假捻变形加工
FDY和DTY

FDY和DTYDTY:假捻变形丝称为DTY(D raw Tex-tu red Y a rn),也称弹力丝。
DTY网络丝:网络丝是指丝条在网络喷嘴中,经喷射气流作用,单丝互相缠结而呈周期**络点的长丝。
网络加工多用于POY、FDY和DTY的加工,网络技术与DTY技术结合制造的低弹网络丝,既有变形丝的蓬松性和良好的弹性,又有许多周期性和网络点,提高了长丝的紧密度,省去了纺织加工的若干工序,并能改善丝束通过喷水织机的能力。
POY与FDY:高速纺丝的纺丝速度为3000~6000m/m in,纺丝速度4000m/m in以下的卷绕丝具有较高的取向度,为预取向丝,通称POY(pre-o r ien ted ya rn)。
若在纺丝过程中引入拉伸作用,可获得具有高取向度和中等结晶度的卷绕丝,为全拉伸丝,通称FDY(fu lly draw ya rn)。
DT:拉伸加捻丝称为DT(D raw Tw is t)。
以POY为原丝经牵伸加捻机,拉伸为主并给予少量的捻度,即可得到DT。
100D/36F,150D/36F,50D/18F等,这些是纤维规格的表示方法。
斜线上方的数据表示纤维的纤度,D是纤维的纤度单位“旦”,即在标准状态下,以9000米长纤维的克重表示,如100克重即为100旦(100D);斜线下方的数据表示纺丝时使用喷丝板的孔数,也表示该规格的丝具有的单丝根数,例如36F,意思是纺丝时使用的喷丝板有36孔,即该纤维有36根单丝。
大有光,半消光,全消光:为了消除纤维的光泽,采用在熔体中加入二氧化钛(T iO 2)以消减纤维的光泽。
如果在熔体中不加T iO 2为有光丝(或大有光丝),加入0.3%为半消光丝,大于0.3%为全消光丝。
50D/18F铁:为50旦18孔,铁管卷装。
75D/36F纸:为75旦36孔,纸管卷装。
150D/36F阳离子:为150旦36孔,经阳离子改善染色性能。
210D/72F肥瘦丝:为210旦72孔的竹节丝。
袜子知识-4

袜子知识4袜子常识1.袜机分单针筒和双针筒,袜子当然也分单针和双针了。
2.识别方法:把袜子反过来,在袜筒那里看,如果跟袜子的正面一样,就是双针,如果不一样,出现了扎口线,就是单针袜子。
3.袜机的针数就是袜子的针数。
4.21支,32支指的是棉纱或者是其他的植物纤维的粗细,数字越大线越细,如果是化纤的,用D表示,数字越大,线越粗。
5.包覆纱,一般分涤纶包纱和尼龙包纱,是两根线和在一起的,做袜子的底丝用,有弹性。
跟普通的纱线不是一个概念,不能比较。
6.氨纶上机后一般不会断线,你看看分数开的是不是紧了,或者是哪里刮到了。
第一章、袜子的基本常识一)袜子制造流程:1,原料颜色打样───定购原料───袜子设计───袜子打样───确定工艺2,袜子大货生产─-——下机检验————缝头拷口——定型整烫———整理包装二)袜子具体织造工艺流程:1,根据不同国家、地区、不同季节、不同场合、不同职业、不同价位分男、女、童采购所需袜子。
2,根据所需袜子,袜子制造商选购不同主、副原料和提花料。
3,根据客户所需,分别打出样袜和产前样。
4,根据客户选定的样袜,袜子制造商选购原、副材料。
5,根据客户选定的样袜,袜子制造商的工程技术人员,制定出合理的袜子织造工艺流程。
织造工艺流程见图袜子货号(编号)使用机台针数克重使用原料、主料副料提花料缝头形式定型压力定型时间使用定型板号链条排列工艺尺寸:成品尺寸:袜口自然长cm:袜口自然宽cm:袜身自然长cm:袜身自然宽cm:脚底自然长cm:下机尺寸:袜口横拉cm:袜身直拉cm:袜身横拉cm:脚底直拉cm:包装要求:。
6,袜子制造商根据织造工艺流程进入袜子织造工序(上袜机加工)。
7,袜子下机后进入检验,合格品流人下一道袜子缝头制造工序。
8,下机经检验合格的袜子,根据织造工艺流程进入袜子缝头工序(分对目缝头和盲缝)。
9,缝头好的袜子再一次进入袜子全面检验。
10,缝头检验合格的袜子流人定型工序。
11,定型好的袜子(必须经48小时自然晾干)后方可流入验袜配对工序。
假捻器浅析

假捻器浅析由变形丝制成的织物外观丰满,蓬松性、保暖性、伸缩性好,使用很广,具有较好的市场前景。
变形丝(俗称弹力丝)是经过假捻变形加工得到的,而假捻是通过假捻器来实现的。
其中有代表性的是盘式假捻器和皮圈夹持式假捻器。
(一)盘式摩擦假捻器目前,摩擦假捻器一般均是采用盘式摩擦假捻器。
如德国Barmag,法国ICBT。
除此之外,日本村田采用皮圈夹持式假捻器。
(一)摩擦盘式假捻器是用外摩擦原理工作的,它有三根轴受到等同速度的传动,每根轴上都装备有若干摩擦盘,而轴与轴之间的摩擦盘又相互交错重叠,这样一来,丝条就会循螺旋丝路穿过该装置。
目前应用最广泛的是三轴多盘式外摩擦原理,它是将丝束直接压向回转摩擦面的边缘,利用摩擦面外缘的摩擦力对丝束进行假捻。
三轴多盘式外摩擦假捻器,丝条夹在三盘之间,受到三个摩擦力的作用,假捻的稳定性较好。
假捻器啮合深度较高,丝条位置固定效果好,由于多盘对丝束摩擦力的作用,盘丝间滑移小,假捻效果好。
磨擦盘式假捻器是有以下特点:一、速度高。
Bamag公司8型假捻器最高速度为20000转/分,可实现1200米/分的纺丝速度,为弹力丝机进一步提高纺丝速度提供了发展潜力,适应现代化高速、高产的需要。
二、稳定性好。
轴承可采用减震轴承,使摩擦盘在十分稳定的运转条件下,保持恒定的速度范围,提高了丝的质量,减少毛丝、僵丝、断丝的产生。
三、适纺范围广。
四、结构简单,操作维护方便。
五、安全耐用,使用寿命长。
(二)皮圈夹紧式假捻器村田机械公司的高速牵伸假捻机,N033H“皮圈式加弹机”是在拥有相当多销售量的N0333的基础上进一步高速公了的新机型,其假捻机构是采用了村田机械公司独特的“皮圈夹紧”方式。
“皮圈夹紧”方式的优点在于保转子假捻的高质量及磨擦盘W的高产量于一身,可同时发挥两者的长处。
丝被二根特殊的假捻皮圈完全夹紧,在丝和假捻皮圈之间不产生打滑现象的情况下进行假捻加工:用向量图说明如下:作用在丝的力V可分为VT和VF,VT是加捻力,VF上向下送丝的力,而VT及VF由V和皮圈交角来决定,也就是说只要V及取适当的值,即可分别设定捻数,加捻张力和解捻张力。
锦纶6预取向丝拉伸假捻变形成型工艺研究

锦纶6预取向丝拉伸假捻变形成型工艺研究刘慧;白秀娥;赵广兵;李海涛;管新海【摘要】研究了锦纶6预取向丝拉伸假捻变形生产锦纶6变形丝(DTY)的成型工艺,探讨了不同线密度规格锦纶6预取向丝拉伸假捻变形加工速度、拉伸倍数、D/Y比和拉伸假捻变形温度的主要工艺参数.实验表明:当锦纶6预取向丝线密度规格为1.53~2.00之间,加工速度700~800m/min,拉伸假捻变形温度为167~179℃,拉伸倍数为1.25~1.30,拉伸假捻D/Y比选择在1.75~1.80较为合理,其拉伸假捻变形生产锦纶6拉伸假捻变形丝质量较好,具有取向结晶化结构和均匀形态的变形效果,符合后续用于生产拉伸变形包覆工艺及性能的要求.【期刊名称】《现代丝绸科学与技术》【年(卷),期】2016(031)003【总页数】3页(P85-87)【关键词】锦纶6;预取向丝;拉伸假捻;变形丝;一步法工艺【作者】刘慧;白秀娥;赵广兵;李海涛;管新海【作者单位】苏州大学纺织与服装工程学院,江苏苏州215021;苏州大学纺织与服装工程学院,江苏苏州215021;吴江亚太化纺有限公司,江苏吴江215231;吴江亚太化纺有限公司,江苏吴江215231;苏州大学纺织与服装工程学院,江苏苏州215021【正文语种】中文目前,国内外市场上已工业化生产的锦纶产品有锦纶66(PA66)和锦纶6(PA6),它们具有一系列优良的特性,其耐磨性居纺织纤维之冠,断裂强度高,伸长大,回弹性和耐疲劳性以及柔韧性优良,吸湿性良好,对酸性染料的亲和性大及其染色性好,其缺点是耐光性和耐热性较差,在长时间光照强度下会发黄而导致其纤维强度下降。
因此,锦纶在高性能、功能性、差别化纤维产品研发与技术创新方面具有很大的发展空间及应用前景。
本文针对上述不足,通过采用锦纶6预取向丝拉伸假捻变形生产锦纶6变形丝(DTY)的成型工艺,探讨了不同线密度规格锦纶6预取向丝拉伸假捻变形加工过程中的加热温度、拉伸倍数、D/Y比、加工速度的主要工艺参数,使制备获得的产品具有性能稳定、透气性好、手感舒适、上色性好、质量好等优点,同时还具备技术含量和附加值高,质量好,性价比优势明显的特点以及良好的可持续发展市场前景。
化纤概论习题
第三章 聚酰胺纤维
1.己内酰胺的聚合过程中包括哪些主要反应;反应后的体 系有何特点,为什么
己内酰胺水解(开环)聚合的主要化学反应如下:
NH
引发: (H2C)5
+ H2O
H2N(CH2)5COOH
CO
NH
加成: H2N(CH2)5COOH + n (H2C)5
H-[ NH(CH2)5CO-] n + 1OH
6、什么是侧吹风、什么是环吹风;环吹风有何优点,两者 在应用上有何区别
7、为什么初生纤维要存放一定的时间后才能进行加工?
刚成形的初生纤维其预取向度不均匀,需经存放平衡,使内应 力减小或消除,预取向度降低,卷绕时的油剂扩散均匀,改善 纤维的拉伸性能。存放平衡后的丝条才能进行加工。
8、涤纶拉伸丝的生产工艺路线有哪些;现以哪种路线为主, 为什么?
缺点是热风中粉尘较多,易在加热器上结焦,增加能耗。
11、简述KF干燥塔的结构特点和干燥过程.
12、涤纶高速纺的纺速是多少;为什么要选择这样的纺 范围.
涤纶高速纺的纺速为2000-3000M/min,由于高速纺丝比普通纺 丝的纺速高,因此喷丝孔的吐出量大,单机生产能力高。PET 长丝纺速从1000m/min提高到3500m/min,产量可增加47%。 显然这并不是随纺速的增加成线性增加,尤其当纺速超过 3000m/min以上时,产量的增加相当微小。
13、涤纶高速纺有哪些特点?
14、为什么随着纺丝速度的增加纺丝机的产量不成正比增 加
PET长丝纺速从1000m/min提高到3500m/min,产量可增加47 %。显然这并不是随纺速的增加成线性增加,尤其当纺速超过 3000m/min以上时,产量的增加相当微小,在3600m/min以后, 产量几乎不随纺速的增加而增大。这是因为随纺速的提高,虽 然卷绕丝的长度按比例增加,但卷绕丝的后拉伸倍数却随纺速 的增加而下降,为了得到一定线密度的成品丝,就必须降低卷 绕丝的线密度,使其变细,因此产量不呈线性增加。
假捻变形机卷绕部件采用装配新工艺

假捻变形机卷绕部件采用装配新工艺作者:李豪杰来源:《中国机械》2013年第18期摘要:卷绕部件是假捻变形机卷装成形的核心部件,本文主要介绍采用卧式工装——新装配工艺组合卷绕墙板结合件,以改善和提高卷绕部件的装配精度和装配效率。
关键词:卷绕墙板卧式工装装配精度1.前言假捻变形机是将聚酯(涤纶)预取向丝(POY)通过加热、牵伸、假捻变形、定形和上油最后卷装成可用来织物的DTY卷装的设备。
该机上的卷绕部件是该机的核心部件之一,由摩擦辊、槽筒箱和筒管架等结合件组成。
装配精度的好坏,直接影响到整机的功耗和丝饼卷装成形,以及全机振动等性能。
采用装配新工艺后,不仅简化了组装程序,还极大地提高了装配质量,各轴开档尺寸公差实测为385±0.03mm,达到图纸385±0.05mm的技术要求。
2.卷绕墙板结合件技术要求每块卷绕墙板结合件由卷绕墙板1、摩擦辊轴结合件2、筒管架结合件3和槽筒箱结合件4等分上、中、下三层组合而成(详见图1该图为卧式)。
每层摩擦辊轴结合件由两个轴承座5支撑定位;每层槽筒箱由三个支座6支撑定位。
通过调整轴承座5的左右位置来控制A、B 两处385±0.05mm尺寸;调整轴承座5的高低位置来控制155±0.05mm尺寸;通过调整支座6的左右位置控制尺寸C、D两处385±0.05mm尺寸;通过调整槽筒箱结合件4的高低位置来控制236±0.05mm尺寸。
3.传统装配方法3.1. 传统装配工艺采用立式装配立式工装主要由墙板固定座1、两侧板2、检验横梁3和六个短标准轴4及定位销轴5等组成。
在装配过程中将卷绕墙板用定位螺栓安装到墙板固定座1上后,将短标准轴4固定在轴承座(图1中5)上,把检验横梁3放在两个侧板2上,用顶丝固定至规定位置,用校验好的带有四块百分表的表座同时打短标准轴4的上母线和侧母线,调整轴承座的前后和高低位置;再用百分表打支座(图1中6)安装面,调整其高低和水平位置;之后将摩擦辊轴结合件(图1中2)和槽筒箱结合件(图1中4)分别安装到轴承座和支座上。
5第七章纱线的分类与结构

纱线加捻后,外层张紧,内层皱缩,纤维倾斜, 纱线长度缩短。
外层纤维的伸长张力产生的轴向皱缩力,迫使纤 维在纱线中内外转移。
二、常用纱线的结构特征
(一)短纤纱和复合纱线
1.环锭纱 1)基本结构特征是内紧外松; 2)半数纤维呈圆锥形螺旋线;小部分纤维不 发生内外转移,呈圆柱形螺旋线; 3)小部分纤维呈弯钩、打圈、对折等; 4)多数纤维头端外露形成毛羽,少数头端弯 曲、皱缩或卷绕其他纤维。
纤维。
2. 以混合纤维的分布分
(1)均匀混合纱线:均匀分布。 (2)变化混合纱线:渐变或突变分布。 (3)组合或复合纱线:短+短,短+长,长+长等。
三、按纱线的用途分
1.机织用纱 2.针织用纱 3.起绒用纱 4.编结、缝纫用纱 5.特种工业用纱
第二节 纱线的加工与发展
一、纱线加工的基本原理
长丝张力大
可有效提高 纱强,增加 纱的连续性 和平稳性。
包芯纱
复合纱
结构纱的结构特征
由纤维分布方式和聚集密度决定
公转
自转
皮芯分布
分束纺
多毛羽松
典型结构纱的结构示意图
少毛羽紧
(二) 长丝纱结构特征
1、无捻长丝纱结构特征
横向结构极不稳定,柔软。
2、有捻长丝纱结构特征
纵横向都很稳定,硬挺。
3、变形纱结构特征
①热(机械)变形法:代表为假捻变形法
一级热箱(变形) 假捻器
二级热箱(变形) 高弹丝
低弹丝
假捻法变形加工示意图
②空气变形法:
空气变形纱:将稍有捻度的长丝束超喂送入高压喷气 头,由于射流的冲击,丝束中纤维紊乱生成大小不同 的环圈,被丝束捻回夹持于丝束中成纱。
假捻变形机

三、东丽公司(TORAY)东丽公司展出了一个能节省机器占地面积的卷绕头,它由两个卷绕头上下重叠排列而成。
每个卷绕头上卷绕6个丝饼,上下两层共12个丝饼。
一个丝箱含12个纺丝组件,两个行星式计量泵,相对缩小了占地面积。
据介绍能提高生产效率30%。
东丽公司今后有可能把卷绕主轴倾斜排列,以进一步减少占地面积。
四、巴马格公司(B ar mag)该公司展示了一台具有机构简洁、通用性较强的ASW600/920型卷绕头。
其主要技术特点为槽筒式往复装置,转盘式自动换筒机构,有反向丝捕捉装置和具有丝条防叠功能的S tri ng-up装置,还备有B armag专利的“BEL-TR O-W IS”控制系统。
其主要规格参数如下:型 号ASW600型ASW920型卷绕速度(m/m i n)1500~50002500~5000纤度范围(dtex)17~1800(B CF2800)适用纤维品种涤纶 锦纶6、66 丙纶筒管夹直径(m m)73 75 94筒管总长度(m m)600920横动动程(mm)120/250120/190/250筒子数4,26,4,3筒子直径(mm)420(360)420(360)最小占空间(mm)560(筒子直径360mm)600(筒子直径420mm)驱动系统锭子驱动方式 从以上四家公司展示的卷绕头可以看出,当前卷绕头的主要技术发展在以下几个方面得到体现:(1)充分满足不同纤维、不同品种的工艺要求,提供不同的卷绕速度、筒管夹尺寸等等。
(2)为适应高速卷绕的需要(F OY达8000 m/min),除机械零件的制造、安装精度必须相应提高外,结构上采用锭子直接驱动方式、转子式横动机构,更先进可靠的纱线自动切换装置等。
达到运转平稳、变速准确、丝的张力稳定、磨损小、噪声低的要求。
(3)采取各种措施提高生产效率。
如采用转盘式自动换筒或三角直线式换筒机构。
自动落筒机构包括机器人,单独变频器控制,双层卷绕头等等。
(4)大力节省机器的占地面积。
DTY、DT等化学纤维产品含义简解(这个常有人问,所以还是再贴出来)

DTY、DT等化学纤维产品含义简解(这个常有人问,所以还是再贴出来)DTY:假捻变形丝称为DTY(D raw Tex-tu red Y a rn),也称弹力丝。
DTY网络丝:网络丝是指丝条在网络喷嘴中,经喷射气流作用,单丝互相缠结而呈周期性网络点的长丝。
网络加工多用于POY、FDY和DTY的加工,网络技术与DTY技术结合制造的低弹网络丝,既有变形丝的蓬松性和良好的弹性,又有许多周期性和网络点,提高了长丝的紧密度,省去了纺织加工的若干工序,并能改善丝束通过喷水织机的能力。
POY与FDY:高速纺丝的纺丝速度为3000~6000m/m in,纺丝速度4000m/m in以下的卷绕丝具有较高的取向度,为预取向丝,通称POY(p re-o r ien ted ya rn)。
若在纺丝过程中引入拉伸作用,可获得具有高取向度和中等结晶度的卷绕丝,为全拉伸丝,通称FDY(fu lly d raw ya rn)。
DT:拉伸加捻丝称为DT(D raw Tw is t)。
以POY为原丝经牵伸加捻机,拉伸为主并给予少量的捻度,即可得到DT。
100D/36F,150D/36F,50D/18F等,这些是纤维规格的表示方法。
斜线上方的数据表示纤维的纤度,D是纤维的纤度单位“旦”,即在标准状态下,以9000米长纤维的克重表示,如100克重即为100旦(100D);斜线下方的数据表示纺丝时使用喷丝板的孔数,也表示该规格的丝具有的单丝根数,例如36F,意思是纺丝时使用的喷丝板有36孔,即该纤维有36根单丝。
大有光,半消光,全消光:为了消除纤维的光泽,采用在熔体中加入二氧化钛(T iO 2)以消减纤维的光泽。
如果在熔体中不加T iO 2为有光丝(或大有光丝),加入0.3%为半消光丝,大于0.3%为全消光丝。
50D/18F铁:为50旦18孔,铁管卷装。
75D/36F纸:为75旦36孔,纸管卷装。
150D/36F 阳离子:为150旦36孔,经阳离子改善染色性能。
假捻变形机卷绕的技术分析

工作 时 间可用 于缩 短 卷 绕往 复 导 丝器 的动 程 , 过 通 加 长工 作时 间 , 往复 导丝器 动程 缩短 ; 之亦 然 。在 反
1 4S内最多 可缩 短往 复 导 丝器 动 程 1 4mm, 定 时 设
图 3 丝饼 交 叉 角
间多于 1 , 4S将会 增加筒 管卷 绕重叠 的 可能性 。 例 如 : 小工作 时 间 t n = 5S最 大工 作时 问 最 mi , t x = 7S在 t n和 t x之 间随机 选择 , 设工 ma , mi ma 假
构 。往 复 机构 由横 动箱 、 筒 驱动 轴 、 筒 、 幅 导 槽 槽 变 轨板 、 复导 丝器 、 梭 等及 动 程 修 正 装 置组 成 ; 往 滑 卷 取机 构 由摩擦 辊驱 动轴 、 摩擦辊 、 子架 臂 、 架 、 筒 支 夹 盘、 筒管 等组 成 ( 1) 图 。
变变 幅导轨 板 的倾 斜 度 , 可增 加 或 缩 短往 复 导 丝 器
表 1 丝 饼 锥 角 调 整 螺 钉 孔 位 置
A B C
锥角 B
8。 0 7。 5 7。 0
2 2 交叉角 .
卷绕 角 由往 复 导丝器 往复 次数 与纺丝卷 绕速度
的 比值 ( 卷绕 E) L 控制 , a 示 , 式为 : 用 表 公
.
1 电机
2一接 近 开 关
化 纤 长丝 成 型
基础 上 , 述 了调 整卷 绕装 置 的操 作 方法 , 论 对提 高化 纤长丝 品质 具有 实用价 值 。 关键词 卷绕装 置
假捻 变形 机 利 用 化 学纤 维 的热 塑 性 对 聚 酯 和
变频 电机 带 动槽 筒 驱 动轴 l转 动 , 在 槽 筒驱 装
第2章 假捻变形纱置汇总
26
2020/10/5
纺织与材料学院
27
2、 加热箱的分类
按加热形式来分 (1)接触式:热板
(1)非接触式:热管 按加热方式来分:对流式、辐射式和感应式。 按加热热源来分:电阻加热和热媒加热。
1、摩擦加捻的基本条件:摩擦力
2020/10/5
纺织与材料学院
10
2、长丝与摩擦盘之间摩擦力方向的确定
2020/10/5
纺织与材料学院
11
VD——盘上K点的切线方向速度,它引起丝旋转。 VT——丝条的前进速度,方向沿丝轴向 Vn——丝条的旋转切向速度,与VD同向。 Vy——加捻丝在K点的绝对速度,由Vy=VT+Vn θ——加捻螺施角,Vy与VT之间夹角,cosθ=VT/Vy; VD-Vy——摩擦盘相对于丝束的速度。丝来受摩擦
5
转子式假捻器的优点、缺点:
优点: 加捻时不易打滑、假捻均匀,成品丝质量优。 缺点:
速度低。转子速度很高,但变形丝加工速度 只有250-300m/min左右,且噪声大,成本 也高。
2020/10/5
纺织与材料学院
6
二、摩擦盘式假捻装置
2020/10/5
纺织与材料学院
7
二、摩擦盘式假捻装置
(2V就)y是重若理合φ想,→的Vθ(D摩-VV擦Dy=-加V0y捻,很。这小时时丝)条摩与擦摩打擦滑盘小之;间当φ不=再θ时打,滑V,D与这
总结:综合以上分析,理想状态下的摩擦加捻条件: ( 1 ) 满 足 VD/Vy=1/cosφ , φ<90° ( 习 惯 用 D/y=1/cosφ ) (2)φ角接近于或等于θ。
2020/10/5
纺织与材料学院
17
2020/10/5
DTY、DT等化学纤维产品含义简解

大有光,半消光,全消光:为了消除纤维的光泽,采用在熔体中加入二氧化钛(T iO 2)以消减纤维的光泽。如果在熔体中不加T iO 2为有光丝(或大有光丝),加入0.3%为半消光丝,大于0.3%为全消光丝。
50D/18F铁:为50旦18孔,铁管卷装。75D/36F纸:为75旦36孔,纸管卷装。150D/36F阳离子:为150旦36孔,经阳离子改善染色性能。
210D/72F肥瘦丝:为210旦72孔的竹节丝。“肥瘦丝”为非标纺织词汇,一般理解为“竹节丝”,即周期性的一段粗一段细的丝。
POY:预取向丝,全称:PRE-ORIENTED YARN 或者PARTIALLY ORIENTED YARN。 指经高速纺丝获得的取向度在未取向丝和拉伸丝之间的未完全拉伸的化纤长丝。与未拉伸丝相比,它具有一定程度的取向,稳定性好,常常用做拉伸假捻变形丝(DTY)的专用丝。(一般不用于织造)
DTY:拉伸变形丝,全称:DRAW TEXTURED YARN。是利用POY做原丝,进行拉伸和假捻变形加工制成。往往有一定的弹性及收缩性。(一般分有网络和无网络丝,网络的意思是网络节点)
FDY:全拉身丝。全称:FULL DRAW YARN。采用纺丝拉伸进一步制得的合成纤维长丝。纤维已经充分拉伸,可以直接用于纺织加工。(一般就叫它长丝)
DTY、DT等化学纤维产品含义简解(这个常有人问,所以还是再贴出来)
DTY:假捻变形丝称为DTY(D raw Tex-tu red Y a rn),也称弹力丝。
DTY网络丝:网络丝是指丝条在网络喷嘴中,经喷射气流作用,单丝互相缠结而呈周期性网络点的长丝。网络加工多用于POY、FDY和DTY的加工,网络技术与DTY技术结合制造的低弹网络丝,既有变形丝的蓬松性和良好的弹性,又有许多周期性和网善丝束通过喷水织机的能力。
假捻变形原理
假捻变形原理
假捻变形原理是一种特殊的加工方法,主要用于化纤长丝的加工。
在假捻变形过程中,首先将丝条固定,然后通过一个或两个假捻器进行加捻。
这个过程不同于常规的加捻过程,因为假捻器的旋转方向与丝条的旋转方向相反,从而实现对丝条的加捻。
假捻变形原理的主要优点是可以对丝条进行单向加捻,从而实现对丝条的变形。
这种变形过程可以使丝条变得更加柔软、有弹性,并具有良好的抗皱性能。
此外,假捻变形原理还可以用于生产不同风格的丝条,如蓬松、粗细不均等。
在假捻变形过程中,需要注意控制假捻器的转速和旋转方向,以及丝条的张力等因素。
这些因素将直接影响最终产品的质量和性能。
此外,为了实现连续生产,需要将假捻器与相关设备进行集成,形成一个完整的生产线。
总之,假捻变形原理是一种特殊的加工方法,主要用于化纤长丝的加工。
通过改变丝条的旋转方向和张力等因素,可以生产出不同风格和性能的丝条。
在工业生产中,假捻变形原理得到了广泛应用,并取得了良好的效果。
同时,随着技术的不断进步和应用需求的不断提高,假捻变形原理也在不断改进和完善,以适应更加多样化、高品质的生产需求。
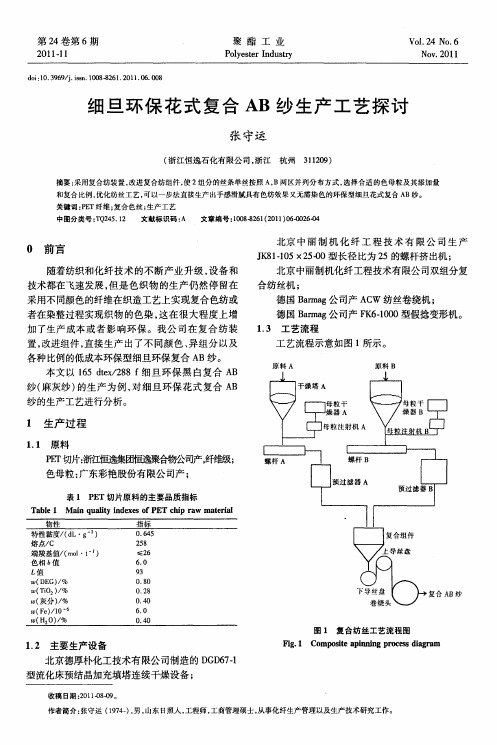
细旦环保花式复合AB纱生产工艺探讨
物理性能 线密度/ t de x 线密度 C W% 强 度/ c ・ t ) ( N de x 强度 C W%
数值 15 2 6 . 12 . 22 . 16 .
物理性 能 断裂伸长率/ % 断裂伸长率 C / V % 沸 水 收缩 率/ % 条干不匀率/ %
最佳。螺杆各区温度见表 3 。
表 3 螺杆 各区温度
Ta l S r w a h z n e e a u e b e3 c e e c o e t mp r t r ℃
15d x28f 白细旦环保复合 A 6 t / 8 黑 e B纱( 麻灰 纱) 的生产 , 采用 一 步 法 直 接 纺 出 黑 白按 照 喷 丝 是 区域以一定 比例并列分布 的复合 P Y 然后进行加 O ,
一
堡 笪堕 二.
A系统 B系统 28 6 24 6
三
24 7 7 22
三
7 26 24 7
驾
28 7 7 26
亘
20 8 7 28 20 8 28 7
捻变形加工生产而成 , A和 B系统部分设备 只用其 即可 , 工艺 流程 示意 图所 示 的 A 系统 中的 改性 母
燥后切片含水太高 , 不仅会加剧聚酯大分子的水解 , 同时水分气化形成气泡造成飘丝 , 而且会使剪切速 率、 弹性因子增大 , 非牛顿指数上升 , 在高速纺丝的 高剪切速率和高挤 出压力下 , 聚酯熔体流变性能 使
与接触部件摩擦力及所受空气阻力大, 纺丝张力高 , 凝固点上移 , 上油集束 位置应适 当上调 , 纺丝速度 低 J实验证明在 280— 0 / i, , 0 290m mn其断裂伸长
用周期会相对缩短 , 以选用过滤精度为 3 肌 的预 所 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11
纺织与材料学院
2019/12/29
三、退捻
退捻与加捻方向相反Z、S,退捻数的确定主要 是考虑加捻时捻缩率的因素,并略大于加捻数 50个左右。
被退捻的丝由于捻缩和退捻转矩的作用,单丝上 形成卷曲状的反转圈,这就制成了伸缩性大而膨 松性好的加工丝。
退捻丝的卷曲模型:
12
纺织与材料学院
2019/12/29
9
纺织与材料学院
2019/12/29
2、热定型温度与加捻丝及其退捻丝的 强度关系:
P40图2-5 聚酯:100-130℃,强力增大,这是因为升温增加了分
子链段的结晶化和取向,130℃达到最大值,此后不降。 尼龙:曲线类似涤纶,一般在115℃时达到强力极大值。 退捻丝(在加热正常时)强度一般高于同温定型下的加
捻数的选择依据:长丝的用途,纤度,卷曲性、 膨松性、伸缩性,强力保持率。
几种最适宜捻度的主要计算方法有:
3
纺织与材料学院
2019/12/29
1.Fourne(富尔勒·富尔涅):捻度K与纱旦数D的关系为:
K 28630 /(1 15 / D) D
2.Koechlin(柯克林,乔赫林)公式:(不适用高支数纱)
高收缩变形纱(又称高弹丝或加工丝)生产工艺过程:
倒筒--加捻--热定型--倒筒--退捻--合股--卷绕
优点:对各工序的工艺参数控制容易,变形牢固。
缺点:非连续化生产工序多、速度低,生产率低、且丝 的染色不匀性大。
2
纺织与材料学院
2019/12/29
一、加捻--捻数的选择:
在假捻变形的加工中,捻度是加捻工艺中最重 要的参数;
第二章 假捻变形加工 (False Twist Texturing Thermoplastic yarns)
本章重点: 1、了解假捻变形过程 2、分析假捻变形原理 3、掌握假捻变形的主要工艺
1
纺织与材料学院
2019/12/29
第一节 传统的不连续变形加工
传统弹力丝的不连续变形加工是采用加捻丝在弹力丝机 (加弹机)上定型的方法,
18
纺织与材料学院
2019/12/29
变形丝的假捻过程
图(c):复丝以一定速度v连续前移,而中间的 握持点M以n转速连续不断地旋转。
则以握持点M为界,两侧得到捻向相反且数量相 等的捻数。
19
纺织与材料学院
2019/12/29
影响假捻变形加工的主要工艺因素是 4T:
1、 加热温度:Temperature 2、 捻度:Twister 3、 时间:Time(速度Velocity) 4、 张力:Tension(超喂率)
几种公式计算的结果比较见《合成纤维熔体纺丝》P614页图8-40
5
纺织与材料学院
2019/12/29
注意:
在实际生产中有的丝束使用的加捻捻度可能比海 柏林公式计算的要多10%,解捻捻度比实际加捻 度值高50捻/米左右,由此可得到最佳膨松度和 强度的假捻变形丝。
《合纤熔体纺丝》P615页表8-15
16
纺织与材料学院
2019/12/29
高弹丝和低弹丝性能比较(P44)表2-1
高弹丝DTY
低弹丝FDY
原料
锦纶长丝
涤纶长丝
卷曲形态
粗而稀
细而密
卷曲稳定性
低
பைடு நூலகம்
高
卷曲伸长
高
低
沸水收缩率
高
低
残余扭矩
高
低
产品应用
内衣
外衣
17
纺织与材料学院
2019/12/29
第二节 假捻变形加工及其加捻规律
一、假捻变形加工原理 真捻(实捻):见图(a) 假捻:见图(b)n+(-n)=0
K N
为捻系数9.5,N为纱的支数。
3.Heberlein(海柏林,海伯兰因)公式:
K 275000/(D 60) +800
4
纺织与材料学院
2019/12/29
4.Press(柏莱土,普列斯)公式: K=3840-12D (美国常用) 5.短纤纱维纱线最宜捻度:
K=17000/ D
高弹丝DTY
由于在加捻定型后,各根单丝的形态已固定成螺 旋卷曲状,所以尽管复丝全数退捻而单丝的卷曲 变形仍保留在复丝中,从而改善了长丝的外观, 提高了丝束的膨松性和弹性,成为具有高伸缩性、 高膨松性的假捻变形纱,俗称高弹丝DTY。
15
纺织与材料学院
2019/12/29
低弹丝FTY
高弹丝DTY由于其弹性伸长过大,残余扭矩大, 而且弹性伸长不够稳定,一般不宜作外衣织物。 因此在一次定型的基础上对高弹丝进行二次松式 定型(两级热箱)消除残余扭矩,稳定内部结构。 这就是改性假捻变形加工,国内文献称之为低弹 变形加工。
捻丝。见图
10
纺织与材料学院
2019/12/29
3、加工丝的卷曲性能和热定型温度的 关系
见P40图2-7一般热定型温度越高,加工丝的卷曲性能 越好。用两个指标衡量:
1、卷曲性能用伸缩伸长率: K(%)=(b-a)/a x 100 2、紧缩弹性恢复率R(%)=(b-c)/(b-a) x 100 式中: a——0.002g/d轻负荷下长度 b——0.1g/d重负荷下长度 c——除去重负荷后,再测轻负荷(0.002g/d)下长度
6
纺织与材料学院
2019/12/29
最佳捻度(捻/米)的确定举例
纱线旦救
30
Heherlein 公式计算
3860
实际捻度
(s捻)
2940
退捻捻度 (Z捻)
3990
45
3420
3540
2580
70
2920
3120
3170
90
2630
2840
2880
7
纺织与材料学院
2019/12/29
二、热定型
1、热定型温度与定型率的关系 P39页图2-4,可见 长丝在130度左右达到或接
近最大值,定型效果好。 定型率表示定型效果:
8
纺织与材料学院
2019/12/29
定型率(%)=(1-E1/E2)×100 式中:
E1——热定型后的退捻数(E1<E2) E2——热定型前的退捻数 退捻数的测定:在加捻丝上悬挂0.1g/tex的负荷,
放置到转矩稳定为止,稳定后测出残留的捻数。
四、假捻变形工艺过程
13
纺织与材料学院
2019/12/29
影响假捻变形加工的主要工艺因素是 4T:
1、 加热温度:Temperature 2、 捻度: Twister 3、 时间: Time(速度Velocity) 4、 张力: Tension(超喂率)
14
纺织与材料学院
2019/12/29