台达20PM数控功能的运用(doc 16页)
(优质)(数控加工)台达PM数控功能的应用

(数控加工)台达PM数控功能的应用台达20PM数控功能的应用摘要:本文简述台达DVP20PM运动控制型PLC的数控功能,及结合HMI在数控应用中的方法及特点。
具体包括主要四种输入G码的方法关键词:PLC运动控制逻辑控制数控系统G码1引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到数控控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC灵活方便。
台达DVP20PM系列PLC是具有高速定位、双轴或叁轴线性及圆弧插补多功能的可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴或三轴插补的高速定位需求。
2数控功能应用介绍。
目前,在我们用DVP20DPM做过的数控案例中主要有液晶切片机,双轴立车,焊接轨迹控制,点胶轨迹控制,龙门数控钻床等等。
在这些应用中,都用到了数控系统的G码和M码指令。
目前20PM包括两款产品分别为20PM00D,与20PM00M.20PM00D支持的G代码功能如下:G0高速定位;G1双轴联动直线插补;G2顺时针圆弧插X3.1DVP20PM程序结构由于20PM主机结合了PLC顺序逻辑控制及双轴插补定位控制的功能,因此在程序架构上主要分为O100主程序、Ox运动子程序及Pn子程序等三大类,结合了基本指令、应用指令、运动指令及GCode指令,使程序设计更多元化,结构更清晰;程序采用PMSOFT软件进行编辑,参见图4。
图4程序设计界面(1)主程序。
主程序以O100作为起始标记,M102作为结束标记,是PLC顺序控制程序,主要为控制主机动作执行,在O100主程序区域中,可以使用基本指令及应用指令,或在程序中启动Ox0~Ox99运动子程序及调用Pn子程序。
台达20PM追剪应用总结A

台达20PM追剪应用总结作者:(PLC产品处余强)【摘要】介绍台达DVP-20PM00D运动控制器电子凸轮(CAM)功能,总结追剪曲线的生成几种方法,阐述通用高速追剪工作原理,以及相关工艺要求及相关控制程式概要。
以使读者根据文章即可实现不同追剪系统的控制【關鍵字】运动控制器,电子凸轮,CAM Table,追剪【前言】本文介绍的追剪系统,是同步式剪切系统中的一种,其他还有飞剪,旋切。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
下文介绍的主要是台达20PM运动控制器电子凸轮功能在高速追剪系统的应用总结。
【正文】一、设备一般结构图2如上两个图示意,通用追剪机构一般包含以下部分机构,分述如下:(1)执行机构在裁切系统,执行机构是切刀,切刀是由液压推进,主要由一个进刀电磁阀和一退刀电磁阀控制切刀的上下。
在饮料罐装系统执行机构为填充装置。
(2)測量機構安装于出來部分,如圖所示,同軸聯接一2500線的A/B相的差分編碼器,測量进料的速度,及長度。
是电子凸轮运动中的主轴。
(3)追踪机构主要由台达伺服传动机构组成(功率大的可选VE系列变频器),由20PM00D的X轴输出控制,是电子凸轮运动中的从轴。
(4)进料傳動进料傳動是由变频电机、传动机构组成。
二追剪控制及20PM运动控制器电子凸轮功能应用介绍1、追剪曲线构成(1)追速状态(Ramp up to Tracking ):送料持续进行,20PM 运动控制器在 侦测输入材料之长度及当时送料速度的同时,并指挥伺服电机依照S 曲线 加速至与进料速度同步;在进入同步速度的瞬间,锯/切台与材料的动态 相对位置已经整定完成。
接着便进入同步状态。
(2)同步状态(Syncronized Zone ): 一旦进入同步状态,20PM 运动控制器立刻送出同步信号(CLEAR)给执行控制机构,要求执行切断或罐装动作。
数控车床的基本功能与操作
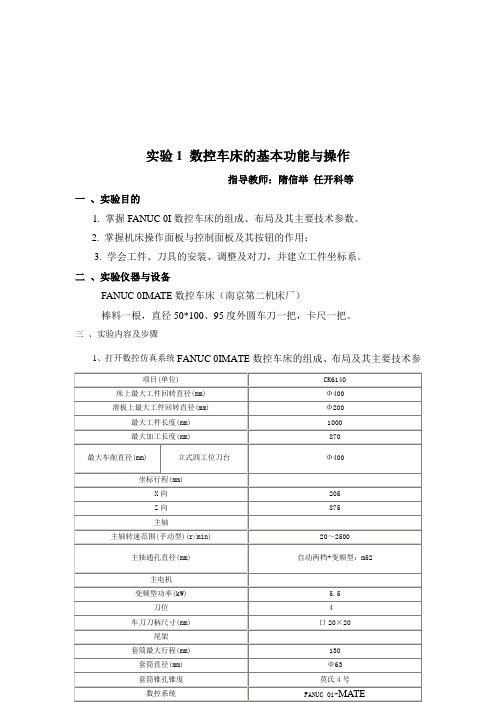
实验1 数控车床的基本功能与操作指导教师:隋信举任开科等一、实验目的1. 掌握FANUC 0I数控车床的组成、布局及其主要技术参数。
2. 掌握机床操作面板与控制面板及其按钮的作用;3. 学会工件、刀具的安装、调整及对刀,并建立工件坐标系。
二、实验仪器与设备FANUC 0IMATE数控车床(南京第二机床厂)棒料一根,直径50*100、95度外圆车刀一把,卡尺一把。
三、实验内容及步骤1、打开数控仿真系统FANUC 0IMATE数控车床的组成、布局及其主要技术参数1)通过实物观察FANUC 0IMATE数控车床的组成、布局,明白个部分的功用2)FANUC 0IMATE数控车床的主要技术参数2、打开数控车床操作面板及控制面板,了解各键的作用FANUCoi-MATE(南京第二机床厂)系统操作面板及各键功能键盘说明:名称功能说明复位键(RESET) 按下这个键可以使CNC 复位或者取消报警等。
软键根据不同的画面,软键有不同的功能。
软键功能显示在屏幕的底端。
地址和数字键按下这些键可以输入字母,数字或者其它字符。
其中(EOB)为输入(;)做为程序段的结束符。
上档键(SHIFT)在键盘上的某些键具有两个功能。
按下<SHIFT>键可以在这两个功能之间进行切换。
输入键(INPUT)当按下一个字母键或者数字键时,再按该键数据被输入到缓冲区,并且显示在屏幕上。
要将输入缓冲区的数据拷贝到偏置寄存器中等,请按下该键。
这个键与软键中的[INPUT]键是等效的。
取消键,用于删除最后一个进入输入缓存区的字符或符号。
取消键(CAN)程序功能键:替换键(ALTER)、、:插入键(INSERT):删除键(DELETE)功能键按下这些键,切换不同功能的显示屏幕。
:按下这一键以显示位置屏幕。
(POS):按下这一键以显示程序屏幕。
(PROG):按下这一键以显示偏置/设置(SETTING)屏幕。
:按下这一键以显示系统参数屏幕。
(SYSTEM):按下这一键以显示报警信息屏幕(MESSAGE):按下这一键以显示用户宏(模拟)屏幕。
基于台达20PM运动控制器的渐开线数控弯管(精)

基于台达20PM运动控制器的渐开线数控弯管基于台达20PM运动控制器的渐开线数控弯管类别:传感与控制1 引言管材塑性加工是以管材作毛坯,通过塑性加工手段,制造管材零件的加工技术。
管材塑性加工由于容易满足塑性成形产品轻量化、强韧化和低耗高效、精确制造等方面的要求,已成为先进塑性加工技术面向21 世纪研究与发展的一个重要方向。
2 数控弯管 2.1 弯管工艺实践中有许多不同的弯管工艺,从不同的角度出发可以有多种不同的分类。
工程中通常按弯曲时加热与否可分为冷弯和热弯,根据弯曲时有无填充物可分为有芯弯管和无芯弯管。
无模弯曲成形是指管材弯曲变形区不直接受到模具的作用,最终的形状由工具和工件的相对运动决定,属于高度灵活的柔性加工手段。
有模弯曲成形是指通过刚性模具直接作用于弯曲变形区而进行的管材弯曲,要求此刚性模具作用部分尺寸可以补偿制件卸载后发生的弯曲回弹,属于可重复性高而且快速的加工手段。
管材弯曲的几种新工艺包括热应力弯曲;基于工具运动控制的无模弯曲;叠加法弯曲;数控机床绕弯等等。
2.2 数控弯管数控弯管将管材夹紧在弯曲模上,随弯曲模一起转动,当管材被拉过压块时,压块即将管材绕弯在弯曲管上,属于成形模弯曲工艺。
传统绕弯工艺多是手工绕弯,效率低,质量难以保证。
随着数控机床业的发展,采用先进的数控弯管机床实现绕弯工艺,可以大大地提高生产效率,保证产品的质量。
由于可以方便地调节工艺参数,因此数控弯管机可以既准确又稳定地完成弯曲、送进、转角等动作,保证了管制件的弯曲准确度。
数控弯管机可以自动连续地成形不同曲率半径的空间弯曲件。
结合相应的数据库软件系统,控制程序还可以预先修正弯曲回弹量。
但是该工艺的模具结构比较复杂,制件质量对工艺参数敏感,要求有充分的前期准备和试制工作。
尤其是对于弯制薄壁管制件的情况,如果工艺参数选择不当,则很容易出现起皱现象导致零件甚至是模具的报废。
如何高效准确地获取这些工艺参数,充分保证弯管产品质量,是数控绕弯工艺的研究热点。
台达20pm运动功能块

格式
设定值
Execute 启动功能块
BOOL
TRUE / FALSE
Enable
启动功能块
BOOL
TRUE / FALSE
输出引脚
名称
说明
格式
设定值
Done
功能块动作完成
BOOL 功能块完成时
Valid
输出值有效
BOOL Enable 上升沿时
Busy
功能块动作执行中
BOOL Execute 上升沿时
Error 引脚主要目的在显示此运动功能块在启动过程中发生错误。
单一运动功能块的输入引脚除上列的 Execute 和 Enable 外,会有其它提供给用户作运动数据输入的引脚,这接数据 /状态引脚会有以下特性:
z 输入数据取用时机:
功能块启动为 Execute 时:数据在 Execute 上升沿触发被取用,要让变更数据再次生效需在修改后输入参 数后再次让 Execute 上升沿触发。
功能块启动为 Enable 时:‘Valid’、‘Busy’、‘Error’输出会尽快跟着‘Enable’下降沿被重置。 z Done 输出特性:
‘Done’ 输出会在被命令的运动成功完成时被设置 z Busy 输出特性:
功能块启动为 Execute 时:每个运动功能块会有一个 Busy 输出用来反应运动功能块尚未完成,并且新的输 出状态(值)可预期会产生。Busy 在‘Execute’上升沿被设置,在 Done’、‘Aborted’、‘Error’ 被设置时会被 重置。
功能叙述 轴运行至指定的绝对位置 轴运行至与当前的相对位置 轴以两段速度运行至指定的绝对位置 轴以两段速度运行至与当前的绝对位置 轴以外部触发点当单段速运动起始点 轴以外部触发点当两段速运动起始点 轴以指定速度连续运动 轴跟随手轮运动 轴跟随电子齿轮功能运动 轴运行原点回归动作 轴运动停止 轴参数设定 1 轴参数设定 2 显示轴当前位置与速度 显示轴目前的运动状态以及错误状态 设定轴当前位置 多轴绝对直线插补 多轴相对直线插补 多轴插补停止 高速计数器设定及启动 高速定时器设定及启动 高速比较器功能设定 重置高速比较器设定 高速捕捉功能设定 遮蔽功能设定 设定中断程序功能
基于台达20PM运动控制器的线缆裁切机

基于台达20PM运动控制器的线缆裁切机摘要:本文主要介绍台达20PM运动控制器在线缆裁切设备中的应用,并阐述了设备的工作原理、工艺要求及飞剪功能的应用概要。
1 引言传统的线缆裁切机跟随误差比较大,为了解决这个问题,利用台达20PM运动控制器的内置飞剪功能出色完成了各项需求,实现输送和裁切线速度同步,通过调整速度同步区的宽度来完成不同长度线缆的裁切,保证了裁切的精准度。
2 结构及工作原理2.1 电缆切割机电缆切割机设备结构如图1、图2所示。
线缆裁切设备这是比较典型的飞剪功能应用,台达20PM已内置飞剪功能,可采用以DVP-20PM为控制核心的台达机电产品整体解决方案完成对切刀控制,实现设备控制要求。
2.2 DVP20PM运动控制器台达DVP-20PM00D是一款具有运动控制专用功能的可编程控制器。
DVP-20PM00D的最大特点是PLC主机直接提供电子凸轮CAM功能,或者说DVP-20PM00D是内置CAM功能的PLC,所以有些场所直接称呼DVP-20PM00D为台达20PM运动控制器。
20PM具有2路500KHz的输入与输出,在CAM功能中定义X轴为从轴,编码器输入轴为主轴,当定义好CAM Table后,从轴依据定义的曲线跟随主轴运动。
采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等,电缆切割机正是利用了20PM运动控制器的电子凸轮功能很好的解决了上述高速切割时出现的不等长等问题。
20PM的主要特点:(1)20PM适用于高速、高精度、高复杂的运动控制场合;(2)多段速执行及中断定位;(3)64K 大容量, 内置Flash存储体;(5)两组差分脉冲输出,最高脉冲输出达500KHz;(6)两组手摇轮控制;(7)内置电子凸轮CAM功能,轻松实现绕线、飞剪、追剪等应用;(8)支持PLC顺序逻辑控制及NC控制(G 码与M码)。
3 切割机软件设计3.1 I/O定义X0计数光电X1裁刀启动X2裁刀停止X3护保护X4直流马达引起故障X5伺服故障X6主控箱急停OITPUTY0伺服onY1故障复位Y2裁切启动Y3推线Y4蜂鸣Y5裁切指示灯3.2 飞剪程序设计过程在利用20Pm飞剪功能写程序的时候需要按照以下步骤来进行:程序中需要计算填充数据D100-D112,其参数定义如下:D101..D100主轴长度D103..D102从轴长度D105..D104从轴同步长度D107..D106从轴同步倍率(F2/F1)D109..D108从轴最高倍率限制D110加速曲线:0 const speed,1 const Acc,2 SingleHypot,3 Cycloid)D111CAM曲线=00 leftCAM,1 midCAMall,2 midCAMbegin,3 midCAMend)程序中填充数据D100-D112其参数计算过程如下:(1)D100计算:D210裁切长度D222计米轮周长D212计米轮线数D224实际计米轮总脉冲数D226裁切长度脉冲数D100=D226=D224=D210/D222*D212(2)D102计算:D416切刀轮脉冲x D426速比= D200切刀轮脉冲=(D102)(3)D104计算:D200切刀轮脉冲x D172同步范围= D204同步脉冲=(D104)(4)D106倍率计算推导过程:a. 主轴直径D1 (mm)主轴一圈脉波数R1 (Pulses/Rev)主轴速度F1(Hz)主轴速度V1(mm/sec)b. 从轴直径D2 (mm)从轴一圈脉波数R2 (Pulses/Rev)从轴速度F2(Hz)从轴速度V2(mm/sec)c:根据同步时线速度相同即V1=V2(F1*3.14*D1/R1) =(F2*3.14*D2/R2)F2/F1 = (D1*R2*K减速比)/(D2*R1)= (D250*D256*D258减速比)/( D252*D254)=D274=D106脉冲比同步倍率(5)D108倍率上限(6)D110加速曲线选择:0-3曲线选择逐级平滑(7)D111CAM曲线选择:选择0保证了切刀切完后回到上位零点等待8:D112结果ok以上部分完成了D100-D112的计算填充数据过程,也就是完成了飞剪程序部分设计,3.3 飞剪程序运行监控D1799设定X 轴输入端子极性端子极性PG0D1800输入点状态b5DOG原点信号来计数点D50LDPm125无效D1816=530原点回归DOG 下降沿检测原点回归方向A/B 相脉冲D1828 X轴原点回归速度D1830 X轴原点回归减速速度D1832 X轴零点信号数ND1833回原点后X轴补充距离P k0D1838X轴目标位置(I) P(I) (Low word)D1848X轴现在位置CP(PLS) (Low word)D1864=H305 X轴手摇轮输入响应速度设定A/B相脉波4倍频D1846=100 X单段速定位运动模式启动D1846=40原点回归模式启动D1846=2000插入单段速定位运动模式启动经过上面的分析将分析过程写成程序即完成了主体程序设计,其它各种安全保护和附加功能同WPL程序编写就不一一赘述。
台达运动控制器20Pm在厚料裁切上的应用
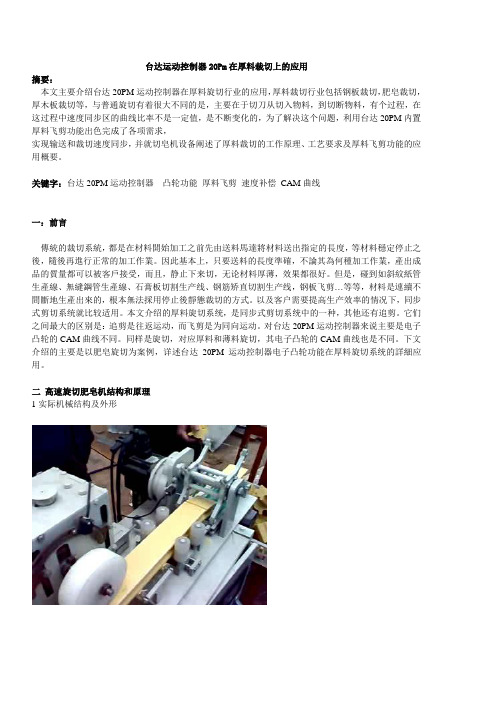
台达运动控制器20Pm在厚料裁切上的应用摘要:本文主要介绍台达20PM运动控制器在厚料旋切行业的应用,厚料裁切行业包括钢板裁切,肥皂裁切,厚木板裁切等,与普通旋切有着很大不同的是,主要在于切刀从切入物料,到切断物料,有个过程,在这过程中速度同步区的曲线比率不是一定值,是不断变化的,为了解决这个问题,利用台达20PM内置厚料飞剪功能出色完成了各项需求,实现输送和裁切速度同步,并就切皂机设备阐述了厚料裁切的工作原理、工艺要求及厚料飞剪功能的应用概要。
关键字:台达20PM运动控制器凸轮功能厚料飞剪速度补偿CAM曲线一:前言傳統的裁切系統,都是在材料開始加工之前先由送料馬達將材料送出指定的長度,等材料穩定停止之後,隨後再進行正常的加工作業。
因此基本上,只要送料的長度準確,不論其為何種加工作業,產出成品的質量都可以被客戶接受,而且,静止下来切,无论材料厚薄,效果都很好。
但是,碰到如斜紋紙管生產線、無縫鋼管生產線、石膏板切割生产线、钢筋矫直切割生产线,钢板飞剪…等等,材料是連續不間斷地生產出來的,根本無法採用停止後靜態裁切的方式。
以及客户需要提高生产效率的情况下,同步式剪切系统就比较适用。
本文介绍的厚料旋切系统,是同步式剪切系统中的一种,其他还有追剪。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
同样是旋切,对应厚料和薄料旋切,其电子凸轮的CAM曲线也是不同。
下文介绍的主要是以肥皂旋切为案例,详述台达20PM运动控制器电子凸轮功能在厚料旋切系统的詳細应用。
二高速旋切肥皂机结构和原理1实际机械结构及外形Drive HMI如上图所示,左为一测米轮,右为切刀,侧米轮后带一2000线的编码器,,2,电气控制原理上图所示为电气控制原理,图中分为送料单元和剪切单元,送料单元通过20PM上的DA卡,给变频器一0--10v的信号控制送料速度,剪切单元由20PM,根据HMI设定的长度,以及编码器反馈的物料的速度和位置,控制剪切伺服动作,对肥皂进行定长裁切。
台达20PM在8-12轴继电器线圈线机中的应用

台达20PM在8-12轴继电器线圈绕线机中的应用【摘要】介绍台达DVP-20PM00M运动控制器电子凸轮(CAM)功能,螺旋插补指令运用,总结绕制继电器线圈的几个特殊步骤及难点,以及相关工艺要求及相关控制程式概要。
【關鍵字】20PM运动控制器,电子凸轮,CAM Table,螺旋插补,继电器线圈,缠脚功能【前言】本文介绍的绕线机系统,是绕线系统中的一种,绕线机的市场庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机,无骨架绕线机,有骨架绕线机等。
本文主要介绍的是利用中达PLC 20PM电子凸轮功能,数控功能为核心构建出的控制:继电器线圈绕线机,【正文】一、设备一般结构图2如上图示意,该绕线机构主要控制四个轴,主轴是旋转轴,由20PMOOM的扩展定位模块01PU给伺服驱动器发一200K的脉冲,通过机械结构带动12个旋转轴旋转运动,同时,把这个命令信号接到20PM00M的脉冲输入端,作为X轴的主轴信号,X轴为排线轴,是从轴。
X轴控制伺服驱动器跟随主轴做来回排线动作,也是通过机械结构使12个旋转轴整体前后来回排,用的是电子凸轮功能。
排线完毕,需要进行一些其他气缸动作,这里就不做赘述,关键的一点是还要进行一个缠脚动作,这是所有继电器线圈绕制都需要的工作,需要用到,XYZ螺旋插补功能。
X轴是控制机座整体由人对机器方向前后方向,Y轴运行方向,是人对机器方向左右方向,Z轴为上下方向。
下面重点介绍两个主要功能的实现方法,一是绕排线功能,也即是电子凸轮功能二是缠脚功能,也即是三轴螺旋插补功能。
完成这两个主要功能,也就实现了整个继电器线圈的绕制。
二绕排线控制及20PM运动控制器电子凸轮功能应用介绍如上图所示,这是任何绕线机都相同的动作,绕线转轴不停旋转达到设定匝数停止,往复运动轴通过线径,盘宽的设置,按照生成的电子凸轮曲线,来回运动。
生成的电子图形如下图生成来回排线凸轮曲线的方法是通过指令写入CAM表下图为根据工艺计算出上图几个主从轴数据,总共为三个点,三个主轴数据对应三个从轴数据转化为实数放到对应的D4200开始的数据区然后写入CAM0表里,M496闭合为写表指令,M407指令为刷新指令,功能以上是一般绕线机的通用功能,但是对于继电器线圈绕制有个特殊的要求,即后续为了缠脚方便,必须保证在总匝数不变的情况下,最后从轴位置一定要停在起始边或对边。
20PM运动控制器电子凸轮功能在高速绕线机的应用

台达20PM运动控制器电子凸轮功能在高速绕线机的应用摘要:介绍台达DVP-20PM00D运动控制器电子凸轮(CAM)功能,阐述高速绕线机工作原理、工艺要求及相关控制程式概要。
关键词:运动控制器,电子凸轮,伺服控制,绕制主轴,排线从轴,CAM Table,高速脉冲。
一、前言本文介绍的是全自动无骨架系列高速绕线机,可以绕制不同规格的空心线圈,如:传动线圈,扬声器线圈,天线线圈以及各种无骨架通用线圈。
设备具有性能可靠,高速高效率,自动化程度高,适合于线圈的大批量生产。
绕制各种线圈如下图:一般普通绕线机采用内置脉冲功能的小型PLC,通过绕线轴编码器速度输出到PLC内置高速输入点,将绕线轴与排线轴的速比进行简单速度同步,这种方法受PLC运算影响,同步精度差,计算量大,CPU处理时间较长,因此会出现绕线不均匀,堆积,塌陷等问题,严重影响绕线成品的质量,举例来说,PLC对绕线轴编码器作高速计数,当到达计数值时利用中断方式控制排线轴电机反向绕制,但受CPU运算处理时间的影响会出现滞后产生误差,在低速的情况下尚可基本达到绕制要求,但是对于高速绕制多层线圈时就会出现线圈端面不齐整,成品品质下降。
台达DVP-20PM00D是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU 处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等,在高速绕线机中正是利用了20PM运动控制器的电子凸轮功能很好的解决了上述绕线在换向时出现的绕制不均匀、堆积、不平整等问题。
运动控制器DVP-20PM00D二、高速绕线机机构和规格1、设备结构高速绕线机共包含九部分机构,分述如下:(1)机架机架由角钢框架及不锈钢台面组成,并设置脚轮便于移动,当设备到位后可将支脚调低作为稳定支撑。
(2)张力机构安装于进线部分,作为绕线张力调节,保证线圈绕制时维持张力恒定,张力调节器具有调节旋钮可针对不同需求进行张力调节设定,调整完毕后,张力调节器自动控制绕线张力。
台达运动控制型PLC应用技术资料

台达运动控制型PLC应用技术1 引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到运动控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC 灵活方便。
台达DVP20PM系列PLC高速定位、双轴线性及圆弧插补多功能可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴插补的高速定位需求。
2 台达运动控制型PLC硬件结构DVP20PM是台达运动控制型PLC。
DVP20PM通过前后两个扩展口既可作为PLC主机执行也可作为EH2型主机的扩展模块使用,具有X0-X7、Y0-Y7数字量输入输出各八点,并配置了手摇轮、零点信号、原点信号、极限信号、启动、停止等各种信号接口满足应用需求。
DVP20PM主机包含64K超大程序容量内存(Flash),可支持100段运动程序,脉冲输出最高可达500KHz,并具备电子原点返回模式,支持PLC顺序语言及定位语言(G 码与M码),下面先由硬件部分简单介绍20PM 组成。
2.1 电源DVP20PM电源规格参见表1。
表1 电源规格2.2 I/O点规格参见图1,DVP20PM提供的数字量输入输出点规格与台达通用PLC规格基本相同,输入点支持SINK(漏极)和SOURCE(源极)两种方式,输出点也有继电器输出和晶体管输出可选。
图1需要提到的是其在运动控制中的特殊输入输出点,简述如下:START0、START1:启动输入STOP0、STOP1:停止输入LSP0/LSN0、LSP1/LSN1:右极限输入/左极限输入A0+、A0-、A1+、A1-:手摇轮A相脉波输入+,-(差动信号输入)B0+、B0-、B1+、B1-:手摇轮B相脉波输入+,-(差动信号输入)PG0+、PG0-、PG1+、PG1-:零点讯号输入+,- (差动信号输入)DOG0、DOG1:原点回归的近点信号输入或多段运动的启动信号CLR0+、CLR0-、CLR1+、CLR1-:清除信号(Servo驱动器内部偏差计数器清除信号)FP0+、FP0-、FP1+、FP1-:脉冲输出端口RP0+、RP0-、RP1+、RP1-:脉冲输出端口</P(注:0表示第一轴,1表示第二轴,如START0表示启动第一轴,START1表示启动第二轴,其他信号依次类推)从端子分布可以看到,除了常用的极限和启动停止信号外,配置了过零脉冲PG和手摇轮功能输入端,手摇轮是机床应用中常用而必备功能,而利用过零信号在精确控制场合往往会用到,当然更不用说定位控制中都会用到的DOG原点信号。
台达PLC各列的功能说明

台达PLC各列的功能说明台达PLC各系列的功能说明台达PLC主要包括:E系列主机;S系列主机;新增主机PM主机和SV主机。
一,E系列主机包括:EX;ES;EH21,EH2系列:优异的运算功能,内置庞大的程序与资料存储空间,支持超过200个应用指令,新增2轴直线/圆弧插补运动控制功能,并可搭配多样化的高速特殊扩充模块与功能卡,可满足各式各样要求及时反应的应用.1)主机点数:16/20/32/40/48/64/80 2)最大I/O点数:512点3)内存容量:16K Steps 4)运算执行速度:0.24us(基本指令)5)通讯接口:内置RS-232与RS-485,相容MODBUS ASCII/RTU 通讯协议,可扩充第3个通讯端口(弹性扩展功能卡;型号:DVP-F232S和DVP-F485S。
6)资料存储器:10,000字节7)档案存储器: 10,000字节该系列应用:1):200khz高速计数器和内置独立200khz脉冲输出功能(提供伺服定位指令)。
PLC机型:DVP20EH00T和DVP32EH00T;DVP40EH00R2/T2 20/32点主机支持2点200khz(Y0,Y2);40点主机支持2组AB相200khz脉冲输出(Y0,Y1)(Y2,Y3)和2点200khz脉冲输出(Y4,Y6)。
2):可连接8台模拟,温度,定位,计数器等扩展模块PID,PLC Easy Link(32站),有187条应用指令。
3):该系列支持数字,模拟,通讯,内存功能卡与资料设定器等功能。
4):内置4组硬件高速计数器,1):1相1:组数(6)频宽(10Khz)(一般型)2):1相1:组数(2/2)频宽(200khz/20Khz)3):1相2:组数(2/2)频宽(200khz/20Khz)4):2相2:组数(2/2)频宽(200khz/20Khz)5):优异的运算能力:CPU+ASIC双处理器,支持浮点运算。
6):直线/圆弧补间运动功能支持最新开发的直线/圆弧插补运动控制指令,搭配高速脉冲输出功能,可以轻易达到两轴同时动作的控制要求。
台达20PM追剪应用总结A

台达20PM追剪应用总结作者:(PLC产品处余强)【摘要】介绍台达DVP-20PM00D运动控制器电子凸轮(CAM)功能,总结追剪曲线的生成几种方法,阐述通用高速追剪工作原理,以及相关工艺要求及相关控制程式概要。
以使读者根据文章即可实现不同追剪系统的控制【關鍵字】运动控制器,电子凸轮,CAM Table,追剪【前言】本文介绍的追剪系统,是同步式剪切系统中的一种,其他还有飞剪,旋切。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
下文介绍的主要是台达20PM运动控制器电子凸轮功能在高速追剪系统的应用总结。
【正文】一、设备一般结构图2如上两个图示意,通用追剪机构一般包含以下部分机构,分述如下:(1)执行机构在裁切系统,执行机构是切刀,切刀是由液压推进,主要由一个进刀电磁阀和一退刀电磁阀控制切刀的上下。
在饮料罐装系统执行机构为填充装置。
(2)測量機構安装于出來部分,如圖所示,同軸聯接一2500線的A/B相的差分編碼器,測量进料的速度,及長度。
是电子凸轮运动中的主轴。
(3)追踪机构主要由台达伺服传动机构组成(功率大的可选VE系列变频器),由20PM00D的X轴输出控制,是电子凸轮运动中的从轴。
(4)进料傳動进料傳動是由变频电机、传动机构组成。
二追剪控制及20PM运动控制器电子凸轮功能应用介绍1、追剪曲线构成(1) 追速状态(Ramp up to Tracking ):送料持续进行,20PM 运动控制器在 侦测输入材料之长度及当时送料速度的同时,并指挥伺服电机依照S 曲线 加速至与进料速度同步;在进入同步速度的瞬间,锯/切台与材料的动态 相对位置已经整定完成。
接着便进入同步状态。
(2)同步状态(Syncronized Zone ): 一旦进入同步状态,20PM 运动控制器立刻送出同步信号(CLEAR)给执行控制机构,要求执行切断或罐装动作。
数控机床的六种运行方式和功能
数控机床的六种运行方式和功能1. 介绍数控机床是一种自动化机械设备,通过计算机控制实现工件的加工。
它具有高精度、高效率、高稳定性等特点,在现代制造业中广泛应用。
数控机床的运行方式和功能多种多样,下面将介绍其中的六种常见方式和对应功能。
2. 手动操作模式手动操作模式是最基本的运行方式,操作人员通过按动按钮或旋转手柄控制机床的运动,完成加工过程。
该模式适用于简单的工件加工和调试,具有操作简单、直观的优点。
手动操作模式的功能包括: - 单个轴的手动控制 - 单个轴的回零操作 - 手动操纵工具进行砂轮修整和夹具调整等3. 单步操作模式单步操作模式是在手动操作的基础上进行改进的一种方式,可实现数控机床的精确定位。
操作人员可以通过按动按钮使机床以单步的方式进行运动,从而精确地控制加工过程。
单步操作模式的功能包括: - 单个轴的单步运动 - 多个轴的同时单步运动 - 通过测量工具对加工结果进行检查和调整4. 单段操作模式单段操作模式是在手动操作和单步操作的基础上进行改进的一种方式,可实现数控机床的自动连续运动。
操作人员只需要设置好运动参数和加工路径,机床就能自动进行加工过程。
单段操作模式的功能包括: - 自动连续运动实现加工过程 - 轴的速度和加速度的设定 - 运动路径的设定和修改5. MDI操作模式MDI操作模式(Manual Data Input)是一种通过手动输入代码来控制数控机床的方式。
操作人员可以通过键盘或其他输入设备向机床输入加工指令,实现加工过程的自动化。
MDI操作模式的功能包括: - 通过输入代码来实现加工过程的自动化 - 对输入的代码进行编辑和校验 - 运动参数的设定和修改6. 自动操作模式自动操作模式是最高级的运行方式,机床可以完全依靠计算机控制进行加工。
操作人员只需要设置好加工参数和路径,机床就能自动进行连续加工,无需人工干预。
自动操作模式的功能包括: - 自动连续运动实现加工过程 - 加工程序的编写和存储 - 自动刀具更换和加工过程检测7. 总结数控机床的六种运行方式和功能涵盖了从手动操作到全自动操作的各种形式。
台达20PM运动控制器钻铣床床的应用
台达20PM在数控钻铣床中的应用摘要:重点介绍台达DVP-20PM00D运动控制器数控功能,简单描述钻铣床工作原理、工艺要求及相关控制程式概要。
关键词:钻铣床、原点复归、手摇轮MPG输入,运动子程序一、前言随着机械行业的技术进步和市场的不断发展,用户需要更高的加工精度和工作效率,普通机床已经远远不能满足用户的要求,数控机床在市场中所占的比重越来越大,但数控系统高昂的价格是目前制约其普及的重要因素。
本客户是河南某机床厂,过去系统全是西门子的数控系统,价格昂贵,通过用台达运动控制型PLC 20PM控制方案完全替代了上述系统,非常方便的实现了定位控制、原点复归、手摇轮MPG输入,直线插补,圆弧插补等多种功能,不仅满足数控设备的功能要求,而且响应速度快,定位精确,价格合理,完全达到客户要求。
在钻铣行业具有推广价值,值得借鉴。
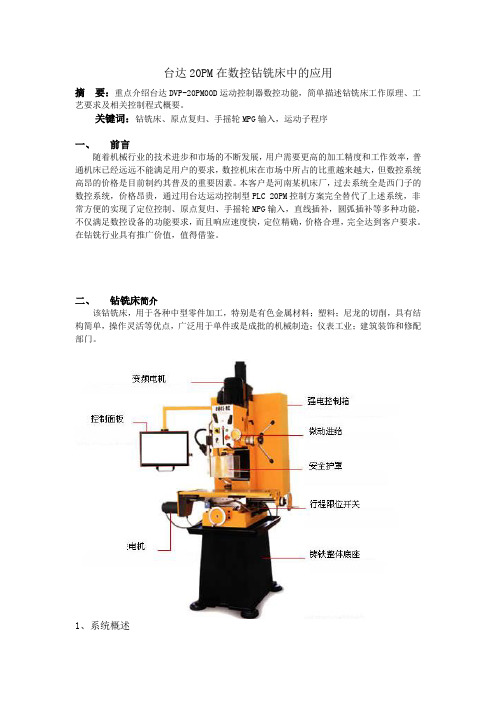
二、钻铣床简介该钻铣床,用于各种中型零件加工,特别是有色金属材料;塑料;尼龙的切削,具有结构简单,操作灵活等优点,广泛用于单件或是成批的机械制造;仪表工业;建筑装饰和修配部门。
1、系统概述系统配置如下图,包含电气控制箱、触摸屏操作盒。
采用DVP-20PM00D运动控制器作为控制核心,触摸屏作为人机交换,伺服电机作为执行机构,实现X轴Y,Z轴的精确控制,三轴均为台达全数字交流伺服系统,各轴伺服电机通过连轴器带动滚珠丝杠,以移动配有直线导轨的工作台和主轴铣头,其定位准确,速度快。
主轴铣头由变频器控制,根据刀具及工件和进给量,来设置主轴合理的转速,并在程序中设定它的启动停止。
各轴均设二端极限传感器和原点传感器,冷却和润滑也都有异常检测,在报警灯和人机界面处显示报警信息。
为便于调试和检修,各项操作均设手动功能,如手动各轴快慢移动、主轴高低速旋转、切削液及润滑开关等。
2 硬件配置如上图所示,控制核心为台达DVP-20PM PLC.它是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等,在本系統控制是利用了20PM运动控制器的手搖輪功能,正反向點動功能,运动子程序功能以及逻辑处理功能。
台达PLC在数控平面焊堵机上的应用

台达PLC在数控平面焊堵机上的应用济南中兆自动化设备有限公司王伦【摘要】文章主要介绍台达产品20PM数控焊堵机上的应用技术。
焊堵机主要应用在暖气片领域。
可以满足客户多产品使用的需求。
数控焊堵机采用数控技术研制而成,适用于圆形、椭圆形、方形、D 形等各种异形管材两端平面堵头的封焊,焊接时,根据型材的实际形状,焊机现场采样并记忆,自动确定焊枪的焊接轨迹,焊缝与实际缝配合一致,不存在焊接错位的现象。
1,设备构成2,控制原理根据型材的实际形状,焊机现场采样并记忆,当运行的时候,触摸屏将坐标信息传给PLC,PLC控制X轴电机,Y轴电机以直线插补的方式跑完轨迹。
备注:(1)插补:插补是组成轨迹直线段或者曲线段起点和终点之间,按一定算法进行数据点密化工作,以确定一些中间点,为轨迹控制每一步提供逼近目标。
逐点比较法是以四个象限区域判别为特征,每走一步都要将加工点瞬时坐标与相应给定图形上点相比较,判别一下偏差,然后决定下一步走向。
加工点走到图形外去了,那么下一步就要向图形里面走。
加工点已经在图形里面,则下一步就要向图形外面走,以缩小偏差,这样就能达到一个接近给定图形轨迹,其最大偏差不超过一个脉冲当量。
(2)直线插补。
这个概念一般是用计算机图形显示。
一个零件轮廓往往是多种多样,有直线有圆弧也有可能是任意曲线,样条线等。
数控刀具往往不是以曲线实际轮廓去走刀,近似以若干条小直线去走刀,走刀方向一般是X和Y方向。
插补方式有:直线插补,圆弧插补,抛物线插补,样条曲线插补等等。
所谓直线插补就是只能用于实际轮廓是直线插补方式。
首先,实际轮廓起始点处沿X轴方向走一小段(一个脉冲当量),发现终点位于实际轮廓下方,则下一直线段沿着Y方向走一小段,此时发现线段终点还位于实际轮廓下方,则继续沿Y 方向走一小段,直到位于实际轮廓上方以后,再向X方向走一小段,依次循环类推,直到到达轮廓终点为止。
这样,实际轮廓就由一段段折现拼接而成。
由于我们每一段走刀线段都非常小(精度允许范围内),那么此段折线和实际轮廓可以近似看成相同曲线,这即直线插补。
【专业文档】数控功能介绍.doc

数控功能介绍1、控制轨迹数(Controlled Path)CNC控制的进给伺服轴(进给)的组数。
加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。
2、控制轴数(Controlled Axes)CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)每一轨迹同时插补的进给伺服轴数。
4、PMC控制轴(Axis control by PMC)由PMC(可编程机床控制器)控制的进给伺服轴。
控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。
5、Cf轴控制(Cf Axis Control)(T系列)车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。
该轴与其它进给轴联动进行插补,加工任意曲线。
6、Cs轮廓控制(Cs contouring control)(T系列)车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。
主轴的位置(角度)由装于主轴(不是主轴电动机)上的高分辨率编码器检测,此时主轴是作为进给伺服轴工作,运动速度为:度/分,并可与其它进给轴一起插补,加工出轮廓曲线。
7、回转轴控制(Rotary axis control)将进给轴设定为回转轴作角度位置控制。
回转一周的角度,可用参数设为任意值。
FANUC系统通常只是基本轴以外的进给轴才能设为回转轴。
8、控制轴脱开(Controlled Axis Detach)指定某一进给伺服轴脱离CNC的控制而无系统报警。
通常用于转台控制,机床不用转台时执行该功能将转台电动机的插头拔下,卸掉转台。
9、伺服关断(Servo Off)用PMC信号将进给伺服轴的电源关断,使其脱离CNC的控制用手可以自由移动,但是CNC仍然实时地监视该轴的实际位置。
该功能可用于在CNC机床上用机械手轮控制工作台的移动,或工作台、转台被机械夹紧时以避免进给电动机发生过流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台达20PM数控功能的应用摘要:本文简述台达DVP20PM运动控制型PLC的数控功能,及结合HMI在数控应用中的方法及特点。
具体包括主要四种输入G码的方法关键词:PLC 运动控制逻辑控制数控系统G码1 引言随着自动化设备对控制的高精度、高响应性需求的不断增加,自动化控制技术不断提高,精确的高速定位控制得到广泛应用,PLC这一工业控制产品也从早期的逻辑控制领域不断扩展到数控控制领域,实现了以往PLC无法完成的运动控制功能。
在运动控制中大多数采用我们熟悉的数控系统或者是计算机运动板卡来完成,虽然作为专门的产品能够实现复杂的运动轨迹控制,但同时要完成一些逻辑动作的控制就不如PLC 灵活方便。
台达DVP20PM系列PLC是具有高速定位、双轴或叁轴线性及圆弧插补多功能的可编程控制器,结合了PLC逻辑动作控制和数控系统运动控制的各自优点,在功能上满足双轴或三轴插补的高速定位需求。
2 数控功能应用介绍。
目前,在我们用DVP20DPM做过的数控案例中主要有液晶切片机,双轴立车,焊接轨迹控制,点胶轨迹控制,龙门数控钻床等等。
在这些应用中,都用到了数控系统的G 码和M码指令。
目前20PM包括两款产品分别为20PM00D,与20PM00M.20PM00D支持的G 代码功能如下:G0 高速定位;G1 双轴联动直线插补;G2 顺时针圆弧插补(设定圆心位置);G3 逆时针圆弧插补(设定圆心位置);G2 顺时针圆弧插补(设定半径长度);G3 逆时针圆弧插补(设定半径长度);G4 停顿时间;G90 设定绝对坐标系统;G91 设定相对坐标系统。
对于第三轴(Z轴)处理方式如下:20PM00D只规划2轴,当G0中指定了Z轴时,此G0指令中Z轴将被拆解独立出来。
例: G0XP1YP2ZP3 G0ZP3G0XP1YP2G0ZP3执行时20PM将自动呼叫P255并以D0传递P3,使用者可于P255中处理Z轴动作。
20PM00M是完全3轴的运动控制器,20PM00M支持的G 代码功能如下:G0 高速定位;G1 三轴联动直线插补;G2 顺时针螺旋插补(设定圆心位置);G3 逆时针螺旋插补(设定圆心位置);G2 顺时针螺旋插补(设定半径长度);G3 逆时针螺旋插补(设定半径长度);G4 停顿时间;G90 设定绝对坐标系统;G91 设定相对坐标系统。
G17 定义坐标系XY G18定义坐标系YZ G19定义坐标系ZX,由于篇幅所限仅以G17 定义坐标系XY,做螺旋插补说明20PM00D 与20PM00M 的相似与区别,兰字部分为20PM00M 独有。
X 軸Y 軸現在位置目標位置Z 軸X 軸Y 軸Z 軸G19G18G17G17G2 X Y Z RG17 G3 X Y Z R X 軸Y 軸Z 軸Z=0目標點( x,y,z)起始點X 軸Y 軸Z 軸目標點起始點圓心圓心起始點目標點( x,y)圓心圓心目標點( x,y)( x,y,z)Z=0起始點Z=0Z=0R()半徑R()半徑R()半徑R()半徑CCW()逆時針運轉CW()順時針運轉平面選擇G01/ LIN螺旋補間在G17模式(XY 平面)下,假如Z 軸無變化量(Z=0),螺旋補間運作同XY 軸兩軸圓弧補間。
半徑指定3 台达20pm PLC软件结构3.1 DVP20PM程序结构由于20PM主机结合了PLC顺序逻辑控制及双轴插补定位控制的功能,因此在程序架构上主要分为O100主程序、Ox运动子程序及Pn子程序等三大类,结合了基本指令、应用指令、运动指令及G Code指令,使程序设计更多元化,结构更清晰;程序采用PMSOFT软件进行编辑,参见图4。
图4 程序设计界面(1)主程序。
主程序以O100作为起始标记,M102作为结束标记,是PLC顺序控制程序,主要为控制主机动作执行,在O100主程序区域中,可以使用基本指令及应用指令,或在程序中启动Ox0~Ox99运动子程序及调用Pn子程序。
主要提供主控制程序的建立,以及运动子程序的设定及启动控制。
(2)运动子程序。
Ox0~Ox99运动子程序为运动控制程序,主要为控制20PM系列主机进行X-Y轴双轴运动之子程序,于Ox0~Ox99运动子程序区段中,有支持基本指令、应用指令、运动指令及G码指令,并在程序中可规划呼叫Pn指针子程序,通过PLC提供的内部特D特M进行子程序的控制。
主要提供运动子程序的建立,以及运动子程序的运动控制,在架构上可算是20PM的运动指令及G码指令规划区域。
(3)子程序。
这里所说的子程序是指以Pn开头的一般用子程序,主要是被O100主程序及Ox运动子程序调用的子程序。
如在O100主程序调用Pn指针,则Pn指针子程序支持基本指令及应用指令;若在Ox0 ~ Ox99运动子程序中调用Pn指针时,则Pn指针子程序区段可支持基本指令、应用指令、运动指令及G码指令。
3.2PMSOFT软件介绍与台达PLC的WPLSoft软件相似,DVP20PM的编程软件PMSOFT按照IEC61131标准设计,具有梯形图和语句表两种编程方式,且具有G码汇入、错误提示、区段注释、装置注释、标尺、完善的监控窗口、运动指令追踪等便利工具提供给用户,特别值得一提的是该软件具有运动轨迹仿真功能,当您编辑好程序后可利用此功能对加工轨迹进行模拟演示,参见图5。
为方便切换阶梯窗口,只要点选系统信息列中的树枝状对应的程序编号,自动切换对应的程序编辑窗口,在PMSoft编辑环境中同时只能有一个阶梯图窗口,这是为了在庞大复杂程序中找寻程序方便,同时将主程序、运动子程序、一般子程序这三种程序模块化处理,O100主程序只有一个编辑窗口,Oxn运动程序有100个编辑窗口,Pm子程序有256个编辑窗口,总共有357个窗口,每个窗口未编辑都有10 network。
程序编辑由网络区段组成,每个网络区段是由输入与输出编辑区域所组成,在编辑过程中,自动产生逻辑结构正确的阶梯图,使用者无须再做额外补线的动作,网络区段编辑并具有错误提示功能。
图5 梯形图编程界面4 运动控制编程4.1 输入运动指令的方法对于比较复杂的三维图形,并且图形或零件不断要变的,可通过类似数控系统的方法,将复杂轨迹通过AUTOCAD等软件生成图形,再经过CAM软件转换为G代码,如果用户需要的机械加工动作固定,就可以把每个固定的工件动作放在一个OX运动子程序里,通过O100,调用不同的运动子程序,达到加工不同工件的目的。
如果用户需要经常改变加工零件或运动軌跡,实现方法目前主有以下幾種方法:1通過編程軟件導入G碼2通過專用軟件導入3通過用配方的方法,通過配方又有兩種方法一是通過點膠機案例使用的方法二是直接HMI用G碼4通過u盤導入PM G碼5,通過點動用示教方式用間接尋址找到一系列點走軌跡。
或者通过公式走轨迹。
后续,台达开发出手持编程器可通过用手持编程器编程输入任意加工途径及轨迹4.2 实现不同加工零件或轨迹的具体方法一通過編程軟件導入G碼通过台达PMGDL专用下载G码软件导入G码三通過用配方的方法,通過配方又有兩種方法(一)是通過點膠機案例使用的方法,因点胶机案例文章已介绍,不在赘述,有兴趣的查看相关文档(二)是直接在HMI用G碼1首先通过NC2HMI,把G码的NC文件转化为Csv文件通过HMI导入CSV文件到配方3 HMI运行时,导入不同配方对应不同NC文件,也可直接编辑G码4实现不同轨迹及零件四通过HMI用U盘下载加工文件方法,因为这是最适用的所以重点详细介绍1安裝Screen Editor 2.00.12版本2安裝Patch_DOPB_0729093此通訊埠以RS232(PLC COM1, HMI COM1)為例。
4由於G-Code下載功能使用RTU通訊模式,所以必須先設定20PM通訊模式。
4.1啟動PMSoft4.2輸入下列指令將20PM COM1設定為(Modbus RTU, 9600, 8, N, 1), 8N1不可變, 可使用115200注意:RTU模式時,通訊參數中的資料長度必須設定為8,不可使用7,同位元檢查及停止位元則無限制4.3下載程式至20PM後,請重新上電。
5此G-code下載的HMI韌體是將G-code下載功能固定放置在第65535頁,所以HMI專案必須使用命令區來作畫面切換,方可進入G-code下載頁面。
5.1啟動Screen Editor5.2進入”選項”>>”設定模組參數”>>”控制命令”,設定參數如下圖:5.3進入”選項”>>”設定模組參數”>>”通訊”,設定參數如下圖:控制器:Delta PM RTU通訊埠:COM 1通訊介面:RS232資料位元:8停止位元:1鮑率:9600同位元:None5.4於畫面上製作一個數值輸入元件,寫入位址為$05.5編譯程式後下載至人機。
5.6選擇”工具”>>”更新韌體”,進行韌體更新5.7選擇”工具”>>”取得目前韌體序號”,確認人機韌體版本更改為2.01216編輯並複製所需要G-Code至USB隨身碟根目錄下7於人機畫面上數值輸入元件輸入655358 進入G-Code 下載頁面,各部份功能如下:1檔案選取視窗: 可在此視窗內選擇欲下載的G-Code 檔案 2G-Code 預覽視窗: 可預覽選取的G-Code 檔案內容 3站號設定: 設定傳輸20PM 站號 4下載進度: 顯示G-Code 下載進度 5Download : 按下此按鈕執行下載動作 6 Back :65 43 21按下此按鈕回上一頁Ps. Gcode下載功能,存在以下現象:下載后,發現PM中的O100-M102 的主程序不見了。
只剩下Gcode. 因此下載時需要將O100下載到PEP保護區塊中, 請參考” PEP使用說明.ppt”五通過點動用示教方式用間接尋址找到一系列點走軌跡。
或者通过HMI用宏指令按公式找到一系列點走轨迹,关于具体用法请考弯管机文档。
5 结束语DVP20PM00D产品是一款同时具有逻辑控制和位置控制的功能强大的PLC,可以灵活、高速、精确的完成平面两轴及三轴运动控制,可以广泛应用于木工机械、焊接机械、切割设备以及半导体加工设备等等。
我们有理由相信其出色的控制功能具有良好的发展前景。
PLC 产品开发处余强。