第一节 卷绕成形分析 机织学教学课件
纺织基础学行业新手入门级教程PPT课件
天然丝与绢丝交织物中,天然线为经纱;
第
天然丝与人造丝交织物中,则天然丝为经纱。
四
章
由于织物用途极广,品种也很多,对织物原料和组织结构的要求
也是多种多样,因此在判断时,还要根据织品的具体情况来定。
13、看织物成分
第五章:怎样识别织物 织物的手感是人们用来鉴别织物的品质质量的一项重要内容。
具体地说,用手触摸织物的感觉在心理上的反应,由于织物的品种不同, 质量高低也各有差异,织物的手感效果,也就有较大区别。
第
三 缺点:湿牢度差、弹性差、易皱、耐酸耐碱性差
章
适用:直接还原偶氮、碱性媒介、硫化、活性染料
4、黏胶纤维
第三节:常见纺织纤维的纺织性能
5、涤纶 优点:挺、爽、保型性能好、耐磨、尺寸稳定、易洗快干 缺点:吸水性低、易起静电、染色性能差
第
三 适用:直接还原偶氮、碱性媒介、硫化、活性染料
章
5、涤纶
第三节:常见纺织纤维的纺织性能
且具有较好的化学稳定性。
棉花、毛、丝、麻等都是理想的纺织纤维。
第 三 章
1、纺织纤维的特点
第二节:纺织纤维分类 1、天然纤维:包括植物纤维、动物纤维、矿物纤维。
植物纤维:如:棉花、麻、果实纤维
第
三 动物纤维:如:羊毛、兔毛、蚕丝
章
矿物纤维:如:石棉
1、天然纤维
第二节:纺织纤维分类 2、化学纤维:再生纤维、无机纤维和合成纤维。
第五节:按印染加工方法分 4、印花布:经过印花工艺使织物表面有花纹图案的织物
第 一 章
4、印花布
第五节:按印染加工方法分 5、色织布:经纬纱用不同颜色织成的织物。
第 一 章
5、色织布
第五节:按印染加工方法分 6、色纺布:先将部分毛条或纱纤维染色,再将染过色的毛条或纤维和本色
机织学课件

机织学课件第一章织造工艺流程第一节织物的形成1。
织物的形成织物是由纱线或纤维制成的产品,主要包括机织物、针织物和无纺布是一种由两组相互垂直的纱线(线)在织布机上编织而成的织物,简称织物。
沿织物长度方向排列的199纱线称为经纱沿织物宽度排列的纱线称为纬纱。
[面料鉴赏]//1-1▲面料成型过程中的五大动作(薄膜)(1)开口:根据经纬交织规律,将经纱分为上下两片,形成梭口开口动作;2引纬:引纬运动将纬纱引入梭口;(3)打纬:将引入梭口的纬纱推向织造梭口的打纬运动;(4)卷取:卷取运动,使织物远离织物成形区;5送经:让经纱离开织造轴进入工作区的送经运动织物形成示意图(如图1-1)(动画)//1-22,织机工作图图1-2显示织机主要机构的运动,这些运动在锭子旋转一周内依次完成。
各动作之间应建立严格的时间协调关系,合理的协调是保证织机正常运转的必要条件由于织机主要机构的运动由主轴驱动因此,各机构的动作时间往往用主轴的旋转角度来表示,即形成织机的工作圆图,用来分析和调整织机各运动之间的相互关系,从而达到协调各机构运动的目的。
//1-33,织机生产率织机生产率,以下指标常用来衡量:(1)理论产量:PL=6N/PW m/ set h (2)实际产量:p real =P Li η m/ set h (3)引纬率:L = N×B m/min//n卷绕:将小容量的筒纱卷绕成适当密度和良好成形能力的筒纱,同时去除纱上的缺陷和杂质2、整经:根据工艺设计要求,将一定数量的筒纱按照规定的长度、排列顺序、宽度等均匀平行地缠绕在经轴或织轴上。
用于定尺寸或穿线过程。
3.浆纱:浆纱工序的任务是在浆纱机上进行经纱上浆,并根据整个织物所需的经纱总数,将几根经轴的经纱组合起来,并将上浆后的经纱卷绕到织造轴上其目的是使纱线毛羽附着,提高纱线的强度和耐磨性,尽可能保持纱线的弹性伸长,提高经纱的织造性能4.织造经纱和纬纱准备:根据织物工艺设计的要求,织造轴上的所有经纱按一定的规则穿入停经片、综眼和筘齿,以便在织造过程中形成梭口,织造所需织物,并在经纱断头时及时停经,不会造成织造缺陷。
第一节 卷绕成形分析 机织学教学课件

筒子内纱线张力的变化 (-cont)
Distribution of yarn tension within the package • 接近筒管的少量纱层里,在筒管的支撑下,不发生压缩变形,
纱线维持较大的张力
The yarn tension of those yarns near the core remains at a certain level due to the support from the bobbin.
第一章 络筒 winding
第一节 卷绕成形分析 一、筒子的卷绕形式 二、卷绕原理 1、卷绕的基本曲线 2、纱线卷绕规律 1)圆柱形筒子
第一章 络筒 winding
二、卷绕原理 2、纱线卷绕规律
2)圆锥形筒子 (cone packages) a)摩擦传动 (friction drive) 传动半径:
四、纱圈的重叠和防叠 Ribboning or Patterning
精密卷绕络筒机的防叠措施 Ribboning Breaking
Mechanisms 卷绕比i(常数)= 筒管转速/导纱器往复频率 卷绕比的小数部分确定了纱圈位移角,该小数a称为防叠小数。
因此,卷绕的防叠效果取决于该小数的选择。
a为0.4、0.6左右时,纱圈转折点在筒子端面大致均匀分布。
圆锥形筒子的卷绕特征(摩擦传动)(5)
winding characteristics of cone packages (friction drive)
纱圈位移角 angular displacement
n-导纱一个往复时筒子的 回转圈数
n’-n 的整数部分
随着 d筒 的增加, 在 0-2 间变化
凸起纱圈易产生轴向运动 脱圈、乱纱 Slough off may occur when ribboning is close to package edge .
机织学

绪论纺织发展史织物的作用:御寒、避体、舒适、美观、功能化原始织物的作用首先是御寒。
最早是披上兽皮和树叶,然后发展到利用植物的表皮编结成网,进而又将撕扯细了的葛、麻等韧皮纤维,用手搓、捻后编织成衣物,逐步有了服装的概念。
各种纤维利用的先后情况:葛纤维——麻——蚕丝——毛——棉纺纱发展:纺槌——手摇纺车——脚踏纺车——现代纺纱机织造发展:原始织机——斜织机——脚踏织机——现代织机东方:手工纺织技术走在世界前列西方:机械纺织技术兴起——织机:手织机——力织机——自动织机织机的发展带来准备技术的飞速发展:整经——过糊——现代准备现代中国纺织工业的发展布局向原料基地集中设备的更新改造在不断进行原料生产迅速发展目前国内外纺织发展水平设备:高速、高效、高质量、自动化产品:多品种、小批量、功能化目前纺织工业的主要问题及其发展方向主要问题:工艺流程长工艺极其复杂,且不尽合理设备效率不高劳动强度大、劳动力密集发展方向:缩短工艺流程:针织物,非织造布提高机械化、自动化水平提高工艺水平纺织工业在我国国民经济中的地位及我们的任务地位:在我国国民经济中曾处于支柱地位,目前仍处于重要地位任务:三高:产量高、质量高、劳动生产率高二低:劳动强度低、生产成本低五化:设备高效化、自动化、操作运输机械化、生产文明化、职工素质高水平化课程基本任务讨论各种纱线原料的加工理论、机织物的成形理论,加工设备的工作原理、典型机构的设计原理等。
涉及的其他学科和专业:纤维材料、机械工艺、化学、电子学等。
织造工艺流程织物:纤维或纱线,或纤维与纱线按照一定规律构成的片状集合体。
按加工原理分类:机织物、针织物、非织造布、其它结构(编织物、针机织联合物等)。
按用途分类:服装用、装饰用、产业用。
按原料组成分类:棉织物、毛织物、麻织物、丝绸织物、纯化纤织物、混纺织物机织物:由经纬两个系统纱线按一定的规律相互垂直交织而成的织物机织工艺流程:机织物针织物针织机织联合织物准备概述机织物由经纬两个系统的纱线构成,需在织机上实现经纬纱的交织,由此必须在上机织造前将经纬纱线准备好,这就是通常所说的织前准备。
机织学-1解析

状况、卷装大小、自动化程度等。
• (二).络筒的质量控制 • 1.络筒去 疵除杂效果和毛羽增加程度 • (用仪器测定) • 2.筒子的外观疵点
• 1、退绕一个层级时纱线张力变化规律:张力波 动幅度小。
• 2、整只管纱退绕时纱线张力的变化规律: • 满管时:张力最小,气圈最多; • 中管时:张力增加,气圈减少; • 管底时(接近空管):张力最大,气圈最少。 • 随着退绕的进行,摩擦纱段逐渐增加。 • 气圈形状影响摩擦纱段长度,控制气圈形状可以
• 四、管纱轴向退绕时均匀纱线张力的措 施
• 1、正确选择导纱距离: 70mm以下或 500mm以上
• 2、使用气圈破裂器
• 五、张力装置和导纱部件引起的纱线 张力
• 目的:适当增加纱线的张力,提高张力均 匀程度,以满足筒子卷绕成形良好、密度 适宜的要求。
• 张力装置和导纱部件加压原理:通过机件 对纱线的摩擦使其张力增加。
大
• 4)纱圈的卷绕角
在非紧密卷绕条件下,对 于等厚度增加的筒子, 同一纱层不同区段上纱 线卷绕密度之比为:
• 即,筒子卷绕密度反比 于卷绕直径和卷绕角正 弦值的乘积。
• 这说明,为保证圆锥形筒子大小端卷绕密 度均匀一致,同一纱层大端的卷绕角应小 于小端。大端外层卷绕密度小于内层即里 紧外松,小端外层密度大于内层密度即里 松外紧。
• 1、摩擦传动卷绕机构:
• 短纤维纱线络筒一般采用摩擦传动卷绕系 统,筒子的回转依靠槽筒的摩擦绕自身轴 线回转,沟槽作导线运动
• 2、锭轴传动卷绕机构:
• 筒子直接靠锭轴回转,单独有导纱器
二、筒子卷绕原理
• 卷绕的基本曲线 --- 螺旋线。 • 名词解释;1.卷绕角 2.交叉角
• m’ = n筒 /m n筒 -- 筒子转速 m’—筒子上每层纱线卷绕圈数 m –导纱器单位时间单向导纱次数
筒子形成及卷绕成型分析
M、A、N三点是互不重合的
自由纱段对筒子成形具有重大影响
第三节 筒子形式及卷绕成形分析
五、自由纱段对筒子成形的影响
由于自由纱段的存在使L 与 ho 间 产 生 差 异 。 筒 子 大小端二侧卷绕角减小 从而卷绕密度增大。
第三节 筒子形式及卷绕成形分析
第三节 筒子形式及卷绕成形分析
六、纱圈的重叠与防叠
2.防止重叠的方法: 周期性地改变槽筒的转速。 采用变频的方法使变频调速 交流电动机的转速发生变化。 利用槽筒本身的特殊结构来防叠。 使沟槽中心线左右扭曲 ; 改设直角槽口等方法 筒子托架周期性作轴向移动或摆动
三、纱线的卷绕原理
圆锥形筒子的卷绕分析: 传动点:由于圆锥筒子大小端直径不同,受槽筒摩擦传动
时,只有一个点的速度与槽筒表面线速度相等。 在B点筒子与槽筒间保持纯滚动关系, 而其它点筒子与槽筒会产生相动滑动
两者传动比i= R/ρ
在B点左侧,R1小 vB >vt 在B点右侧,R2大 vB <vt
第三节 筒子形式及卷绕成形分析
第三节筒子形式及卷绕成形分析圆锥形筒子的卷绕分析三纱线的卷绕原理第三节筒子形式及卷绕成形分析传动半径总是大于筒子的平均半径传动点b逐渐向筒子的平均半径方向移动三纱线的卷绕原理第三节筒子形式及卷绕成形分析影响筒子卷绕密度的因素
第三节 筒子形式及卷绕成形分析
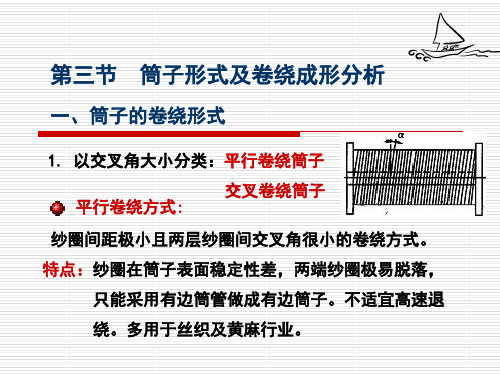
一、筒子的卷绕形式
1. 以交叉角大小分类:平行卷绕筒子
六、纱圈的重叠与防叠
1.发生纱圈重叠的条件: 纱圈重叠现象:后次导纱周期绕上筒子表面的纱圈与前
次导纱周期绕上的纱圈发生重叠。 当筒子卷绕到某些特定的卷绕直径时,在一个或几 个导纱往复周期中,筒子恰好转过整数转,筒子两层纱圈 数为整数。这时,在筒子大端和小端端面上某些纱圈折回 点相互重合,纱圈卷绕轨迹相互重合。
机织原理教学课件PPT络筒

• 每层绕纱圈数m'=n筒/m,(m为单向导纱次数 (次/min))。随着d增大,n筒减小,因此每层绕
纱圈数减小。
• 纱圈的平均节距hp=H/m',(H为筒子高度), 随着d增大,m'减小,因此纱圈的平均节距增加。
圆锥筒子的锭轴传动 特点:n筒和m(单向导纱次数)是常数,所以每层绕 纱圈数m'和纱圈的平均节距h也不变。随着筒子直径 的增加,卷绕线速增加(卷绕角变化、张力不匀), 很少采用。
筒子加压对筒子卷绕密度的影响? • 加压力大,卷绕密度大;反之,则小(若重锤加压 ,随筒子直经增大时,因筒子自身重量不断增加而使 筒子受到的压力也逐渐增大,致使筒子的卷绕密度先 小后大,即内松外紧,也会出现菊花芯现象)。 • 不加压,则密度达不到要求。而且成型不良。 • 建议采用变压力加压方式。
等厚度增加的圆锥形筒子
• 在传动点的左侧,接触线上各点的圆周速度都不 同程度的小于滚筒(即槽筒)的圆周速度,而在传 动点的右侧,接触线上各点的圆周速度都不同程度 的大于滚筒(即槽筒)的圆周速度; • 在传动点的左侧和右侧存在不同程度的摩擦滑移 产生方向不同的摩擦力和摩擦力矩。
传动半径ρ计算
假定整个筒子重量均匀地压在槽筒上的条件下,均
v1
上升角,是设计卷绕机构的主要参数之一。
③ m' nk 筒子上每层纱线卷绕的圈数
m
m:导纱器单位时间单向导纱次数;nk:筒子转速
v1
v2
v v12 v22
v2
v1
tg v2
v1
筒子卷绕基本概念
• 卷绕角α:纱线卷绕到筒子表面某点时,纱线的切
线方向与筒子表面该点圆周速度方向所夹的锐角。 • 交叉角:来回两根纱线之间的夹角。在数值上等于 来回两个卷绕角之和。 • 络纱速度v ?(合成) • 卷绕速度v1 ?(圆周) • 导纱速度v2 ?(横向)
(精品)机织学课件

第一章织造工艺流程第一节织物的形成一、织物的形成织物是由纱线或者纤维制成的产品,主要包括机织物、针织物和非织造布。
由两组相互垂直的纱(线)在织机上交织而成的织物称为机织物,简称织物。
沿织物长度方向排列的纱线称为经纱。
沿织物宽度方向排列的纱线称为纬纱。
[织物欣赏]//1-1▲织物形成过程的五大运动(影片)⑴开口:按照经纬纱交织规律,把经纱分成上下两片,形成梭口的开口运动;⑵引纬:把纬纱引入梭口的引纬运动;⑶打纬:把引入梭口的纬纱推向织口的打纬运动;⑷卷取:把织物引离织物形成区的卷取运动;⑸送经:把经纱从织轴上放出输入工作区的送经运动。
织物形成示意图(如图1-1)(动画)//1-2二、织机工作圆图图1-2为织机各主要机构的运动,都是在主轴回转一周的时间里循序完成的,各运动之间应有严格的时间协调关系,必须合理配合,才能使织机正常运转。
由于织机各主要机构的运动都是主轴传动的。
因此,各机构的作用时间,常以主轴回转角度来表示,即形成织机的工作圆图,并以此来分析和调整织机各运动的相互关系,达到各机构协调运动的目的。
//1-3三、织机的生产效率织机生产率的高低,常用以下几个指标来衡量:⑴理论产量:P L=6N/P W m/台h⑵实际产量:P实=P理η m/台h⑶入纬率: L=N×B m/min//1-4第二节织造的工艺流程工艺流程简图//1-51、络筒:将容量小的管纱卷绕成密度适宜、成形良好的容量大得多的筒子纱,同时清除纱线上的疵点和杂质。
2、整经:根据工艺设计要求,把一定数量的筒子纱,按规定的长度、排列顺序、幅宽等均匀平行地卷绕在经轴或织轴上,供浆纱或穿经工序使用。
3、浆纱:浆纱工序的任务是在浆纱机上进行经纱上浆,并按整幅织物所需的总经纱根数,合并若干个经轴的经纱,把上浆后的经纱卷绕成织轴。
其目的是使纱线毛羽贴伏,提高纱线强力和耐磨性,尽量保持纱线的弹性伸长,改善经纱织造性能。
4、穿结经与纬纱准备:根据织物工艺设计的要求,把织轴上的全部经纱按一定的规律穿入停经片、综丝眼和筘齿,以便织造时形成梭口,织成所需要的织物,并在经纱断头时能及时停车而不致造成织疵。
机织工艺培训课件(PPT 65页)

淀粉浆液粘度随温度、时间变化曲线
几种淀粉浆液的温度-粘度变化曲线
粘附性:分子中有较强的极性基团,对亲水性纤维粘附性
较强。
浸透性:聚合度高,分子量大,浸透性差,需添加分解剂。 成膜性:浆膜比较脆硬,强度大,弹性较差,需加入适量
柔软剂、吸湿剂。
其他:浆易霉变,需加防腐剂。
2、变性淀粉 1)各种变性淀粉的变性方式及变性目的
(三)常见粘着剂的性能
1、天然淀粉 1)淀粉的一般性质
淀粉的成分:淀粉、粗脂肪、蛋白质、灰分、水分、纤维 素等。
分子式为:(C6H10O5)n 聚合度n:200-6000 分子结构中含有:羟基、甙键 按结构又分:直链淀粉、支链淀粉
直链淀粉与支链淀粉的结构及性质比较
2)淀粉在水中的变化 a.吸湿阶段:淀粉吸湿略有膨胀,且是可逆膨胀,粘度
1、柔软剂
作用:增加浆膜的可塑性;提高浆膜表面的平滑性,降低浆 纱的摩擦系数。
品种:浆纱油、浆纱膏、柔软剂101(用于合纤)等。 用量:柔软剂101,1%~2%;
浆纱油脂为淀粉量的2%~8%,合成粘着剂量的2%以内。 原则:高密细支偏高,淀粉浆为主的粘着剂较合成浆高。 副作用:浆膜强度有一定的降低。
变化不大。
b.膨胀阶段:淀粉体积迅速膨胀,且粘度迅速上升。 c.糊化阶段:淀粉粒子迅速膨胀,淀粉液由不透明变成
透明,高温时粘度变化不大。
3)天然淀粉浆的上浆性能 水溶性:不溶于水,一般采用高温上浆( 95℃ ~98℃)。 粘度:淀粉聚合度高,分子量大,粘度大。
影响淀粉粘度的因素有:淀粉的种类、聚合度,淀粉浆 液的温度、时间、浓度、PH值,以及搅拌作用等。
苎麻纱 玉蜀黍淀粉或小麦淀粉
筒子卷绕成形分析.
第一节筒子卷绕成形分析在纺织生产中,为适应不同的后道加工目的与要求,筒子的卷绕形式有很多。
从筒子的卷装形状来分,主要有圆柱形筒子、圆锥形筒子和其它形状筒子(如双锥端圆柱形筒子)三个大类。
从筒子上纱线相互之间的交叉角来分,有平行卷绕筒子和交叉卷绕筒子两种。
从筒管边盘来分,又有无边筒子和有边筒子。
卷绕在筒子上的先后两层纱圈如相互之间交叉角很小,则称为平行卷绕,平行卷绕一般在有边筒管上进行。
当纱线倾斜地卷绕在筒子上,相邻两圈之间有较大距离,上下层纱圈构成较大的交叉角时,称为交叉卷绕,交叉卷绕可以在无边筒管上进行。
圆柱形平行卷绕的有边筒子在生产实际中出现较早,它具有稳定性好、卷绕密度大的特点,但它的径向退绕方式使其应用范围日趋减小。
交叉卷绕的圆柱形或圆锥形筒子具有很多优点,在很大程度上能满足各种后道加工工序的要求,因此应用十分广泛。
合成纤维长丝的卷装通常采用圆柱形和双锥端圆柱形筒子。
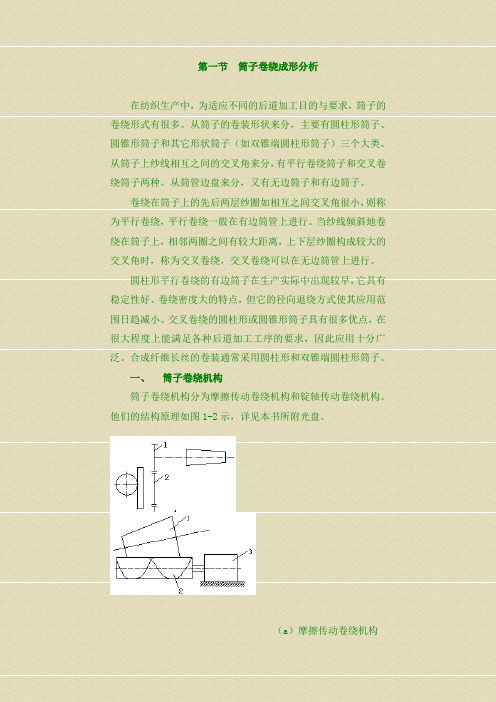
一、筒子卷绕机构筒子卷绕机构分为摩擦传动卷绕机构和锭轴传动卷绕机构。
他们的结构原理如图1-2示,详见本书所附光盘。
(a)摩擦传动卷绕机构(b)锭轴传动卷绕机构1、2、3、4、5-齿轮1-筒子 2-槽筒 3-交流变频电动机图1-2 筒子卷绕机构短纤维纱线络筒一般采用摩擦传动卷绕机构。
该机构中,由变频电动机以单锭方式传动的槽筒是筒子回转的原动部件。
槽筒以胶木、合金制成,表面铸有几圈螺线形沟槽。
金属槽筒表面高强耐磨,不易碰伤并有利于摩擦静电的逸散。
安装在筒锭握臂上的筒子紧压在槽筒上,依靠槽筒的摩擦作用绕自身的轴线回转,卷绕纱线;槽筒表面的沟槽作为导纱器引导纱线作往复的导纱运动,使纱线均匀地络卷到筒子表面,沟槽的中心线形状决定了导纱运动的规律,直接影响到筒子形式和成形质量。
变频电动机的转速由电脑程序控制,达到筒子卷绕防叠和减少络筒毛羽等目的。
纱线断头时,筒锭握臂自动抬起,使筒子尽快脱离槽筒表面,以免纱线过渡磨伤。
部分摩擦传动卷绕机构中,滚筒作为原动部件通过摩擦使筒子回转,由专门的导纱器进行导纱,常用于长丝的络筒卷绕。
织造学课件

织造学课程教案(部分章节)织造学(上)Preparation and Weaving Engineering第一章机织物及其形成一、织物概念woven fabric:interlace (warp weft)knitted fabric:loopNonwoven fabric:web二、机织物形成(biaxial weaving)1、开口(shedding)2、引纬(weft insertion)3、打纬(beating)4、卷取(take-up)5、送经(let-off)三、织机的分类1、加工原料2、织物厚重程度轻型(丝绸、化纤纺绸)中型(棉、亚麻、轻薄毛织物)重型(呢绒、粗支纱厚重、化纤仿毛厚重)3、织物用途——一般与专用(特种)4、引纬方法5、开口机构6、织机外形——56英寸7、梭箱多少小结1、织造基本原理五大运动五大机构五大关车2、织机分类思考题与作业题1、织机机构组成如何?2、织机如何分类?第二章开口Chapter2 Shedding 作用:1、控制综框升降运动——梭口(shed)2、控制综框升降顺序——组织(weave)第一节梭口(shed)一、梭口(shed)1、定义2、尺寸(size):高度(height),长度(length/depth)二、经位置线(warp line)1、经位置线(warp line)平综,织口-综眼-中导棒-后梁握纱点,折线2、经直线(linear warp line)调节后梁改变经位置线,上下层张力差参考点:胸梁水平线(d) 高后梁(d>0 )等后梁(d = 0)低后梁(d <0)三、拉伸变形的计算拉伸变形、摩擦、弯曲λ1 (上层)λ2 (下层)Δλ= λ2 -λ1四、影响拉伸变形的因素1、梭口高度(H)2、梭口长度(L)3、后梁高度(d)经直线上——等张力梭口经直线上方——不等张力梭口(下紧上松)经直线下方——不等张力梭口(下松上紧)五、梭口高度的确定H取决于引纬器的种类和尺寸,筘座摆动的幅度。
纺纱学第10章 卷绕

(三)锥形筒子卷绕角与卷绕密度
锥形筒子卷绕角与圆柱形筒子卷绕角一样,它表示 纱圈在筒子上的倾斜程度和紧密程度 。纺纱系统,给合纤维的可纺性、加
工流程及相关机构的作用原理说明这种纱线 是如何纺制的。(500字以上)
2.实现卷绕的条件 当筒管转速大于锭翼转速时,称为管导; 反之,称为翼导。无论采用管导还是翼 导, 因粗纱捻向一定,故其转向不变,但因 压掌位置不同,其绕法亦异 。 3.卷绕的基本要求。 4.变速机构和作用。 5.粗纱张力与调整。
(二)无捻粗纱的卷绕与形成
1.无捻粗纱的成形
2.无捻粗纱的卷绕
(一)传动半径 筒子表面与槽筒表面速度相同的一点称为 传动点,以K表示,如图10-39所示 。
(二)卷绕速度
在卷绕过程中,筒子靠槽筒摩擦做回转运动,从而 使K点获得圆周速度V1;同时纱线受槽筒沟引导作用做往 复运动,获得导纱速度V2,V1和V2的合成速度,即为该
点的卷绕速度V,如图10-40所示 。
细纱加捻过程
钢领板的升降速度变化是用一个成形凸轮来 控制的,如图10-27所示。
四、槽筒圆锥形卷绕 络筒是将细纱或捻线的细小管纱成形改变 成规定长度、容量较大的圆锥形筒子。对络 筒的圆锥形卷绕有如下 要求: (1)筒子卷绕应尽量满足高速退绕的要求。 (2)筒子表面纱线应分布均匀,在适当的卷 绕张力下应具有一定的密度,并尽可能增加 筒子容量。 (3)筒子成形良好,筒子表面和端面要平整, 没有脱圈、滑边、重叠等现象。
二、并纱圆柱形交叉卷绕
(一)卷绕形式
(二)圆柱形筒子交叉卷绕 卷绕张力和卷绕密度都比较均匀。但在下工 序退绕时,必须从筒子侧面退绕,且退绕速度保 持不变,
则筒子转速将随筒子直径的减小而增大,就 会引起筒子强烈的振动,因而严重影响到纱线的 张力。 (三)防叠原理 在并纱时,为了使纱圈在筒子表面分布均匀, 必须在卷绕机构上采取相应的措施,使绕到筒子 表面的每圈纱,都应对其前次所绕的纱圈有一定
经编机的成圈机件与成圈过程PPT学习教案

第4页/共23页
5
二、舌针经编机的成圈过程
(1) 开始退圈:舌针上 升,沉降片向机前运动 ,压住坯布,导纱针处 于机前位置,继续进行 针后横移;
(2) 退圈最高点:旧线 圈划到针杆上,防针舌 自闭钢丝防止针舌关闭 ;
(3) 导纱针向机后摆动 ,准备垫纱;
第14页/共23页
15
过程分析:
1、主轴转角0~100°:针逐渐上升到第一高度;导纱针从30°始向 机后摆动;沉降片在20°时位于最前位置;80°时压板退到最 后位置。
2、主轴转角100~130°:针不动;梳栉向后摆动到最后位置;沉降 片和压板基本不动。
3、主轴转角130~180°:针基本不动;梳栉向前摆动,完成垫纱; 沉降片和压板基本不动。
压板:用于使针口关闭。 1) 普通压板:作用于所
有针,使所有针闭口。 2) 花压板:带有按花纹
需要切成的缺口,可 有选择的进行压针。
第10页/共23页
11
二、钩针经编机的成圈过程
第11页/共23页
12
1、退圈:针上升,沉降片运动到机前,用片喉将旧线圈推离针 运动线,片鼻压住坯布,导纱针相机后摆动,准备针前垫纱 。压板退到最后位置。
第19页/共23页
20
3、针前垫纱: 1) 针仍静止不动; 2) 导纱针摆到最后位置,将纱线垫到针钩里。 3) 沉降片略后退放松纱线。 4、闭口和套圈: 1) 针身下降,针芯先不动,后略下降,针口关闭。 2) 沉降片快速后退;
第20页/共23页
21
5、脱圈: 1) 针身针芯同时下降,旧线圈从针头上脱下; 2) 导纱针在最前位置不动; 3) 沉降片在最后位置; 6、成圈与牵拉: 1) 针下降到最低点,线圈形成规定大小; 2) 沉降片握持旧线圈,进行牵拉; 3) 导纱针在机前作针背横移
成型针织机械原理课件

❖ 四、由罗纹对针空针产生的花型 ❖ 五、脱圈花型 ❖ 第四节 斜向型花型 ❖ 一、原理 ❖ 二、斜线纵行花型 ❖ 三、无移圈孔眼的斜向纵行 ❖ 四、绞花花型 ❖ 第五节 嵌花设计 ❖ 一、原理 ❖ 二、简单的嵌花 ❖ 三、浮雕式嵌花花型 ❖ 第八章 电脑横机成形编织 ❖ 第一节 矩形衣片 ❖ 一、具有2+2罗纹下摆的米兰努罗纹衣片 ❖ 二、具有花型组合的衣片
❖ 按针距分:Stoll 机器的针距范围从3针到18针。 ❖ 按工作幅宽分:45英寸,50 英寸,72英寸,84英
寸,86英寸和96英寸。
❖
4、关于机型分类的分析及有关技术的解释
❖ 以上分类是Stoll电脑横机最新的分类方法。 较旧的分类是按照基本型、紧凑型、大型机 和特殊型进行分类的如表1。
❖
表1 Stoll旧的机型分类
❖ 第三章:横机的工作原理 ❖ 第一节 横机编织时需要完成的基本动作 ❖ 一、起口 ❖ 二、收针与放针 ❖ 三、翻针 ❖ 四、移圈 ❖ 五、针床横移 ❖ 第二节 普通横机的基本三角结构和走针轨迹 ❖ 一、 一级横机的三角结构和走针轨迹 ❖ 二、二级横机的三角结构和走针轨迹 ❖ 三、三级横机三角结构和走针轨迹 ❖ 四、分针三角横机编织三角组的结构和走针轨迹 ❖ 五、分芯三角横机编织三角组的结构和走针轨迹 ❖ 六、提花横机编织三角组的结构和走针轨迹 ❖ 七、普通嵌花横机编织三角组的结构和走针轨迹
一种通用型机器,织可穿也是一种通用型机器,
因此在新的机型分类中将它们独立的列成了多针
距机器和织可穿机器。这种分类也是建立在人们
对众多的羊毛衫类型的要求上,追求个性、独一
无二是人们对服装的个性化的要求,“量身定做” 将是电脑横机发展的永恒目标。
机器新分类方法中后缀字母的解释:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆锥形筒子的卷绕特征(摩擦传动)(1)
winding characteristics of cone packages (friction drive)
筒子与槽筒表面只有一 点线速度相等,其余各点在卷绕过程中均与槽筒表面 产生滑移。Slipping between the surface of the drum and the surface of the cone package but one point.
第一章 络筒 winding
第一节 卷绕成形分析 一、筒子的卷绕形式 二、卷绕原理 1、卷绕的基本曲线 2、纱线卷绕规律 1)圆柱形筒子
第一章 络筒 winding
二、卷绕原理 2、纱线卷绕规律
2)圆锥形筒子 (cone packages) a)摩擦传动 (friction drive) 传动半径:
the package. • 在外层纱线向心压力下,内层纱线产生压缩变形,
形成弱张力区域,使张力减小,甚至松弛 Compressive deformation could occur for the yarns within the yarn package so that the yarn tension decreases until the yarns become slack.
圆锥形筒子的卷绕特征(摩擦传动)(5)
winding characteristics of cone packages (friction drive)
纱圈位移角 angular displacement
n-导纱一个往复时筒子的 回转圈数
n’-n 的整数部分
随着 d筒 的增加, 在 0-2 间变化
the package is greater than that at
the bigger end, but tends to reach
the same.
若 V2 = 常数,且 V1小 V1大
则 小端 大端
小端
筒子大端的卷绕密度 > 筒子小端的卷绕 密度 圆锥形筒子卷绕角 沿轴向和径向均为 变量
b)锭轴传动
条件: n锭 = 常数,V2数
每层绕纱圈数 m’ = 常数 纱圈平均节距 hp = 常数 随着筒子直径的增加,卷绕线速增加很快。 With an increase of yarn package diameter, the winding velocity increases dramatically.
三、卷装中纱线张力对筒子成形的影响
Effect of yarn tension on the formation of yarn packages
筒子内纱线张力的变化 Distribution of yarn tension within the package • 在络筒张力作用下,外层纱线张力对内层 纱线产生向心的压力 There exists a centripetal force from the yarn tension at outer layer of
筒子表面仅有一点,其线速度等于槽筒表面线速度。
There exists only one point where winding velocity equals the linear speed on the surface of the drum.
该点称之为传动点,该点到筒子轴心的距离称为传动半径。
传动点:筒子与槽筒表面线速度相等的点。 Driving point: the point where the yarn winding velocity equals the
velocity on the surface of the drum. 传动半径:传动点到筒子轴心线的距离。 Driving radius: the distance between the driving point and the axis of
大端
D筒
圆锥形筒子的卷绕特征(摩擦传动)(4)
winding characteristics of cone packages (friction drive)
每层绕纱圈数m’ = n筒/m,(m为单向导纱次数(次/min)) 随着d增大, n筒减小,由此每层绕纱圈数减小。 With an increase in cone package diameter the number of
coils per layer decreases.
纱圈的平均节距hp = h0/m’ ,(h0为筒子高度) 随着d增大, m’减小,由此纱圈的平均节距增加。 With an increase in cone package diameter the number of
coils per layer decreases.
筒子的半径沿其轴向不相等
Diameters of the cone along axial line are different.
筒子表面沿母线上各点卷绕速度不同(V大>V小)
Winding velocities along the slant height on the surface are different.
筒子内纱线张力的变化 (-cont)
Distribution of yarn tension within the package • 接近筒管的少量纱层里,在筒管的支撑下,不发生压缩变形,
纱线维持较大的张力
The yarn tension of those yarns near the core remains at a certain level due to the support from the bobbin.
cone package.
圆锥形筒子的卷绕特征(摩擦传动)(3)
winding characteristics of cone packages (friction drive)
卷绕角:筒子大小端卷绕角不同,大端的卷
绕角小于小端的卷绕角。
Winding angle at the smaller end of