生产控制计划模板
生产过程控制计划案例范文

生产过程控制计划案例范文在生产过程中,为了确保产品的质量和生产效率,必须制定生产过程控制计划。
下面是一个案例范文,供参考:本公司产品的生产过程控制计划1. 目标:确保产品的质量稳定,并提高生产效率,以满足客户的需求。
2. 生产流程:- 原材料采购:确保采购渠道可靠,且材料符合国家相关标准。
- 原材料检验:按照国家标准对原材料进行外观、尺寸、材质等一系列检验。
- 生产装配:严格按照生产工艺和技术要求进行生产装配,确保每个工序的标准化和规范化。
- 在线质量检测:在生产过程中,随时对产品进行质量检测,以及时发现并修复产品问题。
- 清洁包装:产品装配完成后,进行清洁包装,确保产品的外观整洁、无划痕或损坏。
- 成品检验:对清洁包装后的产品进行全面检验,确保产品质量符合公司标准。
- 产品存储:将合格的产品进行分类存储,并采取适当的防护措施,以防止产品受到损害。
- 发货流程:根据客户订单,按时进行发货,并确保发货过程的准确性和及时性。
3. 质量措施:- 建立质量管理体系,包括制定操作规程、培训员工、设立质检部门等。
- 严格执行标准化操作流程,确保产品的一致性和稳定性。
- 引进先进的质量检测设备,提高质量检测的准确性和效率。
- 配备合适的员工,确保每个环节都有合格的人员进行操作。
- 不断改进产品和生产工艺,提高产品的质量和竞争力。
4. 生产效率措施:- 优化生产计划,合理安排生产任务,以提高生产效率。
- 采用生产自动化设备,减少人工操作,提高生产效率。
- 加强员工培训,提高员工的生产能力和技术水平。
- 通过合理布局,优化生产流程,减少生产环节,提高生产效率。
通过制定生产过程控制计划,我们可以确保产品的质量稳定,并提高生产效率。
同时,我们将不断改进和优化控制计划,以适应市场竞争的需要。
生产部生产质量控制计划

生产部生产质量控制计划
一、引言
生产质量是企业发展的基石,保障产品质量是生产部门的责任所在。
为确保产品质量稳定提高,生产部制定了本质量控制计划,旨在全面
管理控制生产过程中的质量问题,提升产品合格率,降低次品率,实
现持续优质生产。
二、质量目标
1. 提高产品合格率至95%以上。
2. 降低次品率至5%以下。
3. 减少客户投诉数量,维护企业声誉。
三、质量管理体系
1. 建立完善的质量管理体系,明确生产流程和质量标准。
2. 制定严格的操作规程,确保生产过程规范有序。
3. 加强对原材料供应商的质量把控,确保原材料符合质量标准。
4. 强化员工培训,提高员工的质量意识和操作技能。
四、质量控制措施
1. 设立质量检测岗位,对生产过程进行全面检验。
2. 实施质量抽检制度,确保产品符合标准。
3. 建立质量问题反馴机制,及时发现问题并加以解决。
4. 建立产品追溯体系,有效追踪产品质量问题源头。
五、质量改善与持续优化
1. 定期召开质量改善会议,分析质量问题,制定改善方案。
2. 持续跟进产品生产数据,做好数据分析和评估,不断优化生产流程。
3. 建立质量管理考核制度,激励员工投身质量提升工作,形成全员参与的氛围。
六、总结
生产部生产质量控制计划是贯穿始终的工作,需要全体员工的通力合作,共同维护好产品质量,提升企业核心竞争力。
通过不懈努力和持续改进,相信我部一定能实现质量目标,为企业可持续发展贡献力量。
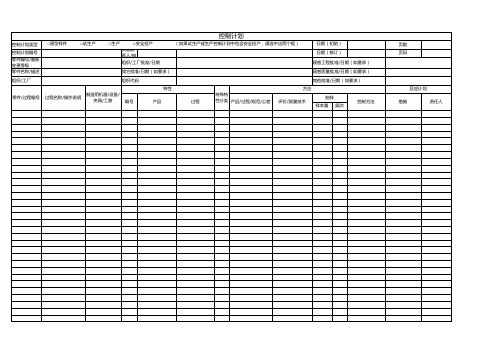
生产控制计划

无磕碰、锈蚀
目测
100%
连续
自检
返修
65
入库存放
59.73
状态
标识清楚
目测
100%
连续
自检
补救
70
出库检查
60.24
表面质量
标识清楚、无锈蚀
目测
100%
连续
自检
返修、补救
75
汽车发运交 付
汽车
61.74
装车
无破损
目测
1次
每车
自检
纠正
62.71
防护
雨天盖防雨布
目测
1次
每车
自检
纠正
控 制 计 划
供方/工厂:郑州市奥特车辆科技有限公司
供方代码:
其它批准/日期(如需要):
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
机器、装置夹具、工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规范/公差
评价/测量技术
样本
控制方法
容量
频率
00
材料验收
1.
齿轮泵最高压力
>8MPa
试验台
100%
每次
目测
10%
每批
首检、自检
调整/再检查
40
成品检验
万用表
54.
通电性能
接通良好
目测
100%
每批
专检
调整/再检查
45
55.
外观
卷尺
100%
每批
专检
调整/再检查
50
包装
生产质量控制计划完整版doc(二)

生产质量控制计划完整版doc(二)引言概述:生产质量控制计划是一个组织在生产过程中采取的一系列策略和措施,以确保产品能够符合规定的标准和要求。
本文档将详细介绍一个完整的生产质量控制计划,包括五个大点:质量目标设定、质量检测方法、设备校准与维护、员工培训和意见反馈机制。
通过实施这个生产质量控制计划,组织将能够提高产品质量,满足客户的需求和期望。
正文内容:一、质量目标设定1. 确定产品质量的关键指标,如外观、尺寸、性能等。
2. 设定产品质量的合理上下限,以保证产品的可接受性。
3. 制定产品质量的分类和等级标准,以便根据不同的要求进行分类管理。
4. 确定质量目标的时间节点,考虑到生产周期和市场需求等因素。
二、质量检测方法1. 确定质量检测的时间节点和频率,以保证在生产过程中及时发现和排除质量问题。
2. 使用合适的检测仪器和设备进行质量检测,确保检测结果的准确性和可靠性。
3. 结合统计学方法,采取抽样检验的方式进行质量检测,以减少检测成本和提高效率。
4. 设定不合格品的处理方法和标准,包括是否重新修复或重新生产等。
5. 建立质量记录和档案,以追溯产品的质量信息和问题处理情况。
三、设备校准与维护1. 确定设备校验的周期和方法,以保证设备仍然能够提供准确和可靠的测试结果。
2. 定期对设备进行维护和保养,确保其正常运行和长期可靠性。
3. 建立设备维修和更换的流程,包括维修人员的培训和备件的管理等。
4. 监控设备的使用情况,如使用频率、运行时间、故障率等,以便及时调整维护计划。
四、员工培训1. 为员工提供质量控制的培训和教育,包括质量标准和检测方法等方面的知识。
2. 建立员工技能评估和持续发展计划,以提高员工对质量控制的理解和能力。
3. 定期组织质量培训和学习活动,促进员工之间的经验交流和共同成长。
4. 建立员工奖惩机制,以激励员工积极参与质量控制和持续改进的工作。
五、意见反馈机制1. 建立客户意见收集和分析的渠道,以了解客户对产品质量的满意度和改进建议。
SMT控制计划模板

SMT控制计划模板SMT控制计划模板文件编号:零件号/最新更改水平:产品图号/名称:供方/工厂:零件/过程编号IQC、原材料仓、现场仓环境管理规定空调、除湿机、空气加湿器符合既定使用功能10进料检验显微镜、台灯、目视符合既定使用功能3次目视、1次显微镜进料检验报告、抽样检查作业指导书、隔离存放反馈组长处理改善温湿度管理温度:20℃~28℃,湿度:40%RH~60%RH41次目视反馈厂务处理改善过程名称/操作描述机器、装置、夹具、工装编号产品过程特性分类、产品/过程规范/公差、评价测量技术容量频率、其他批准/日期(如需要)方法、样本、控制方法、反应计划供方/工厂批准/日期、顾客工程批准/日期(如需要)、顾客质量批准/日期(如需要)核心小组、日期(编制)、日期(修订)PCB外观品名/规格、人员作业能力、符合客户检验标准、符合客户BOM,依收料单核对IQC岗位任命书、每批成绩考核次/年人员培训及资格认定考核、继续教育考核20次移动到原材料仓、30次入库、每次来料核对品名、数量、对产品材料无混料、无损伤、实物与《入库单》保持一致防错方案:MES系统核对,条码打印正确,扫码器读取核对,全数储位卡、防潮零件管制一览表、干燥柜设备日常点检表为了提高部品管理的质量,我们采取了多种措施。
首先,我们设立了隔离存放反馈组,负责处理和改善反馈问题。
其次,我们对开封材料进行防潮管制,目视全数,每次来料都要检查。
对于需要防潮的部品,我们放置在湿度小于等于10%RH的干燥柜中。
同时,我们要求每次发料/领料都要正确发放材料,依据工单,进行条码核对,确保部品数量和品名准确。
为了防止发错料,我们采取了防错方案,即系统核对材料品名和数量。
为了确保产品标示清晰可辨,我们要求人员作业能力达到一定水平,同时打标程式参数要正确。
我们还制定了物控岗位任命书,确保产品无损伤,标示文字清晰可辨,二维码可读取,内容和位置符合客户要求。
每次发料/领料都要进行条码器全数检查。
控制计划模板(2024年新版)
组织/工厂
组织代码
其他批准/日期(如要求)
零件/过程编号
过程名称/操作说明
制造用机器/设备/ 夹具/工装
编号
特性 产品
过程
特殊特 性分类 产品/过程/规范/公差
方法
评价/测量技术
抽样 样本量 频次
控制方法
页数 页码
反应计划
措施
责任人
控制计划
控制计划类型
控制计划编号 零件编号/最新 变更等级: 零件名称/描述
□原型样件
□试生产
□生产
□安全投产
关键联
系人/电
组织/工厂批准/日期
(如果试生产或生产控制计划中包含安全投产,请选中这两个框)
其它批准/日期(如要求)
日(初始) 日期(修订) 顾客工程批准/日期(如要求) 顾客质量批准/日期(如要求)
工厂控制计划

工厂控制计划一、生产流程控制为了确保生产流程的顺畅和高效率,我们制定了以下控制计划:1. 制定详细的生产计划,明确生产任务、数量、交货期等关键信息。
2. 优化生产布局,合理配置资源,降低生产成本。
3. 推行精益生产理念,持续改进生产流程,消除浪费,提高生产效益。
4. 建立生产信息管理系统,实时监控生产进度,确保生产数据的准确性和及时性。
二、质量控制质量是企业的生命线,我们将从以下几个方面进行质量控制:1. 制定严格的质量标准和控制程序,确保产品符合相关法规和客户要求。
2. 强化质量意识,提高员工对质量问题的敏感度和处理能力。
3. 定期进行质量检查和评估,及时发现和纠正质量问题。
4. 建立质量追溯体系,确保产品质量的可追溯性。
三、设备维护管理设备是工厂的重要资产,我们将采取以下措施进行设备维护管理:1. 制定设备维护计划,定期对设备进行检查、保养和维修。
2. 推行设备点检制度,确保设备正常运行,预防设备故障。
3. 建立设备维修档案,记录设备的维修历史和性能参数。
4. 提高设备操作人员的技能水平,确保设备的正确使用和维护。
四、生产安全管理安全生产是企业发展的基石,我们将重视以下生产安全管理措施:1. 制定安全生产规章制度,明确安全责任和操作规程。
2. 加强安全教育培训,提高员工的安全意识和操作技能。
3. 定期进行安全检查和评估,及时发现和整改安全隐患。
4. 建立应急预案,提高应对突发事件的快速反应能力。
五、员工培训管理员工是企业的宝贵财富,我们将关注以下员工培训管理方面:1. 制定详细的员工培训计划,针对不同岗位和员工需求进行培训。
2. 建立培训档案,记录员工的培训经历和成果。
3. 鼓励员工参加外部培训和进修,提高个人素质和专业水平。
4. 定期对培训效果进行评估和反馈,不断优化培训内容和方式。
六、环境管理环境保护是企业应尽的社会责任,我们将从以下几个方面进行环境管理:1. 制定环保规章制度,明确环保要求和排放标准。
生产工作计划与控制(推荐(最新6篇)

生产工作计划与控制(推荐(最新6篇)(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如工作文档、教学教案、企业文案、求职面试、实习范文、法律文书、演讲发言、范文模板、作文大全、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!And, our store provides various types of practical materials for everyone, such as work summaries, work plans, experiences, job reports, work reports, resignation reports, contract templates, speeches, lesson plans, other materials, etc. If you want to learn about different data formats and writing methods, please pay attention!生产工作计划与控制(推荐(最新6篇)问渠那得清如许,为有源头活水来,这里是白话文美丽的本店铺给大家整理的生产工作计划与控制(推荐(最新6篇)希望对大家有所帮助。
生产控制计划表

生产控制月度工作计划

生产控制月度工作计划
本月生产控制工作计划内容如下:
一、生产目标设定:
1. 确定本月产量目标:根据市场需求和公司生产能力,确定本月实际产量目标。
2. 制定生产计划:根据产量目标,制定本月各产品的生产计划,包括生产数量、完成时间等具体信息。
二、生产资源准备:
1. 安排生产人员:根据生产计划,合理安排生产人员的工作任务和排班计划,
确保生产线的正常运转。
2. 确保原材料供应:与采购部门沟通,确保各种原材料的及时供应,避免因原
材料缺乏而影响生产进度。
三、生产过程控制:
1. 生产设备维护:定期检查生产设备的运行状态,确保设备正常运转,避免因
设备故障而影响生产进度。
2. 生产质量控制:加强对生产过程中各环节的质量控制,确保产品符合公司质
量标准,提高产品合格率。
3. 生产进度跟踪:定期检查生产进度,及时发现和解决生产中的问题,保障生
产计划按时完成。
四、生产效率提升:
1. 节约生产成本:通过优化生产流程、提高生产效率等措施,节约生产成本,
提高企业利润。
2. 增加生产自动化:逐步提升生产自动化水平,减少人工操作,提高生产效率。
五、风险应对措施:
1. 预防危机事件:加强安全意识教育,规范操作流程,避免生产中的安全事故
发生。
2. 应急预案制定:制定生产中可能出现的突发事件应对预案,确保在突发情况
下能够迅速有效处理。
通过以上工作计划的执行,我们将能够有效控制生产过程,提高生产效率,确
保产品质量,实现生产目标,为公司的发展和利润增长奠定坚实基础。
希望各部门密切合作,共同努力,完成本月的生产目标。
生产控制计划

Page 页码
Date (If Req'd) 日期(如果需要) Date (If Req'd) 日期(如果需要) Date (If Req'd) 日期(如果需要)
Process
过程
Spe cial Char
. Clas
s 特殊
Product / Process Specification / Tolerance
6a
2、发光区域是否保证; 3、双面胶尺寸是否正确;
4、扩散表面有无气泡与杂质
1、原材料搬运至膜切 车间;
2、按照膜切图调试机 器参数与产品尺寸;
3、首件检验; 4、膜切生产作业
按照相应规格膜切图纸执行 生产,公差不超过±0.1MM
(内部公差)
数字卡尺/目测 AQL0.65执 行
AQL0.65 执行
全检/批次
全检/批 次
目测、设备
AQL0.65执 行
每批
Control Method 控制方法
检测记录表 《外观检查记录表》
Responsibility 责任人
QC 外观检查员
Reaction Plan 行动计划
通知生产组长 通知生产组长 通知质量部重新包装
12 入库
13 成品仓库
拖车
储存在 温湿度仪装置
Control Plan Category 控制计划类型
Prototype样件
Control Plan Number 控制计划编号 Part Number 零件编号 Part name/Description
Pre-launch试生产
Production生产
Supplier / Plant 供货商/工厂:
控制计划模板

供应商/工厂
Part /零件/ Process过程 Number编号
Process Name / Operation Description
PV/Pre-launch PV/预生产
Production 产
生 Key Contact/Phone
主要联系人/电话 Core Team
Suppli er C供o应de商 编码
过程名称/ 操作 描述
Machine, Device,机器、设备
Jig, Tools夹具、工具
No.
For Mfg.用来生产
编号
Characteristics Product
产品
核心小组 Supplier/Plant Approval/Date
供应商/工厂批准/日期 Other Approval/Date (If Req'd) 其他批准/日期(如果需要)
客户质量批准/日期(如 果需要)
Other 他批准/日期(如果需 要)
Methods
Product / Process产品/过程 Specification/Tolerance规格/公差
Evaluation评价 Measurement 测量
Technique技术
Control Plan 控制计划
ED & DV Build ED&DV 生产 Control Plan Number 控制计划编号 Part Number/Draw ing Number/Lates t Change L零e件ve号l /图纸号/最新更改水平
Part Name/Descri ption 零件名称/描述
特性 Process
过程
生产工期控制计划书

生产工期控制计划书一、项目概况本计划书是针对公司新产品生产过程中的劳动力、设备、原材料等进行控制的制定,为了满足市场需求和客户要求,并保证产品质量,我们制定了下列生产工期控制计划书。
二、项目范围本计划书具体内容包括:1.生产工艺流程定义2.定时排产计划4.人力资源需求计划5.生产工时预算6.生产进度跟踪和更新进度7.生产异常情况处理流程三、项目目标1.按时完成制定计划中的产品;2.提高生产能力,提升产品质量;3.保证客户满意度,提高市场占有率。
4.减少生产成本,增加经济效益。
四、项目细节1.生产工艺流程定义根据产品的具体情况,我们制定了以下生产工艺流程:物料采购、来料检验、生产加工、成品检验、包装出库。
在每项生产工艺结束后,都要进行记录,以便及时发现问题并解决。
2.定时排产计划生产部门会根据生产工艺流程,制定生产计划,进行定量和定时的排产。
为了提高生产效率,我们还将优化生产流程,减少等待时间,提高开工率,充分利用设备资源,降低生产成本。
3开工前的物料清单在产品生产前,我们会提前制定清单,统计所需原材料、零部件、工具等,确保每一项物料是否到位,并做好随时更新工作,以便充分利用工作时间。
4.人力资源需求计划我们会根据排产计划和工艺流程,提前预算人力资源需求,招聘合适的员工,减少生产过程中的人力短缺问题。
为了保障生产质量,我们会在每个工序设定专门的质量检验岗位,确保每一道工序的稳定和安全,以满足客户需求。
5.生产工时预算为了提高工作效率,我们会根据生产技术和装备,对每项工序进行计划和预算,包括单个工序所需时间和人员数量。
我们还将根据实际情况,进行适当的调整和优化,减少无效时间和加班,让员工享受更优秀的工来6.生产进度跟踪和更新进度生产流程中,我们会时刻跟踪生产进度,及时更新。
一旦发现生产异常情况,我们会进行全面的跟踪和处理,以保证生产进度不会受到影响,并提前展开预防性的调整,保证生产进展顺利。
7.生产异常情况处理流程当出现生产异常情况时,我们会立即展开生产状况调查,采取相应的补救措施,并严格制定变更管理程序,确保生产进度不会受到影响。
控制生产方案模板
控制生产方案模板1. 简介控制生产方案是指为了实现产品质量、成本和交货期等要求,对生产过程进行计划、组织、协调和控制的方案。
本文档将向您介绍一个标准的控制生产方案模板,帮助您制定和完善自己的生产方案。
2. 目标控制生产方案的目标是确保产品按时交付、符合质量要求,并合理控制成本。
具体目标包括:•提高生产效率和质量•减少生产周期•降低成本•优化资源利用•确保生产过程的可追溯性3. 流程控制生产方案的实施流程如下:3.1 规划阶段在规划阶段,需要明确产品要求、生产能力和资源状况,制定生产计划,并制定相应的控制措施。
3.1.1 确定产品要求明确产品的质量要求、成本要求和交货期等关键指标。
根据客户需求和市场情况,制定符合要求的产品规格。
3.1.2 确定生产能力和资源状况评估生产线的生产能力,包括设备能力、人力资源和供应链能力。
分析资源状况,确定可能的瓶颈和风险。
3.1.3 制定生产计划根据产品要求和生产能力,制定详细的生产计划,包括生产数量、生产周期和生产流程等。
3.1.4 制定控制措施根据生产计划和资源状况,制定相应的控制措施,包括设备调整、人员调度和供应链管理等。
3.2 实施阶段在实施阶段,按照生产计划进行生产,同时进行实时的监控和控制。
3.2.1 生产执行根据生产计划,指导生产人员进行生产操作。
监控产品质量和生产进度,及时调整生产进程。
3.2.2 质量控制在生产过程中,进行质量控制,包括原材料检验、工艺参数控制和成品检验等。
确保产品符合质量要求。
3.2.3 进度控制监控生产进度,及时发现和解决可能影响交货期的问题。
做好生产调度和协调工作,保证按时交付。
3.3 改进阶段在改进阶段,对生产过程进行持续改进,提高生产效率和质量。
3.3.1 监测和评估对生产过程进行监测和评估,收集数据和反馈信息,并进行分析和评价。
3.3.2 制定改进方案根据监测和评估结果,制定相应的改进方案,包括流程调整、设备更新和人员培训等。
生产控制计划3篇
生产控制计划第一篇:生产控制计划的概述生产控制计划是一项对生产过程进行监控和管理的计划,它是制造业企业生产管理的重要组成部分之一。
生产控制计划的目的是通过细致的规划和安排来确保生产线的高效运转,从而提高产品质量,降低生产成本,满足客户需求,增强企业竞争力。
生产控制计划的制定过程包括以下几个方面:1. 生产需求分析:了解市场需求和客户需求,制定生产计划,确保订单生产的及时性和准确性。
2. 生产资源计划:对生产过程所需的资源进行计划和调配,采购原材料、配件和机器设备等生产要素。
3. 生产排程:编制生产进度表,列出生产任务的优先级和工序顺序,明确生产时间表和生产量目标。
4. 生产执行:生产过程中的生产任务分配、生产进度跟踪、生产质量控制、成品入库等过程的管理和监控。
5. 生产结果评估:对生产结果进行评估,及时总结生产过程中的经验教训,为下一阶段的生产控制计划改进提供参考。
生产控制计划直接影响着企业的效益和发展。
制定合理的生产控制计划,可以有效地保障生产流程的顺畅和产品质量的稳定,提高企业的生产效率和盈利能力,同时也能增强企业在市场中的竞争力,是制造业企业不可缺少的重要管理方法。
第二篇:生产控制计划的步骤和流程生产控制计划的制定流程需要遵循以下步骤:1. 生产需求分析:分析市场需求和客户需求,核定订单生产的数量和周期,确定产品规格、品质要求和生产周期等关键参数。
2. 生产资源计划:根据生产需求分析的结果,对生产中所需的资源进行计划和调配。
包括原材料的采购、生产线设备的调配和维修、以及生产所需的人力和资金等。
3. 生产排程:根据生产资源计划,制定生产进度表,列出生产任务的优先级和工序顺序,明确生产时间表和生产量目标。
制定完毕后,需进行严密的跟踪和管理。
4. 生产执行:根据生产排程,对生产进度进行跟踪和监控,及时调整生产进度和生产量,保证生产线的高效运转。
在生产过程中,还需对生产任务进行分配、产品质量进行检验和维护设备等。
生产控制计划模板
生产控制计划模板篇一:生产一致性控制计划(模板)第一章第二章第三章第四章第五章第六章目录生产一致性控制的文件规定产品涉及的标准及相关部件、过程的控制规定整车COP试验设备、人员的控制要求生产一致性控制计划申报、变更和执行的要求制造商对发生生产不一致情况的处理规定制造商对产品不一致情况的追溯处理措施第一章1 、目的生产一致性控制的文件规定为了确保本公司认证产品能满足国家强制性产品3C认证,生产一致性审查要求和有关法律、法规要求,确保公司生产的批量产品与型式试验合格认证产品的一致性控制,以使认证产品持续符合认证要求,特制定和颁布本生产一致性控制计划(以下称计划)。
本计划是公司质量管理体系文件的重要组成部分,规定了产品一致性所涉及的相关过程、产品、人员及检测设备等要素的控制方法及程序。
2、适用范围涵盖车型型号:XXXXXXXXXXXXXXXXXXXXX 3、职责公司常务副总负责文件有效版本的审批,批准发布生产一致性控制计划。
公司质量负责人负责组织文件编写和修订的总体策划、协调及审核。
公司各职能部门负责编写和修订与本部门相关的技术和管理文件。
物控部负责按本计划控制关键零部件的供应商管理。
制造部负责按本计划控制关键工序。
品管部负责生产一致性控制计划的检验和监督执行。
品管部负责生产一致性控制计划的编写和申报、变更及备案的执行。
技术部负责产品一致性设计开发和技术文件的编制。
综合管理部负责对人力资源的控制。
4、强检项目影响因素的识别品管部组织相关部门按照各项标准识别关键工序、材料、总成和关键制造过程、装配过程、检验过程并确定其控制要求。
认证标准中对生产一致性控制有规定的项目,公司的控制规定不得低于标准的要求。
5、控制措施关键零部件供应商采购控制详见程序文件《采购控制程序》;关键零部件控制详见程序文件《进货检验制度》;关键过程控制详见程序文件《生产过程控制程序》;成品检验详见程序文件《进货检验制度》;检测设备的控制详见程序文件《设施/设备管理控制程序》;关键岗位人员的控制涉及强检项目符合性的相关人员为关键岗位人员,包括:技术人员、采购人员、检验员、关键工序操作人员、内审员等。
生产控制周工作计划

生产控制周工作计划本周的生产控制工作计划主要包括以下几个方面:一、生产任务分解本周我们将根据公司的生产计划,将生产任务进一步分解为具体的生产任务单元,确定每个任务的工艺流程、生产工艺以及所需的人力、物料和设备等资源。
同时,要及时根据实际生产情况对任务进行调整和优化,保证生产计划的顺利执行。
二、生产进度监控在生产过程中,我们需要通过监控生产进度,及时了解每个生产环节的生产情况,确保生产进度按计划执行。
通过制定生产进度监控表格,记录每个环节的生产情况和生产数据,有利于及时发现问题并采取有效措施进行调整,确保生产任务的有效完成。
三、人力资源安排本周我们将合理安排人力资源,保证生产任务的顺利进行。
根据各生产环节的工作量和人力需求,制定详细的人力资源安排计划,确保每个生产线上都有足够的人手进行生产作业。
同时,要注意人员的技术能力和经验,合理分配工作任务,提高生产效率。
四、设备维护和保养设备是生产的重要保障,本周我们将加强设备的维护和保养工作。
定期检查设备的运行状态,保证设备正常运转。
同时,制定设备维护计划,保证设备的正常使用,并及时处理设备故障,确保生产不受影响。
五、质量控制质量是企业的生命线,本周我们将强化质量控制工作。
制定质量控制标准,确保每个生产环节的产品质量符合标准。
加强对生产过程的监控,及时发现并纠正质量问题,保证产品达到客户的要求。
六、安全生产安全生产是企业的首要任务,本周我们将重点加强安全生产工作。
加强对生产现场的安全管理,规范操作流程,提高员工的安全意识,确保生产过程的安全。
定期开展安全生产检查,及时整改安全隐患,保障员工的生命和财产安全。
通过以上工作计划的执行,我们将保证本周的生产控制工作有条不紊地进行。
同时,要及时总结工作经验,不断完善工作流程,提高生产效率和产品质量,为企业的发展做出贡献。
希望全体员工积极配合,共同努力,实现生产目标,为企业的发展和壮大做出努力!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产控制计划模板
篇一:生产一致性控制计划(模板)
第一章第二章第三章第四章第五章第六章
目录
生产一致性控制的文件规定
产品涉及的标准及相关部件、过程的控制规定
整车COP试验设备、人员的控制要求
生产一致性控制计划申报、变更和执行的要求
制造商对发生生产不一致情况的处理规定
制造商对产品不一致情况的追溯处理措施
第一章
1 、目的
生产一致性控制的文件规定
为了确保本公司认证产品能满足国家强制性产品3C认证,生产一致性审查要求和有关法律、法规要求,确保公司生产的批量产品与型式试验合格认证产品的一致性控制,以使认证产品持续符合认证要求,特制定和颁布本生产一致性控制计划(以下称计划)。
本计划是公司质量管理体系文件的重要组成部分,规定了产品一致性所涉及的相关过程、产品、人员及检测设备等要素的控制方法及程序。
2、适用范围
涵盖车型型号:XXXXXXXXXXXXXXXXXXXXX 3、职责
公司常务副总负责文件有效版本的审批,批准发布生产一致性控制计划。
公司质量负责人负责组织文件编写和修订的总体策划、协调及审核。
公司各职能部门负责编写和修订与本部门相关的技术和管理文件。
物控部负责按本计划控制关键零部件的供应商管理。
制造部负责按本计划控制关键工序。
品管部负责生产一致性控制计划的检验和监督执行。
品管部负责生产一致性控制计划的编写和申报、变更及备案的执行。
技术部负责产品一致性设计开发和技术文件的编制。
综合管理部负责对人力资源的控制。
4、强检项目影响因素的识别
品管部组织相关部门按照各项标准识别关键工序、材料、总成和关键制造过程、装配过程、检验过程并确定其控制要求。
认证标准中对生产一致性控制有规定的项目,公司的控制规定不得低于标准
的要求。
5、控制措施
关键零部件供应商采购控制详见程序文件《采购控制程序》;关键零部件控制
详见程序文件《进货检验制度》;关键过程控制
详见程序文件《生产过程控制程序》;成品检验
详见程序文件《进货检验制度》;检测设备的控制
详见程序文件《设施/设备管理控制程序》;关键岗位
人员的控制
涉及强检项目符合性的相关人员为关键岗位人员,包括:技术人员、采购人员、检验员、关键工序操作人员、内审员等。
关键岗位人员应进行岗前应知应会和技能培训和考核,考核合格后方可上岗,应知应会内容包括:国家强制检验标准,熟悉本职工作相关知识。
对于影响强检项目符合性的检验和试验人员、关键工位的操作人员变化时,应确认其技能是否合格。
不合格品的控制
详见程序文件《不合格品控制程序》。
包装、搬运与存贮
公司按《生产过程控制程序》对强制认证产品包装材料、方法、搬运措施及储存环境进行控制,确保强制认证产品不损坏,满足产品一致性要求,在国内市场销售的产品应附有中文说明书。
第二章产品涉及的标准及相关部件、过程的控制规定
篇二:【Word版】生产一致性控制计划模板部件
生产一致性控制计划
CoP Control Plan
(为满足 CNCA-C11-05:XX 机动车喇叭规则对生产一致性控制的要求)
本《生产一致性计划》适用认证产品(涵盖如下 CCC 证书)
生产厂:
版本号 Version No.: 车型系列 Vehicle Type: 发布日期 Release Date:
目录
第一章生产一致性控制的文件化规定
第二章第三章
第四章第五章六章
第七章产品涉及的标准及相关部件、过程的控制规定整车 COP 试验设备、人员的控制要求
生产一致性控制计划申报、变更和执行的要求制造商对发生生产不一致情况的处理规定第制造商对产品不一致的追溯处理措施
工厂质量保证体系应根据工厂实际情况
第一章生产一致性控制的文件化规定
工厂应建立文件化的规定,确保批量生产的认证产品与型式试验样品的一致;确保认证标志的妥善保管和使用。
总体上描述控制计划的内容、制造商为保证生产一致性所采取的手段和方法以及控制计划本身作为文件化的规定在编制可执行方面的具体要求。
实际上也是总体质量计划的概念,阐述企业从设计开发、采购、生产制造到销售服务
全过程中的产品一致性控制过程,应将 CCC 规定和企业现有质量体系文件结合表述。
工厂为有效控制批量生产的认证产品的结构及技术参数和型式试验样品的一致性制定的相关文件及控制体系。
应概要性的介绍生产一致性控制计划在整体上的实施思路,串联附件规则附件2中条的要求,但不需要十分具体。
第二章产品涉及的标准及相关部件、过程的控制规定
工厂按照实施规则制定认证产品必要的试验或相关检查的内容、方法、频次、偏差范围、结果分析、记录及保存的文件化的规定。
以及按照认证标准识别关键零部件、原材料和关键制造过程、装配过程、检验过程并确定其控制要求。
对于不在工厂现场进行的必要的试验或相关检查以及控制的关键零部件、原材料和关键制造过程、装配过程、检验过程,应在计划中特别列出,并说明控制的实际部门和所在地点。
认证标准中对生产一致性控制有规定的项目,工厂的控制规定不得低于标准的要求。
按照产品应满足的标准为主线,对影响标准符合性的关键部件、关键过程以及必要的检验和检查进行控制。
制造商也可以直接列出所有关键部件和关键工序,并不与标准进行一一挂钩,但要确保所有被识别的标准都得到有效控制,不被遗漏。
企业根据产品制订 COP 检验计划,明确检验的依据标
准、标准条款、抽样方法、检验频次、检验方法、结果确认等内容,抽取的产品应能覆盖所有认证产品,认证机构经技术判定并认可后由企业实施 COP 检验。
如企业有异议,也可在提交计划后进行说明。
若最终认证机构和企业没能达成共识,制造商在同意并保证配合认证机构进行产品后续抽样试验复核的前提下,可向认证机构提交确保生产一致性和后续复核措施的保证函,认证机构可接受制造商的 COP 检验计划。
GB 7258-XX 的第条
篇三:控制计划格式
Control Plan控制计划
Ctrl. Plan No.控制计划编号:
存档单位:行政管理部存档期限:五年Q/3DmPLR-714-08E/O
资料编号
共页
工艺规程
产品代号产品名称零(组)件号型别
平原滤清器有限公司
制造厂
Control Plan控制计划
Ctrl. Plan No.控制计划编号:
Ctrl. Plan No.控制计划编号:Ctrl. Plan No.控制计划编号:。