FANUC机器人焊接操作中高级操作指令
FANUC工业机器人常用指令

FANUC工业机器人常用指令简介FANUC工业机器人是一种广泛应用于工业生产中的自动化设备,其具有高精度、高效率、高可靠性和高稳定性的特点。
为了控制和操作这些机器人,我们需要了解一些常用的指令。
本文档将介绍一些FANUC工业机器人常用指令,包括运动控制指令、传感器与外部设备的指令和系统控制指令。
运动控制指令PTPPTP(Point to Point)是一种常用的运动控制指令,用于控制机器人从一个点(起始点)到另一个点(目标点)的运动。
指令格式:PTP X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
LINLIN(Linear)指令用于控制机器人沿直线路径运动,从一个点(起始点)到另一个点(目标点),可以控制线性路径上的速度和加速度。
指令格式:LIN X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
CIRCCIRC(Circular)指令用于控制机器人沿圆弧路径运动。
圆弧由起始点、目标点和中心点定义。
指令格式:CIRC X1, Y1, Z1, A1, B1, C1, X2, Y2, Z2, A2, B 2, C2, VEL, ACC•X1, Y1, Z1:起始点的坐标值。
•A1, B1, C1:起始点的姿态(角度值)。
•X2, Y2, Z2:目标点的坐标值。
•A2, B2, C2:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
传感器与外部设备的指令READREAD指令用于读取外部设备的输入信号值。
指令格式:READ IN[1], IN[2], IN[3], ...•IN[1], IN[2], IN[3]:外部设备的输入信号编号。
WRITEWRITE指令用于写入外部设备的输出信号值。
FANUC弧焊机器人程序常用指令介绍
FANUC弧焊机器人程序常用指令介绍
FANUC弧焊机器人程序常用指令介绍
(1)运动指令。
指令1:JP[2] 100% fine
含义:机器人的运动轨迹不能确定〔执行运动语句时,系统会自动计算最佳路径,使TCP点从当前位置运动到该点。
指令2:LP[3] 100% fine
含义:机器人执行直线运动,TCP点从当前位置走直线到达该点。
指令3:LP[4]/ LP[5] 1OOmm/sec Fine
含义:机器人执行圆弧运动,TCP点从当前点经过中间点P[4]到达P[5]点。
(2) Arcstart。
弧焊起动指令,执行该语句时,焊接开始。
(3)Arcend。
弧焊结束指令,执行该语句时,焊接结束。
(4)CALL。
程序调用指令,调用子程序用。
(5)摆动指令。
Weave Sine
Weave Circle
Weave Figure
Weave L
当焊缝的间隙不太稳定时,摆动指令的应用就会起到很好的效果。
Call Home
JP [1] 100% FINE
JP [2] 100% CNT100
JP [3] 100% CNT100
LP[4] weld_speed FINE
Arc Start[1]
LP[5] 20mm/sec FINE
Arc END[1]
JP[6] 50% CNT100
JP[7] 50% CNT100 JP[1] 50% CNT100。
FANUC发那科机器人操作指南
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4。
工业机器人学习资料 发那科机器人WeldPro操作手册

工业机器人学习资料发那科机器人WeldPro操作手册第一章概述1.1. 软件安装正确安装ROBOGUIDE_6.406912 rev F ,先安装安装盘里的SimPRO,选择需要的虚拟机器人的软件版本。
安装完SimPRO 后再安装WeldPro。
安装完,会要求注册;若未注册,有30天的时间限制。
需要伺服连动的,在安装MultiRobotArcPackage文件夹里面的setup,才能有1A05B-2500-J686 Coord Motion Package 变位机协调功能1.2. 新建Workcell的步骤1.2.1. 新建在Name 一栏输入文件名,文件名要以字母开头。
第一项是根据默认的配置新建;第二项是根据上次使用的配置新建;第三项是根据机器人备份文件来创建;第四项是根据已有机器人的拷贝来新建;一般都选用第一项。
选择机器人的软件版本:V6.** 是针对R-J3iB 控制器,V7.**是应用在R-30iA控制器的。
现在销售的机器人都是R-J3iA控制器的。
选择机器人的应用软件:一般选用ArcTool ( H541 )选择合适的机型,如果选型错误,造成焊接位置达不到,可以在创建之后再更改。
然后选择Group2 ~7的设备:该实例中选了两个Positioners(变位机),如果没有类似设备,就无需在此页上做任何选择。
根据所需,选择相应的选项功能软件。
以下列出一些弧焊中常用的选项功能:1A05B-2500-H871 ARC Positioner FANUC二轴变位机1A05B-2500-J511 TAST Arc Sensor1A05B-2500-J518 Extended Axis Control 行走轴1A05B-2500-J526 AVC 弧压控制1A05B-2500-J536 Touch Sensing 接触传感1A05B-2500-J605 Multi Robot Control 多机器人控制,Dual Arm中用1A05B-2500-J601 Multi-Group Motion 多组控制,有变位机,必须选1A05B-2500-J617 Multi Equipment 多设备,Tamdem Mig中用1A05B-2500-J613 Continuous Turn 连续转,1A05B-2500-J678 ArcTool Ramping 焊接参数谐波变化1A05B-2500-J686 Coord Motion Package 变位机协调功能1.2.2.添加附加轴软件设置如果有附加轴(Positioner,Rail),则需要完成这一步。
FANUC弧焊TORCHMATE功能步骤

TORCHMATE功能Torch Mate是一种成本低、方便实用的自动调整TCP的一种解决方案。
使用Torch Mate能够自动补偿由于焊枪颈弯曲或导电嘴磨损导致的TCP不准。
Torch Mate的操作原理类似touch sensing,在焊丝上应用一个电压,当焊丝接触Torch Mate对枪块时,产生一个输入信号。
Torch Mate只补偿x, y, z方向的变化,而不会对角度的变化w, p, r进行补偿。
TorchMate3使你能够选择一个自动错误恢复方式用在生产中发生Torch Mate错误时——REDO, SKIP, ABORT, 或者 PROMPT。
TorchMate3包含两种监控功能,Collision Monitor 和 Touchup Monitor,通过设置使用户知道什么时候应该执行Torch Mate调整功能。
当您使用Torch Mate功能时,首先确保系统具有这个功能,并且已经有了正确定义的TCP。
为方便操作和使用,建议使用Torch Mate对枪块进行TCP的设置。
然后设置Torch Mate和TCP 的 master。
完成了master之后,任何时间都可以使用Torch Mate来检查和调整TCP。
因为Torch Mate为每个机器人组合(最多两个机器人)提供一个可执行的程序,无论何时需要,都可以自动地(例如每50个生产部件)或者手动地调用该程序。
使用 Torch Mate对于任何一个机器人来说,使用Torch Mate 都包含以下几个步骤:1.安装TorchMate 硬件和软件2.设置TorchMate参数表3.在一个程序中加入TorchMate 程序指令(执行自动TorchMate 操作)4.运行 TorchMate.5.监控 TorchMate 的执行结果1.要求和导则为了能顺利使用TorchMate功能,请认真阅读下面的要求和导向:•如果使用的是粘丝检测线路,无需再增加touch sensing硬件或软件,对任何焊接设备都可以直接使用TorchMate功能。
Fanuc机器人控制器及编程

圆弧焊接编程
1. JP[1] 100% FINE 2. JP[2] 100% FINE 3. LP[3] 500mm/sec FINE Arc Start[1] 4. CP[4] P[5]100mm/sec FINE 5. CP[6] P[7] 100mm/sec FINE Arc End[1] 6. JP[8] 100% FINE 7. Call SafeHome Point Arcstart Weld_ PT Arcend Touch Up > F1 F2 F3 F4 F5
100fine自己定义p工具坐标系原点tcp机器人的三种运动轨迹及表示方法点对点运动jointcirclec上海林肯电气自动?精确到位fine?圆滑过渡cntrobotprogrammovementendtypes机器人编程运动结束方式典型焊接程序的编写edit直线焊接的编程100fine100cnt100lp3100mmsecfinef1f2f3f4f5圆弧焊接编程jp1100finejp2100finelp3500mmsecfinearcstart1cp4f1f2f3f4f5编程时常用的中高级指令及功edcmdf5insertdeletecopypasteundoinstf1programcontrolarcstartendtimerwaitweavingifjmpprroffsetdodiedcmdjp1100finejp2100finelp3100fineinsertdeletecopypastef1f5instjp1100finejp2100finearcstart1programcontrol22
• 工具坐标系原点( TCP)
机器人的
三种运动轨迹及表示方法
• 点对点运动(Joint--- J)
fanuc机器人指令讲解【附图】

程序编辑界面,在编辑(EDCMD)中有一系列的功能选项,本文重点对“变更编号”、“取消”及“改为备注”三个功能做详细介绍。
1.变更编号(Renumber)该选项的功能作用是:以升序方式,从光标所在行起,自上而下赋予程序中位置变量新的位置编号,使程序中的位置编号更加整齐。
图1示教编程中,由于经常需要对示教位置点执行插入或删除操作,位置编号在程序中会变得零乱无序(如图2)。
图2通过变更编号功能,可使位置编号在程序中依序排列(如图3)。
图3注意:1、变更编号功能仅对编号顺序进行调整,不改变原程序轨迹。
2、变更编号功能只对位置变量P[i]有效,对位置寄存器PR[i]无效。
具体操作步骤:将光标移至程序首行后①选择F5编辑命令;②选择“变更编号”选项;③选择F4“是”(如图4、图5所示)。
图4备注:由于行1与行6中位置变量相同,都为P[1]。
所以,变更编号后两者编号保持一致。
图52.取消(Undo)该选项的功能作用是:可以撤销指令的更改、行插入、行删除等程序编辑操作。
注意:该功能只能撤销上一步操作,不能撤销多次操作。
下文以行删除为例对该功能进行说明。
原程序如图6所示:图6在原程序中删除1-3行后,程序如图7所示:图7通过使用取消(Undo)功能,能够撤销删除操作,恢复已删除行。
具体操作步骤:①选择F5编辑命令;②选择“取消”;③选择F4“是”(如图8、图9所示)。
图8图9取消后,程序如图10所示。
图103.改为备注(Remark)该选项的功能作用是:通过将程序中的单行或多行指令改为备注,可以在程序运行中不执行该指令。
原程序如图11,图11该程序对应机器人轨迹如图12,图12将原程序2-4行改为备注后,在行的开头会显示“//”。
改为备注的指令在程序运行中相当于被屏蔽,不会被执行。
将2-4行改为备注后,程序如图13,图13改为备注后的程序执行效果如图14,行2至行4指令内容保留,但不被执行。
图14具体操作步骤:①将光标移至需要改为备注的行号位置;②选择F5编辑命令;③选择“改为备注”选项(如图15);④根据提示,下移光标选中目标对象;⑤选择F4“改为备注”(如图16)。
发那科PROFINET弧焊机器人设置 - 最全版
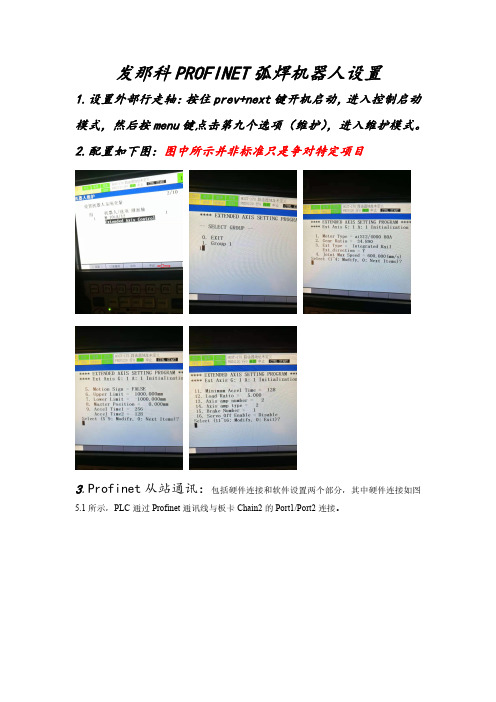
发那科PROFINET弧焊机器人设置1.设置外部行走轴:按住prev+next键开机启动,进入控制启动模式,然后按menu键点击第九个选项(维护),进入维护模式。
2.配置如下图:图中所示并非标准只是争对特定项目3.Profinet从站通讯:包括硬件连接和软件设置两个部分,其中硬件连接如图5.1所示,PLC通过Profinet通讯线与板卡Chain2的Port1/Port2连接。
图5.1从站通讯时连接的Port端口软件设置包括三个部分:Address settings、Switch settings(一般默认,不进行更改)、IO-Device。
具体步骤如下所示:TP中进入Profinet设置画面。
步骤:MENU→I/O→PROFINET(M)。
将Chain1DISABLE,保证Chain2ENABLE(设置后Chain1的图标变灰,Chain2的图标变亮)。
如图5.2所示根据客户需求设置Address settings的内容,包括:机器人的IP地址、子网网关、名称。
(通过TP上“Disp”键进行左右屏幕切换)图5.2Address settings设置如图5.3所示根据客户需求设置IO-Device的内容,包括Slot Type、Slot Size两部分。
点DISP 按钮将光标移到右面的窗口,点上下按钮,将光标移到Slot1上。
点EDIT(F4)按钮,打开Slot1的设定画面如图5.4所示,在Slot1设定画面,将光标移到SlotType上,点EDIT按钮,弹出型号选择窗口,选择Input Output slot,点APPLY按钮。
将Slot1设定成输入/输出模块,同理按照相同步骤将Slot Size设置为32bytes(即:DI DO分别为32bytes)回到图5.3IO-Device 设置界面,选择F1SAVE,然后重启,设置生效。
图5.3IO-Device设置图5.4Slot Type设置(此处为从相关文件中借用的图片)PLC侧的设置:客户现场的PLC技术人员在step7中(以西门子PLC为例)导入机器人的GSD文件,设置机器人的IP地址、子网网关、名称、输入/输出字节数(与机器人侧的设置相同),然后下载。
fanuc m55指令

fanuc m55指令Fanuc M55 指令: 功能、应用及操作详解引言:Fanuc M55指令是用于Fanuc机器人的一种特殊指令。
Fanuc机器人作为工业自动化领域的重要设备,广泛应用于各个行业,助力企业提高生产效率和生产质量。
本文将围绕Fanuc M55指令展开讨论,具体介绍其功能、应用领域以及操作步骤等。
通过对Fanuc M55指令的深入了解,用户可以更好地使用Fanuc机器人系统。
下面将一步一步为你详细解释Fanuc M55指令。
一、Fanuc M55指令的功能Fanuc M55指令广泛应用于机器人编程中的路径规划和运动控制。
它的主要功能是设定机器人末端执行器或工具的相对姿态,以便进行特定操作。
具体来说,Fanuc M55指令可用于设定执行器或工具的旋转角度和方向。
通过改变角度和方向,机器人可以实现精确的位置和姿态控制,从而满足不同工件的处理要求。
Fanuc M55指令的另一个重要功能是其能够与其他指令相结合,实现复杂的路径规划和运动控制。
例如,用户可以使用Fanuc M55指令与Fanuc M66、M67和M68等指令结合,实现机器人末端执行器的旋转和平移。
这样,机器人可以在复杂的工作空间中进行灵活的操作,提高工作效率。
二、Fanuc M55指令的应用领域Fanuc M55指令广泛应用于许多行业,包括汽车制造、电子制造、医疗设备制造等。
在汽车制造领域,Fanuc机器人常用于车身焊接、装配和喷涂等工序。
使用Fanuc M55指令,可以精确地控制机器人末端执行器的姿态,确保焊接、装配和喷涂的质量和精度。
在电子制造领域,Fanuc机器人可以用于电子产品的组装和测试。
使用Fanuc M55指令,可以准确控制机器人末端执行器的姿态,以适应不同的电子元件。
同时,Fanuc M55指令可以与其他指令相结合,实现复杂的组装和测试工作,提高生产效率和产品质量。
在医疗设备制造领域,Fanuc机器人可以用于手术器械的加工和组装。
FANUC 机器人系列伺服枪操作手册
7.3.2 调整结果输出的方法.........................................................................................55 7.3.3 完成出现报警 SVGN-050 时的自动调整程序 ...................................................55 7.3.4 调整失败.............................................................................................................55
Fanuc焊接机器人编程实例
Fanuc焊接编程实例Fanuc焊接编程实例一、概述本文档旨在介绍如何使用Fanuc焊接进行编程,并提供一些实例供参考。
Fanuc焊接是一种自动化设备,用于执行焊接任务。
通过编程,可以使按照预定的路径和规定的参数进行焊接操作。
二、基本信息1、品牌:Fanuc2、型号:焊接型号3、控制系统:Fanuc Robot Controller三、编程环境设置1、安装Fanuc Robot Controller软件2、连接和控制系统3、配置初始位置和姿态四、基本编程指令1、MOVJ:移动至给定的关节角度2、MOVL:移动至给定位置3、CLRPOS:清除位姿数据4、SETPOS:设置位姿数据5、WT:等待指定时间6、等待输入或触发信号7、设置电弧和焊接参数8、启动/停止焊接进程9、设置焊接路径速度和加速度五、编程示例 1:直线焊接1、设置焊接参数2、设置焊接路径速度和加速度3、设置起始位置和姿态4、执行直线焊接5、停止焊接进程六、编程示例 2:点焊接1、设置焊接参数2、设置焊接路径速度和加速度3、设置起始位置和姿态4、执行点焊接5、停止焊接进程七、编程示例 3:拖焊接1、设置焊接参数2、设置焊接路径速度和加速度3、设置起始位置和姿态4、执行拖焊接5、停止焊接进程八、附件本文档附带以下附件:1、Fanuc Robot Controller软件安装包2、Fanuc焊接型号参数说明书九、法律名词及注释1、焊接参数:指定了焊接过程中的电弧功率、速度和力量等参数。
2、位姿数据:的位置和姿态数据,包括关节角度和坐标位置。
3、焊接路径速度:焊接在焊接过程中移动的速度。
4、焊接路径加速度:焊接在焊接过程中加速的速率。
5、拖焊接:焊接过程中,焊枪随着的运动在工件上拖动。
6、电弧:焊接过程中形成的电气放电。
FANUC弧焊TORCHMATE功能步骤
TORCHMATE功能Torch Mate是一种本钱低、方便实用的自动调整TCP的一种解决方案。
使用Torch Mate能够自动补偿由于焊枪颈弯曲或导电嘴磨损导致的TCP不准。
Torch Mate的操作原理类似touch sensing,在焊丝上应用一个电压,当焊丝接触Torch Mate对枪块时,产生一个输入信号。
Torch Mate只补偿x, y, z方向的变化,而不会对角度的变化w, p, r进展补偿。
TorchMate3使你能够选择一个自动错误恢复方式用在生产中发生Torch Mate错误时——REDO, SKIP, ABORT, 或者 PROMPT。
TorchMate3包含两种监控功能,Collision Monitor 和 Touchup Monitor,通过设置使用户知道什么时候应该执行Torch Mate调整功能。
当您使用Torch Mate功能时,首先确保系统具有这个功能,并且已经有了正确定义的TCP。
为方便操作和使用,建议使用Torch Mate对枪块进展TCP的设置。
然后设置Torch Mate和TCP的master。
完成了master之后,任何时间都可以使用Torch Mate来检查和调整TCP。
因为Torch Mate 为每个机器人组合〔最多两个机器人〕提供一个可执行的程序,无论何时需要,都可以自动地〔例如每50个生产部件〕或者手动地调用该程序。
使用 Torch Mate对于任何一个机器人来说,使用Torch Mate 都包含以下几个步骤:1.安装TorchMate 硬件和软件2.设置TorchMate参数表3.在一个程序中参加TorchMate 程序指令〔执行自动TorchMate 操作〕4.运行 TorchMate.5.监控 TorchMate 的执行结果1.要求和导那么为了能顺利使用TorchMate功能,请认真阅读下面的要求和导向:•如果使用的是粘丝检测线路,无需再增加touch sensing硬件或软件,对任何焊接设备都可以直接使用TorchMate功能。
弧焊机器人操作及编程

Mode Switch 模式选择开关
2模式开关
模式 自动 机器人运动
3 模式开关
自动生产操作模式 当EAS信号(安全门信号)断开以后,机器人就停止 当TP为ON的时候,机器人就报警 机器人示教模式 机器人腕关节和TCP的速度被限制为小于或等于安全速度(250mm/sec) TP的DEADMAN开关有效,但假如松开或者握得太紧的话,机器人将会停止 EAS 信号(安全门信号)变为无效 操作者只能通过TP来操作机器人 用于确认机器人用高于安全速度(250mm/sec)运动的模式. 在这种模式下,机器人能够用高于安全速度运行,所以操作者必须小心操作和尽可能减少需要确 认的机器人运动。 TP的DEADMAN开关有效,但假如松开或者握得太紧的话,机器人将会停止 EAS 信号(安全门信号)变为无效 操作者只能通过TP来操作机器人
上海林肯电气自动化
Group and Mask
Program Detail JOINT 10%
工作组和标志位
•G 1(Robot) •G 2(Positioner A) •G 3(Positioner B)
5/10 Create Date: 10-MAR-1994 Modification Date: 10-MAR-1994 Copy source [**************] Positions: FALSE Size:: 312Byte 1 Program name: [ SAMPLE2 ] 2 Sub Type: [ None ] 3 Comment: [*************] Group Mask: [ 1,*,*,*,* ] 4 Write protection: [ OFF ] 5 Ignore pause: [ OFF ] END PREV NEXT
fanuc点焊机器人操作手册
FUNAC點焊機器人站操作手冊一、設備開機1﹒開啟水源球閥、氣壓球閥,確認外部主電源220V AC機器人電源、440V AC 焊接用電源已開啟。
2﹒開啟機器人電源(主旋轉開關轉向上,機器人電源開關按下ON,此時機器人電源燈亮起,進行開機約需30秒)。
3﹒按下設備啟動綠色按紐,2秒後上方的塔燈,綠色燈亮起,請注意此時若紅燈也亮起,請至PLC箱看異常訊息查看何項設備有異常(若緊急停止按著,綠色燈不會亮,設備不會啟動)。
4﹒請確認機器人教導器,左邊第三個STEP燈未亮起(若有亮綠燈,請按STEP按紐消除)確認教導器ON/OFF開關切至OFF,確定異常燈未亮紅燈(若有請按復歸),確認機器人程序已歸零,可進行維護呼叫作確認。
此時設備已開啟,可進行生產。
二、設備關機1﹒按下設備停止紅色按紐,此時塔燈綠燈熄滅,若塔燈紅色燈有閃爍,請按警報停止紅色按紐。
2﹒按下機器電源開關變OFF,此時機器人電源燈熄滅,機器人即關機完成;若要長時間停機(超過一天),請將下方的電源總開關旋轉至水平OFF位置。
3﹒關閉水源、氣源,及焊接440V AC電源。
三、機器人預約程序1﹒請確認所有滑台皆在外圍,且滑台氣缸上的外定位磁簧有感應亮燈。
此時按下預約紐,預約燈亮起(若外定位未感應到,則無法預約)。
2﹒PLC依滑台工程1、2、3、4,次序掃描,當本站預約掃描到此時檢查夾具感應Sensor是否有感應到(檢知為X2A、X2B、X2C、X2D、X2E共五個訊號ON,X28,X29訊號OFF;,若未符合條件,此時預約燈會自動熄滅,塔燈紅色異常燈閃爍,人機界面異常訊息會出現本站夾具夾緊檢知異常,或板件檢知異常,錯誤訊息未按警報停止清除將一直存在, 但若再次預約而且檢查正常,此時錯誤訊息消除。
3﹒滑台檢知正常,機器人移動即往夾具,在機器人未動作之前按下取消,可停止程序繼續進行, 焊接中途若要夾具打開,請將中途打開之感測器接至X2F。
4﹒滑台前進到前定位,前定位感應磁簧燈亮起,即開始機器人呼叫啟動程序,若機器人未待機(教導器未切OFF,教導器在步進STEP燈亮狀態,機器人在其他程式程序中未完成,程序未歸零,機器人異常燈亮起有異常訊息,共四種狀態)則無法啟動機器人,此時塔燈異常紅燈亮起,人機界面顯示本站機器人啟動異常,程序停止,請將設備停止按下,手動將滑台後退,復原機器人至待機(A:STEP燈OFF、B:教導器OFF、C:FCTN +ENTER程序歸零),重新按設備啟動後重來。
弧焊机器人操作及编程
第一部分 FANUC弧焊机器人
编程基础
系统操作工具
机器人示教器(TP)
作用:
1. 2. 3. 4. 点动机器人 编写及运行机器人程序 查阅机器人状态 进行一切设置
上电开机和操作移动机器人 开机 1. 如果机器人系统连接的是PW455M焊接电源的话,先将焊 接电源打开。
2. 打开机器人控制柜的断路开关,按住“ON”按钮几秒钟, 示教盒的开机画面将会显示出来。 3. 手持示教盒,按下并且始终握住“Dead man switch”,将示 教盒上的开关打到“ON”的位置,在示教盒键盘上找到 “STEP”键,按一下并确认左上部的“STEP”状态指示灯亮 ,如果是新版本的示教盒的话,在屏幕顶端的状态显示行 将显示“TP off in T1/T2,door open”。按“Reset”键消除报 警信息。注意:此时屏幕顶端右面的蓝色状态行应该为Joint 10%。
---Insert---.
---Create Teach Pendant Program - --Program Name[ PRG MAIN ] SUB . TEST
TEACH
MENUS键:
用该键显示菜单屏幕:
下面是按下 MENUS后出现 的列表: 1.UTILITIES > 2.TEST CYCLE > 3.MANUAL FCTNS > 4.ALARM > 5.I/O > 6.SETUP > 7.FILE > ER 9.SELECT 10.EDIT 11.DATA > 12.STATUS > 13.POSITION 14.SYSTEM > 15.BROWSER
FILE JOINT 10% 61276 bytes free 2/4 No Program name Comment 1 SAMPLE1 [SAMPLEPRG1] 2 SAMPLE2 [SAMPLEPRG2] 3 TEST1 [TESTPRG1] 4 TEST2 [TESTPRG2] [TYPE] CREATE DELETE COPY F1 F2 F3 F4 F5 CREAT . 1 Words 2 Upper Case 3 Lower Case 4 Options PREV JOINT 10%
发那科机器人操作说明书
FANUC机器人操作说明书1.概要 (3)2.坐标系 (7)3.程序创建 (11)4.动作指令 (12)5.焊接指令 (16)6.摆动指令 (18)7.寻点指令 (20)概要•机器人•控制装置•示教器机器人机器人是由通过伺服电机驱动的轴和手腕构成的机构部件。
手腕叫做机臂,手腕的接合部叫做轴杆或者关节。
最初的3轴(J1.J2.J3)叫做基本轴。
机器人的基本构成,由该基本轴分别由几个直动轴和旋转轴构成而确定。
机械手腕轴对安装在法兰盘上的末端执行器(焊枪)进行操控。
如进行扭转、上下摆动、左右摆动之类的动作。
机械臂控制装置机器人控制装置,由电源装置、用户接口电路、动作控制电路、存储电路、I/O电路等构成。
用户在进行控制装置的操作时,使用示教操作盘和操作箱。
动作控制电路通过主cpu印刷电路板,对用来操作包含附加轴在内的机器人的所有轴之伺服放大器进行控制。
示教操作盘与菜单相关的键控开关与JOG相关的键控开关与执行相关的键控开关与编辑相关的键控开关2.坐标系坐标系是位确定机器人的位置和姿势而在机器人或空间上进行定义的位置坐标系统。
坐标系有关节坐标系、关节坐标系关节坐标系是设定在机器人的关节中的坐标系。
关节坐标系中的机器人的位置和状态,以各关节的底座侧的关节坐标系为基准而确定。
下图中的关节坐标系的关节值,处在所有轴都为0°的状态.关节坐标系刀具坐标系这是用来定义刀尖点(TCP)的位置和刀具姿势的坐标系.刀具坐标系必须事先进行设定.位定义时.将由机械接口坐标系代替刀具坐标系。
世界坐标系世界坐标系,是被固定在空间上的标准笛卡尔坐标系,其被固定在机器人事先确定的位置。
用户坐标系基于该坐标系而设定。
她用于位置数据的示教和执行。
用户坐标系用户坐标系,是用户对每个作业空间进行定义的笛卡尔坐标系。
它用于位置寄存器的示教和执行、位置补偿指令的执行等。
位定义时将由世界坐标系来替代该坐标系。
注:在程序示教后改变了刀具或用户坐标系的情况下,必须重新设定程序的各示教点和范围。
fanuc rot指令

fanuc rot指令Fanuc ROT指令使用步骤及应用场景详解一、引言Fanuc ROT指令是Fanuc机器人控制系统中的一种常用指令,用于实现旋转操作。
本文将一步一步详细介绍Fanuc ROT指令的使用步骤以及应用场景。
二、Fanuc ROT指令的基本概念ROT指令是Fanuc机器人控制系统中的一种指令,用于实现旋转操作。
它可用于控制机器人的工具和工件进行水平旋转或垂直旋转等动作。
使用ROT指令可以实现精确的旋转控制,提高机器人工作的灵活性和效率。
三、Fanuc ROT指令的使用步骤使用Fanuc ROT指令进行旋转操作需要按照以下步骤进行:1. 设置旋转类型在使用ROT指令进行旋转操作之前,需要先设置旋转类型。
Fanuc机器人控制系统提供了多种类型的旋转,包括水平旋转、垂直旋转等。
根据实际需要,选择相应的旋转类型,并将其设置为当前的旋转类型。
示例指令:ROT MODE=HORIZ2. 设置旋转轴旋转操作需要指定旋转轴,即绕哪个轴进行旋转。
Fanuc机器人控制系统通常提供多个旋转轴可供选择,包括X轴、Y轴、Z轴等。
根据实际需要,选择相应的旋转轴,并将其设置为当前的旋转轴。
示例指令:ROT AXIS=X3. 设置旋转角度在进行旋转操作之前,需要设置旋转的角度。
可以使用绝对角度或相对角度来定义旋转角度。
在Fanuc机器人控制系统中,旋转角度通常以弧度或角度的形式表示。
根据实际需要,选择相应的角度格式,并设置旋转角度。
示例指令:ROT ANGLE=904. 执行旋转操作设置好旋转类型、旋转轴和旋转角度之后,即可执行旋转操作。
Fanuc机器人控制系统会根据设置的参数,控制机器人执行相应的旋转动作。
示例指令:ROT START5. 结束旋转操作当旋转操作完成后,需要通过指令结束旋转操作。
Fanuc机器人控制系统会停止机器人的旋转动作,并返回到初始状态。
示例指令:ROT END四、Fanuc ROT指令的应用场景Fanuc ROT指令适用于多种应用场景,主要包括以下几个方面:1. 工件旋转在一些特定的工艺过程中,需要对工件进行旋转,以便进行加工或检测等操作。
FANUC机器人操作说明书
上海奥特博格汽车工程有限公司目录第一章:设备指示灯、按钮开关说明 (5):PLC从站控制柜指示灯、按钮开关 (5):PLC从站三色灯状态 (6):机器人控制柜指示灯、按钮开关 (7):机器人示教器按钮开关 (8):水汽面板按钮开关介绍 (19):机器人示教器状态栏介绍 (11): 机器人控制柜及从站箱介绍 (12)第二章:系统自动操作说明 (15):系统启动步骤 (15):系统自动运行条件 (17):系统自动运行步骤 (18)第三章:机器人在焊接时被中断后的再启动 (18):系统急停后的再启动步骤 (18):停止后的再启动步骤 (19):安全门被打开后的再启动 (19)第四章:系统作业程序 (20):主程序 (20):子程序 (20)第五章:安全操作规范 (22)第六章:系统通讯 (20)附表: (23)机器人信号表 (23)前言第一章设备指示灯、按钮开关说明在使用以下所述设备上的按钮、开关时,必须要明白这些按钮、开关的使用方法及作用。
以免造成设备的损坏!、PLC从站控制柜指示灯、按钮开关:AIR OK(气压正常指示灯):机器人检测气压正常则此指示灯常亮FLOW OK(水流正常指示灯):机器人检测水流正常则此指示灯常亮Timer Alarm(焊机报警指示灯):机器人检测焊机有无报警,有则此指示灯亮START(机器人启动):机器人启动(手动)按钮。
在自动运行下,请勿操作此按钮启动FAULT/HOLD(故障/暂停按钮):机器人暂停按钮,按下此按钮后,机器人减速停止,指示灯亮、PLC从站三色灯状态:、机器人控制柜指示灯、按钮开关:1、手/自动模式开关:此开关共有三个档位-AUTO挡为自动模式、T1为手动慢速模式、T2为手动全速模式2、FAULT RESET(报警复位):在机器人控制柜出现报警情况下,操作此按钮消除报警3、CYCLE START(循环启动):机器人在进入运行状态时,此按钮灯常亮4、FAULT(异常报警):机器人出现故障时此指示灯常亮5、POWER(电力接通):机器人控制柜接通电源并正确启动后,此指示灯常亮6、EMERGENCY STOP(紧急停止):按下此按钮后,机器人立即停止,此时FAULT灯亮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机器人焊接操作中级培训内容1.Insert, delete, copy, paste指令在机器人培训教材(中文)P20-23。
2.Replace指令培训教材见本文档后面。
3.INST中包含的指令(例:Arc start/end, wait, Branch instructions( IF/select, JMP/Label等) ,timer,registers, weaving, program control 指令(pause, abort),welding I/O, Offset)Wait 等待指令(厚黄皮手册P220)等待指令用来在一段指定的时间内停止程序的执行,或者在某个条件满足之前阻止程序的执行。
当执行该指令时,机器人不执行任何操作。
有两种有效的等待指令:•指定时间的等待指令:在一指定的时间段内停止程序的执行。
•条件等待指令:直到满足一特定的条件或者一特定的时间段后再开始执行程序。
指定时间的等待指令Wait (时间)指定时间的等待指令在一指定的时间段后(几秒钟后)再恢复程序的执行。
例:1. WAIT2. WAIT 10.5sec3. WAIT R [1]条件等待指令WAIT(条件)(处理办法)条件等待指令能阻止程序的执行,直到所指定的条件被满足,或者指定的时间已经过去。
有如下两种情况:•若没有指定任何处理操作,则程序一直停止到所指定的条件被满足为止。
•“Timeout,LBL[i]”语句能使程序在系统配置显示屏的14.WAIT timeout项所指定的时间内停止程序的执行。
如果在这段时间内等待后的条件被满足,则程序等待结束,继续执行下一步程序;如果Wait后所指定的条件不能在这段等待时间内被满足,程序控制就转换到一个指定的标记上(即LBL[1]分支程序上),并开始执行该标号所指定的程序。
(参照下面的短例)WAIT timeout 的时间数值设置是在System configuration 屏幕中进行设定的,路径如下:MENUS——SYSTEM——F1,TYPE——Config。
寄存器条件等待指令寄存器条件等待指令是将一个寄存器的值与另一个值进行比较,并一直等待到比较条件被满足。
例如:3:WAIT R [2] <>1, TIMEOUT LBL [1]4:WAIT R[R [1]] >=200注释:Label 指令采用Label 指令(LBL[i] )来指定一个程序执行分支的目的地。
LBL[i] 是一段程序的起始句,是可以在INST中找到的一个独立的语句,只有先在程序中提及或者指定后,才能在等待指令或其它指令中使用。
I/O条件等待指令I/O条件等待指令将一输入/输出信号值与另外一个值相比较,并一直等到比较条件被满足。
例如:5:WAIT SDI [2] <>OFF,TIMEOUT LBL [1]6:WAIT RDI[R [1]]=R [1]寄存器指令寄存器指令的作用是在寄存器上执行算数操作,有效寄存器如下:•寄存器指令•位置寄存器指令•位置寄存器轴指令在寄存器运算中,如下所示的多项式运算可能发生:例如:1:R [2]=R [3]-R [4] +R [5]-R [6]2:R [10]=R [2]*[100/R [6]]注意下面的约束条件:•在一行上最多可使用五个加、减、乘、除运算符。
•但在一行中可同时使用加减,也可同时使用乘除;但不能将加减及乘除混在同一行中。
3.2.1寄存器指令一个寄存器指令在寄存器上执行一个数学运算。
寄存器因为有整数或者小数等不同的结构而多种多样。
一个简单的寄存器仅仅代表一个不断累积变化的数值。
例如:R[i] =(value),该语句表明将一个数值装进了一个指定的寄存器内。
R[i] =(value)+(value),该语句表明将两个数值的和装进一个指定的寄存器内。
寄存器显示屏:DATA键——F1,TYPE——Registers。
要输入一些注释和评论,采用下面的步骤:A, 将光标移到选定的寄存器编码处,按下ENTER。
B,选择一种注释输入方法C,按下期望的功能键,然后输入注释。
D,完成注释后,按ENTER。
要改变寄存器的数值,将光标移到数值处,直接输入想要的数值即可。
3.2.2 位置寄存器指令一个位置寄存器指令能在一个位置寄存器上进行数学运算。
一个位置寄存器指令能在一个指定的位置寄存器中装入一个位置数据、两个数值的和或差。
一个位置寄存器使用相同的格式作为一个寄存器指令。
一个位置寄存器是一个装载位置数据(xyzwpr)的变量。
注意:在使用位置寄存器指令之前,通过设定LOCK PREG来锁定位置寄存器。
当位置寄存器指令中使用了未被锁定的位置寄存器时,运算会变得非常严格。
位置寄存器的设置步骤:DATA键——F1,TYPE——Position Registers。
要输入一些注释和评论,采用下面的步骤:A, 将光标移到选定的寄存器编码处,按下ENTER。
B,选择一中注释输入方法C,按下期望的功能键,然后输入注释。
D,完成注释后,按ENTER。
要改变位置寄存器的值,首先将光标移动到位置寄存器的数值区域,然后按下F3,RECORD,同时要按住Shift 键。
——相应的位置寄存器后显示“R”时,表示该位置寄存器已经示教过一个值了。
——若该位置显示的是“*”,表示该寄存器还未进行位置示教。
注意:在包含多个运动GROUP的系统中,示教一个位置寄存器,要根据当前运动Group记录所有轴的位置数据值。
要删除已被存储在位置寄存器中的位置数据值,在按下SHIFT键的同时按下F5,CLEAR。
要查出当前的位置数据值,按F4 POSITION。
详细的位置数据屏幕出现。
要改变其中任何一个值,只要将光标移到相应的数字上,并输入一个新的数值即可。
要改变配置,按下F3 CONFIG。
将光标移动的相应的区域,通过使用向上和向下的箭头来改变位置数据。
要改变位置数据的存储形式,按下F5[REPRE],并选择需要的存储形式(即相应的坐标系下位置值)。
要显示附加轴的数据,按下F2 PAGE。
完成设置后,按下F4 DONE。
4. Welding I/O指令焊接输入(WDI)和焊接输出(WO)信号是由用户自己控制的输入/输出信号。
4.1 R[i] =WDI[i] (第一个i表示寄存器的号码,第二个i表示焊接输入信号号码)该指令表示在一个寄存器中存储了焊接输入状态(On=1,Off=0)。
例如R[1]=WI[2]R[R [3]] =WI[R [4]]4.2 WO[i] =On/Off(i指焊接输出信号编码,On表示打开输出;Off指关闭输出)该指令的作用是将一个指定的焊接输出信号或者打开或者关闭。
例如 WO[1]=OnWO[R [3]] =Off4.3 WO[i] =PULSE(time)此处的时间宽度为0.1-25.5秒。
该指令的作用是将一个指定的焊接输出打开一定的时间。
当时间未被指定时,该指令会执行脉冲输出。
例如:WO [1] =PULSEWO [2] =PULSE,0.2secWO[R [3]] =PULSE,1.2sec4.4 WO[i] =R[i]该指令通过所指定的寄存器的值来决定是将焊接输出打开还是关闭。
当寄存器设置为0时,该指令关闭焊接输出。
当寄存器的设置值为0以外的数字,该指令将打开焊接输出。
例如:WO [1] =R [2]WO[R [5]] =R[R [1]]5.分支指令(Branch instructions)一个分支指令是在执行程序的过程中引出和制造一个分支,也就是在程序的执行路线中转而执行另外一部分程序。
有如下四种分支指令:•Label 指令•Program end 指令•无条件分支指令•有条件分支指令5.1 Label指令(厚黄皮书P209)5.2 Program end 指令(厚黄皮书P209)5.3 无条件分支指令一个无条件分支指令总是会引起同一个程序执行的分支。
有如下两种有效的无条件分支指令:•Jump指令:引起转向执行一指定的label 或程序的分支指令。
•程序调用指令:转向执行另外一个程序。
5.3.1 Jump指令 JMP LBL[i]JMP LBL[i] 指令能够使正在运行程序控制转向到去执行一个指定的label程序。
例如:3. JMP LBL [2:hand open]4.JMP LBL[R[4]]5.3.2 调用程序指令 CALL(某一个程序)5.4 条件分支指令一个条件分支指令能在一个指定的条件被满足的时候使机器人从执行程序中的一个位置跳转去执行另外一个位置的语句。
有效的条件分支指令有如下两种:•有条件的比较指令:当某个条件被满足后,该类指令能制造一个程序执行的分支,使机器人转向执行一个指定的程序或者label。
该类指令中有寄存器条件比较指令和输入/输出(I/O)条件比较指令。
•条件选择指令:根据寄存器的值,能够产生一个条件执行的分支,使机器人转向执行一个指定的跳转指令或者一个子程序调用指令。
5.4.1 寄存器条件比较指令 IF R[i] (比较运算符)(数值)(处理办法)一个寄存器条件比较指令将存储在寄存器中的数值与另外一个值相比较,当比较条件满足后,就开始执行处理办法。
其中比较运算符后面的数值可以为一个恒定值也可是一个指定的寄存器。
5.4.2 I/O条件比较指令 IF(I/O)(比较运算符)(数值)(处理办法)输入/输出条件比较指令将一个输入/输出信号值与另外一个值进行比较。
当比较条件得到满足后,立即执行指定的处理办法。
例如:7. IF R [1]=R[2], JMP LBL[1]8. IF AO [2] >=3000,CALL SUBPRO19. IF GI[R [2]]=100,CALL SUBPRO210. IF RO [2] <>OFF,JMP LBL [1]11. IF DI [3] =ON,CALL SUB1在一个条件分支指令中,在同一行的条件叙述中也可同时指定多个条件,采用逻辑操作符(and 或者or)。
这样可以简化程序的结构,能使条件被快速有效地评估。
5.4.3 指令的格式•IF<condition 1>and <condition2>and <condition 3>,JMP LBL[3]•IF<condition 1>or <condition2>, JMP LBL[3]如果同时使用and 和or,逻辑就比较复杂。
因此,禁止使用and 和or 的组合。
如果在一行中使用多个and或者多个or,并且其中有一个被改动,所有其它的and 或者or都要被相应地改变。
你将看到屏幕上显示下列提示:TRIF-062 AND operator was replaced to ORTRIF-063 OR operator was replaced to AND在同一行中可结合使用多个and 或or,从而形成五个条件。