辊底炉炉辊结瘤现象及辊印控制
镀锌线退火炉炉底输送辊辊面结瘤问题的解决
成 速度 差方 式 ,使两 者相互 产 生摩擦 ,去 除辊 面结
瘤 ,若采 用 厚带 钢进行 则磨 削效 果会更 好 ,这种 通
过 增 加 输 送 辊 速 度 的控 制 方 式 ,去 除 结 瘤 得 于 实
现 ,并 取得 了较好 的效果 。
在 退火 炉 中被还 原 ,容 易在 正常 生产 时附集 在 炉底 输 送辊 的辊 面上 形成 结瘤 。结 瘤形 成后 ,镀 锌板 表 面 会 出现有 规律 突 出的小 包 ,小包 即使 经过 光 整机
传动 装置 柜 ( 频器 、变频 电机 );电感 器 ;编码 变
器 :D — 0 0 4 ( 图1 C0 3 V 12 。 见 )
制 系统 ;西 门子 整 流柜 :输 出 电压DC 1 — 5 V; 50 60
炉辊机 底 电
图 1 炉底输送辊 的电气 控制示意 图
Fg e 1 i ur Co t o c e e f Bo t m n e orR o l r f r An a i g F r a e n r l S h m so t o Co v y le o ne ln u n c
所 有 的炉底输送 辊 通过减 速箱 和电机 相连 ,电 机 均采用西 门子生 产 的s — 0 L 和一 台变频 器控 7 4 0P C
捌r ’ 戈 | t
7段 敏 码 董 显 示
i } t } H | | H l l I —
魔 棒 键 开 硇叫电
切挺 幢
传 动 状 态
LuQ - u h nD n i ik n C e o g
( ek l i l t S c e M lPa ) t l n
A bs r t t ac The e e it d n d l n t e s ra e o o t m o v y rr le o a v nii g lne fe r x se o u e o h u f c fb to c n e o ol rf rg l a zn i ,a r t i p o i g t e c n r lpr g a f rsn l ola n r a i g m an e a c o to d ,t u sin m r v n h o to o r m o i g e r l nd i c e sn i t n n e c n r lmo e he q e to wa e o v d. sr s le K e or r lss f c o u e; fe u nc o v r i n c n r l p o r m m p o e e t yW d o l ura en d l r q e y c n e so o to ; r g a i r v m n
电工钢退火炉陶瓷辊结瘤原因分析及改进措施

电工钢退火炉陶瓷辊结瘤原因分析及改进措施李庆胜(宝钢股份公司 冷轧厂,上海 200941)摘要:分析了宝钢1550电工钢连续退火涂层机组退火炉陶瓷辊结瘤的原因是带钢表面的氧化物颗粒和铁屑带入炉内,在高温还原性气氛下和陶瓷辊的辊面相互作用,并在其它各种因素的影响下产生的。
针对结瘤的机制采取了相应措施,有效地解决了陶瓷辊结瘤问题。
关键词:陶瓷辊;结瘤;电工钢中图分类号:TG333 2 文献标识码:B 文章编号:1008-0716(2004)03-0012-04Cause Analysis of Ceramic Roll s Pick up forSilicon Steel Annealing Furnace and Measures for ImprovementL I Qing sheng(Baosteel Cold Rolling Mill,Shanghai200941,China)Abstract:It is dross pick ups on ceramic rolls of the annealing furnace for the1550silicon steel continuous annealing and c oating line that were caused by oxide particles and iron chips on surface of the strip brought into the furnace,and reacted with the surface of the ceramic rolls under the high te mperature and in reduced atmosphere,and influenced by all kinds of other factors.As appropriate measures have been taken,the proble m of pick ups on the surface of ceramic rolls has been successfully solved.Key Words:Ceramic roll;Pick up;Silicon steel1 前言宝钢1550电工钢机组(SAC L)共有2条生产机组(1#SAC L、2#SACL),在生产中发生过大批量的带钢麻点和异物压入缺陷,尤其是每次定修开机后,情况更严重。
宽厚板热处理炉炉底辊结瘤成因及对策

- 57 -工 业 技 术《电气装置安装工程电气设备交接试验标准》中的要求,对10台变压器做了相应的交接试验且全部的交接试验都是在对变压器进行真空注油并静置24h 之后开始做的,除了最后的交流耐压试验之外,其他的常规试验均为合格。
表1 交流耐压试验标准系统标称电压(kV)设备最高电压(kV)交流耐受电压(kV)油浸式电力变压器干式电力变压器<1≤1.1— 2.53 3.6148.567.22017101228241517.53632202444433540.568606672.5112—110126160—220252316(288)—330363408(368)—表2 变压器的主要参数型号SZ11-40000/110,SZ11-31500/110,SZ11-25000/110,SZ11-12500/110冷却方式ONAN 接线组别Dyn11出厂时间2020年4月额定电压110kV±8×1.25%/10.5kV生产厂家西安西变中特电气有限责任公司因为该项目中使用的110kV 变压器其高压侧进线连接都是使用的泰科HVCA-145kV 可插拔干式电缆终端(如图1所示),高压侧未设置引出线,所以,交流耐压试验过程中,选择使用的是相匹配的HVTC-TESTCAB 测试电缆(如图2所示)进行了实际试验,具体如下。
首先是对SZ11-25000/110型变压器进行交流耐压试验。
做好相关准备工作之后,开始对变压器的高压侧及电缆终端做160kV 交流耐压试验,待电压上升到143kV 时,电缆终端连接部位忽然发生放电现象,串联的谐振加压设备也随之断开。
接着又对SZ11-31500/110型变压器及SZ11-12500/110型变压器做了160kV 交流耐压试验,同样在电压未上升到160kV 便出现了放电现象,最高电压升到了154kV。
购买这10台110kV 变压器时,在业主的见证下也都做了出厂工频耐压试验,结果显示高压侧都达到了200kV/min。
辊底式常化炉的辊印控制
辊底式常化炉的辊印控制王志明(舞阳钢铁有限责任公司轧钢厂)Con trol of Roll M arks i n Roller-hearth Normaliz i ng FurnaceW ang Zh i m ing(P late-ro lling P lant of W uyang Iron and Steel Co.L td)1 前言辊印是长期困扰辊底式常化炉的严重质量问题,不少钢板生产厂都为解决这一难题,进行了艰辛的尝试。
武钢轧板厂将需正火钢板放置在专用垫板上加热,但长期使用的垫板表面氧化严重,并加速了炉底辊结瘤、严重制约产量规模,最后下决心投巨资将2号辊底式常化炉改造成辐射管加热的无氧化炉。
并在此前增设抛丸机将入炉前钢板表面原始氧化铁皮打净,较好地解决了辊印问题,鞍钢厚板厂从日本引进两座辊底式常化炉,由于辊印问题,明火式常化炉一般用于钢板回火,而另一座无氧化炉,由于其抛丸机未投入使用,在无法克服辊印的前提下,被迫用钢管焊制的专用网格状篦架托运钢板在炉内加热、生产能力受到很大限制。
由于种种原因,一些生产厂还不能投资改建现代化的无氧化辊底式常化炉生产线,所以必须面对现实摸索尽最大可能地减轻辊底式明火炉辊印的工艺途径,以适应市场竞争的严峻形势,并立于不败之地。
2 常化炉生产现状舞钢轧钢厂辊底式常化炉长60074mm,宽4524mm,由111根材质为C r25N i20Si2的炉底辊分19组链式传动,炉底辊直径400mm,空心两端轴承水冷,有140个DW—I型涡流烧嘴分七段控制炉温,使用热值为5460kJ Nm3的发生炉煤气对8~70mm厚的钢板正火或回火,自1985年投产至1989年断续生产20000多吨热处理钢板,后来开始反映出辊印问题。
只是当时热处理量少,生产时间短,对辊印的认识不足,所以没有从理论上及实践上摸索解决辊印的工艺措施,直到1998年在生产船板时,由于严重的辊印,严重影响用户使用的情况下,才开始真正引起重视,并采取一系列工艺措施。
减少辊底式热处理炉辊面结瘤的措施

减少辊底式热处理炉辊面结瘤的措施文章分析了中厚板辊底式热处理炉辊面结瘤产生的原因,得出炉底辊结瘤主要是氧化铁皮所引起的,通过采取改善控炉内气氛、自然降温实施通炉和改善抛丸效果等一系列措施,有效地控制了炉底辊结瘤的产生,满足生产需求。
标签:辊底式热处理炉;辊面结瘤;氧化铁皮;辊印前言随着国内钢铁行业的快速发展,对通过热处理工艺提升钢板附加值的竞争尤为突出。
国内各大钢厂都建有自己独立的热处理车间,大都采用辐射管加热的无氧化辊底式热处理炉。
热处理炉炉底辊长期在以工业煤气为燃料的高温(850℃~980℃)环境下,起着转动输送钢板的作用,会产生大量氧化铁皮粘附在炉底辊上,对正火钢板下表面造成摁压,使下表面形成很多凹坑,形成辊印。
严重影响到正火钢板的表面质量,这就需要现场工人不定期的进行砂辊,这样不但造成了炉底辊的损伤,也加大了职工的工作量,减少了生产时间。
1 概况安钢第二轧钢厂热处理炉是由引进国外技术设计、制造的一座氮气保护辐射管加热辊底式炉,用于6mm~100mm×1600mm~3250mm×6000mm~12500mm 钢板的正火、正火+回火、回火处理,加热温度为450℃~980℃,温差±5℃,主要设备参数见表1。
表1 热处理炉主要设备参数自2009年投产以来,在生产中时常发生炉底辊表面形成的结瘤,导致厚钢板下表面产生辊印(最大深度达1mm左右)而需大面积修磨,甚至报废,尤其在生产厚规格钢板更为严重。
2 结瘤形成的原因及分析通过对炉底辊表面及剥落下来的大量结瘤物观察发现,炉底辊表面呈堆积状的氧化铁皮,最厚的结瘤物由几十层氧化铁皮粘沾而成,厚度可达5mm左右,根据有关部门检验分析,发现其主要成分为FeO、Fe2O3、Fe3O4。
按照铁——氧系平衡图和钢板表面氧化膜层的结构,结合生产实际可以推断,炉底辊表面结瘤形成的原因:首先是辊面局部粘附小片氧化铁皮,随着装炉量的增加,带入炉内的氧化铁皮也在增加,使辊面氧化铁皮积累叠加,并在近乎热熔状态下发生高温氧化,使辊面渣溜逐步增大。
冷轧连续退火炉炉底辊结瘤原因分析及防范措施
冷轧连续退火炉炉底辊结瘤原因分析及防范措施摘要:文中阐述了冷轧连续退火炉结瘤对镀锌产品质量的影响,分析了炉底辊表面结瘤的主要原因,并从带钢轧制过程中表面污染物的控制和炉底辊辊面处理两方面提出了有效的防范措施。
关键词:冷轧;退火炉;炉底辊;结瘤热轧带钢在轧机高速轧制过程中,在轧制力的作用下,带钢产生变形的同时会释放出大量的轧制热。
因此在该过程中需要由大量乳化液进行降温,同时乳化液还会在轧辊与带钢间形成一层润滑油膜,以降低两者间的摩擦力。
然而在实践过程中带钢表面依然会有部分铁粉脱落,部分铁粉被乳化液冲刷带走,另一少部分附着在了冷轧带钢表面,并带入到下个工序。
此外,少量乳化液在高轧制热的作用下破乳形成油膜,润滑的同时与铁粉混合,从而增加了铁粉在带钢表面的附着力,即使经过冲刷和吹扫也难以脱落。
在冷轧带钢表面附着有污染物是不可能完全避免的,其正常范围是600~800 mg/m2。
当带钢进入到连续退火炉时,这些污染物很容易粘附在炉底辊表面,长时间的不断积累形成结瘤,从而严重影响镀锌产品质量。
1结瘤对镀锌产品质量的影响在连续热镀锌机组中,连续退火炉是关键的工艺段组成部分,退火炉内安装有大量炉底辊,其主要作用是托起带钢,避免带钢刮蹭炉壁。
在生产过程中,发现带钢表面有明显的划痕,利用设备检修在对炉底辊进行抽出检查时,发现辊面存在严重的结瘤现象,辊面结瘤造成带钢表面缺陷,严重影响镀锌产品的板面质量,从而造成严重的经济损失。
经调查,这些炉底辊上线时间仅有4个月。
2结瘤原因分析在冷轧板连续退火过程中,为了保护板面不会因高温而产生氧化物,同时还原带钢表面少量的氧化物,退火炉内的气氛需采用惰性和还原性气体(通常为N2加5%的H2)。
低碳钢板生产时,炉内温度最高可达850℃。
带钢在炉内向前运行的同时,炉底辊托着带钢转动,由于炉底辊通常为从动辊,在阻力和转动惯量的作用下,辊面与带钢表面会因速度不匹配发生少量的相对滑动。
辊子表面组织在高温环境下硬度降低、变软,单位表面的微凸体含量增多,接触面积增加,热扩散效果增加,在微凸体部位易形成附着性结瘤。
辊底式热处理炉辊面结瘤原因分析与控制

第23卷第4期• 46 • 2017 年8 月宽厚板WIDE AND HEAVY PLATEVol.23,No.4August 2017•冶金设备•辊底式热处理炉辊面结瘤原因分析与控制雷钧皓李媛媛胡冠群李志琼邓东升马驰孙建成(河钢集团舞钢公司)摘要针对辊底式热处理炉辊面结瘤产生原因进行分析,认为辊面结瘤是由于钢板表面热轧氧化铁皮 或边部火焰切割留渣在高温下黏附在辊面上并经碾压、累积、叠加而形成。
通过更换炉辊、加强钢板人炉前检 查、改善抛丸效果、控制炉内气氛、制定合理的作业计划以及通炉制度,使辊面结瘤问题得到有效控制。
关键词辊底式热处理炉辊面结瘤氧化铁皮辊印Causes Analysis and Control on Roller Surface Nodules ofRoller Hearth Heat Treatment Furnace Lei Junhao,Li Yuanyuan,Hu Guanqun Li Zhiqiong,Deng Dongsheng,Ma Chi and Sun Jiancheng(HBIS Group Wuyang Iron and Steel Co. , L t d.)Abstract The paper analyzes and studies the causes o f roller surface nodules in ro lle r hearth heat treatment furnace, recommends relevant countermeasures. The roller surface nodules are caused by oxidized scale on as - rolled plate suzface and residual slag after side flame cutting, which adhere to ro lle r surface by ro llin g, depositing and overlaying at high temperature. The problem is effectively controlled by means of replacing furnace ro lle r, enhancing steel plate inspection, improving shot blasting result, controlling fumac atmosphere, establishing rational operation plan and charging schedule.Keywords R oller hearth heat treatment furnace,R oller surface nodules,oxidized scale,R oller mark〇前言辊底式热处理炉适用于钢板淬火、正火及回 火等热处理,且处理钢板质量好、产量高、成本低, 实现了机械化和自动化操作,比其他形式的热处 理炉具有明显优势,因此在钢铁行业得到广泛应 用。
涟钢镀锌退火炉炉辊结瘤原因分析及预防
涟钢镀锌退火炉炉辊结瘤原因分析及预防张乐 刘玉坤(涟钢冷轧板厂)摘 要 本文针对涟钢镀锌线的炉辊结瘤现象,结合涟钢镀锌退火炉特点和NOF 炉理论,通过分析涟钢镀锌退火炉的过钢速度、板温、NOF 段氧含量、露点等实时监测数据,找到了退火炉RTF 段炉辊结瘤现象的产生原因,提出了一系列炉辊结瘤的预防措施。
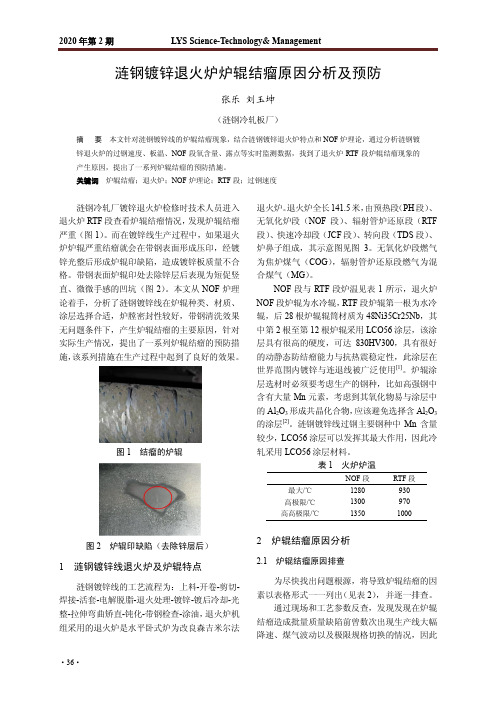
关键词 炉辊结瘤;退火炉;NOF 炉理论;RTF 段;过钢速度涟钢冷轧厂镀锌退火炉检修时技术人员进入退火炉RTF 段查看炉辊结瘤情况,发现炉辊结瘤严重(图1)。
而在镀锌线生产过程中,如果退火炉炉辊严重结瘤就会在带钢表面形成压印,经镀锌光整后形成炉辊印缺陷,造成镀锌板质量不合格。
带钢表面炉辊印处去除锌层后表现为短促竖直、微微手感的凹坑(图2)。
本文从NOF 炉理论着手,分析了涟钢镀锌线在炉辊种类、材质、涂层选择合适,炉膛密封性较好,带钢清洗效果无问题条件下,产生炉辊结瘤的主要原因,针对实际生产情况,提出了一系列炉辊结瘤的预防措施,该系列措施在生产过程中起到了良好的效果。
图1 结瘤的炉辊图2 炉辊印缺陷(去除锌层后)1 涟钢镀锌线退火炉及炉辊特点涟钢镀锌线的工艺流程为:上料-开卷-剪切-焊接-活套-电解脱脂-退火处理-镀锌-镀后冷却-光整-拉伸弯曲矫直-钝化-带钢检查-涂油,退火炉机组采用的退火炉是水平卧式炉为改良森吉米尔法退火炉。
退火炉全长141.5米,由预热段(PH 段)、无氧化炉段(NOF 段)、辐射管炉还原段(RTF 段)、快速冷却段(JCF 段)、转向段(TDS 段)、炉鼻子组成,其示意图见图3。
无氧化炉段燃气为焦炉煤气(COG ),辐射管炉还原段燃气为混合煤气(MG )。
NOF 段与RTF 段炉温见表1所示,退火炉NOF 段炉辊为水冷辊,RTF 段炉辊第一根为水冷辊,后28根炉辊辊筒材质为48Ni35Cr25Nb ,其中第2根至第12根炉辊采用LCO56涂层,该涂层具有很高的硬度,可达830HV300,具有很好的动静态防结瘤能力与抗热震稳定性,此涂层在世界范围内镀锌与连退线被广泛使用[1]。
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法【摘要】炉辊结瘤是钢铁生产中常见的问题,会影响炉辊的使用寿命和生产效率。
本文引言介绍了炉辊结瘤的危害以及对其重视的必要性。
在分析了炉辊结瘤形成的原因,提出了缓解炉辊结瘤程度和炉辊结瘤后处理的方法,包括采用防腐蚀措施和特殊加工技术。
结论部分强调了处理炉辊结瘤的重要性,指出未来可探索的方法,展望了对炉辊结瘤问题的发展。
通过本文的研究,可以有效提高炉辊的使用效率,延长其寿命,保障钢铁生产的顺利进行。
【关键词】炉辊结瘤、危害、重视、形成原因、缓解方法、后处理、防腐蚀、特殊加工技术、处理重要性、未来方法、展望。
1. 引言1.1 炉辊结瘤的危害炉辊结瘤是炉辊表面产生的一种疾病,严重影响炉辊的正常运转。
这种结瘤会增加炉辊与轧辊之间的摩擦力,导致炉辊磨损加剧,甚至造成炉辊破裂。
炉辊结瘤还会影响钢材的表面质量,造成产品质量下降,给生产带来严重的经济损失。
炉辊结瘤的危害不容忽视,必须采取有效措施予以缓解和处理。
1.2 对炉辊结瘤的重视炉辊结瘤是在高温工作环境下容易出现的问题,一旦发生,会对燃烧设备的正常运行造成严重影响。
炉辊结瘤会导致炉辊表面变形、破坏、甚至腐蚀,严重时还可能导致设备故障和生产线停工。
对炉辊结瘤的重视势在必行。
炉辊结瘤会降低设备的使用寿命,增加维护成本。
由于炉辊是燃烧设备中的重要部件,一旦受到炉辊结瘤的影响,会导致设备的损耗加剧,需要更频繁地进行维修和更换。
这将不仅增加企业的运营成本,还会影响生产计划的执行。
炉辊结瘤还存在安全隐患。
炉辊结瘤导致的燃烧设备故障可能造成火灾、爆炸等严重事故,危及人员生命和财产安全。
必须高度重视炉辊结瘤问题,采取有效措施预防和处理,确保生产过程安全稳定进行。
2. 正文2.1 炉辊结瘤的形成原因1. 材料质量不达标:炉辊结瘤的形成与材料质量有直接关系,如果炉辊中的原材料质量不达标,含有过多的杂质或者氧化物等,会导致炉辊结瘤的形成。
2. 炉内温度过高:在高温条件下,炉辊表面会出现氧化反应,导致结瘤的形成。
氮气保护热处理炉炉辊结瘤原因分析及改进

氮气保护热处理炉炉辊结瘤原因分析及改进文章介绍氮气保护、辐射管加热辊底式热处理炉辊面结瘤对热处理产能和钢板下表面质量的影响,分析炉辊表面结瘤的原因,并结合实际生产提出控制与减少炉辊结瘤的有效措施。
标签:热处理炉;结瘤;抛丸1 前言宝钢厚板部热处理炉是从德国LOI引进的,是采用氮气保护、辐射管加热的辊底式热处理炉,投产至今产品应用于奥运工程用钢、央视大楼用钢、石油储备用钢、核电用钢等重大工程用钢。
但是经过长时间工作后,热处理炉辊出现辊面结瘤现象,使得钢板下表面出现凹坑等质量缺陷,造成钢板大面积修磨,影响了热处理线的正常生产,极大的影响了热处理线的产能发挥。
基于上述情况,对炉辊结瘤原因进行相应的分析,并制定相应的处理措施,以控制炉辊结瘤情况的发生,保证热处理线的稳定生产。
热处理炉主要技术参数炉体结构:总长:63220mm、有效长度:59740mm、内宽:5100mm、内高:2600mm炉辊:数量:109根、外径:380mm、有效长度:5100mm、间距:580mm 辐射管:直套管式,共268根工艺技术参数:产品规格:5-150mm×900-4800mm×3000-26000mm加热温度范围:450-950℃2 炉辊表面结瘤原因探讨2.1 炉辊结瘤机制炉辊结瘤主要有两种机制[1]:一种是高温时,钢板和炉辊在相互滑动下,发生机械摩擦作用,钢板表面的氧化物、铁屑等在炉辊表面粘结聚集形成的;另一种机制是由于辊子本身磨损氧化,炉辊表面的氧化物附着聚集形成的。
两种结瘤机制,都经历了形成瘤核和聚集长大两个过程。
聚集长大是一个层层累积的过程,因此表现在瘤状物的形貌上就出现了可以层层剥离的现象。
当形成的瘤状物与辊面发生轻微的熔融、扩散和合金化现象后,部分瘤状物牢固粘附于辊面成为划伤的危害物;另一部分瘤状物熔融后脱落附着于带钢表面,成为所说的“异物压入”缺陷。
2.2 炉辊结瘤原因分析通过对炉辊表面的大量结瘤物观察发现,炉辊表面结瘤主要分为两种形式:一是炉辊表面有呈堆积状的氧化铁皮,剥落后可发现为层状堆积,结瘤物由约几十层氧化铁皮堆积而成如图1所示。
热处理过程中的炉辊控制技术分析

9I ndustry development行业发展热处理过程中的炉辊控制技术分析刘涛飞(河钢集团邯钢中板厂,河北 邯郸 056000)摘 要:分析了邯钢中厚板辊底式热处理炉辊印产生的原因, 是由氧化铁皮黏在温度较高的炉底辊上,随着氧化铁皮增多,在炉底辊道形成结瘤。
通过采取提升抛丸质量、炉膛气氛控制、通炉制度完善和工艺优化等措施后, 基本上解决了辊面结瘤问题,满足生产工艺需求。
关键词:抛丸;辊印;结瘤;热处理中图分类号:TG166.3 文献标识码:A 文章编号:11-5004(2020)24-0009-2 收稿日期:2020-12作者简介:刘涛飞,男,生于1984年,汉族,陕西神木人,本科,工程师,热处理工艺。
邯钢中板热处理生产线2#热处理炉是一座氮气保护辐射管加热辊底式炉,主要用于正火、回火和调质板热处理生产。
加热温度为400℃~950℃,主要性能参数见表1。
表1 2#辊底式淬火热处理炉技术性能表序号名称单位用途或计算值1热处理炉炉型一座带保护气的辊底式热处理炉2热处理炉用途钢板淬火、正火和回火热处理前的加热3钢板规格厚度5mm ~80mm,宽度1.5m ~3.2m,长度6m ~16m4最高热处理温度及炉温℃950,9805炉辊直径mm Ф3806炉辊间距mm 5807炉子总长m 83.68辊道总长m 82.949炉子有效加热长度m 80.3610炉底辊数量根144钢板辊印情况是困扰热处理后钢板表面质量的最大问题。
热处理线的质量问题90%都是由于钢板表面的辊印没有及时修磨或修磨不到位而引起的。
在正火板和淬火板高温工艺生产期间,钢板温度在860℃~950℃之间,高温生产带来的辊印问题尤为明显。
辊印严重时需要大面积修磨,甚至判废。
1 炉底辊结瘤原因分析通过对炉底辊表面及剥离下来的大量结瘤物观察发现,炉底辊表面有呈堆积状的氧化铁皮,而剥离下来的部分呈层状堆积,最厚的结瘤物由约100多层氧化铁皮粘结而成,厚度达5mm。
辊底式热处理炉炉底辊结瘤分析及改善措施

第45卷第2期热处理技术与装备Vol.45,No.2收稿日期:2023⁃11⁃02作者简介:任志辉(1997—),男,助理工程师,本科,主要从事轧钢厂技术、生产安全等工作。
联系电话:158********;E⁃mail:805524619@ ·失效分析·辊底式热处理炉炉底辊结瘤分析及改善措施任志辉(山东钢铁集团日照有限公司,山东日照 276800)摘 要:对无氧化辊底式热处理炉的炉底辊结瘤成因进行分析,并提出了改善措施,旨在有效延长炉底辊结瘤周期。
从外部问题、设备问题以及热处理工艺温度3个方面分析了辊底式热处理炉炉底辊结瘤的成因,并在设备维护、热处理工艺和入炉板质量方面提出了改善措施。
以山东钢铁集团日照有限公司中厚板厂2#热处理炉为例,验证了该方法的可行性和有效性。
关键词:无氧化辊底式热处理炉;结瘤;改善措施;设备维护;热处理工艺中图分类号:TG155 文献标志码:A 文章编号:1673⁃4971(2024)02⁃0047⁃03Analysis and Improvement Measures of Nodulation on Hearth Roll ofRoller⁃hearth Heat Treatment FurnaceREN Zhihui(Shandong Iron&Steel Croup Co.,Ltd.,Rizhao276800,Shandong,China) Abstract:The causes of hearth roll nodulation in the non⁃oxidation roller⁃hearth heat treatment furnace were analyzed,and improvement measures were proposed,aiming at effectively prolonging the cycle of hearth roll nodulation.In the aspects of external problems,equipment problems and heat treatment process temperature,the causes of nodulation on the hearth roll of roller⁃hearth heat treatment furnace were ana⁃lyzed.Improvement measures were proposed in terms of equipment maintenance,heat treatment process and quality of the plate into the furance.Taking the2#heat treatment furnace of Shandong Iron and Steel Group Rizhao Co.,Ltd.as an example,the feasibility and effectiveness of this method were verified. Keywords:non⁃oxidation roller⁃hearth heat treatment furnace;nodulation;improvement measures;equip⁃ment maintenance;heat treatment process 目前国内各大钢厂的热处理车间多数采用以焦炉煤气为燃料及辐射管间接加热的无氧化辊底式热处理炉[1-2]。
浅谈炉压对常化炉炉辊结瘤影响及控制措施
管理及其他M anagement and other 浅谈炉压对常化炉炉辊结瘤影响及控制措施褚晓峰,高 朋,何宾宾,王 建,李洪野,王建伟摘要:在硅钢生产环节,常化工艺的应用至关重要,将会对硅钢的生产质量产生直接影响。
本文对以常化炉为关键组成部分的国内某常化酸洗机组进行研究,先对常化酸洗机组的炉压设置、炉压改善、产品质量问题进行了概述,并分析了常化炉的特点,然后探讨在硅钢生产环节的常化酸洗机组质量管理问题和应对策略,希望能为从事相关的工作人员提供参考。
本文针对常化酸洗机组对带钢成品表面质量的影响进行详细分析,指出了表面质量缺陷的产生原因和现实中出现的问题,通过对问题的分析并提出相应的改善措施。
通过优化炉压、露点控制流程。
有效减少了氧化铁皮残留缺陷、辊印缺陷。
几项措施的应用使带钢成品表面质量有了较大提高。
关键词:硅钢;常化酸洗机组;常化炉;炉压;露点;工艺特征;问题分析国内某常化酸洗机组原料为热轧卷,带钢表面附着大量氧化铁,且带钢进炉前无清洗装置,导致常化炉炉辊结瘤严重,带钢出炉后下表面出现不同程度的硌坑缺陷,给成品质量带来隐患。
通过对常化酸洗机组炉压改进、氮气通入量调整、露点降低、炉温工艺优化后,可以达到改善炉辊结瘤的目的。
随着生产周期的延长,炉辊结瘤开始对带钢表面形成影响后,需要对辊印缺陷周期进行计算,进而锁定产生硌坑的具体炉辊,并对炉辊进行在线修磨或降辊处理。
1 常化酸洗机组技术概述1.1 热处理技术概述我国早期就采用了传统的金属材料热处理工艺,热处理工艺覆盖了许多地方。
第一个阶段是正火阶段,在这个阶段中金属材料被加热到一个临界点。
此时,金属材料可以很容易地锻造。
当标准化操作完成时必须执行退火。
在强度和热处理期间获得冷却效果。
热处理技术是目前机械制造热处理过程的重要组成部分。
可以通过在化学性质的条件下改变温度来改变金属材料的物理性质。
为了达到从物理性质改变材料特性的目的,主要方法包括三个热量,保持和冷却。
辊底式热处理炉炉底辊结瘤分析及改善措施

辊底式热处理炉炉底辊结瘤分析及改善措施
任志辉
【期刊名称】《热处理技术与装备》
【年(卷),期】2024(45)2
【摘要】对无氧化辊底式热处理炉的炉底辊结瘤成因进行分析,并提出了改善措施,旨在有效延长炉底辊结瘤周期。
从外部问题、设备问题以及热处理工艺温度3个方面分析了辊底式热处理炉炉底辊结瘤的成因,并在设备维护、热处理工艺和入炉板质量方面提出了改善措施。
以山东钢铁集团日照有限公司中厚板厂2#热处理炉为例,验证了该方法的可行性和有效性。
【总页数】3页(P47-49)
【作者】任志辉
【作者单位】山东钢铁集团日照有限公司
【正文语种】中文
【中图分类】TG155
【相关文献】
1.减少辊底式热处理炉辊面结瘤的措施
2.辊底式热处理炉辊面结瘤原因分析与控制
3.探究辊底式热处理炉辊面结瘤原因与解决措施
4.中厚板辊底式热处理炉辊面结瘤分析与对策
因版权原因,仅展示原文概要,查看原文内容请购买。
冷轧连退炉炉辊结瘤形成原因和消除的关键技术研究
冷轧连退炉炉辊结瘤形成原因和消除的关键技术研究研究了邯钢冷轧2080mm连退炉炉辊结瘤的产生机理、结瘤成分和分布分析,找到目前导致结瘤的关键因素。
减少残铁和氧化铁皮等异物进入炉内附着辊面;针对炉内氛围异常,防止氧含量过高导致炉内衬板氧化掉落附着在辊面结瘤;针对炉辊和带钢相对摩擦导致碎屑,优化全部炉辊速度匹配度,避免个别炉辊与板带长期磨蹭导致结瘤;通过优化炉辊粗糙度分布,优化炉辊涂层成分等,来提高炉辊抗结瘤能力,实现结瘤炉辊的初期治理。
标签:连退炉辊结瘤;清洗后反射率;炉内氧含量;炉内露点1 邯钢连退线结瘤的产生机理和外在影响因素2080mm连退线采用比利时公司设计的立式退火炉,按使用功能分段為预热段、加热段、均热段、缓冷段、快冷段、过时效段、终冷段、水冷段。
连续退火炉炉辊结瘤主要有两种机制:一种是高温时,钢板和炉辊在相互滑动下,发生机械摩擦作用,钢板表面的氧化物、铁屑等在炉辊表面粘结聚集形成的;另一种机制是由于辊子本身磨损氧化,炉辊表面的氧化物附着聚集形成的。
两种结瘤机制,都经历了形成瘤核和聚集长大两个过程。
聚集长大是一个层层累积的过程,因此表现在瘤状物的形貌上就出现了可以层层剥离的现象。
当形成的瘤状物与辊面发生轻微的熔融、扩散和合金化现象后,部分瘤状物牢固粘附于辊面成为划伤的危害物;另一部分瘤状物熔融后脱落附着于带钢表面,成为所说的“亮点”缺陷。
通过对结瘤分布位置、结瘤形状及成分推断,辊面结瘤形成的主要原因是外来氧化铁皮被带入炉内。
首先在高温状态下,辊面局部粘附小片氧化铁皮,随着装炉量增加,带入炉内的氧化铁皮增加,在高温近乎热熔的柔软状态下辊面氧化铁皮积累叠加,辊面结瘤逐步增大。
在高温状态下,辊面粘结的层状氧化铁皮在钢板的碾压下,一层一层增加,而且越来越密实。
此时,较厚的钢板在高温下被其自身重量压出辊印,大量生产实践也表明,在炉辊有结瘤的情况下,钢板厚度在1.5mm以上,加热温度在800℃以上时易出现亮点缺陷,厚度越大,温度越高的钢板出现的亮点越多、越深,例如厚度2.0mm的DC04容易产生亮点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊底炉炉辊结瘤现象及辊印控制
江华 吴 启 明 北京京诚凤凰工 业炉工程技 术有 限公 司
皮积累叠加 , 并在近乎热熔的柔软状态下发生高 射管。 温氧化而逐 步增 大的。 在高温状态下, 粘结 层状 在一定的温度 下采取 厚钢 板或专用拖炉板 氧化铁皮 和炉底辊黏 附碾压 更加 紧密突起 。 与炉辊不断摩擦可在一定程度上消除部分结瘤, 同 时在高温状态下钢板表 面软化, 较厚钢板在自身 J 可以保证在不停炉检修的情况下继续生产, 从而 提高热处理炉的作业率。 重量下压出辊印。 表l按组份计算的结瘤物成份 ( % 、 wt ) 32炉辊材质和制造工艺 . 因此得到广泛地应用。 国内外相关研 究机构 认为, 炉辊 结瘤与炉 成份 sO C 2 3 Mn F O N O u i2 r0 O e i C O 当前在辊 底式 热处理炉生产过程中普遍反 辊材 质有很大关系 , 瘤受 到炉 辊材 料和氧化 结 1 7 1 O 1 6 9 . 3 0. 2 0 4 铁皮在高温下的相溶性、 .6 .5 .3 4 5 6 .2 炉辊表面硬度、 抗氧化 应因炉底辊结瘤 , 导致钢 板下表面出现辊印, 造 成钢板大面积修磨, 甚至 因此而致 废, 严重影响 1 5 0 8 .0 .7 1 O 9 7 O 6 O 2 性、 .8 5.0 .0 .5 光洁度等的影响。 产品表面质量。 因此 , 炉辊 的结瘤问题已经严重 含量 i5 0 7 I 1 9 . l 0. 0 2 目 前用到 的炉辊 材质主要 有C 2 Ni5 5 3、 r .1 .9 .7 5 8 51 . 1 C 2 N 7 e C 2 Ni 、 r8 4 W5 其从 r4 i NR 、 r5 2 C 2Ni 0 8 等, 影 响正常生产, 也—直困扰 着工业炉公司及钢铁 1 7 1 0 1 4 9 . O 0. 0 0 3 .2 .7 .6 4 8 6 .4 生产企业。 使用效果来看都难以避免结 瘤现象。 为此, 国内 2 2 0 9 2 0 9 . 3 0. 2 0 4 .6 .8 .3 3 3 9 .8 2 结瘤现象机 理分析 外各相关炉辊制造 厂家采用不同的方法来提高 平均值 17 09 14 9 .3 .5 .4 .5 .5 .7 4 8 O 6 0 3 针对辊底炉常见的炉辊结 瘤现象, 产生炉底辊表面结 些改善措施, 产厂家对此现象进行了 分析研究。 以期望延缓 结瘤 的时 间, 减少停炉 瘤, 一是有外来 氧化铁 皮带入炉内, 二是炉 内气 检修次数 , 避免钢板划伤报废等重大损失。 氛波动所 致。 热轧 后的钢 板无论 如何处理, 始终 目前国内有厂家 开发 出堆焊 复合 炉辊 , 其 存 在表面氧化铁皮 , 即使经过抛丸处理 。 不能 采用自 的多种元素( 也 制 主要包括铝 、 复合的焊 氮) 完全消除表面氧化铁皮。 随着装炉钢板装炉, 氧 丝, 利用埋弧焊 在铸 造基体上堆 焊一层复合金 化铁 皮不断 带入炉 内。 通常钢板 表面的 氧化 铁 属, 从而提 高炉辊使 用寿命 , 到抗结 瘤的 效 起 皮从 外到里F 2 3 F 3 4 e 三层, e0 , e 0 ,F O 经过 抛 果。 其成 本是原有炉辊造 价的1 倍, 前主要用 . 3 目 丸处理能够将最外层的氧化铁皮除 去, 但内层的 于旧炉辊的回收 改造再利用. 利旧后的造价为原 F 难以除干净, e O 这也从结瘤物 中F 达到9 % 有炉辊的6 % 修复后使用寿命据称l一 8 。 e O 5 0, 6l 个月 得到验 证, 见表1 。 该炉辊相 对于喷涂复合炉辊其焊接材料和基体 炉 内气氛对于结 瘤有很 大影响 , 由于助燃 之间的结合更牢固, 但其焊接 存在 高温下两种材 在辐射 管金属外管 完 料膨胀系数不一致出现裂纹的可能性。 图l 武钢轧板 厂2 、 #热处理 炉炉底辊表 面 空 气是 通入辐射 管 内的 , 图 好时, 其良好的密封性保证 了助燃空气不可能进 另外一些厂家针 对不锈钢热处理炉炉辊 结 1 9 年武钢 轧板厂热 处理 车间2 98 #辊底 炉 入炉膛 内。 然而在长期 高温下燃烧的辐射管, 瘤粘钢严重问题 进行了开发。 由 其在常规奥 氏体钢 有可能产生裂纹甚至烧穿, 就会使 中添加了 C AlS 、 、 、 Z 、 、 热处理调质的厚钢 板下表面首次发现辊印, 于使用的原因, 如图 、 、 i Nb Mo W、 r B 稀土 l 所示。 分析认为, 炉辊表面显微组织为奥 氏体, 助燃空气从裂缝或 穿孔部位进入炉膛 内部而造 C 等元素, e 同时在铸造完毕后, 进行了高温固溶 停 在晶界分布有碳化物 , 未见晶间浸 蚀及裂纹。 故 成氧化气氛, 炉检查验 证了这一判断。 和时效热处 理。 其样品显示 新开发的材料相 对 综上所述, 炉辊结瘤主要是由于钢板 自 身带 传统耐热 钢具 有较 好的抗 高温 氧化性 , 2 #热处理炉炉辊在长期的高温 条件下辊面并未 现场测 损坏 , 从而排除了 炉底辊浸蚀形成凹凸不平辊面 入或在炉 内形成的 氧化铁皮 粘结 到炉辊上受压 试的室温下洛氏硬度达 ̄ 4 H RC 均 比传统耐 ] i8 , 而产生辊印的可能。 逐渐积累而成 。 热钢要优异, 测试报告显示试样 的抗拉、 抗高 3 辊 印控制 、 通过对炉底辊表面及剥离下来的大量结瘤 温氧化性能得到提升。 31 . 炉子操作 物 观察发 现, 炉底辊 表面有呈堆 积状 的氧化铁 国外 研究人员针对炉辊结 瘤现象也提出 了 各生产厂家在出现上述炉辊 结瘤问题后. 相关解决方案 , 皮, 而剥离下来 的部分呈层状堆积 , 厚的结瘤 最 其研制出复合炉辊。 即在炉辊表 避免 更大的经济损失 , 都从炉子操作环节进 面采用传统奥 氏体耐热 钢中添加 了 、 S 、 物 由约10 0 多层氧化铁 皮粘结而成, 如图2 因此 为了 。 C Al i 、 认 为炉底辊 表面结瘤是 由于钢 板带入的 氧化铁 行了改进和控制。 Mo W, 3 B Nb o . M1 , 和c 等元素 , . 、 提高了 材料 的 首先提高钢 板抛丸 质量, 少氧化 铁皮的 硬度 、 氧化 陛以及与氧化铁皮的不相溶性。 减 抗 但 带入。 一方面适当地提高抛丸机抛丸强度, 提高 该 材料晚性较 大 , 在中厚 板等 冲击性较 大的热 钢板表面质量; 另一方面, 丸料的质量极大地影 处理炉上需 要复合使用, 以避免炉辊断裂现象。 响抛丸效 果, 因此 , 选用硬 度和粒 度适 中的丸粒 4 结 论 . 可保证清理效果 。 并通过合理安排装炉工艺来减 辊底式热处 理炉 炉辊结瘤严重影响生产, 缓炉辊节瘤时间。 其主要原因是 由于钢板 下表面带入和 在炉内高 武钢还增加 2 #热处理 炉内气氛 在线监 测 温 氧化形成的氧化铁皮与炉辊材 料之 间的相溶 装 置, 使炉内气氛处 于受控状态。 一旦发现 炉内 性较 好, 在钢板的重压下逐渐粘附积累而成。 减 氧气含量突破临界 值时, 立即关停 对比检查并更 少辊印的方法主要是从炉 子操 作和炉辊材质及 换破损 辐射管。 该监测 设备远 行三年 来效 果很 制造工艺两个方面着手, 采用综合性措施 能够延 好, 有效地指导了平时破损辐射 管的更换工作 , 长炉辊寿 命, 延缓结瘤 时间, 目前未见有完全 但 图2 2 、 #热处理炉炉底辊辊面节瘤物 其间四次停炉 检修时在炉 内未 发现一根破 损辐 根除该现象 的永久性措施。 1 前言 . 辊底式连续热处理炉适用于钢板、 钢管、 型 钢和线 材的退火、 正火、 高温回火及淬火等热处 理工艺。 由于辊底式炉处理的钢材质量 好、 产量 高、 成本低 , 同时实现了机械化和自 动化操作, 比间断式生 产的热 处理炉具有明显的优越性 ,