MCT125同步控制器使用说明
EXT-MC-TC25微处理器基于温度控制器说明书
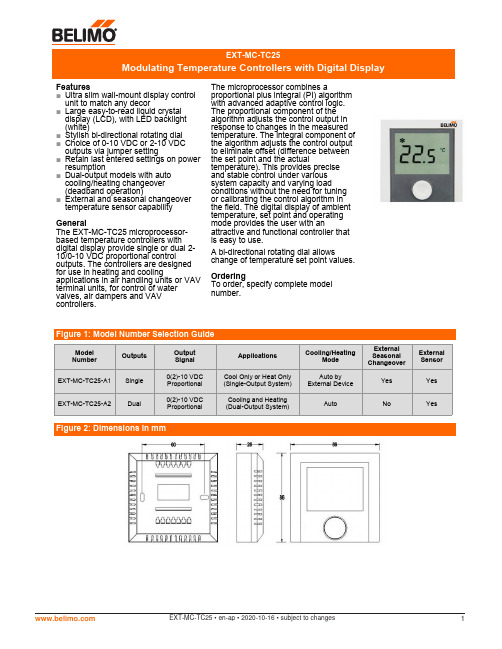
Features■Ultra slim wall-mount display control unit to match any decor■Large easy-to-read liquid crystal display (LCD), with LED backlight (white)■Stylish bi-directional rotating dial ■Choice of 0-10 VDC or 2-10 VDC outputs via jumper setting■Retain last entered settings on power resumption■Dual-output models with auto cooling/heating changeover (deadband operation)■External and seasonal changeover temperature sensor capability GeneralThe EXT-MC-TC25 microprocessor-based temperature controllers with digital display provide single or dual 2- 10/0-10 VDC proportional control outputs. The controllers are designed for use in heating and coolingapplications in air handling units or VAV terminal units, for control of water valves, air dampers and VAV controllers.The microprocessor combines aproportional plus integral (PI) algorithm with advanced adaptive control logic. The proportional component of the algorithm adjusts the control output in response to changes in the measured temperature. The integral component of the algorithm adjusts the control output to eliminate offset (difference between the set point and the actualtemperature). This provides precise and stable control under various system capacity and varying load conditions without the need for tuning or calibrating the control algorithm in the field. The digital display of ambient temperature, set point and operating mode provides the user with anattractive and functional controller that is easy to use.A bi-directional rotating dial allowschange of temperature set point values. OrderingTo order, specify complete model number.Model Number OutputsOutput Signal Applications Cooling/HeatingMode ExternalSeasonal ChangeoverExternal Sensor EXT-MC-TC25-A1 Single 0(2)-10 VDC Proportional Cool Only or Heat Only (Single-Output System) Auto by External DeviceYes Yes EXT-MC-TC25-A2Dual0(2)-10 VDC ProportionalCooling and Heating (Dual-Output System)AutoNoYesProduct model numbersSee Figure 1: Model Number Selection GuidePower requirements 24 V ±15%, 50/60 Hz or +24 VDC ±10% Power consumption 1 VA @ 24 VACProportional output 2-10 or 0-10 VDC jumper selectable Output impedance Minimum 50,000ΩInternal impedanceMaximum 1,000ΩTemperature display range0-40ºCin 0.5 K increments: accuracy ±1 KTemperature set point range5-40ºC in 0.5 K increments, initial factory setting 22ºC Constant display on LCDAmbient temperatureDeadband of dual-output models Fixed at 1.5 K (± 1.5 K of set point value): when ambient temperature is 1.5 K above set point value, controller will go into cooling mode or when ambient temperature is 1.5 K below set point value, controller will go into heating mode. Proportional bandFixed at 3 KIntegral timeFixed at 15 minutes. Sensor sampling time10 sSensing elementNTC thermistor, 10 k Ω @ 25ºC, ±1%Choice of 0-10 or 2-10 VDC outputVia jumper JP2 (factory setting 0-10 VDC)Unoccupied modeInput signal from external voltage-free contact, fixed at 16ºC for heating and 26ºC for cooling Enclosure Material: Self-extinguishing, molded ABSFinish: Off white housing and dark grey faceplate Protective classIP30Ambient/Storage temperature limits0 to 50ºC / -30 to 50ºC, 10% to 90% RH non-condensing Electrical ratingsProportional output: 1 mA at 10 VDC maximum ConnectorsNon-removable screw-type terminal blocksPower wires Wire size 1 mm 2 or 18 AWG solid copper recommended Sensor wires 22 AWG twisted shielded pair double-insulated cable Accessories See Figure 3: AccessoriesAgency approvalCE Mark compliant to EMC Directive pending Dimensions See Figure 2: Dimensions in mm Shipping weight0.12 kg (0.3 lb)The performance specifications above are nominal and subject to tolerances and application variables of generally acceptable industry standards.The manufacturer shall not be liable for damages resulting from misapplication or misuse of its products .MountingThe temperature control-ler can be surfacemounted or secured to a standard European 75 x 75 x 35 mm electrical box. See Figure 4: Mounting Details. Two mounting screws are included.1.Loosen the fixed screw.2.Slightly twist the screw driver to crack open the cover from the base.3.Hold the base firmly with one hand and remove the cover with another hand by pulling away from the base forcibly.DescriptionPart No. Probe-type Temperature Sensor 01CT-1NH5Duct-mount Temperature Sensor01DT-1NNJUMPERNUMBER JUMPER IN OPEN POSITION JUMPER IN CLOSED POSITION* JP1 With External Sensor With Built-in Sensor JP2For 2-10 VDC OutputFor 0-10 VDC OutputNote: * Factory settingsJUMPER SETTINGSWhen the following errors are reported on the LED display unit, these errors will prevent the controller from normaloperation and all controller functions will be locked out: E-1 EEPROM read/write errorE-2* Temperature sensor open-circuited E-3 Temperature sensor short-circuited*If jumper JP1 is cut open and external sensor is used, E-2 means the external sensor may have been disconnected from Terminals SR1 and GND. Check the external sensor’s connectivity and resistive value. If E-2 error is still reported, return the thermostat to the manufacturer for repair.When the error E-1 or E-3 is reported or when the error E-2 is reported without jumper JP1 being cut and external sensor being installed, return the thermostat to the manufacturer for repair.NOTE: Seasonal changeover sensors applicable to TC25-A1 models only■On a single-output cool only or heat only unit, i.e.a unit with only main output being available,connecting a shunting wire between terminalsSR2 and GND forces the unit to go into heating mode.■On a single-output cool only or heat only unit, connecting a TE10-1 or TE10-2 changeoversensor between terminals SR2 and GND willautomatically switch the unit between coolingand heating mode. When the sensor temperature exceeds 30ºC, the controller enters into heating mode.■On a dual-output unit, the main output is always associated with the cooling controlled device and the secondary output with the heating controlled device.■Move jumper JP1 to open position if external sensor is wired to SR1 and GND.■Move jumper JP2 to open position if 2-10 VDC proportional output is required.■The changeover sensor should be wrappedaround the supply water pipe when associatedwith a water system.■22 or 24 AWG twisted shielded pair double-insulated cable is recommended as remotesensor wiring and its length must not exceed 25 m.■Do not bundle and run power wiring and remote sensor wiring in the same conduit.■Unoccupied contact closure activates unoccupied mode.■When using either or both of the external temperature and changeover sensors, run thewires away from any electric motors or powerwiring. Failure to do so may result in poorthermostat performance due to electrical noise.■It is highly recommended that the 24 V power supply is interlocked to the air-conditioningsystem so that the controller is shut down when the air-conditioning system is turned off.■The controller is always turned on and in active operating mode when power supply is connected.■LCD displays ambient temperature constantly. When increasing or decreasing temperature set point value by rotating the adjustment dial clockwise or counter-clockwise, the LCD shows the set point value.Will return to ambient temperature display when the adjustment dial is passive for 5 seconds.■In unoccupied mode, the factory temperature set points are 26 o C for cooling and 16 o C for heating.■Unoccupied mode can be activated in the following manner when the unoccupied contact closes: For single-output models with auto seasonal changeover, the unoccupied cooling or heating mode is determined by the status of the SR2 seasonal changeover sensor and the proportional output is activated according to the measured temperature.For dual-output models, the unoccupied cooling or heating mode is always determined by the measured temperature and proportional output is also activated according to the measured temperature.When unoccupied mode is activated, the adjustment dial is locked out and no set point value can be entered.。
同步控制器使用说明书
-+
Power IN DC 12V
COM R G B
OUTPUT 8A ×3Channel
sync out
sync in
+-
+-LED
CONTROLLER
s e t
power
同步控制器使用说明书
一、产品特点:
◆ 按键控制光源的变化效果。
智能存储客户最后使用的信息。
◆ 控制器可控制10种效果。
可长时间实现同步控制效果。
◆ 同步控制中,调节默认主控可改变其他从控制器的效果。
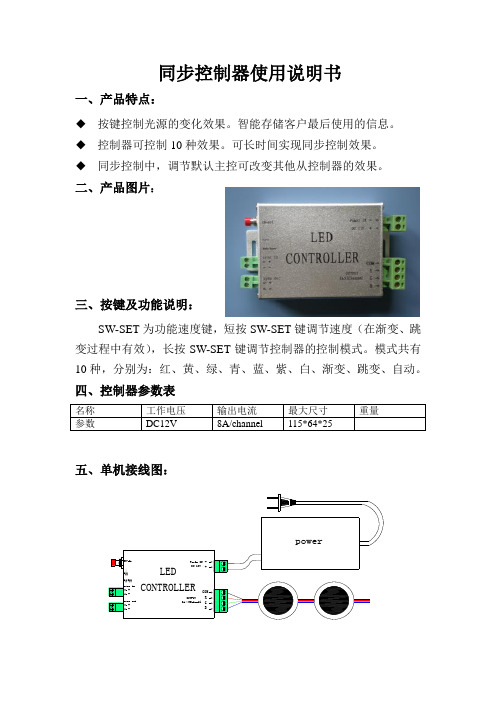
二、产品图片:
三、按键及功能说明:
SW-SET 为功能速度键,短按SW-SET 键调节速度(在渐变、跳变过程中有效),长按SW-SET 键调节控制器的控制模式。
模式共有10种,分别为:红、黄、绿、青、蓝、紫、白、渐变、跳变、自动。
四、控制器参数表
名称 工作电压 输出电流 最大尺寸 重量 参数
DC12V
8A/channel
115*64*25
五、单机接线图:
六、主从同步接线图:
七、注意事项:
1、通电之前,请测量使用工作电压是否正确。
2、请确定负载电流在控制器额定输出电流范围内。
八、常见故障排查:
1、如遇红灯未亮请确定输入电压是否正常。
2、开机后红灯亮但未见负载工作,请检查同步信号输入是否正确。
3、连机过程中,如遇不同步现象(主控制器调节后,分控制器有一
周期的不同步现象),请检查从主控制器与下一级分控制器之间的同
步线(注:两机之间同步线最大距离为20M ),如果正常请依次检查
前者从控制器的输出与下一级从控制器的输入之间的同步线。
MCT125同步控制器使用说明

MCT125 同步控制器使用说明书■125KHz 计数频率,内部4 倍频后可达500KHz ■快速动态响应(约100us)■位置同步和比例控制■编码器5V 差分信号或24V 推挽式信号源可选■自带按键及LCD 显示■RS232/RS485 串口通讯■内嵌ModBus 从机通讯协议■装配及设置简便■高性价比1.介绍MCT125 是低成本,高性能的同步控制器,用于实现两个独立的电机间的控制;可以配合多种电机使用(直流、交流、伺服等),通过输出0~10V 的电压进行速度控制。
125KHz(内部4 倍频后可到500KHz)的响应频率可以实现高精度和高速的运行,100us 的响应时间,使用伺服驱动可在动态过程中实现精准的同步控制。
完全比例控制和其它功能如电平、脉冲等远程相位修整控制都作为标准功能集成,使得应用范围更加广泛和方便。
所有的设置都是数字式的,不须电位调节;通过控制器自带的按键和显示屏完成所有的参数设置;具有RS-232 及RS-485 通讯功能,采用MODBUS 通讯协议,非常方便与其它控制器及标准触摸屏联机,进行调试和二次开发。
外壳采用烤漆工艺做成,所有的连接端子及显示都在前面板;外壳底座式安装,安装使用方便。
MC T125 使用24V 直流供电(实际支持18V~30VDC)2.操作原理所有的操作首先都是基于驱动器之间的模拟同步。
给驱动器一个速度参考电压,调整驱动器的速度使其大致同步。
可以给定从动的比例配合,这样预先同步可以使两个速度误差在1%以内。
如上图所示,数字同步用来补偿模拟速度的误差以实现绝对的角度和位置同步,消除电机漂移和累计位移的影响。
这需要驱动器角度位置的数字回馈信号。
通常使用增量旋转编码器或类似的信号。
同步控制器连续检查两轴的位置,当出现角度误差时发出模拟修正信号,这个模拟修正,加到从动轮的参考电压上,保持两轴位置的协调。
每个编码器脉冲同步响应时间只有数微秒,从动轮几乎没有变化。
MYC-I控制器说明书
地 址:江苏省海安县迎宾路 8 号 电 话:0513-88896086 传 真:0513-88903886 网 址: 电子邮件:hawgr@
MYC-I 型电永磁吸盘控制器 使 用 说 明 书
南通茂业电子科技有限公司
在待机状态下,同时按 与
键 3S 进入设置参数口令状
态,此时,数码显示 PASS;按 键数码显示设置口令,按▲或
▼键修改显示值,使数码显示参数设置口令为 0001,再按 键
进入通道开关设置状态,此时,数码窗口显示为 1_on, _左边显示
充、退磁通道号,_右边显示 on 代表该通道工作,显示 oF 代表该
通道关闭,按▲键选择要设置的通道号,按▼键设置通道开启或
关闭。
3. 充磁线性校正参数设置 (进入代码 8080): 参数设置完后,按 3 秒保存后,自动返回待机状态。
E
执行
0 ~ 1 1 持执行,此时只可执行上次操作不同的充、
方式
退磁指令。
F 退磁方式 0 ~ 1 0 P 消磁回扫 1 ~ 6 3
1=衰减退磁,0=反向退磁 用于消除邻近绕组磁场干扰
H 通信地址 1 ~ 1 64
充磁状态断
n 电恢复
0~1 0
多机通信地址 0=不恢复,1=恢复
充、退磁输 L 出极性选择 0 ~ 1 0 若为 0 表示正常输出;若为 1 表示反向输出
继电器、接触器),则应加浪涌电压吸收电路,如:RC吸收电路(注 意它的漏电电流应小于所控接触器或继电器的保持电流)、压敏电 阻、或二极管(只能用于直流电磁回路,安装时一定要注意极性) 等。吸收电路元件应装在继电器或接触器的线圈两端。 4.对吸盘的要求
(1) 电气参数与控制器参数相匹配; (2) 线圈无匝间短路、断路现象; (3) 磁盘的对地绝缘电阻不低于 1MΩ。
MCT 10软件的使用
设置合适的范围,以节约时间 USB-232转换时注意选择串口
这些值不要太小
USB口设置
添加变频器
将参数读出或下载到变频器
上传 下载
或直接右击参数值修改单个参数
单击右键 注意:1. 在线状态下修改参数直接修改变频器参数 2. 如果没有保存到离线文件夹, 离线状态将看不到参数
参数比较
可以把某一台变频器参数与 在线变频器或其他变频器参数 进行比较
西门子CP5612 PCI卡 或CP5512 PCMCIA卡 西门子Simatic Net 4.2 软件包 变频器DPV1卡
MCT 界面
在线参数 离线参数
工具栏
右窗口 显示左窗口选中部分
添加新变频器,文件夹或示波器文件夹
在Project上单击右键, 或选择菜单上Insert ->New
RS232—RS485串口设置
• 严格的顺序控制, 一步没完成不会执行下一步 • 要合理选择事件的条件及它们的逻辑关系 • SLC是循环结构, 只要没有终止事件, 它会循环执行
逻辑控制器的图形化编程
3.设置SLC控制参数 SLC 使能 SLC运行条件 SLC停止条件
1. 选中SLC 2. 在右窗口按右键, 选择SLC Settings,出现上面对话框
逻辑控制器的逻辑运算
逻辑控制器的图形化编程实例
下图中两条传输带顺序相联, 为了避免物料在1号传输带上堆积, 起动时应先起动1号传输带, 延时6秒后自动启动2号运输带. 停机时为了避免物料堆积, 应尽量将皮带上的物料清理干净, 使下一次可以轻载起动. 停车顺序与起动相反, 即按了停止按钮 后, 先停2号传输带, 7秒后再停1号.
时间格式 修改时间
夏时制
修改
Acu-Rite ENC 125 T E 编码器说明书

• Tolerances of .010” TIR apply to all mounting dimensions. • Top mounted form X= 2.37”. • End mounted form X= 1.90”.
Offset mounting
ENC 125 T
ENC 125 E
Axis # 4:
_______________ __________________
Date of purchase: ____________________________________
Distributor: Address: Telephone:
____________________________________ ____________________________________ ____________________________________
Alignment bracket
1.0 [25mm]
1.38 [35mm]
Alignment bracket
Move bracket past the cable strain relief
• Clearance requirements for alignment bracket removal. • Alignment brackets must not be removed until
Cable direction
Cable grommet
Plug
• Never mount with lip seals upward or towards work area.
Cover plate
T-10 Torx screw (2)
LED同步控制系统MCTRL R5用户手册

5.6.4 固化至接收卡 ......................................................................................................................................... 12 5.6.5 冗余设置................................................................................................................................................. 12 5.6.6 预设模板................................................................................................................................................. 12 5.6.7 输入源热备份 ......................................................................................................................................... 12 5.6.8 工厂复位................................................................................................................................................. 12 5.6.9 返回主界面时长(s)............................................................................................................................. 12 5.6.10 灰度调节............................................................................................................................................... 12 5.6.11 硬件版本 ............................................................................................................................................... 12
MCT系列温度变送器使用说明书

MCT系列温度变送器使用说明一、产品概述MCT系列温度变送器是一种廉价精巧的24VCD供电、二线或三线制输出的变送器,主要分为模块式,导轨式,壁挂式安装三种。
产品采用集成电路,将热电阻或热电偶的信号放大并转换成4-20mA(国际标准二线制)电流信号或0-5V、0-10V(非标三线制)电压信号输出。
模块式电流输出型变送器有如下特点:可方便直接安装在传感器接线盒内,可远传(最大1000m)、精度高、抗干扰、稳定性好,导轨式可密集安装,壁挂式可挂于室内墙壁。
该系列产品已广泛应用于工业控制各领域。
二、工作原理温度传感器受温度影响产生电阻或电势效应,经转换产生一个电压信号。
此信号经仪用运放放大后送出与量程相对应的4-20mA电流信号或0-5V、0-10V电压信号。
三、主要技术性能1、热电阻测量范围:Pt100:-100~600℃;Cu50:-50~50℃,可输出4-20mA,0-5V,0-10V2、热电偶测量范围:0-1300℃,可输出4-20mA等信号3、测量精度:热电阻:±0.2%,±0.3% 热电偶:1% 冷端补偿精度±2℃/60℃4、温度漂移:精品级温漂<±0.01%/℃,年漂移<±0.5%;普通工业级温漂<±0.025%℃5、工作温度:-20~70℃6、供电电压:24VDC±10%(4-20mA电流型变送器最低工作电压需要10V,余下可供负载使用),电压输出型的供电电压高出输出电压4V即可工作(如0-5V,9V供电即可),一般分为12V及24V两种供电,定购时须申明7、负载能力:(4-20mA电流型)0~500欧姆,电压变化影响<±0.015%/V,电压型最大输出电流<3mA8、环境湿度:<85%且无腐蚀性9、变送器内设有TVS(30V/1.5A),26mA过流保护四、型号命名与含义型号类型分度号级别(P-工业;Z-精品)MCT80AR 模块(热电阻)Pt100,Cu50 P,ZMCT80AC 模块(热电偶)K PMCT80D-R 导轨式安装(热电阻)Pt100(25mm-35mmDIN导轨非隔离型) P,ZMCT80D-C 导轨式安装(热电偶)K(25mm-35mmDIN导轨非隔离型)PMCT80B 壁挂型一体化(Pt100)测温范围-50—70℃PMCT80Y/X 数显一体化4-20mA型变送器P五、使用与校准1、安装与接线变送器系统联接图1所示,24VDC通过屏蔽电缆给变送器供电,24V的正极接变送器的“+”极,“—”输出4-20mA,接各种数显表输入的“+”端或计算机的取样电阻,数显表输入的“—”端与24V负极共地。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MCT125 同步控制器使用说明书■125KHz 计数频率,内部4 倍频后可达500KHz ■快速动态响应(约100us)■位置同步和比例控制■编码器5V 差分信号或24V 推挽式信号源可选■自带按键及LCD 显示■RS232/RS485 串口通讯■内嵌ModBus 从机通讯协议■装配及设置简便■高性价比1.介绍MCT125 是低成本,高性能的同步控制器,用于实现两个独立的电机间的控制;可以配合多种电机使用(直流、交流、伺服等),通过输出0~10V 的电压进行速度控制。
125KHz(内部4 倍频后可到500KHz)的响应频率可以实现高精度和高速的运行,100us 的响应时间,使用伺服驱动可在动态过程中实现精准的同步控制。
完全比例控制和其它功能如电平、脉冲等远程相位修整控制都作为标准功能集成,使得应用范围更加广泛和方便。
所有的设置都是数字式的,不须电位调节;通过控制器自带的按键和显示屏完成所有的参数设置;具有RS-232 及RS-485 通讯功能,采用MODBUS 通讯协议,非常方便与其它控制器及标准触摸屏联机,进行调试和二次开发。
外壳采用烤漆工艺做成,所有的连接端子及显示都在前面板;外壳底座式安装,安装使用方便。
MC T125 使用24V 直流供电(实际支持18V~30VDC)2.操作原理所有的操作首先都是基于驱动器之间的模拟同步。
给驱动器一个速度参考电压,调整驱动器的速度使其大致同步。
可以给定从动的比例配合,这样预先同步可以使两个速度误差在1%以内。
如上图所示,数字同步用来补偿模拟速度的误差以实现绝对的角度和位置同步,消除电机漂移和累计位移的影响。
这需要驱动器角度位置的数字回馈信号。
通常使用增量旋转编码器或类似的信号。
同步控制器连续检查两轴的位置,当出现角度误差时发出模拟修正信号,这个模拟修正,加到从动轮的参考电压上,保持两轴位置的协调。
每个编码器脉冲同步响应时间只有数微秒,从动轮几乎没有变化。
3.输入脉冲为了适应同步操作和实际的条件(传动比、编码器分辨率、滚轴直径等),主、从输入脉冲可以分别换算。
“Factor 1”是主动脉冲的换算系数,“Factor 2 是从动脉冲的换算系数。
两个系数都是五位数,设置范围是0.0001~6.5000。
当Factor1 和Factor2 都设置为- 1 -1.0000 时,实现 1:1 的速度和相位同步;这个参数可以用 RS232 或 RS485 连接,通过串 行口连接进行设定。
参数设定好后,从动电机会来改变位置,保持和主电机的一致。
根据下面的公式Factor 1注释:S slave= Factor 2* S mater 当要求位置和角度同步时,我们将S mater r 和S slave 设为两个驱动器移动特定的同步距离编 码器的脉冲数或者旋转一周的脉冲数。
当只需要速度同步时(速度误差允许10-5 之内), S mater r 和S slave 也可设置为同步控制下编码器的频率。
正常情况下,比例模式,考虑到机器的所有几何数据,可以尽量将Factor 2的值固定, 将Factor 1 作为“用户参数”(Factor 1 在生产过程中随时可以改变,而Factor 2是机器 恒量,一般不改变)下面的例子说明进料系统Factor 1和Factor 2的计算,这里从速度会改变材料的拉力。
主动轮转一圈,从主编码器收到5×2500=12500个脉冲,从动轮需要在相同时间内 转二圈,那么我们从从编码器收到2×3×2000=12000个脉冲,这意味着,每12500个主 动脉冲我们需要12000个从动脉冲来保持同步。
随后,我们设置Factor1和Factor2,关系如下:12500×Factor1=12000×Factor2 简单的方法,根据输入脉冲数来准确的设置Factor 参数,但是这里需要操作员有一点 需要理解,需要在终端上设置一个值(不考虑拉力)。
如果设置成1.0000,则更易于理解。
那么,我们需要用到不同数据的公式:12500×1.000=12000×Factor2结果,我们发现 Factor2=12500/12000=1.0417,这个设置校准了 Factor1 成为易于理 解的“用户参数”(1.0000=没有拉力,1.0375=3.75%的拉力)。
当由操作终端设置参数“Factor 1”可得到同样的结果。
提示 1:最好,保持Factor1 和Factor2 在范围 0.1~2.0000。
这样允许MCT 所有D/A 转换器 使用 12 位分辨率;例如,Factor 计算结果为 4.5000 和 7.8000,这样比例设成 0.4500 和0.7800(或 0.9000 和 1.5600)更好。
提示 2:当需要位置同步,适当的factor 设置可以消除累积误差(factors 只能设置 4 位小数) 如果要求 16:17 的比例,Factor1 用十进制表示为 0.94117647...因为没有足够的小数 位数,短时间内会由累积位置误差。
当用 1.6000 和 1.7000(或 0.8000 和 0.8500)时就可以解 决这个问题。
提示 3:便于根据接收到的频率选择大概的转数,两边同样的范围。
- 2 -4.运行中改变比例F actor1 从 1.0000随时可以使用按键或串口改变 Factor1 或 Factor2 来改变速度比例,如:改为2.0000,从动速度会提升一倍。
5.相位和相对位置的改变主从电机的相对位置一般设为通电或最后一次复位时的状态。
在整个运行过程中,如果没有出现任何错误,初始相位状态会一直保持,除非操作员用以下的方式来改变:5.1 定时器修正(模式0)从“Trim+”或“Trim-”端口输入信号,给从电机一个较低或较高的临时速度,这样就改变了电机的相对位置。
当放开Trim 按钮,驱动会在新的相对位置下实现同步。
增加和减小的速度可以在“Trim Step”中设置,任何时候,都可以用硬件信号或软件命令将调整好的信号寄存在EEPROM 中,这样以后可以使用同样的速度,断电后也一样。
差异的Trim 速度由内部的定时器产生,并且是可调的,使从电机加速或减速,不考虑实际的绝对速度,这样Trim 方式可以在停止的时候将从电机移动到一个合适的初始位置。
5.2 输入脉冲修正(模式1)从“Trim+”和“Trim-”端口输入脉冲发生器、编码器或者PLC 发出的脉冲信号,每个Trim 脉冲会使相位差增加或减少一个相当于主轴编码器的脉冲数。
使用输入频率计数器或PLC 时可以重复改变或调整驱动间的相位。
模式 1 同样适用于差速箱功能。
6.接线和硬件设置接口示意图- 3 -6.1电源MCT125 用 24V 直流供电,(±25%),实际上支持 18~30VDC 。
MCT125 内部提供 了保护二极管以防止电源极性错误损坏电路。
6.2 编码器前面板端子示意图只接收 TTL 脉冲信号(5V ,RS422)或类似的信号输入,A 、A ’、B 、B’必须接上。
如果使用 10~30V 的编码器,只有 A/B/Z 信号,可以通过 F1A/F1B 或 F2A/F2B 端子接入, 并设置 B1/B2 的工作模式为“24V ”即可。
在主、从编码器输入的 9Pin 接头中都提供了 5.0V 的电源供编码器使用。
编码器输入接线图- 4 -使用差动信号输入能减少电磁干扰,必须外部供电。
警告:主从轴可以接入5V 或24V 编码器,但请注意接口位置,5V 差分信号必须由DB9 端子接入,24V 信号必须由接线端子接入,信号类型为推挽式或PNP 信号源,并根据实际输入情况正确设置B1 和B2 参数,否则MCT125 将无法正常工作。
6.3 输出电压模拟输出端子为18 脚,17 脚为GND,模拟量输出范围是0~10V。
V out(18 脚):输出从动电机的速度指示电压信号,当“Gain Corrertion”设为非“0”时,数字修正电压会叠加到这个输出电压上。
实际接线最好是18 与17 脚配对输出模拟信号到驱动器上,降低干扰信号。
6.4 串行端口MCT125 可以使用RS232 接口或RS485 接口,两种串行连接使用同一接口,可以分别使用串行端口接线示意图使用串行端口:◇用计算机进行在线操作,访问所有的寄存器和使用控制功能,串行端口使用工业上普遍使用的Drivecom 标准(ISO1745)。
在使用 RS485 运行 MCT125 之前,必须做一些设置;通过显示屏进入参数15COM Mode,设置RS485,连接线见下图;备注:◇使用RS485 时,MCT125 需要时间进行数据的传输和接收,计算机在进行下一次存取的时候必须提供一个滞后时间。
(见下图)- 5 -◇使用内部的RS485,接头的 4 脚和9 脚不能接外部的电压。
6.5 控制信号的输入、输出接线端子共有 6 个输入脚,4 个输出脚。
所有的输入信号都于PLC 兼容,所有信号都归类于GND 和负电位。
所有的输出光耦与PLC 兼容。
Logic 0 (low)= 0...5 V oltsLogic 1 (high) = 18...30 V olts为了避免指令出错,指令信号(除1A/1B/2A/2B/Trim+/Trim-)必须在稳定状态保持1 毫秒以上。
输入:Trim+(9):调整从电机的角度位置超前主电机。
Trim-(10):调整从电机的角度位置滞后主电机。
1A (2):主轴24V 推挽式或PNP 模式编码器A 相输入端1B (3):主轴24V 推挽式或PNP 模式编码器B 相输入端2A (7):从轴24V 推挽式或PNP 模式编码器A 相输入端2B (8):从轴24V 推挽式或PNP 模式编码器B 相输入端当使用24V 编码器信号作为主从轴编码器输入的时候,须进入显示器设置模式B1、B2 中,设置为24V 推挽式或PNP 模式。
Reset (12):设置内部的差分计数器和模拟修正信号为“0”;两个驱动同步单独运行。
输出:Alarm(20):此信号警告数据超出公差带允许的范围,由参数“Alert”设定;当主从轴的脉冲偏差值大于Alert 设定值时,Alarm 端输出24V 电平。
- 6 -7.参数说明参数值存在EEprom 中,可以用按键或RS232 或RS485 通过串行接口来设置。
下表是所有的运行参数,“01”表示参数的编号,每个参数都有设定的范围。
注意:以下参数中凡是涉及到频率和脉冲数的,都是经过内部 4 倍频后的值。
- 7 -V out = Master Slave7.2 参数详细说明01.. Version :显示控制器的硬件和软件的版本号,“F”后显示的是硬件版本号,“S”后显示的是软件的版本号。