的区域进行,禁止在未经授权的场所操作。
4. 在链环工作过程中,禁止酗酒、吸烟或使用任何影响工作安全的药物。
5. 在开始链环工作之前,必须检查工作场所的安全状况,包括地面是否平整、没有杂物等。
6. 在使用链环前,必须对其进行检查,包括链环是否有损坏、磨损、变形等情况。
7. 链环工作必须按照正确的操作步骤进行,不得擅自改变或省略任何环节。
8. 在链环工作过程中,必须与其他工作人员保持有效的沟通,协调工作进程。
9. 在链环工作过程中,不得进行任何嬉闹、恶作剧等不安全行为。
10. 在链环工作过程中,要时刻保持警惕,注意周围环境的变化,如有不安全情况立即停工并报告上级。
11. 在链环工作结束后,必须进行工作区域的清理,确保没有留下任何危险物品。
12. 在链环工作结束后,必须对使用的工具和设备进行清点和归档,确保完好无损。
13. 在链环工作过程中,如发生任何事故或异常情况,必须立即报告上级并采取紧急措施进行处理。
三、安全事故应急措施1. 在发生安全事故时,首先要确保自身安全,然后立即向上级报告。
2. 在救援受伤人员时,要先停止链环工作,并采取必要的急救措施。
3. 在事故发生现场要划定警戒区域,确保其他人员的安全。
4. 在安全事故调查时,要全面收集相关证据,并进行彻底的分析和解决。
四、相关责任1. 对于违反本安全操作规程的人员,将根据情节的严重程度,采取相应的纪律处分措施。
2. 对于未经培训或无工作证件从事链环工作的人员,一律禁止其进入工作场所。
3. 对于对链环工作安全管理不力的责任人,将追究其相应的管理责任。
循环链码使用、运行维护说明书

动态循环链码校验装置使用、运行维护说明书TONY目录1.概述 (3)2.产品分类 (3)3.工作原理 (3)4.结构特征 (3)5.技术参数 (4)6.安装调试 (4)7.使用和操作 (8)8.故障分析与排除 (9)9.维护与保养 (10)10.选件 (10)1.概述对于电子皮带秤的标定,多数采用实物标定。
此种方法需要大量的人力物力配合,但对大流量的皮带秤现场标定比较困难。
我公司为了解决电子皮带秤的动态标定问题,开发了一种能够模拟实际物料运行工况的循环链码校验装置,以便于对电子皮带秤进行校验和使用中检验。
2.产品分类2.1 循环链码数量:循环链码分单链、双链、三链和四链,分别对应不同的输送带宽和用户的个性化要求。
2.2 循环链码重量:覆盖10—200kg/m 的选择范围,满足0.5—2.2m带宽的皮带秤校验。
2.3 链码长度:可适应不同托辊数量和称量段的皮带秤架。
3.工作原理TC系列电子皮带秤动态校验装置共有四部分组成,分别为标准循环链码、循环链码机架、升降系统、控制显示系统。
整套系统进行信号采集、计算、处理、控制、显示。
控制部分采用可靠的的PLC控制器进行控制,配置的高精度积算仪表能在就地显示链码校验装置的状况;系统通过采集速度信号计算并显示标准链码的瞬时流量和累积流量,同时采集电子皮带秤的信号进行同步显示,从而对皮带秤的示值进行校准;系统具有对链码校验装置进行远程启/停控制的功能。
如果选配远程上位系统,可完成远程操作监控和校验的全过程。
4.结构特征4.1标准循环链码每套装置的每条链码由标准链节组装构成;每条链节190个码块;标准码块为方柱形结构,相互间用链条连接。
码块采用特殊材质制作,其表面经精加工和特殊工艺处理。
4.2循环链码支架安装在现场的皮带机上方,布置在皮带秤的上方约1.5m的高度内。
对链码、转动机构和提升机构进行支承。
4.3速度传感器:采用高精度的光电编码器。
输出脉冲:100脉冲/转4.4控制系统对整套系统进行信号采集、计算、处理、控制和显示。
循环水系统的运行与维护
第七篇循环水系统的运行与维护系统设备概述循环水系统为二次循环水供水系统,每台机由一座冷水塔、两台循泵及所属管道、阀门组成。
两台循泵,一台为单速泵,一台为双速泵。
四台循泵进水室之前有二个闸板联络,两台机组四台循泵联络后构成扩大的单元制,可根据季节开启联络门合理调度循泵。
循泵采用高效、单级、双吸、壳体为水平中开式离心泵。
循泵轴承采用巴氏合金滑动轴承,润滑油为汽轮机油,泵的非驱动端装有向心球轴承,使转动部分轴向定位并平衡残余轴向推力。
循环水经循泵升压后,经出口液控蝶阀、循环水母管引入机房,分别供给凝汽器、冷油器、发电机空冷器、真空泵密封水冷却器以及给泵电机空冷器、工作、润滑冷油器等冷却用水,凝器循环水出水为有压排水,送入冷水塔自然冷却后进入循泵进口前池。
循泵轴承冷却水及格兰冷却水由泵自身水供给。
循泵出口蓄能罐式液控缓闭止回蝶阀循泵出口配有型号的蓄能罐式液控缓闭止回蝶阀,采用控制操作系统,可实现远控操作(控制)及就地控制(通过就地控制盘切换开关切换),蝶阀全开为°,全关为°。
蓄能罐式液压站主要技术性能和液压元件型号液控蝶阀开启时为匀速开启关闭时为先快关后慢关开、关时间通过调整螺杆进行调整。
当蓄能器油压低于左右时联动油泵向蓄能器充压补油,油压达左右时油泵自动停用。
液控蝶阀的就地操作(仅限于机组停用后阀门的调试或确认对系统无影响时):检查油缸油位正常,蓄能器进油门开启,蓄能器泄油门关闭,油压表及压力控制器进口门开启,油泵开关在关位置,主用电源切换开关在开位置,蝶阀控制方式开关在就地位置。
合上电源开关,检查主用电源指示灯亮,阀门全开(全关)指示灯亮,将控制方式开关切至就地。
投用油泵开关,检查油泵启动,控制油压表压力逐渐上升,注意油压至左右时油泵自动跳闸,油压低于左右时油泵联动向系统充油,检查系统无漏油,如油压不正常应联系调整。
开启操作:揿开启按钮,检查蝶阀匀速开启至°,时间约左右,开阀过程中根据需要手揿停阀按钮,阀门可停止开启在任意位置;关闭操作:揿停阀按钮,注意蝶阀快关至°后慢关至零,快关时间约左右,慢关时间约左右,操作结束将控制方式开关切至远控位置。
编链机安全操作规程范本
编链机安全操作规程范本链机安全操作规程第一章总则为确保公司链机操作的安全性和稳定性,制定本安全操作规程。
规范链机操作人员的操作行为,保障链机及相关系统的安全运行。
第二章链机操作规范2.1 链机操作人员必须经过专业培训,掌握链机操作的相关知识和技能,熟悉链机的各项操作指令及相应的应急措施。
2.2 链机操作时,必须佩戴符合规定的安全防护用品。
2.3 链机操作按照工序进行,必须严格按照规定的操作流程进行,不得随意更改。
2.4 链机操作前,应检查链机的各项设备是否正常,如发现异常情况,应及时报告维修人员进行处理。
2.5 链机操作人员应保持清醒、专注,不得饮酒、吸烟等影响操作安全的行为。
第三章链机安全维护规范3.1 链机设备定期维护和检修,维修记录应做好保存,并及时更新。
3.2 链机设备故障应及时报修,不得私自进行维修和拆卸。
3.3 链机设备的电源和电气装置必须符合相关安全标准,并定期进行检查和测试。
3.4 链机设备的润滑和保养应按照规定进行,确保设备的正常运行和寿命。
第四章链机操作安全措施4.1 链机操作人员必须经过相关安全培训,了解链机操作的相关危险源和防护措施。
4.2 链机操作人员必须按照规定的操作程序进行操作,不得随意更改。
4.3 链机在操作过程中,操作人员必须时刻注意周围的安全状况,特别是操作区域和移动部件的区域,不能有人员存留或非必要工作。
4.4 链机操作人员必须严格按照规定的操作手册进行操作,如发现异常情况,应立即停机并上报相关人员。
4.5 链机操作人员必须熟悉链机的紧急停机措施,并能够正确使用紧急停机装置,确保操作及时停止。
第五章链机事故应急处置规范5.1 发生链机事故时,应立即启动事故应急预案,采取有效措施进行应急处理。
5.2 确保现场安全,切断电源,防止事故扩大和二次伤害。
5.3 报告相关部门和上级领导,及时组织救援和事故调查工作。
5.4 尽快制定事故调查报告,总结教训,提出改进措施,避免类似事故再次发生。
循环链码使用说明书

电子皮带秤动态校验装置斯里兰卡普特拉姆1X300MW 配套码头项目文件名称:使用说明书供应商:中国机械设备进出口总公司制造商:江苏赛摩集团有限公司中国²北京目录1.概述 (2)2.主要技术指标及功能 (2)3.工作原理 (3)4.仪表面板操作说明 (3)5.设备安装要求 (3)6.电子皮带秤的动态校验 (3)7.维护保养 (4)8.易损件目录 (5)附图:电气原理图、机械总装图附件:6008循环链码校准仪使用说明书1.概述电子皮带秤是对皮带输送机输送的散状物料进行连续称量的一种计量设备,其使用方便,称量准确,目前已广泛应用于各行各业的各个领域。
为了保证电子皮带秤使用时的计量精度应定期对电子皮带秤进行校验。
目前电子皮带秤常规的模拟校验方法精度不高,而实物校验又很繁锁,因此长期以来国内外都在探讨和寻求一种更为方便实用的校验方法,以解决电子皮带秤校验难的问题。
PLJX型电子皮带秤动态校验装置是我公司经多年研究,在反复试验的基础上开发研制的一种即能保证校验精度又操作简捷实用的校验电子皮带秤的新产品。
本装置在校验过程中近似地模拟了实物随输送机皮带运行的状态,与其它的模拟方法相比较,更接近于实物校验状态。
本装置的配套仪表采用了先进的电路设计及单片机技术,可动态跟踪全部校验过程,并将电子皮带秤所通过的标准重量在仪表上进行显示,其结果与实物校验接近一致。
本装置原理科学、操作安全方便、自动化程度高、省时省力。
适用于电力、冶金、化工、矿山、港口、粮食等行业电子皮带秤的动态校验。
本装置主要由链码圈、链码升降装置、机架、托辊和控制仪表等零部件组成。
2.主要技术指标及功能:2.1 校验重复性:优于±0.1%;2.2 校验精度:优于±0.1%;2.3链码圈质量:50Kg/m;2.4链码数量:2条;2.5整机功率:约5Kw。
2.6工作环境:2.6.1温度、湿度:仪表:温度:0~40℃;;相对湿度:≤85%;机械装置:温度:-30℃~+60℃;相对湿度:≤85%。
链式输送机使用维护手册

链式输送机使用维护手册1 前言1.1 链式输送机是一种先进而复杂的物料输送设备,而且多和其他类型的输送设备一起,通过可编程控制器或计算机控制,成为高度机电一体化的物料储运系统。
因此,应对所有使用、管理输送机设备的工作人员进行有关机械、电气、计算机等方面的培训和安全生产教育,严格遵守有关操作规程。
1.2 应由专门人员管理输送设备、启动和停止输送机的运行。
1.3 应根据使用情况制定输送机设备小修、中修、大修计划,并认真详细地填写维修记录。
1.4 对负责输送机维修保养人员进行专门的培训,使之掌握设备结构特点、熟悉设备性能和控制原理。
1.5 在正常条件下工作的输送机,按本手册进行设备的维修保养;在恶劣条件(如高温、潮湿、粉尘等环境)下工作的输送机,应进行更加频繁的设备维修保养。
1.6 本手册适用于以下型式的输送机:通用悬挂输送机2 设备的预防性维护设备的预防性维护的目的是系统地检查、保养设备,使之处于正常工作状态。
预防性维护可以早期发现设备的小毛病并及时加以处理,避免这些小毛病酿成大患,造成必须大修或更换主要零部件的后果。
预防性维护由设备维修保养人员进行。
为能使设备经常的处于正常的工作状态,应认真地填写《设备维修保养日志》(见表1 )。
如果能认真、及时、正确地填写此表,将会得到一份有价值的设备运行、保养、维修档案,可以不断地积累经验,使各零部件能经常处于良好的工作状态,从而减少了维修时间和费用,保证了整个系统的正常运行。
3 为便于维修的要求3.1 选择一个便于观察牵引链条的位置,这个位置必须在能观察到整条牵引链的位置上。
在检查链条时,在开始处打上标记,以便全线都被检查到。
在检查(或使用)过程中发现链条“坏了”的地方用油漆做标记,稍后进行修理。
如果此线正在调试未投产使用时,可按急停按钮,使输送机停止运行进行修理。
4 润滑4.1 表2 是输送机主要零部件的润滑规则(润滑方式、润滑周期及推荐的润滑剂)。
4.1.1 表2所列润滑周期的使用条件为中等运行速度(8m/min~15m/min),每天运行8小时,每周工作5日,室内温度适中(不超过55℃),如运行速度较低润滑相应减少。
上海孚因FLOWINN电动执行器操作维护说明书.doc
上海孚因流体动力设备有限公司电动执行器操作维护说明书日期 :2011-6-9版次:1前言感谢您使用本公司生产的电动执行器,产品通过 CE认证,符合 ISO5211 标准连接尺寸,产品检测符合以下国际及国内标准:●EN 60730-1:2000●EN 60730-2-14:1997●EN 61000-6-2:2005●EN 61000-6-3:2007●EN ISO 5211●JB/T 8219-1999●JB/T 8528-1997本公司产品可广泛应用于给排水、暖通、石油、化工、电子、轻工、食品、医药、轻纺、造纸、水电、船舶、冶炼、能源系统等流体管线上作为调节和截流装置。
在您使用安装产品之前,请务必仔细阅读本说明书,如有任何问题,欢迎致电本公司客服人员。
目录·前言 ................................................................................ 错误 ! 未定义书签。
1、电动执行器外观及调节型(模拟型)PCB示意图 . ....................................... 错误 ! 未定义书签。
2、电动执行器技术参数 ............................................................... 错误 ! 未定义书签。
3、安装说明 ......................................................................... 错误 ! 未定义书签。
安装场所 ....................................................................... 错误 ! 未定义书签。
环境及流体温度条件 ............................................................. 错误 ! 未定义书签。
循环水运行维护手册
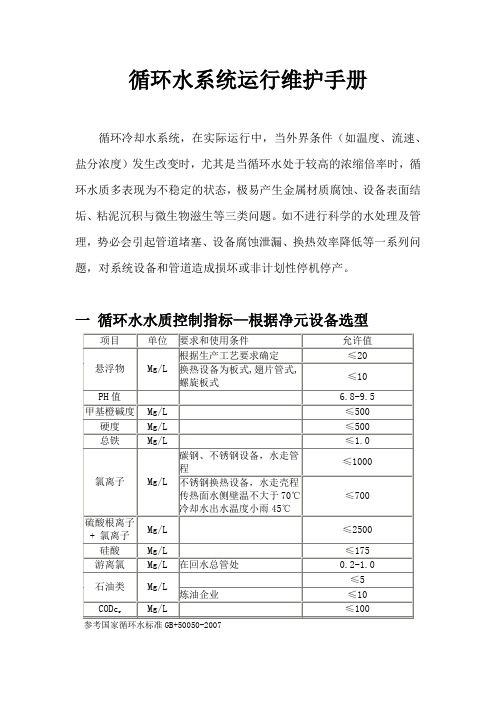
循环水系统运行维护手册循环冷却水系统,在实际运行中,当外界条件(如温度、流速、盐分浓度)发生改变时,尤其是当循环水处于较高的浓缩倍率时,循环水质多表现为不稳定的状态,极易产生金属材质腐蚀、设备表面结垢、粘泥沉积与微生物滋生等三类问题。
如不进行科学的水处理及管理,势必会引起管道堵塞、设备腐蚀泄漏、换热效率降低等一系列问题,对系统设备和管道造成损坏或非计划性停机停产。
一循环水水质控制指标—根据净元设备选型参考国家循环水标准GB+50050-2007二系统工况三运行维护1 浓缩倍数控制循环水控制浓缩倍率的意义,一是节约补充水的需要,尽可能降低水耗;二是防止循环水系统尤其是凝汽器管材的腐蚀与结垢。
循环水浓缩倍率超过极限值,长时间运行将导致凝汽器不锈钢管结垢,热阻增大,传热效果变差,凝汽器真空大幅下降;或者循环水含盐量过高导致管材与管板腐蚀。
(1)严格控制循环水浓缩倍率,水质每一项指标不要超过循环水控制标准。
(2)由于凉水塔水面面积大,水量大,循环周期长,排污口、溢流口与补水口距离较近,循环水必须实行定期补水与定期排污,且补水与排污时间错开,先排后补,严禁一边补水一边排污。
(3)运行要认真监视好水塔水位,加大巡检力度,严禁超水位溢流。
(4)运行人员加强循环水化验监督工作,确保化验数据的准确性。
2 净元光谱感应水处理器净元广谱感应水处理器通过主机在水中产生一个频率、强度都按一定规律变化的感应电磁场,通过缠绕在管道外壁的线圈传输到水中,使管道内的水质发生物理特性的改变,产生晶格畸变,由原本形成的方解石结晶体转化形成文石结晶体,把硬垢变软。
净元不仅能够防垢除垢,同时还具有一定防腐蚀及杀菌作用,所以必须要按时巡检,确保设备正常运转,发现故障按照以下方法进行检查,若不能解决请及时联系厂家。
净元常见问题及处理方法3 循环水旁滤过滤器通过在循环水系统上安装循环水旁滤过滤器,可以防止系统中末端管路污泥堵塞,更有效地去除水体循环系统内的悬浮物杂质。
8.19.5循环水系统运行维护
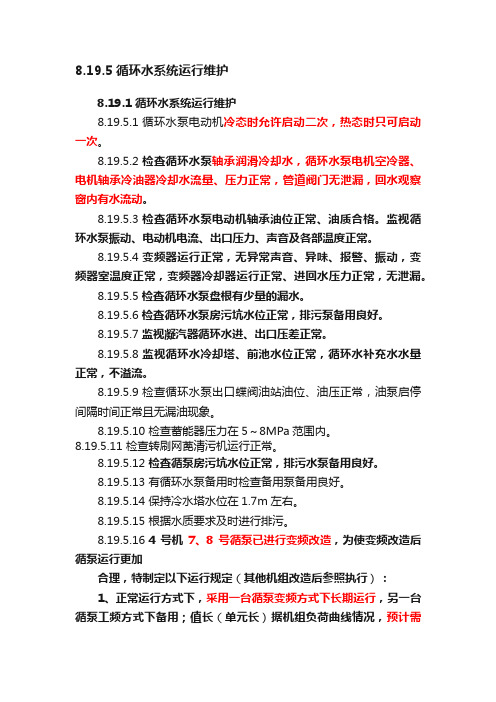
8.19.5循环水系统运行维护8.19.1 循环水系统运行维护8.19.5.1 循环水泵电动机冷态时允许启动二次,热态时只可启动一次。
8.19.5.2 检查循环水泵轴承润滑冷却水,循环水泵电机空冷器、电机轴承冷油器冷却水流量、压力正常,管道阀门无泄漏,回水观察窗内有水流动。
8.19.5.3 检查循环水泵电动机轴承油位正常、油质合格。
监视循环水泵振动、电动机电流、出口压力、声音及各部温度正常。
8.19.5.4 变频器运行正常,无异常声音、异味、报警、振动,变频器室温度正常,变频器冷却器运行正常、进回水压力正常,无泄漏。
8.19.5.5 检查循环水泵盘根有少量的漏水。
8.19.5.6 检查循环水泵房污坑水位正常,排污泵备用良好。
8.19.5.7 监视凝汽器循环水进、出口压差正常。
8.19.5.8 监视循环水冷却塔、前池水位正常,循环水补充水水量正常,不溢流。
8.19.5.9 检查循环水泵出口蝶阀油站油位、油压正常,油泵启停间隔时间正常且无漏油现象。
8.19.5.10 检查蓄能器压力在5~8MPa范围内。
8.19.5.11 检查转刷网蓖清污机运行正常。
8.19.5.12 检查循泵房污坑水位正常,排污水泵备用良好。
8.19.5.13 有循环水泵备用时检查备用泵备用良好。
8.19.5.14 保持冷水塔水位在1.7m左右。
8.19.5.15 根据水质要求及时进行排污。
8.19.5.16 4 号机7、8 号循泵已进行变频改造,为使变频改造后循泵运行更加合理,特制定以下运行规定(其他机组改造后参照执行):1、正常运行方式下,采用一台循泵变频方式下长期运行,另一台循泵工频方式下备用;值长(单元长)据机组负荷曲线情况,预计需增启循泵且运行时间大于4 小时以上,提前半小时安排人员将备用循泵由工频倒换为变频方式再启动。
2、循泵变频运行方式下,在保证变频器温度不超限的情况下,关小变频器冷却水进水一次手动门至50%左右,防止循泵本体冷却水压力过低;工频方式循泵的变频冷却水进水一次手动门关闭,保证工频循泵本体冷却水量充足,待切换变频方式时方可投运变频冷却水。
上海孚因FLOWINN电动执行器操作维护说明书
孚因流体动力设备电动执行器操作维护说明书日期:2011-6-9版次: 1前言感您使用本公司生产的电动执行器,产品通过CE认证,符合ISO5211标准连接尺寸,产品检测符合以下国际及国标准:●EN 60730-1:2000●EN 60730-2-14:1997●EN 61000-6-2:2005●EN 61000-6-3:2007●EN ISO 5211●JB/T 8219-1999●JB/T 8528-1997本公司产品可广泛应用于给排水、暖通、石油、化工、电子、轻工、食品、医药、轻纺、造纸、水电、船舶、冶炼、能源系统等流体管线上作为调节和截流装置。
在您使用安装产品之前,请务必仔细阅读本说明书,如有任何问题,欢迎致电本公司客服人员。
目录·前言 (2)1、电动执行器外观及调节型(模拟型)PCB示意图 (4)2、电动执行器技术参数 (5)3、安装说明 (8)3.1 安装场所 (8)3.2 环境及流体温度条件 (8)3.3 安装前注意事项 (8)3.4电动执行器与阀门连接说明 (9)3.5电动执行器安装在管道中安装注意方式 (9)3.6 电气接线 (9)4、调试说明 (11)4. 1 开关型电动阀调试说明 (11)4.1.1 行程开关调试说明 (11)4.1.2 机械限位的调整方法 (12)4.1.3电位器(选配)调试说明 (12)4. 2调节型(模拟型)电动阀调试说明 (13)4.2.1 行程开关调试说明 (13)4.2.2 机械限位的调整方法 (13)4.2.3电位器调试说明 (13)4.2.4 输入输出信号配置 (14)4.2.5行程设定 (14)5、故障排除 (15)5.1 开关型电动执行器常见故障及维护方法 (15)5.2调节型(模拟型)电动执行器常见故障及维护方法 (16)1、电动执行器外观及调节型(模拟型)PCB 示意图图1.1 执行器外观示意图3D 开度指示机械限 位螺栓蝶阀连接法兰蝶阀3D 开度指示花键套 (不可拆除)S7/ ONS6/ OFF图1.2 调节型(模拟型)电动执行器PCB 示意图2、电动执行器技术参数1 2 34 5 6 7 8 9 10 11LED ¤S1电位器接线端子S4内部接线端子关定位键设定键S2S3开定位键S5EFM1/A (开关型)EFM1/A (调节型) EFM1/A/B-H (开关型)尺寸: 单位:mm尺寸: 单位:mm型号 扭矩 (NM ) 时间 (S ) 功率 (W ) A B C D □G H ΦI J 接口 标准 重量 (Kg )EFM1 开关型 35 11 10 162 145 79 - 14 20 36 50 70 4-M5 4-M6 4-M8 F03 F05 F07 3调节型 178 175 107 139 EFMA 开关型 50 15 15 168 145 79 - 3调节型 184 175 107 139EFM1-H 开关型 调节型 35 11 10 188 145 108 1653.6 EFMA-H 50 15 15 194 145 108 165 EFMB-H 80 22 15 194 145 108 165型号 扭矩(NM )时间(S) 功率(W) A B C D E F □G H ΦI J 接口标准 重量(Kg )EOM2 80 19 40 265 123 79 216 120 240 14 35 70 4-M8 F07 11 EOM3 200 39 40 265 123 79 216 120 240 17 35 70 4-M8 F07 11 EOM4 40029 90 321 187 103 262 150 297 22 55 102 4-M10 F10 22EOM5 600 39 90 321 187 103 262 150 297 22 55 102 4-M10 F10 22 27 125 4-M12 F12 EOM6 800 47 90 321 187 103 262 150 297 27 55 125 4-M12 F12 22 EOM7 1000 47 120 321 187 103 262 150 297 27 55 125 4-M12 F12 22 EOM8 1500 34 200 378 241 119 293 161 346 27 65 125 4-M12 F12 36 140 4-M16 F14 EOM92000472003782411192931613462765125 4-M12 F12 361404-M16F14EOM2~7EOM8/9尺寸:单位:mm 型号扭矩(NM)时间(S) 功率(W) A B C D E F □G H ΦI J 接口标准重量(Kg)EOM10 3000 76 200 532 359 226 293 161 346 27 65 140 4-M16 F1476 165 4-M20 F16EOM11 4000 105 200 532 359 226 293 161 346 46 85 165 4-M20 F16 76EOM10/11EMTQXEMTMX尺寸:单位:mm3、安装说明3.1 安装场所①如是非防爆产品,应在安装时避开危险易燃气体环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
动态循环链码校验装置使用、运行维护说明书TONY目录1.概述 (3)2.产品分类 (3)3.工作原理 (3)4.结构特征 (3)5.技术参数 (4)6.安装调试 (4)7.使用和操作 (8)8.故障分析与排除 (9)9.维护与保养 (10)10.选件 (10)1.概述对于电子皮带秤的标定,多数采用实物标定。
此种方法需要大量的人力物力配合,但对大流量的皮带秤现场标定比较困难。
我公司为了解决电子皮带秤的动态标定问题,开发了一种能够模拟实际物料运行工况的循环链码校验装置,以便于对电子皮带秤进行校验和使用中检验。
2.产品分类2.1 循环链码数量:循环链码分单链、双链、三链和四链,分别对应不同的输送带宽和用户的个性化要求。
2.2 循环链码重量:覆盖10—200kg/m 的选择范围,满足0.5—2.2m带宽的皮带秤校验。
2.3 链码长度:可适应不同托辊数量和称量段的皮带秤架。
3.工作原理TC系列电子皮带秤动态校验装置共有四部分组成,分别为标准循环链码、循环链码机架、升降系统、控制显示系统。
整套系统进行信号采集、计算、处理、控制、显示。
控制部分采用可靠的的PLC控制器进行控制,配置的高精度积算仪表能在就地显示链码校验装置的状况;系统通过采集速度信号计算并显示标准链码的瞬时流量和累积流量,同时采集电子皮带秤的信号进行同步显示,从而对皮带秤的示值进行校准;系统具有对链码校验装置进行远程启/停控制的功能。
如果选配远程上位系统,可完成远程操作监控和校验的全过程。
4.结构特征4.1标准循环链码每套装置的每条链码由标准链节组装构成;每条链节190个码块;标准码块为方柱形结构,相互间用链条连接。
码块采用特殊材质制作,其表面经精加工和特殊工艺处理。
4.2循环链码支架安装在现场的皮带机上方,布置在皮带秤的上方约1.5m的高度内。
对链码、转动机构和提升机构进行支承。
4.3速度传感器:采用高精度的光电编码器。
输出脉冲:100脉冲/转4.4控制系统对整套系统进行信号采集、计算、处理、控制和显示。
控制部分包括显示器、PLC、电器元件和控制箱等部件。
4.5升降系统升降系统采用水平涨紧结构,用电动推杆驱动活动齿轮与链码;系统装置可进行自动收放;通过控制柜上的按钮可自动进行链码升降操作5.技术参数5.1系统参数动态累计重复性:±0.1%动态累计系统误差:±0.05%累计分度值: 10kg电源电压: AC380V 三相五线制电源频率: 50Hz设备总重:约3800Kg适应输送带宽度: 500~2200mm适应出力范围: 100~ 10000t/h整机消耗功率约3—15kW5.2升降系统参数:型式:水平涨紧电动推杆功率: 3.0-~5.5kW行程: 800-1000mm5.3显示仪表型式: LCD显示误差: 0.01%显示分度值: 10Kg6.安装调试6.1安装安装前的准备工作之后,安排装置各部件的运输。
应特别注意在搬运过程中防止这些部件对人员的伤害。
为了便于处理,大的链码通常被分成几段,在使用之前被重新组合起来,安装在输送机架上。
为了抬起链码,一些常用的机械设备、工具是必不可少的。
链码安装在转动装置的钢结构支架上。
钢结构支架安装位于平坦或倾斜的输送机上,布置在皮带称的上方,链码靠自重下落置于皮带上。
6.1.1机械部分的安装步骤6.1.1.1动态循环链码机架安装把固定支撑架安装在预埋件位置。
连接方式:焊接。
支撑架之间螺栓连接。
第一步:将最左端的门式支腿立在预埋好的地基钢板上,并用脚手架固定。
(立柱处只在右侧有拉杆安装孔)第二步:将中部的门式支腿立在预埋好的地基钢板上,并用脚手架固定。
(立柱处两侧都有拉杆安装孔)第三步在两门式支腿之间安装拉杆及加强筋。
第四步:同上步骤安装第三个门式支架及拉杆。
第四步:同上步骤安装其它门式支架及拉杆。
第五步:安装两边链轮,。
6.1.1.2提升机构:第一步:将电动推杆固定支座安装在右侧机架横梁处。
第二步:将电动推杆与固定支座相接。
第三步:旋起电动推杆,并推动浮动推链车使电动推杆的头部铰链与小车的固定铰链相联接,并用开口销将铰链销轴固定。
6.1.1.3托辊安装:托辊机架上直接焊接托辊,按照图纸要求调整准直度。
6.1.1.4链码安装随货发运的是每条链码节,按照“同字母标识为同一套的链码,同色标识为同一条链码”的原则组装,链节和链节之间为销轴链节,组装比较方便。
第一步:将每一条的链码条一一的连接起来,组成长19m左右的一整条。
第二步:将链码平放在皮带上,并将一端挂在主动链轮轴的链轮上。
第三步:手攀链轮轴,使链码慢慢的提起,并逐步担在托辊上。
第四步:继续提起并经过从动链轮,(此时浮动推链车放在最左位置——链码不提起的状态)使链码重新回到皮带上。
第五步:在皮带上,将两个链码端头连接起来。
第六步:循环链码安装完成后应达到的技术要求:链条运动要平稳,无跳动,无噪音。
链条与链轮的结合和传动应平稳,可靠。
码块与链条的连接要牢固,运动中不应有松动现象。
链条的提升和降落过程应平稳。
6.1.1.5 皮带称架安装皮带秤本体安装的技术方法和要领见《电子皮带秤使用、运行维护说明书》。
链码安装前皮带秤架先嵌入到皮带机架内暂时不固定,因皮带机架的目标位置是链码运行的中心位置,由于实际链码运行的中心无法得到,相对链码中心位置根据皮带机架倾角不同,对于皮带秤安装的相对位置也不同,等链条安装完成放置到皮带上在进行皮带秤的位置固定。
下表是根据皮带倾角不同皮带秤参考安装位置皮带称架安装参考位置:表1注:皮带秤架安装位置是指链码固定轮中心到皮带秤上第一个托辊的水平距离。
6.1.1.6 行程开关位置要通电后,通过收放链码后确定合适位置安装行程开关支架。
6.1.1.7安装完成后检查的事项:整台设备应运行平稳,无剧烈振动。
推链车推出,缩回应无阻无卡现象。
行程开关现场焊接,其位置应保证使链码位置合适皮带机皮带上,抬起时链码不能碰到煤块。
设备安装时,同颜色标识同质量的链码段组成同一条链码,同字母标识的链码组成同一台链码。
电缆管线现场配做。
6.1.2 电气部分的安装步骤6.1.2.1控制柜控制柜内安装有PLC等电子设备。
选择安装控制柜的地点应尽量避免震动,潮湿以及强电磁干扰。
同时要便于工作人员的观察和操作。
控制柜安装位置如果图示位置现场不具备条件,可以在走廊侧壁安装,但要保证控制柜到皮带秤体走线距离少于50米。
同时要方便观察链码装置和校验情况。
6.1.2.2电气线路布设电气线路的布设要符合有关电气安装规范。
信号电缆与动力电缆要隔开避免电磁干扰。
敷设电缆,作好密封和标记电气接线:推杆电机电缆:三相四线行程开关电缆:四芯屏蔽具体详见《电气图纸》6.2调试整个系统由控制柜电控操作。
系统具有自动、手动切换功能。
机架、提升机构、链码、托辊安装完毕,电气接线校线完毕,控制柜通电就可以调试链码。
6.2.1静态:首先在就地手动状态升降链码,测试收放链码是否正常,以及链码放到皮带上后覆盖皮带秤的长度范围,一般至少保证覆盖皮带秤有效称量段之前后的第一个托辊处。
以上工作结束就可确定行程开关的具体位置,然后焊接行程开关底架即可。
6.2.2动态:开启皮带,放下链码,观察链码运行情况。
在链码放下到放到位的过程中,观察链码有无异常情况,链码在皮带上运行平稳后,观察链码在机架上和皮带上有无异常情况。
出现异常情况要先停止输送皮带运行(按下急停拉绳开关)。
再检查处理,处理完毕后再测试。
循环链码收放正常,运行正常,至此单机调试即可结束。
6.2.3联机调试:需要皮带秤安装调试完毕。
皮带秤安装调试细则具体见《电子皮带秤使用、运行维护使用说明书》。
联机调试是调试循环链码对皮带秤的自动校验过程是否正常。
这个过程会检验之前的所有安装调试工作是否正常。
单机调试的过程就是按照7.1自动检验顺序检查是否正常顺利进行,如果发生电气故障报警和仪表报警,需要处理故障后再进行。
7.使用和操作7.1 链码自动校验皮带秤需要与程控的连锁信号:自动进行校验步骤需要程控给设备的“空皮带运行信号”闭合,才能正常启动校验,主要目的是为了保证有秤的这条皮带在运行状态,且皮带是空转保证链码能正常运行。
7.2自动校验操作顺序:(校验前仪表参数都已经设置好)第一步:控制回路电源打到ON位置。
所有电源均已打开。
开关打到自动位置,到就地位置;第三步:按动系统启动按钮,系统开始自动校验。
第四步:校验结束自动收链,仪表自动返回校验前状态,校验结束。
7.3就地自动校验过程:第一:控制柜就地启动按钮开始校验后,仪表首先开始皮重校准,时间为校准圈数和整圈时间的乘积。
皮重校准完成返回正常生产状态,等待放链码完成。
第二:去皮完成后开始自动放链,放链到位后仪表进入链码校准状态。
第三:校验时间和皮重校准时间一样,校验结束后显示仪表累计量、链码累计量和相对误差,这时链码自动收起到位,在出现结果10秒时间内可以选择进行修正或不修正,若是选择不修直接按【MENU】键返回正常状态,若是10秒钟内不操作10秒后仪表自动修正返回正常状态。
第四:以上过程重复操作几次到误差在允许范围内即可。
第四:校验过程中链码有异常现象要立即停止皮带运行。
注:链码校验过程是自动完成的基本不需要人工干预,只需要开始和不需要修正时按两次键。
7.4标定画面顺序说明:7.4.1标定过程显示:7.4.1.1 皮重校准仪表显示内容7.4.1.2链码校准仪表显示内容7.4.1.3链码校准结果内容上述过程自动完成。
完成后得出相对误差,连续三次小于0.5%即达到要求。
7.5注意事项:7.5.1仪表:瞬时流量,累计量在集控上位机上显示7.5.2校验结束离开现场时,把控制回路电源QF4关闭,防止他人误操作导致放链,影响输煤。
7.5.3开关打到手动位置只按放链启动按钮,8.故障分析与排除8.1掉链:掉链的原因有三个:一是机架托辊安装准直度不够,链码运行时偏离中心轨道造成掉链。
二是主动链轮和从动链轮中心度不够,造成脱链。
三是皮带过度跑偏造成链码运行时脱开链轮。
发生掉链可以从以上原因分析处理和排除。
8.2推杆电机不动作:一般情况下有两个原因:一是电机接线错相。
可以调换任意两根相线后排除。
二是小车有机械卡死部位,检查排除后可以恢复。
8.3机架晃动:机架各部件和推杆电机是螺栓连接,一般情况是螺丝松动造成。
机架支腿和预埋钢板是焊接,一般不会发生松动现象。
8.4链码运行噪声大:链码链条活动部位和电机减速器需要润滑。
链码和异物有摩擦现象。
检查后解决。
一般情况下链码运行过程是由噪声的,以上只是解决异常情况下和不正常情况下的办法。
8.5 电控柜故障:报警灯亮,表示有故障,一般情况校验不会进行下去。
故障原因有两个:一是PLC输出故障,可以观察对应输出端子的状态显示是否输出信号解决。