系统军刀写频教程
GM300M120写频教程

GM300M120写频教程GM300/M120/SM50/SM120/写频说明⼀.写频软件的安装:将写频软件全部的⽂件拷贝到计算机硬盘。
⼆.写频器的安装和连接:1、将写频器的计算机连接线,连接在计算机的串⾏端⼝1或串⾏端⼝2即:(COM1或COM2).2、将写频器的写频头插⼊车台的写频⼝(MIC ⼝)。
三.写频软件的使⽤:1:启动软件:在写频软件的⽬录下,双击“GM300。
EXE或MS50EXE”,即可进⼊写频软件系统,并显⽰软件的版本号,按任⼀键进⼊主菜单MAIN MENU.(在使⽤时若按ESC键即可回到主菜单)。
2:设置计算机的端⼝:在主菜单下按F9键,再按F3键,即可进⼊设置菜单,⽤TAB键转换到RIB⼀栏中,⽤上下键选择写频器所连接的计算机端⼝(COM1或COM2)选择完成后按F8键保存设置(在以后的使⽤中,若不改变端⼝的情况下,可不再设置)按ESC键返回到主菜单。
3、读(READ)车台的频率和数据:在主菜单MAIN MENU 下按F3键在按F2键,即可读车台,按ESC键返回主菜单。
4、写(COPY)车台的频率和数据:在主菜单MAIN MENU下按F3键,再按F5键⼆次,即可写⼊车台,按ESC键返回主菜单。
(若不能正常读数,请检查连接线,电源和串⼝设置)5、修改车台的频率数据:(1)在主菜单MAIN MENU下按F3键,再按F2键,即可读车台的频率数据,按ESC键,返回主菜单。
(2)在主菜单MIAN MENU按F4键,在按F5键,按回车键转换设置项RXFREQUENCY项为设置接收频率;TXFREQUENCY项为设置发射频率(⽤数字键键⼊,单位MHZ)RXSQUELCH TYPE项为设置接收的静噪类型(⽤上下键选择)TXSQUELCH TYPE项为设置发射的静噪类型(⽤上下键选择)RXSQUELCH CODE项为设置接收静噪类型相应的亚⾳数(⽤上下键选择)TX SQUELCH CODE 项为设置发射静噪类型相应的亚⾳数(⽤上下键选择)CSQ⼀般静噪类型TPL模拟亚⾳静噪类型,选定相同的亚⾳数才能通话DPL 数字亚⾳静噪类型,选定相同的亚⾳数才能通话TIME OUT TIM项为设置通话定时,单位:秒TX INHIBIT ON BUSY 项为设置有接收时静⽌发射YES或NOLOCALDISTANCE 项为设置近程或远程(接收的灵敏度不同)PHONE SIGNALING SYSTEM 项为设置话柄信令系统(常规通信设置为NOOC)RX SIGNALING SYSTEM 项为设置接收信令系统(常规通信设置为NOOC)TX SIGNALING SYSTEM 项为设置发射信令系统(常规通信设置为NOOC)按F2键修改另⼀通信;(3)增加信道:按F8进⼊信道设置菜单,⽤上下键选择ADD MODE为增加信道⽅式后,再按F8键则增加⼀个信道,按F10键退出。
数字军刀简易写频图解

1,登陆写频软件,点击Start Using CPS.
2,出现下面的信息可以置之不理。
3,进入软件后首页,左边第一个小图标代表读频率,也就是说点击后电脑开始读取已经连接好的军刀内的信息。
4,频率读取成功,可以从下图看到军刀按钮的设置和频率的设置。
5,先介绍如何写频率,下面的图代表你的军刀频率存放的位置,双击可以看到每个里面写的频率。
6,下图是双击后出现的写频界面,上面是接收,下面是发射;Squelch是功能设置,可以选择是否有哑音。
下面我写的是438500,没有差转和哑音。
7,下图是设置是否用普通还是数字方式接收。
8,设置发射方式和步进频率
9,设置直发还是差转
10,设置信令
11,这个我也不会设置
12,这个也不会设置
13,同上
14,这个没用
15,不会设置
16,同上
17,同上
18,数字方式设置,这个我没有设置过
19,数字方式设置,这个我没有设置过
20,数字方式设置,这个我没有设置过
21,下图是频道组设置,一组可以设定16个频率
22,给组起名
23,设置频率到组中
上面是一般设置上用得到的,您先看看,我觉得还不算太难。
有问题再联系我。
DE BH1GMJ VY73。
摩托罗拉saber军刀写频简易教程

Saber 军刀简易写频教程
给saber 军刀写频首先具备下列设备:saber 军刀一部,有串口的计算机一台,MOTO4008写频器一台,再有就是写频软件,下面我就以saberII R
军刀写频为例简单介绍一下写频过程。
先设置计算机使用4008的串口,选择
F9—F3
默认是COM1,文件默认存储在C 盘,注意:如果计算机磁盘格式是NTFS
格式会识别不到。
按F10
回到根目录菜单
选择
F3,读取主机相关文件
确认计算机-写频器-军刀之间连线正常,选择F2
读取文件后会直接跳到上一级目录菜单,按F10回到根目录菜单
按F4进入修改参数菜单,选择F5
进入信道信息修改
下面的终于到了我们要修改的信息了
全部修改完后按F10退出到根目录菜单,选择F3-F8,根据下一步提示选择F2,软件会将修改信息写入军刀
然后看看军刀频率是不是已经修改了,如果修改了说明你已经学会如何写频了:)
写在最后:
1 写频前一定要备份原有文件,免得写错了回不来,备份的文件如果按照时间起名在windows 下察看是16进制的,别当作病毒误删除了啊~~~
2 由于手中只有saberII R 主机,其余的军刀没有试过,不过我想应该都一样,大家自己试一下吧,其它没列出来功能我也没研究出来呢,大家也可以继续完善这个写频过程。
3 写频过成中受到很多HAM 的帮助,这里就不一一列上名字,但还是要感谢大家的帮助,要不我也写不出这个东东。
BG3ALE/小兵 20060902晚于家中。
凯恩帝系统编程简易方法
凯恩帝操作系统简易编程方法(数控车床)--谭米池--一、各主要代码简介1. G 代码(G代码指控制刀具行走路线的指令)G00 快速定位(刀具快速回到指令后写入的刀具位置)G01 直线插补(刀具按指令后写入的刀具路线进行单一直线行走)G02 顺时针圆弧插补(刀具按指令后写入的刀具路线进行顺时针圆弧行走)G03 逆时针圆弧插补(刀具按指令后写入的刀具路线进行逆时针圆弧行走)G04 暂停(刀具暂停进给动作,一般会在此指令后输入暂停时间用Xn.n表示,n为数字表示暂停时间)G92 螺纹切削(执行单一螺纹切削动作,加工一个完整的螺纹要完整输入整个刀具进给数据)G94 端面车削G98 刀具进给模式(此模式是按每分钟刀具进给量来确定刀具的进给速度)G99 刀具进给模式(此模式是按主轴每转刀具进给量来确定刀具的进给速度)G71 循环复合外圆切削模式(加工一个完整的外圆只需输入相关参数就可以完成整个外圆切削的刀具进给动作)G73 圆弧循环切削模式(加工一个完整的圆弧只需输入相关参数就可以完成整个外圆切削的刀具进给动作)G70 循环复合外圆精车切削模式(配合其它复合粗车循环指令,执行精车动作)G76 循环螺纹切削模式(加工一个完整的螺纹只需输入相关参数就可以完成整个进给动作)2.M代码(M代码指控制主轴系统动作的指令。
)M00 主轴暂停转动M03 主轴正转动作M04 主轴反转动作M05 主轴停止动作M08 冷却水加水M09 冷却水停止M10 夹具夹紧动作M11 夹具松开动作M16 计数器动作M99 程序循环M30 程序结束3.其它指令S……指令是控制主轴转速指令,后面输入什么数值代表要求转速为多少。
F……指令是控制刀具进给速度的指令,后面输入什么数值表示要求刀具进给多少。
T……..指令是刀架上刀具的编号,后面写入什么序数就表示几号刀具。
X(U)….指令是控制刀具在X方向上的位置,后面写入什么数值表示刀具停在什么位置。
FANUC_0-MD系统操作编程说明书
1. 综述 ............................................................................................................................................. - 1 1.1 可编程功能 ..........................................................................................................................- 1 1.2 准备功能 ..............................................................................................................................- 1 1.3 辅助功能 .........................................................................................................Байду номын сангаас....................- 2 -
建伍KPT-20编写频操作说明书
KPT-20写频/ 读频步骤一. 写频步骤1)开机显示SELECT CATEGORY 1 or 22) 选“1”键再按ENT 键显示:READY3)按“MODE”键显示:MODE ENTRY4) 选“1”键,再按“ENT”键5) 按“2”键6) 按“FREQ”键7) 按“1”键显示AUTO STEP MODE SELECT STEP NO.1(此时改变此数值) :再按1”写TKR-820,或按“2”键写TKR-720,再按“ENT”键8) 按“CH”键(可以改变CH数)此时把光标移至显示屏的左下角9)写RX频率000.000再按“ENT”键10)写TX频率000.000再按“ENT”键把光标---移到CH_1_下面11)按“PROG”键12)按“3”键,再按“ENT”键开始写频,BUSYDONE然后几秒变READY OK!二. 读频率步骤1)关机再开机显示SELECT CATEGORY 1 or 22) 选“1”键再按ENT 键显示:READY3)按“READ”键显示1=2764 2=9346 3=9346EXT4)选“3”键,再按“ENT”键开始读显示BUSY 几秒后变READY5)按“MODE”键显示MODE ENTRY6) 按“1”键,再按“ENT”键显示1=AUTO 2=MANUAL STEP7) 按“1”键,再按“ENT”键就可显示频率附注: 若用KPT-20写TKR-828时应注意以下事项1. 写接收频率时,须减-23.45MHZ再输入例如RX : 358.5000MHZ时,KPT-50应输入: 335.050MHZ (358.500 -23.45 =335.050)2. 写发射频率时,不用减(跟写TKR-720/820一样)三. 写哑音频/ 数字哑音频方法(QT/DQT)1)取出TKR-720/820/828信令板上的IC10(BR93LC46),安装在KPT-20 IC座上(注意安装方向,不要插反IC)2)打开机后电源开关:显示:SELECT CATEGORY 1 or 23) 选“1”键,再按ENT键显示:READY4)按“MODE”键显示:MODE ENTRY5)按“1”键后再按“ENT”键6)按“2”键后再按“SIG”键显示1 =QT 2 =DQT7)按“1”键=QT或按“2”键=DQT8)按“ENT”。
新代系统刀库参数设置

新代系统刀库参数设置一、概述新代系统刀库参数设置是指在新代系统中对刀具库进行参数设置的过程。
刀具库是一个重要的组成部分,它包含了各种刀具的参数信息,如刀具类型、尺寸、材料等。
正确设置刀库参数可以提高加工效率和质量,减少刀具损耗和机床故障。
二、刀库参数的重要性刀库参数的设置直接影响到加工过程中的切削力、切削温度、切削速度等关键指标,因此具有重要意义。
正确设置刀具库参数可以实现以下目标: 1. 提高加工效率:通过合理选择刀具,设置合适的切削参数,可以提高加工速度和效率。
2. 降低刀具磨损:根据不同工件材料和加工要求,选择适当的刀具材料和涂层,可以减少刀具磨损,延长刀具寿命。
3. 减少切削力和振动:通过设置刀具几何参数和切削条件,可以减小切削力和振动,提高加工质量和稳定性。
4. 避免机床故障:正确设置刀具参数可以避免刀具与工件或夹具的碰撞,减少机床故障的发生。
三、刀具库参数设置步骤3.1 收集刀具参数信息在进行刀具库参数设置之前,首先需要收集刀具的参数信息。
这些信息可以从刀具供应商提供的产品手册、技术资料或网络上获取。
需要收集的刀具参数包括刀具类型、刀具尺寸、刀杆类型、刀具材料、涂层类型等。
3.2 设置刀具几何参数刀具几何参数是刀具库中的重要参数之一,它直接影响到切削过程中的切削力、切削温度和切削质量。
根据工件材料和加工要求,设置合适的刀具几何参数,包括刀具刃角、刀尖半径、刀具后角、主偏角等。
3.3 设置切削条件切削条件是指切削过程中的切削速度、进给量和切削深度等参数。
根据不同的刀具和工件材料,设置合适的切削条件可以提高加工效率和加工质量。
切削条件的设置需要考虑到切削力、切削温度、切削表面质量等因素。
3.4 设置刀具材料和涂层刀具材料和涂层的选择对切削性能和刀具寿命有重要影响。
根据工件材料、切削条件和加工要求,选择合适的刀具材料和涂层可以提高切削效率和刀具寿命。
常用的刀具材料有硬质合金、高速钢和陶瓷等,常用的涂层有TiN、TiCN和TiAlN等。
GP88写频最详细教程

读出电台数据:主菜单画面按F3,再按F2。
写入频率数据:主菜单画面按F3,再按两次F5发射限时、声光报警、功能键设置菜单画面,在主菜单画面按F4,再按F2进入。
发射限时.JPG (9.31 KB)2006-12-21 11:05声光报警.JPG (19.61 KB)2006-12-21 11:08低电报警.JPG (8.02 KB)2006-12-21 11:08功能键定义有静噪按钮、解除亚音、屏蔽扫描.JPG (12.13 KB) 2006-12-21 11:08信令设置画面,在主菜单画面按F4,再按F7进入。
2006-12-21 11:14增加信令.JPG (3.67 KB)2006-12-21 11:14删除信令.JPG (3.68 KB)2006-12-21 11:14信令类型.JPG (8.74 KB)2006-12-21 11:14电台ID码、信令码.JPG (7.85 KB)2006-12-21 11:14放PTT收咪信令.JPG (8.56 KB)2006-12-21 11:14改写频率模式菜单画面,在主菜单画面按F4,再按F5进入。
2006-12-21 11:28上一信道.JPG (3.6 KB)2006-12-21 11:28下一信道.JPG (3.14 KB)2006-12-21 11:28增加、删除信道.JPG (3.71 KB)2006-12-21 11:28普通、扫描模式.JPG (8.51 KB)2006-12-21 11:28收发频率.JPG (14.61 KB)2006-12-21 11:28发射亚音.JPG (13.28 KB)2006-12-21 11:28遇忙禁发.JPG (6.82 KB)2006-12-21 11:28省电功能,扫描时无效.JPG (7.66 KB)2006-12-21 11:28发射信令.JPG (13.61 KB)2006-12-21 11:28该信道功率.JPG (4.98 KB)2006-12-21 11:28扫描模式菜单画面,在改写频率模式菜单画面把TYPE项选为Scan。
三凌系统M70基本操作

开机后归零1.转到归零方式2.按程式启动键三轴归零装刀操作方法1.转到MDI方式按键进换到手动编程介面输入 M6 T1 (1-16) 然后按键,再按键把刀库需要装的刀具号转到装刀位置。
方法2 转到手轮模式然后按键。
再按键。
主轴上去后可以按键和键转动刀库转到需要的刀具位置装入刀具。
对刀操作1.1.转到MDI方式按键进换到手动编程介面,输入 M6 TX (X=要对刀的刀具号) 然后按键,再按键把要对刀的刀具装入主轴。
2.再转到手轮模式把刀具移动到对刀位置进行对刀3.对好刀后将Z轴机械坐标输入相对刀具号的长度尺寸。
按键进入坐标设置和刀补设置介面(按可在坐标设置和刀补设置之间切换)4.按T测量切换到下一个介面5.6.按键移动到相对应的刀具号(注意不要移错了!),按写入补正量(会自动输入机械坐标)然后出现提示(可以吗?Y/N)按Y则输入,按N则不输入。
输入后继续下一把刀对刀,换到MDI 模式进行换刀操作。
分中操作1.转到MDI模式,把装分中棒的刀头装入主轴。
2.主轴装好分中棒后转到手轮模式,按键,进入常用介面3.输入S600,按键,再按键主轴转动4.用手轮操作分中,分中偏位后在相对坐标清零:输入X(分Y轴就输入Y)再按键,然后移动到另一边碰数,碰好后升起Z轴,移动到数值的一半清零(比如是100就移到50):输入X(分Y轴就输入Y)再按,另一轴分中同理。
5.输入坐标,按键进入设置介面然后按坐标系切换到下一个介面6.按键移动要使用的坐标(一般是G54),按简易设定把机械坐标值自动输入到坐标的X Y里面,Z轴不用输入。
此坐标XY一般为0,Z轴为对刀棒的负数。
自动运行1.转到自动运行模式,按搜索切换到下一个介面按存储器或存储卡找到需要的程式按键,再按程式启动键进行加工。
Motorola军刀写频说明.

Motorola® Saber™ Radio Service Software User’s Guide业余无线电中文计划注意:·本说明书参照Motorola 68P81062C95-F文档翻译,内容有删改。
·本说明书针对的RSS(Radio Service Software)版本为R07.01.00,该版本软件已经可以支持高时钟频率的计算机,并拥有最全面的功能,推荐您采用。
·译者英语和无线电知识水平有限,难免有错误和不足,敬请各位老师指正!版权声明:The Motorola equipment described in this manual may includecopyrighted Motorola computer programs stored in semiconductor memories or other media. Laws in the United States and other countries preserve for Motorola certain exclusive rights for copyrighted computer programs, including the exclusive right to copy or reproduce in any form the copyrighted computer program. Accordingly, any copyrighted Motorola computer programs contained in the Motorola equipment described in this manual may not be copied or reproduced in any manner without the express permission of Motorola. Furthermore, the purchase of Motorola equipment shall not be deemed to grant either directly or by implication, estoppel, or otherwise, any license under the copyrights, patents or patent applications of Motorola, except for the normal nonexclusive, royalty free license to use that arises by operation of law in the sales of a product.版本:Ver. 0.1(02/12/2007)本项目参与者:暂无请您加入“业余无线电中文计划”,为中国业余无线电发展献出一份力量!第一部分 SERVICE: alignment, service aids, board replacement一、Align Radio Parameters注意:当您修改了本菜单中的任何设置后,您需要为电台重新编程(Reprogram Radio),才能使改动生效。
FANUC系统数控车床对刀和编程
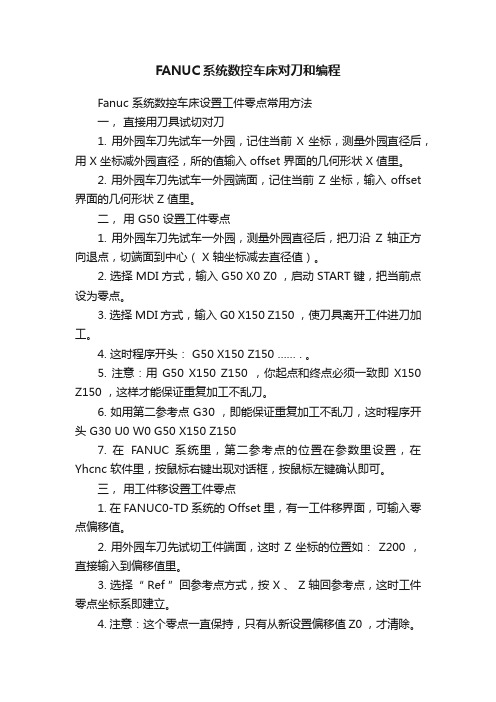
FANUC系统数控车床对刀和编程Fanuc 系统数控车床设置工件零点常用方法一,直接用刀具试切对刀1. 用外园车刀先试车一外园,记住当前X 坐标,测量外园直径后,用 X 坐标减外园直径,所的值输入 offset 界面的几何形状 X 值里。
2. 用外园车刀先试车一外园端面,记住当前 Z 坐标,输入 offset 界面的几何形状 Z 值里。
二,用 G50 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心( X 轴坐标减去直径值)。
2. 选择 MDI 方式,输入 G50 X0 Z0 ,启动 START 键,把当前点设为零点。
3. 选择 MDI 方式,输入 G0 X150 Z150 ,使刀具离开工件进刀加工。
4. 这时程序开头:G50 X150 Z150 …… . 。
5. 注意:用G50 X150 Z150 ,你起点和终点必须一致即X150 Z150 ,这样才能保证重复加工不乱刀。
6. 如用第二参考点 G30 ,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z1507. 在FANUC 系统里,第二参考点的位置在参数里设置,在Yhcnc 软件里,按鼠标右键出现对话框,按鼠标左键确认即可。
三,用工件移设置工件零点1. 在 FANUC0-TD 系统的 Offset 里,有一工件移界面,可输入零点偏移值。
2. 用外园车刀先试切工件端面,这时 Z 坐标的位置如: Z200 ,直接输入到偏移值里。
3. 选择“ Ref ”回参考点方式,按 X 、 Z 轴回参考点,这时工件零点坐标系即建立。
4. 注意:这个零点一直保持,只有从新设置偏移值 Z0 ,才清除。
四,用 G54-G59 设置工件零点1. 用外园车刀先试车一外园,测量外园直径后,把刀沿Z 轴正方向退点,切端面到中心。
2. 把当前的 X 和 Z 轴坐标直接输入到 G54----G59 里 , 程序直接调用如:G54X50Z50 ……。
对讲机写频办法

TK2118-3118调频方法1.按住MONI键+DIAL键开机,显示SELF。
2.按LOW显CH1,转动ENC选择所需信道数。
3.按PTT键显-------2,按LOW显出接收频率,按住1键调整数,松开后调小数,按PTT 键直到显示-------4,按一下LOW显示出发射频率,按住1键调整数,松开PTT键调小数。
按住PTT键直到显示CH2。
此时一信道已存好。
4.选择其他信道的设置,请重复(3)以上的步骤。
按FUNC显示SELF,关机。
开机即可使用。
建伍TK2118/3118对讲机写频方法--------------------------------------------------------------------------------一准备工作:1、将KPG69D软件安装在WIN98/95系统的计算机中。
2、将写频器的连接线分别与计算机、对讲机连接牢固。
二、写频操作:1、点击KPG69D文件中的兰色图标,进入主界面。
2、选择机型及频段:点击下拉菜单“型式”—“型式信息”,选择所需频段,点击“确认”,显示“频率数据将被清除”时,点击“确定”。
3、选择功能:点击下拉菜单“编辑”—“可选功能”,选择(常用):键锁—前部键/旋转编码器。
静噪电平—3-5自台编程—不允许面板编程时应关闭。
项目无误时,点击“确认“。
4、输入频率数据:直接在频率表中键入频率数据,每输入一项即按回车键1次。
“宽/窄”一项应选择“宽”。
检查某一信道内容:点击该信道最右侧的“》”钮,显示“频道编辑”窗口,可进行检查与修改,无误后点击“确认”。
5、选择通信端口:点击下拉菜单“设置”—“通信端口”,选择相应的通信口,点击“确认”。
6、写入对讲机:检查数据正确、连接无误后,打开对讲机电源开关,点击写入图标(上方工具栏最右侧图标)或点击下拉菜单“编程”—“向通信机写入数据”显示动态写频图形。
写频完毕,关闭对讲机电源,拆下连接线即可。
建伍TK-3107写频操作说明
健伍TK-3107等对讲机的写频步骤钟浩第一部分:前提准备1、有KPG55D写频软件及对应的数据线(一边是双口,另一边是RS232)。
2、使用WINDOWS98或DOS操作系统。
因为健伍TK3107的写频软件于99年左右发行,但是还是WINDOS98及DOS操作系统普及的时代。
虽然在WINDOSXP上可以运行该软件,但写频时容易出现错误,无法正常对对讲机写频。
3、电脑上有串口,就是所谓的RS232。
现在的电脑,特别是笔记本电脑,很少使用串口了。
第二部分:如何正确找到软件的路径,并顺利打开软件。
1、如果是WINDOWS98的话,只要找到相应的目录打开即可。
假设写频软件下载到E盘,然后解压到E盘,一般目录为E:\kpg55d\kpg55d,然后在此目录下双击KPG55D.EXE即可。
2、如果是DOS的话,相对复杂一点。
一般来说是用WINDOS98的启动盘进入,必须在电脑Bios中改为CD-ROM优先。
在用WINDOWS98启动盘时,会有3个选项,一般选2或1,接着进入DOS提示符(A:\),假设软件的目录为E:\kpg55d\kpg55d,需要用键盘操作:A:\>E: 回车(ENTER健)显示E:\>E:\>CD KPG55D 回车(ENTER健)显示E:\>KPG55D\E:\>KPG55D\CD KPG55D 回车(ENTER健)显示E:\>KPG55D\KPG55D\E:\>KPG55D\KPG55D\KPG55D 回车(ENTER健)然后出现下图:然后按一下“空格键”出现下图第三部分:写频软件的使用方法。
按键盘左下角的“ALT”健,出现下图:注意:1、首先要选型号(MODEL),按键盘左方向键“→”,出现下图:再按回车(ENTER健),出现下图:接着按“空格键”三下,出现下图:然后再按两下回车(ENTER健),出现下图:按键盘“方向键”“←”一下,再按回车(ENTER健),出现:按键盘”ALT”,然后按键盘“→”移到“SETUP”,在“communication port”项中,用键盘上“←→↑→”选COM1或COM2口。
tk2107写频方法
1、先安装好KPG55D写频软件在电脑上,用数据线连接电脑和对讲机数据插孔。
(注:中文版是破解版,对部分非原装建伍机读取会出现错误,另外如果是用于读取其他非本软件指定机型,最好安装一个英文版,系统要求是WIN98或windows 2000,否则也会出现读取错误)KGP55D英文版界面马上下载KPG55D建伍软件2、选择型号和频率打开KPG55D软件后,按Alt键弹出窗口,由箭头键控制左右,回车键确认。
3、读取数据(读取完毕后按回车确认将出现一系列频点数据,如:455.02500)4、数据导入。
将您需要的数据从机器读取出来后,直接覆盖到另一部机器上就可以通话了。
一、所需物品1、对讲机2、写频线3、电脑4、写频软件5、数据孔帽盖拆卸工具(部分机器可免,直接揭开橡胶垫即可)注意事项:对讲机电池需要有一定的电量,这样电脑才能检测到对讲机,写频软件需要和对讲机型号吻合(部分机器除外,如:建伍的TK-3107就可以通用很多机型)。
建伍TK-3107对讲机的写频方法软件:KPG55D适用于建伍TK-3107与TK-2107先将写频线一端插进对讲机数据插孔(也就是耳塞孔),另一端接到电脑串口上。
读取频点(使用对讲机相对应的软件机器读出编程数据)双击KPG55D按回车键进入软件主界面,按ALT键弹出主菜单,使用←→箭头键移动到Program,↑↓箭头键移到Read from radio选项,按回车键确认,再按回车键读频。
对讲机及电脑连接正常便有进度条显示Now data reading.,完成后显示Done reading the radio data. Press any key。
按任意键。
便可以看到对讲机编程频点与数据了频率输入读好频后或新建文件后在界面里直接以用数字键输入频率,在相应的频率范围内输入合适的频率,接收的频率在第一列,如414.225,输完按回车,发射默认的频率接收的相同,如果发射的频率和接收的相同直接按回车键,如果不同就再输入,输完按回车键,弹到第三列。
系统军刀写频教程

系统军刀写频教程 摩托罗拉SYSTEMS SABER系统军刀写频教程本程序用的最多的就是F2 确认键和F10 返回退出键。
在首页MAIN MENU中,F3是读取和写入数据用的;F4是编辑军刀数据用的,主要的修改工作都在这里完成;F9是配置端口和文件保存路径的。
第一步:连接好写频线,打开军刀电源,进入写频软件,开始配置端口(确保军刀电池要有足够的电力,写频中途千万不能断电):1、启动软件后,按任意键进入MAIN MEN主菜单,按F9配置计算机:2、进入如下界面中,按F3配置存储路径和端口:3、根据自己的需要修改文件保存路径和写频线的连接端口:4、写频线端口设置好后按F6进行端口测试:(显示COM TEST Failed为测试失败)5、设置更换写频线端口后,界面显示测试成功,按F8保存并按F10返回上级菜单:第二步:读取军刀数据1、按F10返回到MAIN MENU主菜单,先按F3:2、进入下一级菜单后,再按F2为读取军刀数据;如按F3,则为读取军刀的存盘数据;按F7为保存为文件;按F8是将数据写入军刀。
3、按F2后,开始读取军刀数据:4、军刀数据读取完毕后,必须保存读取出来的数据,防止写频失败,用作恢复,按F7保存读取出来的数据文件:4、按F7后进入数据文件保存界面,再按F8保存数据文件:第三步:编辑军刀数据1、在MAIN MENU主菜单中按F4开始编辑修改军刀数据或参数:2、进入下一级菜单,按F6修改信道数据、信令等;按F3修改军刀按钮功能等,3、按F6进入如下界面后,按F8为修改频率等数据,按F2为修改MDC1200信令:5、选择按F8,进入修改军刀频率等数据界面,按F3或者F4可以上下切换信道:6、等所有的数据都修改完毕后,按F10退回到MAIN MEN主菜单下,再按F3,进入下一级菜单GET/SA VE MENU;7、按F8,在弹出红色对话框时再按F2 (RSS),确认将修改后的各项数据写入军刀:8、数据正在写入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摩托罗拉SYSTEMS SABER系统军刀写频教程
大家好,这里是石家庄业余无线电俱乐部的BD3OOX
下面由我来带大家给摩托罗拉公司出品的老一代手持对讲机系统军刀的写频
本程序用的最多的就是 F2 确认键和 F10 返回退出键
在首页MAIN MENU,F3是读取和写入数据用的,F4是编辑军刀数据用的,主要修改工作都在这里完成,F9是配置端口和文件保存路径的.
第一步按F9开始配置计算机
第二部读取军刀数据
按F10返回到 MAIN MENU开始读取军刀数据
这一步一定要做,不然没有后悔药买
第三部编辑军刀数据
按F6开始编辑信道数据再按F8修改频率
17.jpg(61.75 KB, 下载次数: 1)下载附件保存到相册
2011-9-26 14:22 上传
结束语
可能有的手台来路有问题,无法读取和写入,一般情况的军刀都是可以按照这个教程完成的!
这里是你的朋友BD3OOX
石家庄业余无线电俱乐部亲情奉献
原创作品未经允许不得用于商业用途
写频软件下载地址:/thread-87-1-1.html
BD3OOX
2014-2-6 新版发布
石家庄业余无线电俱乐部。