Astro Saber数字军刀写频简易教程
Saber入门教程
第一章使用Saber Designer创建设计本教材的第一部分介绍怎样用Saber Design创建一个包含负载电阻和电容的单级晶体管放大器。
有以下任务:*怎样使用Part Gallery来查找和放置符号*怎样使用Property Editor来修改属性值*怎样为设计连线*怎样查找一些常用模板在运行此教材前,要确认已正确装载Saber Designer并且准备好在你的系统上运行(找系统管理员)。
注:对于NT鼠标用户:两键鼠标上的左、右键应分别对应于本教材所述的左、右键鼠标功能。
如果教材定义了中键鼠标功能,还介绍了完成该任务的替代方法。
一、创建教材目录你需要创建两个目录来为你所建立的单级放大器电路编组数据。
1. 创建(如有必要的话)一个名为analogy_tutorial的目录,以创建教材实例。
2. 进入analogy_tutorial目录。
3. 创建一个名为amp的目录。
4. 进入amp目录。
二、使用Saber Sketch创建设计在这一部分中,你将使用Saber Sketch设计一个单级晶体管放大器。
1. 调用Saber Sketch(Sketch),将出现一个空白的原理图窗口。
2. 按以下方法为设计提供名称3) 通过选择File>Save As …菜单项,存储目前空白的设计。
此时将出现一个Save Schematic As对话框,如图1所示。
图 12) 在File Name字段输入名称Single_amp。
3) 单击OK。
3. 检查Saber Sketch工作面1)将光标置于某一图符上并保持在那里。
会显示一个文字窗口来识别该图符。
在工作面底部的Help字段也可查看有关图符的信息2)注意有一个名为Single_amp的Schematic窗口出现在工作面上。
三、放置部件在教材的这一部分你将按图2所示在原理框图上放置符号。
图中增加了如r1、r2等部件标号以便参照。
图 2 单级晶体管放大器部件布局1.按以下方式查找和放置npn晶体管符号:1) 单击Parts Gallery图符出现Parts Gallery对话框,如图3所示。
数字军刀简易写频图解

1,登陆写频软件,点击Start Using CPS.
2,出现下面的信息可以置之不理。
3,进入软件后首页,左边第一个小图标代表读频率,也就是说点击后电脑开始读取已经连接好的军刀内的信息。
4,频率读取成功,可以从下图看到军刀按钮的设置和频率的设置。
5,先介绍如何写频率,下面的图代表你的军刀频率存放的位置,双击可以看到每个里面写的频率。
6,下图是双击后出现的写频界面,上面是接收,下面是发射;Squelch是功能设置,可以选择是否有哑音。
下面我写的是438500,没有差转和哑音。
7,下图是设置是否用普通还是数字方式接收。
8,设置发射方式和步进频率
9,设置直发还是差转
10,设置信令
11,这个我也不会设置
12,这个也不会设置
13,同上
14,这个没用
15,不会设置
16,同上
17,同上
18,数字方式设置,这个我没有设置过
19,数字方式设置,这个我没有设置过
20,数字方式设置,这个我没有设置过
21,下图是频道组设置,一组可以设定16个频率
22,给组起名
23,设置频率到组中
上面是一般设置上用得到的,您先看看,我觉得还不算太难。
有问题再联系我。
DE BH1GMJ VY73。
saber中波形计算器的使用

一、首先用鼠标左键点击Uds右侧的标号 使选中。
二、在选中的标号下,用鼠标中间滚轮,按一下。
三、在波形计算器中,
在蓝色字体处,先用鼠标左击一次,再右击一次,使波形图标加到波形计算器中来。(这一步很关键)
四、用同样的方法,把反激变压器一次侧电压也加到,波形计算器中来。如
在CosmosScope下面有下面一栏:
点击这个计算器图标:
弹出计算器工作界面:
为了方便,我们清风那个反激线性变压器电路为例:
下面拉任意两个波形出来,Uds和反激变压器一次侧波形:
mos管关断Uds电压 三部分组成:输入电压,漏感电压,副边折射电压
反激变压器一次侧波形:mos管导通承受输入电压,mos管关断承受反向折射电压 漏感电压
如何使用saber中波形计算器,这让我想到了一年前,自己刚开始用saber时,在CosmosScope下,看到波形但不会使用,把任意两个波形相加、相减时的窘困,saber功能非常强大,saber的波形计算器也很强大。要达到同一个目的,有多种方法。很多时候,我们只要能用其中的一种方法,会使用,能解决问题就够了,下面讲述一下我在用的一种方法。
五、利用 波形计算器,把两者相减,(点击波形计算器减符号-)如
六、点击波形计算器,最左边绿色图标,就会把相减后的结果,显示出来。
相减后的波形,如下:
好了,就这样吧,第一次这么认真的发帖,抛砖引玉,欢迎兄弟们补充,一起交流,共同进步。兄弟们可以叫我龙虾,可以叫我春哥,此春哥非彼春哥。
NCstudio操作手册
注意以下事项:1) 不可带电插拔与电脑相连接的电缆;2) 不可带电插拔操纵盒电缆;3) 计算机或雕刻机外壳应接地线以保证安全并防止干扰;4) 机器不工作时请及时关掉电源;5) 长期不使用时请拔下电源插头;6) 主轴电机轴承寿命与其转速成反比;7) 雕刻刀十分锋利,运行时禁止用手触摸,以防伤害。
也不要用手帕,丝巾接触,以防卷入造成伤害或损坏设备。
目录1概述........................................................................................................................................................ - 1 -系统特性 (2)新增功能和新的改进 (3)2系统安装与连接.................................................................................................................................... - 5 -2.1N CSTUDIO™的系统基本配置 (6)计算机主机 ................................................................................................................................ - 6 - 操作系统 .................................................................................................................................... - 6 -2.2N CSTUDIO™系统的安装 (6)安装Ncstudio™运动控制卡 ..................................................................................................... - 6 - 安装Ncstudio™软件................................................................................................................. - 7 - 安装专用小键盘 ........................................................................................................................ - 9 - 卸载N CSTUDIO™系统 .. (9)2.4N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 ...................................................................................................................... - 11 -操作模式与操作状态 (12)操作模式 .................................................................................................................................. - 12 - 操作状态 .................................................................................................................................. - 12 - 机床坐标系 (13)机械坐标系 .............................................................................................................................. - 14 - 工件坐标系 .............................................................................................................................. - 14 -4NCSTUDIO™操作界面 ...................................................................................................................... - 15 -标题栏 (17)菜单栏 (18)工具栏 (19)数控信息栏 (20)状态栏 (20)数控状态窗口 (20)时间信息 .................................................................................................................................. - 21 - 当前位置 .................................................................................................................................. - 22 - 进给速度 .................................................................................................................................. - 23 - 主轴速度 .................................................................................................................................. - 24 - 显示插补指令集 ...................................................................................................................... - 24 - 自动操作窗口 (25)手动操作窗口 (26)加工轨迹窗口 (29)三维视图模式 .......................................................................................................................... - 29 - 清除功能 .................................................................................................................................. - 30 -缩放功能 .................................................................................................................................. - 31 - 居中功能 .................................................................................................................................. - 32 - 调整至窗口大小 ...................................................................................................................... - 32 - 显示当前加工点 ...................................................................................................................... - 33 - 属性 .......................................................................................................................................... - 33 - 旋转功能 .................................................................................................................................. - 34 - 上下文菜单 .............................................................................................................................. - 35 - 系统日志窗口 (36)日志清除功能 .......................................................................................................................... - 36 - 日志信息显示选项 .................................................................................................................. - 37 - 上下文菜单 .............................................................................................................................. - 38 - 程序管理窗口 (38)新建加工程序文件 .................................................................................................................. - 39 - 打开已有加工程序文件 .......................................................................................................... - 39 - 编辑加工程序文件 .................................................................................................................. - 40 - 删除加工程序文件 .................................................................................................................. - 41 - 重命名加工程序文件 .............................................................................................................. - 41 - 装载加工程序文件 .................................................................................................................. - 42 - 程序编辑窗口 (42)输入输出状态(I/O状态)窗口 (43)5NCSTUDIO™菜单系统 ...................................................................................................................... - 45 -“文件”菜单 (46)打开并装载 .............................................................................................................................. - 46 - 卸载 .......................................................................................................................................... - 47 - 新建加工程序 .......................................................................................................................... - 48 - 打开并编辑 .............................................................................................................................. - 48 - 编辑当前加工程序 .................................................................................................................. - 48 - 保存 .......................................................................................................................................... - 48 - 另存为 ...................................................................................................................................... - 48 - 保存并装载 .............................................................................................................................. - 49 - 关闭 .......................................................................................................................................... - 49 - 最近装载的加工程序 .............................................................................................................. - 49 - 最近编辑的加工程序 .............................................................................................................. - 50 - 退出 .......................................................................................................................................... - 50 - “编辑”菜单 (50)“查看”菜单 (53)工具栏功能 .............................................................................................................................. - 55 - 状态栏功能 .............................................................................................................................. - 55 - 全屏功能 .................................................................................................................................. - 55 - 显示加工程序行号 .................................................................................................................. - 55 -加工程序信息 .......................................................................................................................... - 55 - “操作”菜单 (56)单段执行 .................................................................................................................................. - 57 - 手轮引导 .................................................................................................................................. - 57 - 设置当前点为工件原点 .......................................................................................................... - 57 - 设置当前点工件坐标 .............................................................................................................. - 58 - 回工件原点 .............................................................................................................................. - 59 - 保存工件原点 .......................................................................................................................... - 60 - 读取工件原点 .......................................................................................................................... - 60 - 开始 .......................................................................................................................................... - 60 - 暂停 .......................................................................................................................................... - 61 - 停止 .......................................................................................................................................... - 61 - 进入仿真模式并开始仿真 ...................................................................................................... - 61 - 高级开始 .................................................................................................................................. - 62 - 断点继续 .................................................................................................................................. - 63 - 执行加工指令 .......................................................................................................................... - 64 - 微调 .......................................................................................................................................... - 67 - 浮动对刀(可选功能) .......................................................................................................... - 68 - 固定对刀(可选功能) .......................................................................................................... - 69 - 回机械原点 .............................................................................................................................. - 71 - 回换刀位 .................................................................................................................................. - 72 - 限位释放 .................................................................................................................................. - 72 - 报警复位 .................................................................................................................................. - 72 - 设置参数 .................................................................................................................................. - 73 - “机床”菜单 (73)冷却开启 .................................................................................................................................. - 73 - “窗口”菜单 (73)显示自动窗口 .......................................................................................................................... - 74 - 显示手动窗口 .......................................................................................................................... - 74 - 显示加工轨迹窗口 .................................................................................................................. - 74 - 显示系统日志窗口 .................................................................................................................. - 74 - 显示程序管理窗口 .................................................................................................................. - 74 - 显示程序编辑窗口 .................................................................................................................. - 74 - 显示I/O状态窗口 ................................................................................................................... - 74 - “帮助”菜单 (75)每日提示 .................................................................................................................................. - 75 - 关于Ncstudio ........................................................................................................................... - 75 - 访问Ncstudio主页.................................................................................................................. - 75 -6参数设置.............................................................................................................................................. - 76 -参数修改权限 (77)操作员参数 (78)停止时停止主轴 .................................................................................................................. - 78 - 工件坐标下限(X、Y、Z)............................................................................................... - 79 - 工件坐标上限(X、Y、Z)............................................................................................... - 79 - 启用工件坐标范围检查 ...................................................................................................... - 79 - 加工前须先回工件原点 ...................................................................................................... - 79 - 旋转轴编程单位 .................................................................................................................. - 80 - 旋转工件直径 ...................................................................................................................... - 80 - 固定对刀块位置(X、Y、Z)........................................................................................... - 80 - 回固定点有效 ...................................................................................................................... - 81 - 固定点位置(X、Y、Z)................................................................................................... - 81 - G73_G83退刀量................................................................................................................ - 81 - G76_G87定向钻头停止方向 ............................................................................................ - 82 - 检查双驱动轴同步误差 ...................................................................................................... - 82 - 双驱动轴同步误差限 .......................................................................................................... - 82 - 手动低速 .............................................................................................................................. - 83 - 手动高速 .............................................................................................................................. - 83 - 微调速度 .............................................................................................................................. - 83 - 微调步距 .............................................................................................................................. - 84 - 快速横移速度 ...................................................................................................................... - 84 - 默认进给速度 ...................................................................................................................... - 84 - 使用默认进给速度 .............................................................................................................. - 85 - 使用默认主轴速度 .............................................................................................................. - 85 - 使用Z向下刀速度.............................................................................................................. - 85 - Z向下刀速度....................................................................................................................... - 86 - 暂停时Z轴提刀量.............................................................................................................. - 86 - 安全高度 .............................................................................................................................. - 86 - 圆弧限速有效 ...................................................................................................................... - 87 - 圆弧IJK增量方式有效....................................................................................................... - 87 - 圆弧半径公差 ...................................................................................................................... - 87 - 文件翻译参数 ...................................................................................................................... - 88 - 空行程移动时抬刀高度 ...................................................................................................... - 88 - PLT单位 .............................................................................................................................. - 88 - PLT区域加工时刀间距 ...................................................................................................... - 88 - 二维文件加工深度 .............................................................................................................. - 88 - DXF中使用首点作为零点 ................................................................................................. - 89 - 换刀时暂停并提示换刀 ...................................................................................................... - 89 - 厂商参数 . (89)主轴最大转速 ...................................................................................................................... - 91 - 主轴默认转速 ...................................................................................................................... - 92 - 主轴启动停止延时 .............................................................................................................. - 92 -轴方向(X、Y、Z)........................................................................................................... - 92 - 脉冲当量(X、Y、Z)....................................................................................................... - 93 - 工作台行程下限(机械坐标)(X、Y、Z)..................................................................... - 93 - 工作台行程上限(机械坐标)(X、Y、Z)..................................................................... - 93 - 启用工作台行程范围检查(X、Y、Z)........................................................................... - 94 - 正向限位开关输入端口(X、Y、Z)............................................................................... - 94 - 负向限位开关输入端口(X、Y、Z)............................................................................... - 94 - 驱动器报警输入端口(X、Y、Z)................................................................................... - 95 - 驱动器报警复位端口(X、Y、Z)................................................................................... - 95 - 驱动器报警输出端口 .......................................................................................................... - 95 - 限位时禁止往限位方向运动 .............................................................................................. - 96 - 外部轴编码器数据有效 ...................................................................................................... - 96 - 编码器方向(X、Y、Z)................................................................................................... - 96 - 编码器脉冲当量(X、Y、Z)........................................................................................... - 97 - 编码器最大稳态允差(X、Y、Z)................................................................................... - 97 - 编码器最大动态允差(X、Y、Z)................................................................................... - 97 - 检查外部轴编码器误差 ...................................................................................................... - 98 - 紧停取消回机械原点状态 .................................................................................................. - 98 - 机械原点位置(X、Y、Z)............................................................................................... - 98 - 粗定位阶段方向(X、Y、Z)........................................................................................... - 99 - 粗定位阶段速度(X、Y、Z)........................................................................................... - 99 - 粗定位开关的输入端口号(X、Y、Z)........................................................................... - 99 - 精定位阶段方向(X、Y、Z)........................................................................................... - 99 - 精定位阶段速度(X、Y、Z)......................................................................................... - 100 - 精定位开关的输入端口号(X、Y、Z)......................................................................... - 100 - 回退距离(X、Y、Z)..................................................................................................... - 100 - 丝杠误差补偿有效 ............................................................................................................ - 101 - 仅反向间隙补偿有效 ........................................................................................................ - 101 - 反向间隙(X、Y、Z)..................................................................................................... - 101 - 过象限补偿有效 ................................................................................................................ - 102 - 过象限补偿参数 ................................................................................................................ - 102 - 输入端口极性 .................................................................................................................... - 104 - 输出端口极性 .................................................................................................................... - 104 - 紧停状态输出端口映像 .................................................................................................... - 104 - 复位状态输出端口映像 .................................................................................................... - 104 - 浮动对刀块厚度 ................................................................................................................ - 105 - 浮动对刀块输入端口号 .................................................................................................... - 105 - 固定对刀块输入端口号 .................................................................................................... - 105 - 手动正向按钮输入端口号(X、Y、Z)......................................................................... - 106 - 手动负向按钮输入端口号(X、Y、Z)......................................................................... - 106 - 紧停按钮输入端口号 ........................................................................................................ - 106 -其他紧停输入点端口掩码 ................................................................................................ - 107 -进给倍率修调开关有效 .................................................................................................... - 107 -主轴倍率修调开关有效 .................................................................................................... - 107 -键盘紧停键有效 ................................................................................................................ - 108 -支持鼠标 ............................................................................................................................ - 108 -主轴输出端口号 ................................................................................................................ - 108 -冷却液泵输出端口号 ........................................................................................................ - 109 -润滑油泵输出端口号 ........................................................................................................ - 109 -定期自动启动润滑油泵 .................................................................................................... - 109 -机床运行才允许进行润滑 ................................................................................................ - 110 -启动润滑油泵时间间隔 .................................................................................................... - 110 -润滑油泵开启时间 ............................................................................................................ - 110 -双驱动轴轴号 .................................................................................................................... - 111 -双驱动轴机械原点差值 .................................................................................................... - 111 -手轮有效 ............................................................................................................................ - 111 -严格手轮脉冲计数 ............................................................................................................ - 111 -手轮脉冲方向 .................................................................................................................... - 112 -手轮倍率X1档 ................................................................................................................. - 112 -手轮倍率X10档 ............................................................................................................... - 112 -手轮倍率X100档............................................................................................................. - 113 -手轮引导乘子 .................................................................................................................... - 113 -手轮加速度 ........................................................................................................................ - 113 -各轴最大速度(X、Y、Z)............................................................................................. - 114 -起跳速度 ............................................................................................................................ - 114 -单轴加速度 ........................................................................................................................ - 114 -转弯加速度 ........................................................................................................................ - 114 -加加速度 ............................................................................................................................ - 115 -参考圆半径 ........................................................................................................................ - 115 -参考圆的最大速度 ............................................................................................................ - 116 -圆弧运动的最小速度 ........................................................................................................ - 116 -准停时间 ............................................................................................................................ - 116 -刀具补偿有效 .................................................................................................................... - 117 -减振级别 ............................................................................................................................ - 117 -平滑时间 ............................................................................................................................ - 117 -转角容差 ............................................................................................................................ - 117 -坐标基准 ............................................................................................................................ - 118 -7专用小键盘操作说明 ........................................................................................................................ - 119 -8操作步骤............................................................................................................................................ - 122 -开机 (123)机械复位(可选) (123)载入加工程序 (123)手动操作 (123)确定工件原点 (124)执行自动加工 (124)开始自动加工 ........................................................................................................................ - 124 - 机床停止 ................................................................................................................................ - 124 - 机床暂停 ................................................................................................................................ - 125 - 程序跳段执行 ........................................................................................................................ - 125 -9操作时的注意事项 ............................................................................................................................ - 126 -多任务执行注意事项 (127)回机械原点注意事项 (127)10用户软件许可协议.......................................................................................................................... - 128 -11附录:快捷键一览表...................................................................................................................... - 131 -全局快捷键 (132)手动窗口快捷键 (133)加工轨迹窗口快捷键 (133)。
swordman--saber教程1分解

稳压管电路仿真今天是俺在网博电源网上开始写Blog的第一天,一直没想好写点什么,正好论坛上有网友问我在Saber环境中如何仿真稳压管电路,就以稳压管电路仿真做为俺在网博上的第一篇Blog吧。
稳压管在电路设计当中经常会用到,通常在需要控制电路的最大输入、输出或者在需要提供精度不高的电压参考的时候都会使用。
下面就介绍一个简单例子,仿真电路如下图所示:在分析稳压管电路时,可以用TR分析,也可以用DT分析。
从分析稳压电路特性的角度看,DT分析更为直观,它可以直接得到稳压电路输出与输入之间的关系。
因此对上面的电路执行DT分析,扫描输入电压从9V到15V,步长为0.1V,分析结果如下图所示:从图中可以看到,输入电压在9~15V变化,输出基本稳定在6V。
需要注意的是,由于Saber仿真软件中的电源都是理想电源,其输出阻抗为零,因此不能直接将电源和稳压管相连接,如果直接连接,稳压管将无法发挥作用,因为理想电源能够输出足以超出稳压管工作范围的电流。
带输出钳位功能的运算放大器运算放大器在电路设计中很常用,在Saber软件中提供了8个运放模板和大量的运放器件模型,因此利用Saber软件可以很方便的完成各种运方电路的仿真验证工作.如下图所示的由lm258构成的反向放大器电路, 其放大倍数是5,稳压二极管1N5233用于钳位输出电压.对该电路执行的DT分析,扫描输入电压从-2V-> 2V , 步长为0.1V, 仿真结果如下图所示:从仿真结果可以看出,当输入电压超出一定范围时, 输出电压被钳位. 输出上限时6.5V, 下限是-6.5V. 电路的放大倍数A=-5.注意:1. lm258n_3 是Saber中模型的名字, _3代表了该模型是基于第三级运算放大器模板建立的.2. Saber软件中二极管器件级模型的名字头上都带字母d, 所以d1n5233a代表1n5233的模型.5V/2A的线性稳压源仿真下图所示的电路利用78L05+TIP33C完成了对78L05集成稳压器的扩展,实现5V/2A 的输出能力。
saber中文使用教程SaberSimulink协同仿真

Saber中文使用教程之软件仿真流程今天来简单谈谈 Saber 软件的仿真流程问题。
利用 Saber 软件进行仿真分析主要有两种途径,一种是基于原理图进行仿真分析,另一种是基于网表进行仿真分析。
前一种方法的基本过程如下:a. 在 SaberSketch 中完成原理图录入工作;b. 然后使用 netlist 命令为原理图产生相应的网表;c. 在使用 simulate 命令将原理图所对应的网表文件加载到仿真器中,同时在Sketch 中启动 SaberGuide 界面;d. 在 SaberGuide 界面下设置所需要的仿真分析环境,并启动仿真;e. 仿真结束以后利用 CosmosScope 工具对仿真结果进行分析处理。
在这种方法中,需要使用 SaberSketch 和 CosmosScope 两个工具,但从原理图开始,比较直观。
所以,多数 Saber 的使用者都采用这种方法进行仿真分析。
但它有一个不好的地方就是仿真分析设置和结果观察在两个工具中进行,在需要反复修改测试的情况下,需要在两个窗口间来回切换,比较麻烦。
而另一种方法则正好能弥补它的不足。
基于网表的分析基本过程如下:a. 启动 SaberGuide 环境,即平时大家所看到的 Saber Simulator 图标,并利用 load design 命令加载需要仿真的网表文件 ;b. 在 SaberGuide 界面下设置所需要的仿真分析环境,并启动仿真;c. 仿真结束以后直接在 SaberGuide 环境下观察和分析仿真结果。
这种方法要比前一种少很多步骤,并可以在单一环境下实现对目标系统的仿真分析,使用效率很高。
但它由于使用网表为基础,很不直观,因此多用于电路系统结构已经稳定,只需要反复调试各种参数的情况;同时还需要使用者对 Saber 软件网表语法结构非常了解,以便在需要修改电路参数和结构的情况下,能够直接对网表文件进行编辑saber中文使用教程Saber/Simulink协同仿真接下来需要在Saber中定义输入输出接口以便进行协同仿真,具体过程如下1. 启动Sketch并打开throttle_control_system.ai_sch文件,如下图所示:2.删除图中的throttle_controler符号,如下图所示:3 在Sketch启动SaberSimulinkCosim Tool,并在其界面中选择File/Import Simulink 命令,在弹出的对话框中选择throttle_controller_cosim.mdl文件,SaberSimulinkCosim Tool会自动为该MA TLAB模型建立相关Saber符号,如下图所示:注意: 上图中左上方的Cosim Step Size(s)栏可以设置Saber和SIMULINK数据同步的步长,默认值为1ms, 根据系统时间常数来设置.4 保存上一步创建的符号并利用Sketch中的Schematic/Get Part/By Symbol Name 命令将该符号放入第2步修改好的原理图中,完成连线后,将该图另存为throttle_control_system_cosim.ai_sch.Sketch的使用之saber模型参数及其设置1. 基本参数及其含义前面曾经介绍过 Saber 的模型库主要有两类模型,一类是 component ,不需要设置的任何参数,可以直接使用;另一类是 template ,需要根据目标器件的特点设置各种参数以达到使用要求。
saber2008使用技巧
SABER 2008电力电子仿真小结(2010-04-18 12:47:14)转载分类:电路和电力电子仿真软件标签:it在SABER中如何,测量两点间电压波形可以利用SaberScope中的波形计算器,将两个节点的对地电压相减,就可得到两个节点之间的电压<br>将波形计算器Input Mode改为alg。
之后先把ua加载到计算器中(选中波形以后,在计算器输入栏按中键(或者同时按左右俩键),按减号键,在将ub加载到计算器中,按等号键,即可完成ua-ub。
saber使用操作1.翻转元件:选中该元件(可选多个),按R键,可实现90度翻转。
2.电容或电感初始电压或电流值设置:在电容或电感元件的属性里有一项ic设置,默认未设置(undef),设置其为想要的值即可。
3.Saber中,设置元件属性时,不能带任何单位符号,如电阻的―Ω‖,电压的―V‖,时间的―S‖等,否则saber会报错。
4.Saber中,仿真文件名不能和元件库中的元件同名,否则会报错。
5.Saber中,原理图名称最好不要与路径名中有重复,否则会报错。
6.原理图放大或缩小:按―page up‖或―page down‖即可7.局部放大显示波形:直接拖动鼠标放大,或按―page up‖即可8.恢复波形显示原始大小:按―page down‖,或在右键菜单里点―zoom →to fit‖即可9.按鼠标中键可拖动整个原理图包括波形显示图。
10。
波形高级分析:①.双击波形图标,进入cosmosScooe 窗口界面,②.点击tools → measurement tool 显示measurement 窗口,③.点击measurement 窗口的measurement 后面的按钮,默认为At X 按钮,④.共有general 、time domain 、levels 、statistics 、RF 共5个可设置项,分别说明如下:*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** A.general(综合)设置,共有14 个参数:*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** At X :显示X轴Y轴参数At Y :只显示X轴参数Delta X :测量X轴任意两点间的时间,单位:SDelta Y :测量Y轴任意两点间的电压,单位:V(电压有方向)Length :测量Y轴任意两点间的电压,单位:V(电压无方向,取绝对值)Slope :测量斜坡???Local max/min :局部最大、最小测量Crossing :交叉Horizontal level :水平测量线Vertical level :垂直测量线Vertical cursor :垂直测量指针Point marker :波形任意单个点数据测量Point to point :波形任意两点间综合测量Vertical marker :垂直测量线*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** B.time domain(时频)设置,共有14 个参数:*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** falltime :测量脉冲下降时间risetime :测量脉冲上升时间slew rate :脉冲从0上升到最大值所需的时间period :测量脉冲周期frequency :测量脉冲频率fulse width :测量脉冲频率delay :测量脉冲延迟时间overshoot :测量脉冲正峰值undershoot :测量脉冲负峰值settle time :测量脉冲稳定时间eye diagram :*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** ***C.levels 设置,共11 个测量参数*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** maximum :波形最大值minimum :波形最小值x at maximum :最大值出现时间x at minimum :最小值出现时间peak to peak :脉冲峰–峰值topline :脉冲群顶线base line :脉冲群基线amplitude :脉冲振幅(0 ~ 正最大值)arerage :脉冲直流平均值(包括脉冲负值)RMS :脉冲直流均方根值(正平均值)AC coupled RMS :脉冲交流有效值*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** D.statistics(统计)设置,共13 个测量参数*** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** *** maximum :波形最大值minimum :波形最小值rangl :脉冲峰–峰值mean :脉冲直流平均值(包括脉冲负值)median :中线值standard deviation :标准背离mean +3 std_dev :mean -3 std_dev :histogram :直方图将pspice模型转成saber模型2009-03-23 10:45 saber提供的nspito工具(在tools>MA)可以将pspice以pspice为例,文件后缀lib选spicetype ——pspiceenter input file————选要转化的文件enter catos file————不填input filetype——————librarypinnameoption——勾上点apply,转化成功打开我的文档里面可以看到已经转化的sin文件saber中层次化hierachical design设计2009-03-23 10:45当设计的saber仿真电路图比较大的时候可以采用层次化设计,将电路封装起来用一个symbol代替。
绿山xsaber模块操作手册

3. Batch Picking 批量拾取
你应该用少量的炮点记录来测试你的道预处理和图像预处理的参数设置。查看工区内不同地区的 炮点记录,查看初至参数去除初至到达前噪音的效果及初至趋势增强效果如何。你可以在 Trace Display(道显示)窗口中使用导航工具,或者在 Fold Plot (覆盖显示)窗口按下 shift 键并 在一个特定炮点处点击鼠标左键,以获取不同的炮点记录。用同一参数设置将一个真实的地震测 线上每一炮点记录转化为一个良好的可进行拾取的位图,是不可想象的。你只需要调整此设置并 进行足够多的点校验,以确认你的参数对多数炮点记录是否也能得到合理结果。
在 XSaber 中,我们决心使用一个不同的方法以处理拾取初至问题。我们不再看地震道的属 性,而是试图简化此问题。人眼对于识别线性趋势的图像很擅长。经过一定的对数据准备, 计算机边缘检测的算法已经证明是很成熟的。XSaber 使用多种图像处理技术以加强和分离 出地震记录的初至。
Method 方法
XSaber 将地震炮点记录转化为灰度位图图像。每一道代表位图中的一列像素。图像中每一 个样点像素值代表着原始地震道样点上的瞬时振幅,标准化为 0 到 255。在将数据转化为位 图前,有一些标准化地震处理技巧可以先应用于炮点记录,以极大地改进这一转换过程。 XSaber 在转换图像之前,可应用一些常规处理功能如滤波、振幅标定、初至切除和应用静 校正。
长腿角刻刀具用户手册说明书

OPERATING INSTRUCTIONS110-115 Volt 60Hz MODELS Variable Speed MERLIN2® # 10005 Fixed Speed MERLIN2® # 10030220-230Volt 50Hz MODELS Variable Speed MERLIN2® # 10041 Fixed Speed MERLIN2® # 10040King Arthur’s Tools 3645 Hartsfield Road Tallahassee FL 32303 USA [P] 850-877-7650 [F] 850-877-6120 Long Neck Angle Grinder For Home UseKing Arthur’s Tools® (“Seller”) warrants to the original purchaser only, that the Merlin2®long neck mini angle grinder, which is the power unit for the Merlin2® miniaturewoodcarving set, will be free from defects in material or workmanship for a period of oneyear from the date of purchase. Seller’s sole obligation and your exclusive remedy underthis limited warranty and, to the extent permitted by law, any warranty or condition impliedby law, shall be the repair or replacement of parts, without charge, which are defectivein material or workmanship and which have not been misused, carelessly handled, ormisrepaired by persons other than Seller and Authorized Service Station.In the unlikely event of a failure of a product to conform to this written warranty, pleasetake the following action:1. DO NOT return your product to the place of purchase.2. Securely package the product by itself and return the product only,freight prepaid, along with:3. A copy of your dated proof of purchase (please keep a copy for yourself).4. A written statement about the nature of the problem.5. Your name, address and phone number to:King Arthur’s Tools, 3645 Hartsfield Road, Tallahassee, FL 32303We recommend that the package be insured against loss or in transit damage for whichwe cannot be responsible. Damage to the product resulting from tampering, accident,abuse, negligence, unauthorized repairs or alterations, unapproved attachments or othercauses unrelated to problems with material or workmanship are not covered by thiswarranty. Any implied warranties shall be limited in duration to one year from date ofpurchase. No employee, agent, dealer or other person is authorized to give any warran-ties on behalf of Merlin products from King Arthur’s Tools.King Arthur’s Tools makes no other warranty of any kind whatever, express or implied,and all implied warranties of merchantability and fitness for a particular purpose whichexceed the above mentioned obligation are hereby disclaimed by King Arthur’s Toolsand excluded from this limited warranty. Some states in the U.S. and some Canadianprovinces do not allow limitations on how long an implied warranty lasts, so the abovelimitation may not apply to you.In no event shall Seller be liable for any incidental or consequential damages (includingbut not limited to liability for loss of profits) arising from the incidental or consequentialdamages. This limited warranty applies only to the Merlin2® long neck angle grinder andthe accessories included in the Merlin2® Carving Set sold within the United States ofAmerica, Canada and the commonwealth of Puerto Rico. For warranty coverage withinother countries contact your local KATools distributor. Repairs made necessary by normalwear or abuse, or repair for product outside the warranty period, if they can be made, willbe charged at regular service prices.215MERLIN2® OPERATING INSTRUCTIONS Congratulations and thank you for purchasing Merlin2®, a real “Wizard Of A Tool.” Merlin2® is the newest addition to our realm of innovative tools and features “The World’s Smallest Chain Saw”. This Universal Carving Set pairs King Arthur Tools ® long neck angle grinder with six (6) accessories. The power unit is available in both fixed speed and variable speed models for 110 Volt-115 Volt and 220 Volt-230 Volt. All models come in a custom made bag with pockets for up to eight accessories and an Allen key for mounting and disassembly. Additional accessories available from King Arthur’s Tools fit all models and allow Merlin2® to be used for a wide variety of applications by simply changing the accessories.The Merlin2® miniature angle grinder is ideal for woodcarving, taxidermy, model making, tool making, mold making and minor vehicle repairs. It can be used for carving, roughen-ing, shaping, deburring, fine grinding, chamfering, paint removal, rust removal, cutting small components and sharpening tools. Merlin2® accessories can be used on wood, hooves, fiberglass, foam, bone, antlers, steel, non-ferrous metals, glass and ceramics.Each angle grinder comes fitted with “The World’s Smallest Chain Saw” (an 8 tooth miniature chainsaw circlet) and is ready for use. The position of the safety guard has also been rotated to the correct position. DO NOT REMOVE THE SAFETY GUARD WHEN USING THE CHAINSAW BLADE OR CARBIDE DISC AND ALWAYS OPERATE THEM WITH THE GUARD IN THE 23º POSITION. The risk of kickback or binding, how-ever small, is greatly increased with no safety guard. If you remove the safety guard, don’t use these accessories.We caution you not to force the accessories into the work piece. Let the tool do the work. Excessive force could cause bearing failure in the head of the grinder. Both the chain blade and carbide disc can be used on their face, laterally and vertically to remove, shape, shave and etch wood. A light motion works best. – WARNING –OVERHEATING: Do not overwork the grinder. If the unit overheats, switch it off and allow it to cool. Failure to do so could burn out the motor and circuit board. Also, on a regular basis, blow out the vents to prevent clogging which can contribute to overheating.OVERTIGHTENING: Do not over tighten accessories or you could strip the internalgear in the lock down switch of the aluminum gear head. Use a gentle touch to secure the accessory – not brute force! In the event of failure, contact King Arthur’s Tools. Look after your tool and your tool will look after you!Before putting the machine into operation, please read all the enclosed safety rules and operating instructions.W AR N I N G ! Disconnect the plug from the mains before performing any maintenance or cleaning work.MAINTENANCE : After use, clean the unit thoroughly, removing all wood shavings, grind-ing dust, etc. with a brush or a soft cloth. Ensure all ventilation slots are free from obstruc-tion for optimal air flow and motor cooling. Regularly clean the tool’s air vents by compressed air. Excessive accumulation of wood, sawdust, powdered metal, or other foreign particles inside the motor housing may cause overheating or electrical failures.– I M P O R T A N T – SymbolsSome of the following symbols may be used on your tool. Please study them and learn their meaning. Proper interpretation of these symbols will allow you to operate the tool better and safer.Selector Settings Speed, torque, or position settings. Turning toward arrow head increases speedInfinitely Variable Selector Speed is increasing from narrow end–> Arrow Action in the direction of arrow~ Alternating Current Type or a characteristic of currentClass II Construction Designates Double Insulated Construction tools314SAVE THESE INSTRUCTIONS– GENERAL SAFETY RULES –Warning! Read and understand all instructions. Failure to follow all instructions listedbelow may result in electric shock, fire and/or serious personal injury.WORK AREA: Keep your work area clean and well lit. Cluttered benches and darkareas invite accidents.Do not operate power tools in explosive atmospheres, such as in the presence offlammable liquids, gases, or dust. Power tools create sparks which may ignite the dustor fumes.Keep bystanders, children, and visitors away while operating a power tool.Distractions can cause you to lose control.ELECTRICAL SAFETY: Double Insulated tools are equipped with a polarized plug(one blade is wider than the other). This plug will fit in a polarized outlet only one way.If the plug does not fit fully in the outlet, reverse the plug. If it still does not fit, contacta qualified electrician to install a polarized outlet. Do not change the plug in any way.Double Insulation eliminates the need for the three wire grounded power cord andgrounded power supply system.Avoid body contact with grounded surfaces such as pipes, radiators, ranges, andrefrigerators. There is an increased risk of electric shock if your body is grounded.Do not expose power tools to rain or wet conditions. Water entering a power tool willincrease the risk of electric shock.Do not abuse the cord. Never use the cord to carry the tools or pull the plug from anoutlet. Keep cord away from heat, oil, sharp edges or moving parts. Replace damagedcords immediately. Damaged cords increase the risk of electric shock.When operating a power tool outside, use an outdoor extension cord marked “W-A”or “W”. These cords are rated for outdoor use and reduce the risk of electric shock.PERSONAL SAFETY: Stay alert, watch what you are doing and use common sensewhen operating a power tool. Do not use tool while tired or under the influence ofdrugs, alcohol, or medication. A moment of inattention while operating power tools mayresult in serious personal injury.DRESS PROPERLY: Do not wear loose clothing or jewelry. Contain long hair. Keep yourhair, clothing, and gloves away from moving parts. Loose clothes, jewelry, or long hair canbe caught in moving parts.413Avoid accidental starting. Be sure switch is off before plugging in. Carrying tools with your finger on the switch or plugging in tools that have the switch on invites accidents.Remove adjusting keys or wrenches before turning the tool on. A wrench or a key that is left attached to a rotating part of the tool may result in personal injury.Do not overreach. Keep proper footing and balance at all times. Proper footing and bal-ance enables better control of the tool in unexpected e safety equipment by always wearing safety goggles or full-face visor and dust mask. Additionally, non-skid safety shoes, hard hat, or hearing protection must be used for appropriate conditions. Using personal safety devices and working in safe environment reduces risk of injury. Use the tool only in ventilated areas.TOOL USE AND CARE: Use clamps, vise or other practical ways to secure and support the work piece to a stable platform. Holding the object by hand or against your body is unstable and unsafe and may lead to loss of control.D isconnect the plug from the power source before making any adjustments, chang-ing accessories, or storing the tool. Such preventive safety measures reduce the risk of starting the tool accidentally.Store idle tools out of reach of children and other untrained persons. Tools are dangerous in the hands of untrained users.Maintain tools with care. Keep cutting tools sharp and clean. Properly maintained tools, with sharp cutting edges, are less likely to bind and are easier to control.Check for misalignment or binding of moving parts, breakage of parts, and any other condition that may affect the tools operation. If damaged, have the tool ser-viced before using. Many accidents are caused by poorly maintained e only accessories that are recommended by the manufacturer for your model. Accessories that may be suitable for one tool may become hazardous when used on another tool.Only qualified repair personnel from King Arthur’s Tools must perform tool service. Please contact KAT for service instructions should repairs be required. Service or maintenance performed by unqualified personnel could result in a risk of injury and could void the e of unauthorized parts or failure to follow Maintenance Instructions may create a risk of electric shock or injury. Certain cleaning agents such as gasoline, carbon tetrachloride,ammonia, etc. may damage plastic parts.MERLIN2® ASSEMBLY AND PARTS512Avoid bouncing and snagging the accessories, especially when working corners, sharp edges, etc. This can cause loss of control and kickback.If the grinder becomes jammed or bogged down in the work piece, turn the tool off by the switch. Wait for the spinning accessory to stop and unplug the tool, then work to free the jammed material. If the switch is left on, the grinder could restart unexpectedly causing serious injury.Do not leave a running tool unattended; turn power off. Only when the accessory on the grinder comes to a complete stop is it safe to put down.Do not grind or sand near flammable materials. Sparks from the wheel could ignite these materials.W A R N I N G ! Do not use the unit on materials which contain asbestos.Do not alter or misuse tool. Any alteration or modification is a misuse and may result in serious personal injury. This product is not intended for use as a dental drill or in medical applications. Serious personal injury may result.Merlin2® miniature long neck angle grinders are available in both fixed speed and variable speed models for 110V- 115V and 220V-230V.The following chart easily identifies your Merlin2® power unit model.SPECIFICATIONS VARIABLE SPEED 110-115 VOLT Merlin2® Model 10005: Universal Carving Set - Voltage 110V-115V 60Hz Power 1.0 amp/100 Watt Rotational Speed : 0 to 13,000 rpm Disc Diameter: 2”/ 50mm Length: 11-13/32”/280mm Weight: 1.54 lb/700 grams FIXED SPEED 110-115 VOLT Merlin2® Model 10030: Universal Carving Set 110V-115 V 60Hz 1.0 amp/100 Watt Rotational Speed: 13,000 rpm Disc Diameter: 2”/ 50mm Length: 11-13/32”/280mm Weight: 1.54 lb/700 grams VARIABLE SPEED 220-230 VOLT Merlin2® Model 10040: Universal Carving Set - Voltage 220V-230V 50hz Power 1.0 amp/100 Watt Rotational Speed: 0 to 13,000 rpm Disc Diameter: 2”/ 50mm Length: 11-13/32”/280mm Weight: 1.54 lb/700 grams FIXED SPEED 220-230 VOLT Merlin2® Model 10041: Universal Carving Set - Voltage 220V-230V 50hz Power 1.0 amp/100 Watt Rotational Speed: 13,000 rpm Disc Diameter: 2”/ 50mm Length: 11-13/32”/280mm Weight: 1.54 lb/700 grams W AR N I N G !Disconnect the plug from the mains before replacing any accessories.Never press the locking button if the accessory is still rotating.• Press the locking button 1 (FIG 3)• Turn the fastening screw 4 counter clockwise using an Allen Key 5 until thelocking button engages.• Undo the fastening screw 4, remove the centering disc 3 and the accessory. • Fit the new accessory and ensure it is properly seated in the centering disc shoulder 3.• Press locking button 1 and secure, but do not over-tighten the fastening screw 4using the Allen Key 5 in a clockwise direction.REPLACING ACCESSORIESFIGURE 3710ASSEMBLY OF CHAIN AND DISCSThe two discs secure the saw chain circlet between them.For both the 8 tooth (shown) and the 4 tooth circlet.NOTE DIRECTION OF RAKER POINTI M P O R T A N T: If assembled in reverse to motordirection, Merlin2® will not cut, leaving burn marks onthe work piece.The two discs secure the saw chain circlet between them.Assembling and Changing Accessories: Outlined below is the procedure for accessories to be correctly fitted to the mini grinder.1) Use the Allen key 5 to unscrew accessories, simultaneously holding down button 1.Turn the fastening screw counterclockwise using the Allen key until the lockingbutton engages.2) The small fastening screw 4 with the Allen key head 5 fits through the silver centeringdisc 3, which has a 10mm raised shoulder. Remove the centering disc and theaccessory to be replaced. Get the required new accessory, (all of which have a10mm center hole), and fit it over this shoulder.3) When mounting the saw chain assembly, make sure the chain is secured between thediscs and the chain is facing the right direction with the raker on the left. Anothercheck is to make sure that the number 25 stamped on tang of the chain is face down.4) The bottom saw chain disc sits on (not over) the silver spacer (which is part ofthe grinder).5) Simply tighten the screw 4 clockwise with the Allen key 5 using the lock down switch1 to hold the chain/discs or any accessory during tightening, making sure they arecentered for proper balance. Do not overtighten! A quick on/off test will allow you to check this visually. Readjust chain and discs as necessary. It’s ready to use. Grinding Wheel Use: Good grinding performance can only be achieved using the cor-rect and constant rotational speed. To achieve the best results when grinding metal (e.g. sharpening mower blades), apply the grinding disc to the grinding surface at an angle of between 30° and 40° and move evenly back and forth over the metal. Do not try to bend the grinding disc into the cutting surface during cutting work.Cutting Wheel Use: The fiberglass cutoff disc is designed to cut through metal rods and metal. Taxidermists will love it. Do not use it for roughout work as there is a high risk of fracture! Use the tungsten carbide or chain saw accessories for all roughout applications.FIGURE 1 - Variable SpeedVariable speed model, use speeddial to set the speed control to aspeed appropriate for the work.(Refer Speed Chart)FIGURE 2 - Fixed SpeedFixed speed model,Switch the unit on.USING THE UNITSPEED DIALON / OFFSWITCHSPEED CHARTAvailable Accessories / Recommended Speeds98。
海天机械手中文操作篇.
投入电源后,将表示以下的初期画面。
下述的①~④,在全部的画面中为共通表示。
5.1.
5.1.2
名称
机能
①
画面名
表示现在表示的画面名。
②
段取数据号码
表示现在使用的段取数据的号码。
③
段取数据注释
表示现在使用的段取数据的注释。
如果使用的数据和登记的数据不同,段取注释一亮一灭。
④
日期和时间表示
表示现在的日期和时间。
1按设定项目。(被选择按钮的颜色发生变化)
2按项目表示数值输入画面。
3用「+」/「-」按钮输入数值。
用「位变更」按钮,能变更位,在「+」/「-」按钮被表示的位也被变更。
被表示的位,根据选择的项目而不同。
4按「返回」按钮,数值输入画面消失。
5.5
在注释输入画面,输入段取数据文件及段取组的注释。
注释能输入英数字、记号、片假名、平假名。
注意
如果无视此标示,错误使用时,可能导致人员受伤或对机械造成损害。
1.2
注意
本装置为非防爆•防水•防尘仕样。因而请避免在下述情况下使用。
如果不遵守此警告事项,可能会造成故障和损伤。
(1)当有可燃性气体·引火性液体等的情况
(2)金属加工的削屑等导电性物质飞散的情况
(3)酸·碱等的腐蚀性气体的情况
(4)切削液·磨削液等喷雾的情况
4.
4.1
取出机的动作大体分为原点复归操作、手动操作、自动运转3类。
4.1.1
取出机返回原点位置。
电源投入时和开始自动运转时必定进行的操作。
操作方法请参照「7.原点复归」
4.1.2
有按模式和教导设定的动作去实行每1动作的手动操作及与设定内容无关实行轴移动的自由操作。
军刀写频
本程序用的最多的就是F2 确认键和F10 返回退出键
在首页MAIN MENU,F3是读取和写入数据用的,F4是编辑军刀数据用的,主要修改工作都在这里完成,F9是配置端口和文件保存路径的.
第一步按F9开始配置计算机
第二部读取军刀数据
按F10返回到 MAIN MENU开始读取军刀数据
这一步一定要做,不然没有后悔药买
第三部编辑军刀数据
按F6开始编辑信道数据再按F8修改频率
8、确认数据全部正常写入后,关闭军刀电源,卸下写频线,重新开机即可使用。
从首页按F4
接着按F6
接着按F2 ,进入1200信令调试
调整完后就可以,重复上面的步骤,向军刀写入数据了
这里主要是修改信令发射的顺序和ID号,摩托设备都是互相识别ID的,有屏幕的例如338就可以显示接收到的机器ID
摩托罗拉MOTO SYSTEMS SABER系统军刀编辑左侧按钮定义
编辑左侧按钮定义
按F4进入
按F3进入
按F3进入按钮编辑
需要注意的是这4个按钮不能选择重复项,经过我测试,一般按照这个配置就可以了,别的功能不能用。
迈信电气EP3使用说明

z 禁止将产品暴露在有水气、腐蚀性气体、可燃性气体的场合使用。否则会导致触电 或火灾。
z 禁止将产品用于阳光直射,灰尘、盐分及金属粉末较多的场所。 z 禁止将产品用于有水、油及药品滴落的场所。
2. 配线
z 请将接地端子可靠接地,接地不良可能会造成触电或火灾。 z 请勿将220V驱动器电源接入380V电源,否则会造成设备损坏及触电或火灾。 z 请勿将U、V、W电机输出端子连接到三相电源,否则会造成人员伤亡或火灾。 z 必须将U、V、W电机输出端子和驱动器接线端子U、V、W一一对应连接,否则电机可
能超速飞车造成设备损失与人员伤亡。 z 请紧固电源和电机输出端子,否则可能造成火灾。 z 配线请参考线材选择配线,否则可能造成火灾。
I
3. 操作
z 当机械设备开始运转前,必须配合合适的参数设定值。若未调整到合适的设定值, 可能会导致机械设备失去控制或发生故障。
z 开始运转前,请确认是否可以随时启动紧急开关停机。 z 请先在无负载情况下,测试伺服电机是否正常运行,之后再将负载接上,以避免不
Maxsine
EP3 系列
交流伺服驱动器 使用手册
(第 1 版)
驱 动 器 GL1A0/GL1A8/GL3A0/GL7A5/GL120/GL160/GL190/GL240/
GH3A5/ GH5A4/ GH8A5/ GH130/ GH170
武汉迈信电气技术有限公司
声明
武汉迈信电气技术有限公司版权所有。 未经本公司的书面许可,严禁转载或复制本手册的部分或全部内容。
必要的损失。 z 请勿频繁接通、关闭电源,否则会造成驱动器内部过热。
4. 运行
z 当电机运转时,禁止接触任何旋转中的零件,否则会造成人员伤亡。 z 当设备运行时,禁止触摸驱动器和电机,否则会造成触电或烫伤。 z 当设备运行时,禁止移动连接电缆,否则会造成人员受伤或设内部,否则会造成触电。 z 电源启动时,禁止拆卸驱动器面板,否则会造成触电。 z 电源关闭5分钟内,不得接触接线端子,否则残余高压可能会造成触电。 z 禁止在电源开启时改变配线,否则会造成触电。 z 禁止拆卸伺服电机,否则会造成触电。
系统军刀写频教程
摩托罗拉SYSTEMS SABER系统军刀写频教程
大家好,这里是石家庄业余无线电俱乐部的BD3OOX
下面由我来带大家给摩托罗拉公司出品的老一代手持对讲机系统军刀的写频
本程序用的最多的就是 F2 确认键和 F10 返回退出键
在首页MAIN MENU,F3是读取和写入数据用的,F4是编辑军刀数据用的,主要修改工作都在这里完成,F9是配置端口和文件保存路径的.
第一步按F9开始配置计算机
第二部读取军刀数据
按F10返回到 MAIN MENU开始读取军刀数据
这一步一定要做,不然没有后悔药买
第三部编辑军刀数据
按F6开始编辑信道数据再按F8修改频率
17.jpg(61.75 KB, 下载次数: 1)下载附件保存到相册
2011-9-26 14:22 上传
结束语
可能有的手台来路有问题,无法读取和写入,一般情况的军刀都是可以按照这个教程完成的!
这里是你的朋友BD3OOX
石家庄业余无线电俱乐部亲情奉献
原创作品未经允许不得用于商业用途
写频软件下载地址:/thread-87-1-1.html
BD3OOX
2014-2-6 新版发布
石家庄业余无线电俱乐部。
写频方法(VX-6R VX- 7R电脑写频方法)
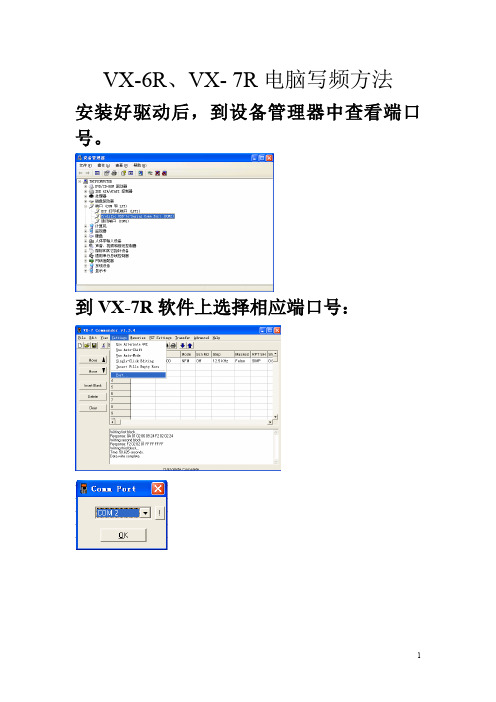
VX-6R、VX- 7R电脑写频方法
安装好驱动后,到设备管理器中查看端口号。
到VX-7R软件上选择相应端口号:
一、读频
联接好对讲机,对讲机在关机状态下,点上图的读频。
电脑出现:
然后对讲机,按住F键不放,开机(一直按住F键不要放)待对讲机显示CLONE 再点击电脑上的确定(OK),然后接着按一下对讲机上的BAND键。
这时对讲机显示CLONE TX
这时电脑显示
读频中…
完成后将显示出对讲机的频率表出来。
现在可以直接更改频率。
二、写频
注意下面的操作,和上面不同
频率写入步骤:
联接好对讲机,对讲机在关机状态下,点上图的写频。
电脑出现:
然后对讲机,按住F键不放,开机(一直按住F键不要放)待对讲机显示CLONE
再按一下对讲机上的V/M键,对讲机将显示CLONE威者W AIT。
紧接着点击电脑上的确定(OK)。
这时对讲机显示CLONE RX。
这时电脑显示
写频中…。
摩托罗拉saber军刀写频简易教程

Saber 军刀简易写频教程
给saber 军刀写频首先具备下列设备:saber 军刀一部,有串口的计算机一台,MOTO4008写频器一台,再有就是写频软件,下面我就以saberII R
军刀写频为例简单介绍一下写频过程。
先设置计算机使用4008的串口,选择
F9—F3
默认是COM1,文件默认存储在C 盘,注意:如果计算机磁盘格式是NTFS
格式会识别不到。
按F10
回到根目录菜单
选择
F3,读取主机相关文件
确认计算机-写频器-军刀之间连线正常,选择F2
读取文件后会直接跳到上一级目录菜单,按F10回到根目录菜单
按F4进入修改参数菜单,选择F5
进入信道信息修改
下面的终于到了我们要修改的信息了
全部修改完后按F10退出到根目录菜单,选择F3-F8,根据下一步提示选择F2,软件会将修改信息写入军刀
然后看看军刀频率是不是已经修改了,如果修改了说明你已经学会如何写频了:)
写在最后:
1 写频前一定要备份原有文件,免得写错了回不来,备份的文件如果按照时间起名在windows 下察看是16进制的,别当作病毒误删除了啊~~~
2 由于手中只有saberII R 主机,其余的军刀没有试过,不过我想应该都一样,大家自己试一下吧,其它没列出来功能我也没研究出来呢,大家也可以继续完善这个写频过程。
3 写频过成中受到很多HAM 的帮助,这里就不一一列上名字,但还是要感谢大家的帮助,要不我也写不出这个东东。
BG3ALE/小兵 20060902晚于家中。
saber基础教程
saber-2004基础教程1fd6774 楼主发帖时间:2008-3-12 10:12:00 博客播客收藏回复加为好友发送消息建议删除该贴!! 选择和放置电路元件打开电路图编辑窗口后,就可以放置元件符号了。
在Saber中,每个元件符号的功能是用基本的层次电路图或者MAST模板来描述的,所以在最底层电路中的元件必须与MAST模板链接才能够被Saber模拟。
在电路图中放置的符号成为元件符号,元件符号是原始符号的复制品,它可以被修改,原始符号给元件符号提供了默认值,例如:当在电路图中放置一个电阻符号时,修改rnom属性,指定新的电阻值,而原始符号的rnom的默认值没有改变。
要改变元件符号,除了直接修改元件符号外,还可以通过修改原始符号,原始符号改变,元件符号将随之改变。
例如:如果改变了原始符号的图形或者默认属性,SaberSketch在保存了所编辑的符号后,将对已打开的电路图中的相关元件符号全部更新,不管何时打开电路图,SaberSketch 都会检查和更新相关元件符号。
查找元件▲如果要查找具体的产品元件,用Parts Gallery中的参数查询向导可以达到此目的,选择Schematic>Get Part>Parametric Search,或者选择右键快捷菜单中的Get Part>Parametric Search,将出现Parametric Search Wizard框,如图1-2所示,选择产品元件所属类型,然后点击Next,在General Information、Maximum Rating、Performance Specifications三个标签中,进行相关设置,然后点击Finish,就可以列出符合要求的产品。
图1-2 参数查询向导▲在Parts Gallery中查找元件的一种方法是,打开Parts Gallery框(Tools>Parts Library,或者Schematic>Get Part>Parts Library,或者右键快捷菜单Get Part>Parts Gallery,或者用工具栏中的图标),如图1-3所示,用A vailable Categories列表中的导航树,一层层往下查找。
系统军刀写频教程

系统军刀写频教程 摩托罗拉SYSTEMS SABER系统军刀写频教程本程序用的最多的就是F2 确认键和F10 返回退出键。
在首页MAIN MENU中,F3是读取和写入数据用的;F4是编辑军刀数据用的,主要的修改工作都在这里完成;F9是配置端口和文件保存路径的。
第一步:连接好写频线,打开军刀电源,进入写频软件,开始配置端口(确保军刀电池要有足够的电力,写频中途千万不能断电):1、启动软件后,按任意键进入MAIN MEN主菜单,按F9配置计算机:2、进入如下界面中,按F3配置存储路径和端口:3、根据自己的需要修改文件保存路径和写频线的连接端口:4、写频线端口设置好后按F6进行端口测试:(显示COM TEST Failed为测试失败)5、设置更换写频线端口后,界面显示测试成功,按F8保存并按F10返回上级菜单:第二步:读取军刀数据1、按F10返回到MAIN MENU主菜单,先按F3:2、进入下一级菜单后,再按F2为读取军刀数据;如按F3,则为读取军刀的存盘数据;按F7为保存为文件;按F8是将数据写入军刀。
3、按F2后,开始读取军刀数据:4、军刀数据读取完毕后,必须保存读取出来的数据,防止写频失败,用作恢复,按F7保存读取出来的数据文件:4、按F7后进入数据文件保存界面,再按F8保存数据文件:第三步:编辑军刀数据1、在MAIN MENU主菜单中按F4开始编辑修改军刀数据或参数:2、进入下一级菜单,按F6修改信道数据、信令等;按F3修改军刀按钮功能等,3、按F6进入如下界面后,按F8为修改频率等数据,按F2为修改MDC1200信令:5、选择按F8,进入修改军刀频率等数据界面,按F3或者F4可以上下切换信道:6、等所有的数据都修改完毕后,按F10退回到MAIN MEN主菜单下,再按F3,进入下一级菜单GET/SA VE MENU;7、按F8,在弹出红色对话框时再按F2 (RSS),确认将修改后的各项数据写入军刀:8、数据正在写入。
saber教程2

运算放大电路仿真(续)今天接着前面blog的内容,可大家继续讨论放大电路的设计验证。
前面的blog 里留了一个问题:电阻R1,R2,R3,R4的有没有精度要求?如果有,则需要多高的精度,电路才能够稳定可靠的工作?在Saber中我们可以用MONTE-CARLO分析来验证电路对元器件的精度要求。
设置R1、R2、R3、R4的容差(即精度误差)均为15%(正态分布-normal),对电路进行MOTE-CARLO分析。
具体参数设置如下图所示:该设置将按照正态分布在指定的精度范围内(15%)变化R1~R4 一百次,并对每一次变化的参数执行TR分析,分析结果如下图所示:对上图所示的结果进行统计分析,得出统计结果如下图所示:从上图可以看出,如果R1~R4电阻精度都为15%,则电路可能出现放大失真的情况. 将R1~R4的精度改为5%。
再次进行MOTE-CARLO分析,设置以前一致,分析结果如下图所示。
对上图所示结果进行统计分析,得出统计结果如下图所示:从上图可以看出,当R1~R4精度为5%时,电路基本没有放大失真的情况。
问题:R1~R4的容差为多大时电路的交流输出vout的直流成分可以忽略(vout的平均值<0.1V)?有兴趣的网友可以试试?To sleeto:谢谢你的夸奖,不过俺有点凉飕飕的感觉,不是在骂俺吧。
另外,我在单位查了查2006版本,发现新增的Design Example是需要在Sketch下安装的,因此也就没办法拷贝了。
我看看能不能抽时间研究一下那几个例子,消化以后写成文档在blog上给大家贴出来。
不过这需要时间,所以请耐心等待。
To srbighead:Saber最好的学习资料就是它自带的PDF文档,建议就从研究它自带的PDF文档开始学习。
To huiyong828:问题解决了就好,至于你提出的问题,我没有看你的文档,不好解释,不过我认为原因应该不是你说的那样。
To laoyu:问题解决了就好,其实你也可以将解决问题的过程写成文档贴出来,与大家一起共享,这样可能会让其他网友少走一些弯路。
TerraExplorer Pro v7.0用户操作手册-2019v1.0

4.1
启动界面 ......................................................................................................................... 13
4.2
界面布局 ......................................................................................................................... 13
3.1
TerraExplorer 7.0.1 版本新特性 .......................................................................................8
3.1.1 栅格图层改进 ............................................................................................................ 8
3.2.6 分析工具..................................................................................................................10
3.2.7 使用 SkylineGlobe Server– 发布工具 .....................................................................10
1.1
关于本手册 ....................................................................................................................... 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Astro Saber数字军刀写频简易教程
作者: BG2SFO
原文地址:/forum/showthread.php?t=195207&page=1&pp=30
发这个帖子,其实主要是告诉各位玩以及想玩的朋友,写频远远不及想象的困难。
当然了,如果想刷Flash或者给加密板写Key,那就是另外一回事了。
机器型号:H04RDF9PW7AN
Mfg.(Flash) Code:100004-000000-4(功能很少的Flash版本)
需要的设备:
1、Astro Saber数字军刀一台
2、4008B RIB写频器一台(TB和隔壁都有卖)
3、Saber或Astro Saber写频线一条
4、如果只有Saber写频线,需自己焊一个转接头(6块钱成本)
5、有原生串口的电脑一台(系统可以是98、2000、XP)
6、如没有5,可以选择USB-RS232转换头,但是务必要50块钱以上的,否则兼容性没法保证。
7、高版本写频软件CPS。
我原来有写过Saber,所以除了那条数字刀的写频线,别的我都有。
后来参考了Batlabs上的针脚定义,自己花6块钱做了一个转接头。
(2个25针D口五块钱,一米网线一块钱。
)
其实,普通刀和数字刀的背板触点定义都是相同的,但是普通刀的BUSY连接到RIB的8针,数字刀的BUSY连接到RIB的6针,我们只需要把这个跳一下就可以了。
见图。
连接RIB这段用母头(孔),连接写频线的用公头(针),两端1、15针对接。
RIB端6针接写频线端8针。
RIB端的4和11针短接(不用写频线里的短接,可靠还省事)。
4008B原理图
我们需要一份能用的CPS。
被高版本软件写过的Astro Saber,是不能被低版本软件读写的,这是事实。
安装完CPS必须重新启动电脑,因为CPS加载了不止一个控制串口通信的驱动程序。
重启后打开cps,配置需要使用的串口。
系统必须是98、2000、xp。
如果机器只有Vista的朋友,推荐你用VMWare 6.X版本,然后在虚拟机里面装上XP和cps,可以正常工作。
(我就是这么搞的)
如果你需要配置集群信道,必须给cps加载system key。
否则集群配置的部分,是仅能查看的。
有相关的生成syskey的软件,网上可以找到。
然后我们可以点击左上角的“Read Device”,RIB一顿狂闪后,就读出来了。
读取完如图所示。
注意检查连接线,RIB的电源。
我们先点击Radio Information看看。
这是第一页,显示了电台的型号和序列号。
这是第二页。
可以看到电台上次编程的时间,以及所用的软件。
还有电台的一些版本数据。
下面开始给常规信道写频。
进入Conventional——Conventional Personality 这是常规页。
可以定义收发频率以及收发哑音。
可以定义接收的模式(数字、模拟或混合),打开喇叭的延迟,载波静噪深度,去加重、LED灯状态等等。
可以定义发射超时、传输模式、信道带宽、预加重等选项。
上面说的都是写常规模拟信道的方法。
数字刀么,当然要搞数字模式啦(除非你的Flash不支持)。
下面是写数字信道的方法,还是一个位置。
这是接收选项页。
与模拟信道不同的是,Rx Voice/Signal要选择为Mixed Mode或Astro,这样才能接收数字信号。
这是数字信道的发射选项页。
把Tx Voice/Signal选择为Astro就行了。
数字信道还需要配置一下Astro页。
选择一个Network ID,互相通信这个ID要相同。
然后选择一个Digital Modulation,除了CQPSK还有C4FM。
我们需要让信道正确地显示出来,就需要设定Zone。
进入如图所示的树形菜单中。
这里可以给Zone命名。
(有些人的电台不能给Zone命名,我后面会提到解决方法。
)
进入Zone配置的信道页。
Channel Name是信道要显示的名称。
Personality Type是信道类型,通常我们设定的都是CNV(常规),还可以设置为Trk(集群)。
Personality #是信道的编号,是上面我们设置信道时候软件里显示的绝对编号。
下面说说刚才提到的为什么有些电台不能输入Zone名称的问题。
因为数字刀的显示屏每行只能显示14个字符,Zone名和信道名都是显示在一行的,也就是说zone名加上信道名,最多只能有14个字符。
在Radio Configuration——Display & Menu中,可以设置Zone名称和信道名称各占用的字符长度。
(有些电台信道名称占了14字符,就不能输入zone名称了。
)如图所示,更改Channel Text Size,下面的Zone Text Size就会自动跟着变化。