磨床保养记录表
研磨设备日常保养记录表样板
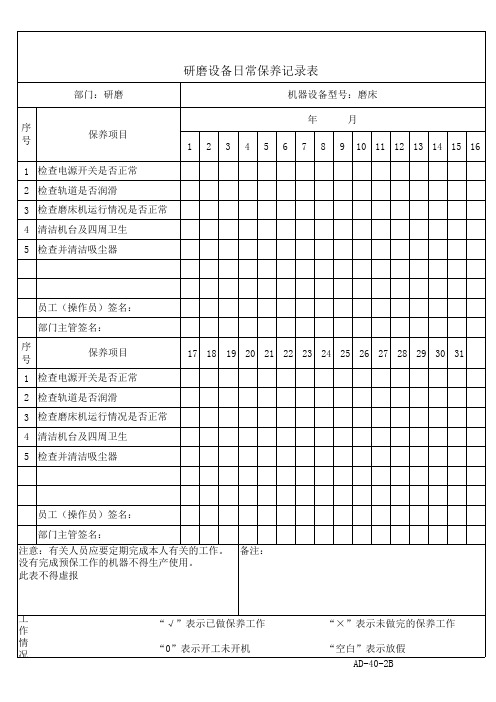
备注:
工 作
“√”表示已做保养工作
情 况
“0”表示开工未开机
“×”表示未做完的保养工作
“空白”表示放假 AD-40-2B
研磨设备日常保养记录表
部门:研磨
机器设备型号:磨床
序 号
保养项目
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 检查电源开关是否正常 2 检查轨道是否润滑 3 检查磨床机运行情况是否正常 4 清洁机台及四周卫生 5 检查并清洁吸尘器
员工(操作员)签名:
部门主管签名:
序 号
保养项目
1 检查电源开关是否正常
2 检查轨道是否润滑
3 检查磨床机运行情况是否正常
4 清洁机台及四周卫生
5 检查并清洁吸尘器
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
员工(操作员)签名:Байду номын сангаас
部门主管签名:
注意:有关人员应要定期完成本人有关的工作。 没有完成预保工作的机器不得生产使用。 此表不得虚报
无心磨床日常保养点检记录表

机器设备日常保养点检记录表
年月设备名称:无心磨床设备编号:规格型号:
周期
保养点检部位
保养点检项目
基准
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27Biblioteka 28293031
日
保
养
开关按钮
开/关
完好有效
砂轮
有无破损
完好无缺,牢固无裂纹
润滑油池
润滑油位
有池3/4以上
整机
润滑、清洁
整洁,运动部位有润滑油
整机
有无漏油现象
表面整洁无漏油痕迹
周
保
养
液压油池
油位
有池3/4以上
水箱
清理
无砂轮灰堆积
配电箱
有无受潮现象
整洁干燥/必要时做干燥处理
月
保
养
电器线路
有无破损现象
完好无损,没有漏电等异常现象
整机
调整间隙
各紧固件牢固,间隙适当
备
注
保养者
复核
异常处理记录(注明日期、现象、原因及处理方式)
磨床维护保养点检表

周期 项次
磨床维护保养点检表(
点检内容
清理机台上的工件、工具和材 料,擦洗干净并摆放到合适的地 方 是否清扫工作台、各导轨上的杂 物,擦洗导轨并加注润滑油 查看储油箱(32号液压油)、主 轴储油箱(7号主轴油)内的油 质、油位,清理干净过滤装置 清理冷却泵过滤装置上的杂物, 检查冷却管道各接头是否漏水并 拧紧 清洁电箱内外,是否无灰尘、杂 物,拧紧各线连接点。并检查连 接外部的电源线是否有破损 检查各手柄是否灵活、各部位固 定螺丝、螺母、工作灯及面板上 的各个按钮 擦洗机床外观,是否做到外观无 油垢,物见本色 是否用布擦净工作台并抹上机油 是否清扫干净工作埸地 将保养表填好后,向设备管理人 员汇报机床保养情况,并请在保 养表上签字 1 2 3 4 5 6 7 8 9
月份)
设备编号:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3
4 保 养
5
6 7 8 9 10Fra bibliotek保养点检者签名
设备管理者签名
填写符号:○表示正常,×表示不正常,⊙表示故障排除已正常。每天开机时进行每日点检,24小时制的每天换班时进行点检。每月中旬进行月点检保养。
磨床日常点检表

磨床日常点检表
磨床日常点检记录表
文件编号:
设备编号:
设备名称:
设备型号:
年月班次:序号
检查内容
开机前:
1.检查各部位润滑油脂是否充足,油池中的油是否充足。
2.检查砂轮是否有裂纹或缺口等缺陷。
3.检查急停旋钮是否处于关闭位置,以免开机时碰撞。
4.确认各防护装置完好并处于关闭状态和正确位置。
5.开动油泵前,手动确认行程内无碰撞,确认工件安装牢固。
开机后:
6.检查工作台往复运动平稳,换向无冲击。
7.检查油、水等有无泄漏。
8.检查机床运转时有无不正常的尖叫声和冲击声。
9.检查液压系统油量、油压、油温等是否正常。
下班前:
10.清扫擦拭设备。
每周:
11.清理切削液箱,更换切削液(变脏变味时)。
备注:若设备无相应项,则该项无需填写符号,略过点检下一项。
当日班次无人使用时,将该日期划去,并标注原因,如休息、年假、故障或其他原因。
除封存设备外,均需填写点检记录表。
设备有问题或其他情况需要说明时,在备注处填写,如时间,内容等。
平面磨床日常点检保养记录表
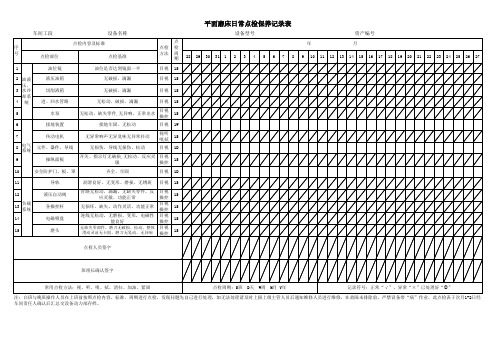
车间工段设备名称点检基准282930311234567891011121314151617181920212223242526271油位镜油位是否达到镜面一半目视1S 2液压油箱无破损、滴漏目视1S 3切削液箱无破损、滴漏目视1S 4进、回水管路无松动、破损、滴漏目视1S 5水泵无松动、缺失零件,无异响、正常出水目视操控1S 6接地装置接地牢固、无松动目视1W 7传动电机无异常响声无异臭味无异常抖动视听嗅拭1S 8元件、器件、导线无损伤、导线无损伤、松动目视1D 9操纵面板开关、指示灯无破损,无松动、反应灵敏目视操控1S 10安全防护门、板、罩齐全、牢固目视1D 11导轨润滑良好、无变形、磨损、无锈斑目视1S 12液压自动阀管路无松动、滴漏,无缺失零件,反应灵敏、功能正常目视操控1S 13各操控杆无损坏、缺失,动作灵活、功能正常目视操控1S 14电磁吸盘连线无松动,无磨损、变形,电磁性能良好目视操控1S 15磨头无缺失零部件,磨刀无破损、松动,整体滑动灵活无卡阻,磨刀无晃动、无异响目视操控1S 资产编号注:白班与晚班操作人员在上班前按照点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知维修人员进行维修,在故障未排除前,严禁设备带“病”作业,此点检表于次月1-2日经车间责任人确认后汇总交设备动力部存档。
点检周期油液压、水冷却系统班组长确认签字点检人员签字点检方法负载系统点检部位常用点检方法:视、听、嗅、拭、清扫、加油、紧固电气系统年 月点检周期:S班 D天 W周 M月 Y年记录符号:正常“√”、异常“×”已处理好“U ”平面磨床日常点检保养记录表设备型号序号点检内容及标准。
磨床组设备定期保养检查表

序
保养检查项目
每每每季半每
1 量仪磨屑清理、清除
2 检查主轴皮带的松紧
※
3 工作台排水槽磨屑清除
4 主轴箱液位
5 液压油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
9 水箱及切削液的清洁度
10 尾座
11 砂轮护罩、夹盘
12 主轴精度
13 油压主压力
※带的松紧
※
3 工作台排水槽磨屑清除
4 主轴箱液位
5 液压油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
9 水箱及切削液的清洁度
10 尾座
11 砂轮护罩、夹盘
12 主轴精度
13 油压主压力
※
14 机床几何精度
※
15 机床定位精度
※
清洗或清除
机能检查
检查
必要时调整或通知维修
检查后必要时更换
给油
注:机床其余配置部件如水泵等的保养按各部件说明书
磨床定期保养检查表
序 号
保养检查项目
每每每季半 日周月度年
1 机台外观护罩
2 砂轮护罩、夹盘
3 冷却箱清洁度
4 主轴箱液位
5 液压油箱吸入口过滤网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
10 各润滑点润滑情况
11 尾座润滑及清洁
12 砂轮护罩、夹盘
13 油压主压力
14 电器柜表面
15 电器柜换器过滤网
擦拭、清洗、清除
机能检查
检查
※ 必要时调整或维修
M1432B外圆磨床维护保养检查表
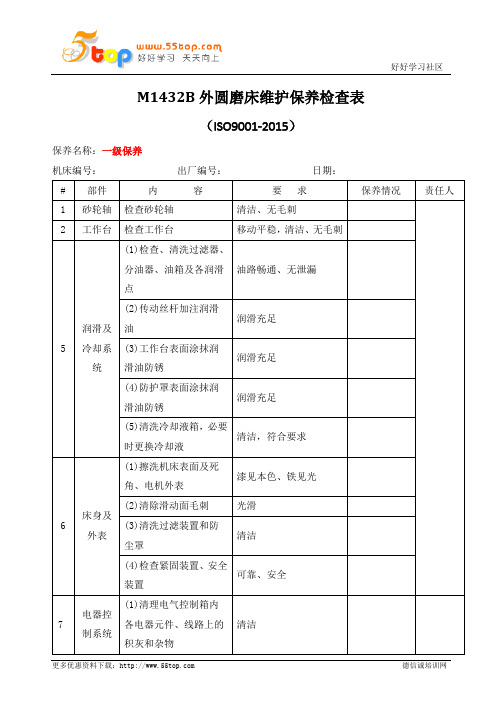
M1432B外圆磨床维护保养检查表(ISO9001-2015)保养名称:一级保养机床编号:出厂编号:日期:# 部件内容要求保养情况责任人1 砂轮轴检查砂轮轴清洁、无毛刺2 工作台检查工作台移动平稳,清洁、无毛刺5 润滑及冷却系统(1)检查、清洗过滤器、分油器、油箱及各润滑点油路畅通、无泄漏(2)传动丝杆加注润滑油润滑充足(3)工作台表面涂抹润滑油防锈润滑充足(4)防护罩表面涂抹润滑油防锈润滑充足(5)清洗冷却液箱,必要时更换冷却液清洁,符合要求6 床身及外表(1)擦洗机床表面及死角、电机外表漆见本色、铁见光(2)清除滑动面毛刺光滑(3)清洗过滤装置和防尘罩清洁(4)检查紧固装置、安全装置可靠、安全7 电器控制系统(1)清理电气控制箱内各电器元件、线路上的积灰和杂物清洁(2)紧固各电气器件,拧紧各接线端子牢固、无松动(3) 检查各级保险器件容量符合要求(4) 检查机床接地状况牢固,符合要求保养名称:二级保养机床编号:出厂编号:日期:# 部位内容要求保养情况责任人1 砂轮轴检查砂轮轴表面,调整间隙光滑,间隙符合要求2 进给传动系统(1)检修、清洗各进给方向传动机构清洁无污,传动正常(2)检修、清洗导轨清洁无污,无毛刺3 液压系统(1)检查各液压阀件动作灵活可靠(2)校验压力表合格(由品质部门进行)(3)清洗、检修液压缸清洁、无泄漏(4)检修油路、密封件畅通、无泄漏,必要时更换(5)检查油质符合要求,必要时更换(6)清洗油箱、滤油器、油标清洁无污,标识清晰4 润滑及冷却系统(1)检修主轴润滑冷却系统工作可靠(2)检修各阀件动作灵活、工作可靠(3)检修油路各器件清洁、完整、畅通(4)检查油质、油量不变质,符合要求(5)检查、调整油压符合要求5 强电控制系统(1)检修各接触器(继电器)接触良好、动作可靠(2) 检查电机绕组和接线端子的绝缘状况清洁无污,引出线无老化,绝缘符合要求(3)检修各电磁阀、压力开关等装置清洁、动作可靠(4)检修各限位开关位置适当,动作可靠(5) 检查机床接地状况牢固,符合要求6 整机及外观(1)检查各铭牌、标识清晰、齐全(2)检修各安全装置、紧固装置、联结装置可靠、牢固(3)检查基础和地脚螺栓可靠、牢固(4)清理机床四周环境,附件、零件摆放整齐符合规定(5)试车,检验各功能运转正常。
磨床设备三级保养记录表

编号:
设备名称:设备编号:使用部门:保养日期:保 养 人:审 核:保养项目(每天)保养项目保养项目保养项目
例行保养/天□一级保养/3月□二级保养/半年□三级保养/1年□
磨床1、检查主轴箱体及
液压箱油面,检查
油路是否畅通;
2、检查并扭紧各油
管、油缸及其它松
动的接头螺丝,检
查各部手轮,扭紧
松动螺丝;
3、检查并调整皮带
松紧适宜,检查并
紧固砂轮固定螺
丝,检查并调整油
压; 4、清除磨
屑,擦拭机床、油
箱、冷却箱各表面
及其它死角部位;
1、清洗冷却泵铁屑槽、附
件及水箱并检查冷却液,清
洗并调整磨头及磨头镶条;
2、清洗机油滤清器、磁盘
、床面和导轨面、液压泵、
管线及油路; 3、
检查并调整压力阀的压力,
检查各液压手柄和导轨是否
灵活 ; 4、检
查行程速度和导轨进油状
况; 5、紧固各部螺丝;
6、机床内外各部清洁,加
注各部润滑油.
1、执行一级保养
内容;
2、检查、调整加
床安装精度,使其
符合规定要求。
1、砂轮主轴轴承间隙调
整检查; 2
、修磨工作台台面、修
刮各导轨面的毛刺; 3
、检查油泵及各管线接
头,检查并调整进给机
构丝杆螺母间隙;
4、清洁电动机及电器设
备; 5
、执行一级保养内容;
设备保养记录表
编制:生产部
设备类型保养内容保养内容保养内容保养结果。
磨床保养点检表

单位﹕_________________型号﹕__________________编号: _________________ ______年_______月
类
别
日期
保养检查项目
1
2
3
4
5
6
7
8
9
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
日
保
养
1.保持磨床及周围之清洁
2.检查马达运转是否正常
3.磨床的电源开关及控制按钮是否正常
4.检查磨床主轴(砂轮)是否顺时针旋转
5.检查各油路是否畅通
周
保
养
6.每周彻底清扫一次,并检查工作台面之水平度是否正常
月
保
养
7.每月月底清洗水箱及过滤器,并更换切削液
请注意﹕每年1月份和7月份各更换一次油压用油及清洗过滤器
备注:保养结果记录符号: '' V ''表示正常,"×"异常处理中﹔节假日休息时不作任何填写﹗
单位主管:_____________保养人:_____________
平面磨床点检保养记录表
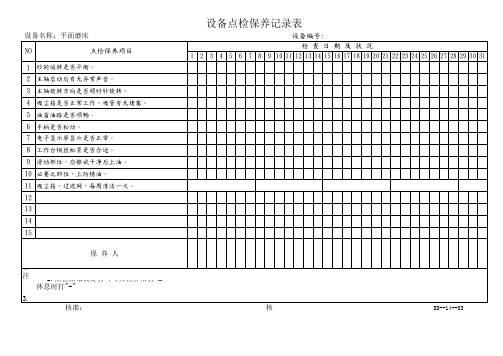
设备点检保养记录表
设备名称:平面磨床 NO 点检保养项目 设备编号: 检查日期及状况 年 月
1 2 3 4 5 6 7 8 9 # # # # # # # # # # # # # # # # # # # # # #
1 砂轮运转是否平衡。 2 主轴启动后有无异常声音。 3 主轴旋转方向是否顺时针旋转。 4 吸尘箱是否正常工作、吸管有无堵塞。 5 油窗油路是否顺畅。 6 手柄是否松动。 7 电子显示屏显示是否正常。 8 工作台钢丝松紧是否合适。 9 滑动部位,应擦试干净后上油。 10 必要之部位,上防锈油。 11 吸尘箱,过滤网,每周清洁一次。 12 13 14 15 保养人 备注: 1.每日上班时立即作自主检查,以上项目如有问题,须立刻向主管反应. 2.点检结果良好打"V",点检异常打"X" 休息时打"-"
SD--14--03
3.本表请保养人确实填写,若影响效率、质量、人员安全,请主动呈报检修,以达到预防保养的目的. 核准: 审核:
磨床日常保养记录表

检查磨头是否有间隙,工作 时磨头是否过热
检查油箱中的油液是否够, 工作时油温是否过热
检查液压系统是否漏油、运 转时声音是否有异
检查各压力表是否完好,压 力是否正常
检查磨头安全防护罩与沙轮 是否完好无损
检查线路是否信 号灯是否完好正常
磨床日常保养记录表
年月
R-07001-11
设备名称
磨床
设备编号
使用部门
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检人
内容
擦拭清扫机器外表面与死角 卫生
检查各润滑点是否有油,油 路是否畅通,油杯是否完好
点检确认
注:1、填写字迹要清晰,不准乱涂乱画。2、那天没检查或无需检查项要注明原因,不准留空格。3、完好打√、不好打×。4、发现问题及时通知修理人员。
磨床检查保养记录表
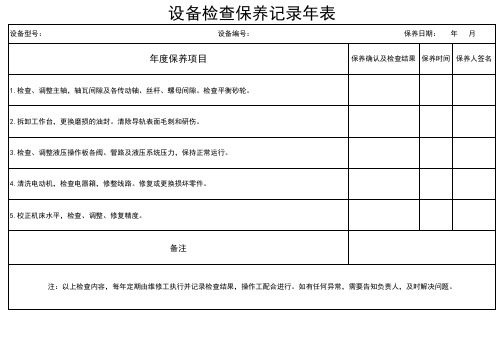
4.清洗电动机,检查电器箱,修整线水平,检查、调整、修复精度。
备注
注:以上检查内容,每年定期由维修工执行并记录检查结果,操作工配合进行。如有任何异常,需要告知负责人,及时解决问题。
设备检查保养记录年表
设备型号: 设备编号: 保养日期: 年 月
年度保养项目
1.检查、调整主轴,轴瓦间隙及各传动轴、丝杆、螺母间隙。检查平衡砂轮。
保养确认及检查结果 保养时间 保养人签名
2.拆卸工作台,更换磨损的油封。清除导轨表面毛刺和研伤。
3.检查、调整液压操作板各阀、管路及液压系统压力,保持正常运行。
4磨床定期维护保养记录

****有限公司
(2020年度)
要求:
一级保养:机床运转2-3月进行,作业时间4-6小时,以操作工人为主,维修工人配合进行。
二级保养:机床运转6个月进行,作业时间6-8小时,以维修工为主,操作工人配合进行。
磨床定期维护保养记录
保养项目
维护保养
结果
对应措施
保养人/日期
1
一级
保
养
清洗机床外表,无锈蚀、无黄袍。拆有关防护盖板,进行清洗,做到清洁,固定牢。检查、䃼齐的柄、手球、螺丝、螺帽
5
元件及接触点,线路应安全可靠。清洗电器外表面
二级保养除执行一级保养作业项目,拆检齿轮变速和电磁变速器,清除污垢、结焦,视需要对各部件进行解体、清洗、检查、清除隐患,排除缺陷,对设备进行全面检查,视需要进行除锈、补漆,对电气设备进行检查、试验。校验指示用仪器仪表和控制用仪器仪表、计量仪器仪表,延长使用寿命,维护设备的技术性能。
4
清洗粗、精过滤器,要求无油污、油标醒目。清洗液压油箱,更换新油。检查各滑阀,更换损坏件。调整工作和润滑压力,达到液压传动和润滑要求。清洗冷却泵过滤网及冷却箱,更换冷却液。
5
清理配电箱灰尘、管线。检查各接触器,更换损坏件,要求安全可靠。更换电机润滑脂。
6
精度检测(mm)
工作台面的不平度:每1m测量长度上为(0.015)工作台面只许凹。磨头横向移动对工作台中央T形槽的不垂直度:在磨头300行程上为(0.04)。工作台面对工作台纵向移动的不平行度:工作台每1行程上(0.015)全程(0.04)。磨头横向移动(0.015),砂轮轴定心锥面跳动(0.015)
1
二
级
保
养
二
级
外圆磨床日常点检保养记录表
工作台换向无冲击,换向阀灵敏可靠。
6
工作台手动操作轻便正常。
7
磨头手动及自动进给正常。
8
床头箱、磨头、床鞍、床身等油池油量在油标刻线以上。
9
液压油泵工作正常,无异常响声。
10
床头箱传动无杂音,各手柄定位可靠。
11
油标油镜清晰、明亮,工作时显示供油正常。
12
各部位无漏水、漏油。
13
无缺损零件。
14
15
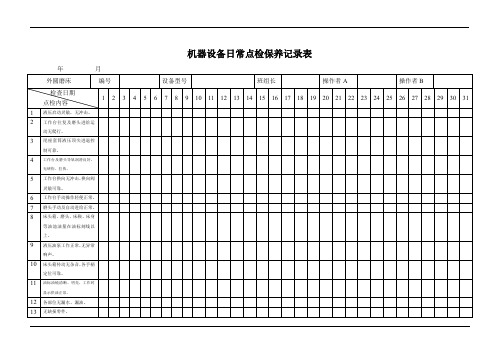
机器设备日常点检保养记录表
年月
外圆磨床
编号
设备型号
班组长
操作者A
操作者B
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
液压启动灵敏,无冲击。
2
工作台往复及磨头进给运动无爬行。
3
尾座套筒液压顶尖进退控制可靠。
4
工作台及磨头导轨润滑良好,无研伤、拉伤。
班组长确认
交接班问题记录
1
4
7
本月点检发现处
2
5
8
本月维修解决处
3
6
9
其它
检查方法
看试听
检查周期
每天
重大问题处理意见
记录
符号
正日
机床设备维修保养记录(每班)

检查安全设备
王五
检查机床的安全门、急停开关等安全设备是否正常。
无
2020年1月2日
ห้องสมุดไป่ตู้调试
张三
调试机床的参数,确保机床正常工作。
无
2020年1月3日
更换磨损零件
李四
更换机床的磨损零件,以确保机床的正常运行。
更换了轴承和刀具。
结论
通过定期的维修保养,机床设备的工作状态得到有效维护,提高了设备的使用寿命和工作效率。
机床设备维修保养记录(每班)
机床设备维修保养记录(每班)
摘要
本文档记录了机床设备的维修保养情况,每班维护人员应按以下记录表格填写相关信息。
维修保养记录表
日期
维护项目
维护人员
维护内容
备注
2020年1月1日
清洁
张三
清洁机床表面、油路和冷却系统。
无
2020年1月1日
润滑
李四
添加润滑油到机床的润滑点。
无
2020年1月2日
平面磨床保养记录

电路操作面板
操作面板完好无损,线路连 接完好。
处理意见
冷却系统
液面在正常值内,冷却箱完 好、无泄漏现象,各组件无 损。
使用者/日期:
保养/日期:
日期:2022/2/23
设备名称
关键设备年保养项目及保养记录
编号
保养项目
标准状态
维护前状态
能正常吸住工作,磨头动转
电磁吸盘,磨头,机身,工 平稳、无晃动,床身完好,工
作台
作台运转在0.0001/300mm以
内
维护后状态
卧轴矩台平面磨 床
M-1
液压系统
油泵正常工作、无噪音,各 过滤网清洁,油管连接完好 、无漏油现象,工作压力11。2mpa,润滑压力0.10.2mpa
6.3-27 车床、修磨保养记录
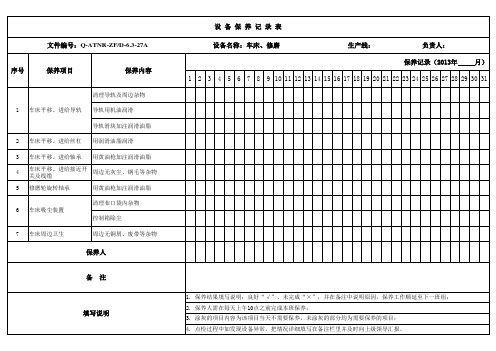
序号
保养项目
保养内容
清理导轨及周边杂物
1 车床平移、进给导轨 导轨用机油润滑
导轨滑块加注润滑油脂
2 车床平移、进给丝杠 用润滑油脂润滑
3 车床平移、进给Hale Waihona Puke 承 用黄油枪加注润滑油脂4
车床平移、进给接近开 关及线缆
周边无灰尘、钢毛等杂物
5 修磨轮旋转轴承
用黄油枪加注润滑油脂
6 车床吸尘装置
清理布口袋内杂物 控制箱除尘
7 车床周边卫生
周边无铜屑、废带等杂物
保养人
备注
填写说明
设备保养记录表
设备名称:车床、修磨
生产线:
负责人:
保养记录(2013年
月)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1. 保养结果填写说明:良好“√”、未完成“×”,并在备注中说明原因,保养工作顺延至下一班组; 2. 保养人需在每天上午10点之前完成本班保养; 3. 涂灰的项目内容为该项目当天不需要保养,未涂灰的部分均为需要保养的项目; 4. 点检过程中如发现设备异常,把情况详细填写在备注栏里并及时向上级领导汇报。