钢卷尺检定台型号配制与技术指标 2
钢卷尺检定规程 (2)
钢卷尺检定规程1. 引言本文档为钢卷尺检定的规程,旨在确保钢卷尺的精确度和可靠性,以满足测量需求并保证产品质量。
本规程适用于所有使用钢卷尺进行测量的工作人员。
2. 检定准备2.1 检定仪器与设备•检定仪器:应选择经过合格检定并具备合适的测量范围和精度的仪器进行钢卷尺的检定。
•检定设备:包括检定台、校准尺、校准块等。
2.2 检定环境•温度:检定环境的温度应保持稳定,且不超过20℃。
•湿度:检定环境的湿度应保持在40% ~ 70%的范围内,防止钢卷尺受潮。
2.3 检定前的准备工作•检查钢卷尺的外观是否完好,如有损坏或脏污应先进行清洁或维修。
•检查钢卷尺的刻度是否清晰可见,如模糊或磨损严重,则应更换新的钢卷尺。
3. 检定步骤3.1 初始检定1.将待检钢卷尺放置在检定台上,确保其刻度朝上,且保持垂直状态。
2.使用校准尺对钢卷尺的长度进行测量,并记录下测量结果。
3.将校准尺与钢卷尺相比较,计算出钢卷尺的误差值,若符合设定的标准要求,则进入下一步骤,否则需进行校准或更换。
3.2 精确度检定1.选取适当的测量对象,如直尺、测量台等,与待检钢卷尺进行配合以进行准确度检定。
2.在不同点位上使用待检钢卷尺进行测量,并记录下测量结果。
3.将测量结果与标准值进行比对,计算出钢卷尺的偏差值。
若误差值在允许范围内,则通过检定;否则需要进行校准或更换。
3.3 校准过程1.清洁钢卷尺表面,确保无灰尘或杂物。
2.使用校准块对钢卷尺的刻度进行校准,同时记录下校准结果。
3.比较校准结果与规定的标准范围,若符合要求,则校准成功;否则需要重新校准。
4. 检定报告检定结束后,应编制检定报告。
检定报告应包括以下内容:•待检钢卷尺的基本信息,包括品牌、型号等。
•检定日期、地点等信息。
•检定人员的签名和日期。
•检定结果,包括误差值、偏差值等。
•若有校准操作,还需记录校准结果和校准操作的具体过程。
5. 检定周期与标准钢卷尺的检定周期应根据使用频率和环境条件来确定,一般建议每年进行一次全面检定。
标准钢卷尺的检定规程
标准钢卷尺的检定规程
标准钢卷尺的检定规程主要包括以下内容:
1. 确定检定方法:根据国家相关标准或技术规范,确定标准钢卷尺的检定方法。
2. 准备检定设备:准备用于检验标准钢卷尺的设备,包括检定台和相关测量工具等。
3. 检定前准备:对标准钢卷尺进行清洁,确认尺身是否完好,是否有弯曲变形等情况。
4. 进行误差检定:使用检定设备对标准钢卷尺进行误差检定,包括测量其长度误差、端面误差等。
5. 记录检定结果:将检定设备的测量结果记录下来,包括标准钢卷尺的长度误差、端面误差、检定时间等信息。
6. 评定检定结果:根据国家相关标准或技术规范,对标准钢卷尺的检定结果进行评定,判断其是否符合要求。
7. 发布检定证书:对通过检定的标准钢卷尺,出具检定证书,证明其合格。
8. 定期重复检定:按照国家相关标准或技术规范的要求,对标准钢卷尺进行定期的重复检定,确保其测量精度的准确性。
以上是标准钢卷尺的检定规程的一般步骤,具体的检定方法和要求可以根据实际情况进行调整。
钢尺内校规范

鋼尺內校規範
1.校正件規格:鋼尺(量程0~2000mm)。
2.校驗週期:半年。
3.校驗標準件:鋼尺:(量程0~2000mm,惠州臺証儀器檢測服務有限公司認定合格儀器,
儀器編號:G-022,出廠編號:00722098)。
4.校驗環境:溫度10℃~30℃,濕度在40%~75%之間。
5.校驗內容:
5.1 外觀檢驗:
5.1.1 目檢外觀有無生銹、彎曲、變形。
5.1.2做好鋼尺之清潔及上油保養工作。
5.1.3其印字是否模糊。
5.2內校:
5.2.1內校時注意將需校驗之鋼尺與校驗標准件平貼在水準臺面上。
5.2.2把需校驗鋼尺不同尺寸逐一在鋼尺校驗標准件上進行比對,觀其自身刻度值與鋼尺標准刻度
值,記錄於校驗記綠本上。
5.2.3將測量值減去標准值即為誤差值。
5.3制訂結果:
6.1如果校驗不合格則暫停使用,送修或報廢。
6.2 校驗合格,在合格儀器上貼內校合格証標簽同時變更儀器校驗日期及登綠結果於儀器履歷卡上。
6.3鋼尺用完須用紙擦拭幹凈放回原處。
6.4鋼尺每半年內校一次。
品質政策:以品質爭取訂單、以服務回饋客戶、以誠信永續經營。
環保政策:開發選用環保材料、製造生產環保產品、持續改進環境績效。
钢卷尺检验台校准规范
钢卷尺检验台校准规范一、引言本文档旨在规范钢卷尺检验台校准的步骤和要求,以确保钢卷尺检验台的准确度和可靠性。
钢卷尺检验台是用于校准钢卷尺的重要设备之一,校准的准确性对于保证测量结果的准确性至关重要。
因此,必须按照规范进行钢卷尺检验台的校准工作。
二、校准工具与设备准备在进行钢卷尺检验台校准前,需要准备以下工具和设备:1.钢卷尺标准件:精确度高,符合国家标准的钢卷尺作为校准的标准件。
2.校准块:用于校准钢卷尺的测量范围,校准块应与钢卷尺的测量范围相匹配,并具有精确的尺寸。
3.量具:如千分尺、游标卡尺等,用于测量校准块的尺寸。
4.检验记录表:用于记录校准的结果和相关信息。
三、校准步骤校准钢卷尺检验台的步骤如下:1.清洁与准备:–使用干净的软布擦拭检验台的表面,确保无灰尘和杂质。
–检查底座与表面的连接处,确保连接紧密。
2.安装校准块:–将校准块放置在检验台上,确保与表面接触均匀。
–用量具检测校准块的尺寸,记录测量结果。
3.检验标准尺寸:–将标准尺寸的钢卷尺放置在校准块上。
–按照标准尺寸的刻度进行测量,记录测量结果。
4.校准过程:–使用待校准的钢卷尺测量校准块上的尺寸。
–记录钢卷尺测量结果,并与校准块的尺寸进行比较。
–根据比较结果调整钢卷尺的零点或刻度。
5.反复测试:–反复进行校准步骤3和步骤4,直到钢卷尺的测量结果与校准块的尺寸相符合。
四、校准要求钢卷尺检验台的校准应满足以下要求:1.检验台校准的偏差范围应符合国家标准或用户技术要求。
2.校准结果应记录在检验记录表中,包括校准日期、校准块尺寸、标准尺寸测量结果以及待校准钢卷尺的测量结果等信息。
3.校准记录应进行保存,以备将来查阅和验证。
同时,定期复核校准结果,并根据需要重新校准检验台。
4.校准过程应严格按照规范进行,并由专业技术人员进行操作。
五、校准结束及报告校准完成后,应编写校准报告,包括以下内容:1.检验台的标识和型号信息。
2.校准日期和校准人员信息。
测深钢卷尺检定中的误差问题分析

测深钢卷尺检定中的误差问题分析摘要:测深钢卷尺是对长度进行测量的一种常用工具,其不同于一般的钢卷尺,本身尺带顶端部位处设置有尺砣,借助其重力作用可以对液体深度进行测量。
但是在使用时容易因为操作或者读数过程中问题造成误差问题,强化误差控制研讨具有重要现实意义。
本文以测深钢卷尺为研究对象,重点对其检定中的常见类型误差及核心误差问题进行分析。
关键词:测深钢卷尺;检定;误差在当下的海油行业等特殊行业中,测深钢卷尺是一种普遍采用的测量工具。
测深钢卷尺测量结果的精准性会对相关行业的生产活动是否可以有序开展产生极大影响,有效控制测深钢卷尺的误差显得尤为重要。
在使用测深钢卷尺之前,或者针对那些新制作的测深钢卷尺,一般都需要检定示值误差,可以借助重锤、读数显微镜、检定台、标准钢卷尺等相关标准仪器来进行检定。
一、测深钢卷尺检定中常见的误差种类1.1 零值误差测深钢卷尺是一种对罐体深度或液体深度等进行测量的工具。
相较于普通钢卷尺,测深钢卷尺的尺带顶端部位处设置有尺砣,借助其重力作用可以对液体深度进行测量。
在尺砣顶端部位处设置有刻度线,这种测量结构使得其在实际应用过程中需要进行零值误差检定。
对其零值误差而言,主要是从尺砣端部到500mm线纹部位处的误差,对应允许误差控制在±0.5mm。
零值误差检定主要借助零位检定器完成,具体就是在5m检定台首部延伸部位处安装零位检定器,之后采用500mm长度量具对标准500mm长度进行测量,对其顶端螺母进行调整,保证量具上面500mm处刻线同钢卷尺零刻度线保持对齐状态。
被检钢卷尺尺砣可以放置到零位检定器V型架上面,保证其零位挡板和前端面保持相互靠近,在检定器台面上顺着尺砣轴线方向将钢尺带进行平铺,保证另一端尺带悬挂重量和尺砣相同的重锤,在尺带500mm刻度处借助显微镜读出这时候的零值误差。
鉴于钢尺带上面设置的尺砣依赖于人员进行固定操作,不可避免地会出现晃动情况,为了可以减少该方面给零值误差检定带来的不利影响,可以采用专门的固定装置来进行有效固定。
钢卷尺检定装置作业指导书

1 范围用于普通钢卷尺、测深钢卷尺的首次检定、后续检定和使用中检查2 引用文献JJG4-2015《钢卷尺》3 技术要求和检定条件3.1检定温度:检定Ⅰ级钢卷尺时应为:(20±5)℃;检定Ⅱ级钢卷尺时应为:(20±8)℃3.2钢卷尺检定时的张紧力:普通钢卷尺的张紧力为49N;标称长度小于5m和弧形尺带的钢卷尺在检定时张紧力不作要求3.3 检定前将检定用标准器具与被检尺在规定温度下等温,平衡温度时间不少于4h。
4 使用的仪器设备5 检定过程5.1 将被检尺拉出擦净,检查其外观及相互作用。
5.2 检查被检尺的线纹宽度,如有疑问,用读数显微镜进行检查。
5.3 检定钢卷尺的示值误差:首先用压紧装置将标准钢卷尺和被检钢卷尺紧固在检定台上,分别在标准尺和被检尺的另一端按规定加上拉力,调整检定台上的调零机构,使被检尺的零值线纹和标准尺的零值线纹对齐,按每米逐段连续读取各段和全长误差。
全长不足3米的钢卷尺,受检段应不小于3段。
5.4 任意线纹间的示值误差是在逐米进行检定的同时在全长范围内任选2~3段进行评定,其示值误差不得超过相应段允许误差的要求。
当被检尺全长大于检定台面长度时,可用分段法进行检定,其全长误差为各段误差的代数和。
5 检定后工作5.1 填写数据检定完毕后,进行复核,对标准设备、配套设备放置在标准盒子里。
填好计量标准仪器使用记录、环境监测记录等记录,并将检定原始记录填写完整。
判断检定结果,合格的发放检定证书,不合格的发放检定结果通知书,并注明不合格项目。
5.2 维护保养5.2.1实验室应指定专人使用和维护本仪器。
5.2.2 本仪器如果较长时期不用,维护人员应每月至少作一次维护保养,确保其功能正常。
6 期间核查6.1 每一年进行一次期间核查,并作好核查记录。
6.2 核查方法6.2.1 JJG4-2015《钢卷尺》检定方法和步骤。
6.2.2数据分析:将所测数据与上次同一钢卷尺的检测数据进行比较,以判定检定装置的性能变化量。
钢卷尺测量台的校准方法
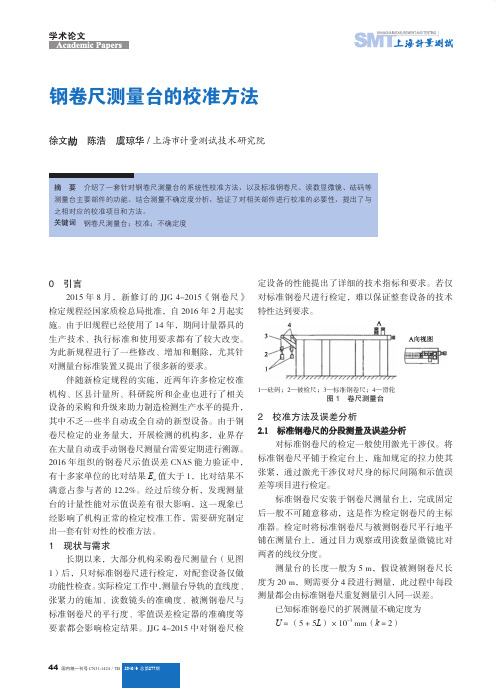
国内统一刊号CN31-1424/TB 2019/6 总第277期0 引言2015年8月,新修订的JJG 4-2015《钢卷尺》检定规程经国家质检总局批准,自2016年2月起实施。
由于旧规程已经使用了14年,期间计量器具的生产技术、执行标准和使用要求都有了较大改变。
为此新规程进行了一些修改、增加和删除,尤其针对测量台标准装置又提出了很多新的要求。
伴随新检定规程的实施,近两年许多检定校准机构、区县计量所、科研院所和企业也进行了相关设备的采购和升级来助力制造检测生产水平的提升,其中不乏一些半自动或全自动的新型设备。
由于钢卷尺检定的业务量大,开展检测的机构多,业界存在大量自动或手动钢卷尺测量台需要定期进行溯源。
2016年组织的钢卷尺示值误差CNAS 能力验证中,有十多家单位的比对结果E n 值大于1,比对结果不满意占参与者的12.2%。
经过后续分析,发现测量台的计量性能对示值误差有很大影响,这一现象已经影响了机构正常的检定校准工作,需要研究制定出一套有针对性的校准方法。
1 现状与需求长期以来,大部分机构采购卷尺测量台(见图1)后,只对标准钢卷尺进行检定,对配套设备仅做功能性检查。
实际检定工作中,测量台导轨的直线度、张紧力的施加、读数镜头的准确度、被测钢卷尺与标准钢卷尺的平行度、零值误差检定器的准确度等要素都会影响检定结果。
JJG 4-2015中对钢卷尺检钢卷尺测量台的校准方法徐文劼 陈浩 虞琼华 / 上海市计量测试技术研究院摘 要 介绍了一套针对钢卷尺测量台的系统性校准方法,以及标准钢卷尺、读数显微镜、砝码等测量台主要部件的功能。
结合测量不确定度分析,验证了对相关部件进行校准的必要性,提出了与之相对应的校准项目和方法。
关键词 钢卷尺测量台;校准;不确定度定设备的性能提出了详细的技术指标和要求。
若仅对标准钢卷尺进行检定,难以保证整套设备的技术特性达到要求。
1—砝码;2—被检尺;3—标准钢卷尺;4—滑轮图1 卷尺测量台2 校准方法及误差分析2.1 标准钢卷尺的分段测量及误差分析对标准钢卷尺的检定一般使用激光干涉仪。
5m钢卷尺建标报告
+0.01
0-4.0
4.0 +0.05
0-0.5
0.5 +0.01 0-1.5
2.0
+0.03
0-4.5
4.5 +0.05
0-0.6
0.6 +0.01 0-2.0
3.0
+0.05
0-5.0
5.0 +0.06
五、环境条件
序号
项目
1
温度
2
湿度
3
4
5
6
要求 (20±5)℃
≤80%RH
实际情况 23℃ 65%RH
计量标准5m钢卷尺检定装置计量标准考核证书号存放地点计量标准总价值万元计量标准计量授权前两次复查时间和方式现场考评测量范围05000mm不确定度或准确度等级或最大允许误差002002lmm测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定周准日期检定或校准机构及证书号5m标准钢卷尺5m05000mm最大允许误差002002lmm天津市计量监督检测研究院10040820100517中国计量科学研究cdjx20100526jc1020准确度001mm莱州市得川试验仪器有限公20100512天津市计量监督检测科学研cdgy1000271专用砝码49n最大允许误差250mg天津市计量监督检测科学研20100510天津市计量监督检测科学研2010cs05040003720523合格80rh65rh合格从事本项目年限文化程度核准的检定或校准项目资格证书名称及注册编号发证机关计量标准考核复查申请书具备计量标准技术报告具备计量标准的重复性试验记录具备计量标准的稳定性考核记录具备计量标准更换申报表如果适用具备计量标准封存或撤销申报表如果适用具备计量标准履历书具备10国家计量检定系统表如果适用具备11计量检定规程或技术规范具备12计量标准操作程序具备13计量标准器及主要配套设备使用说明书如果适用具备14计量标准器及主要配套设备的检定证书或校准证书具备15检定或校准人员的资格证明具备16实验室的相关管理制度161实验室岗位管理制度具备162计量标准使用维护管理制度具备163量值溯源管理制度具备164环境条件及设施管理制度具备165计量检定规程或技术规范管理制度具备166原始记录及证书管理制度具备167事故报告管理制度具备168计量标准文件集管理制度具备17开展检定或校准工作的原始记录及相应的检定或校准证书副本具备18可以证明计量标准具有相应测量能力的其他技术资料测量范围不确定度或准确度等级或最大允许误差所依据的计量检定规程或技术规范的代号及名称钢卷尺05000mm最大允许误差0101lmmjjg41999钢卷尺检定规程申请考核单位意见负责人签字
计量标准技术报告钢卷尺
计量标准技术报告计量标准名称钢卷尺标准装置建立计量标准单位扬州市计量所计量标准负责人筹建起止日期1990年4月说明1、申请建立计量标准应填写《计量标准技术报告》。
计量标准考核合格后由申请单位存档。
2、《计量标准技术报告》由计量标准负责人填写。
3、《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目录一、计量标准的工作原理及其组成 (1)二、选用的计量标准器及主要配套设备 (2)三、计量标准的主要技术指标 (3)四、环境条件 (3)五、计量标准的量值溯源和传递框图 (4)六、计量标准的测量重复性考核 (5)七、计量标准的稳定性考核 (6)八、测量不确定度评定 (7)九、计量标准的测量不确定度验证 (11)十、结论 (12)十一、附加说明 (12)13467则可得到 u(1e ∆)=s p =0.07mm自由度 ν(1e ∆)=10-1=93.2 检定钢卷尺时人眼分辨率引起的标准不确定度分项u(2e ∆)的评定由于每次测量人眼分辨率a 大致为0.1mm ,包含因子K 为3,由于一次测量带有2次人眼分辨率误差,故u(2e ∆)=2×321a =0.041mm估计其相对不确定度为20%,则其自由度为ν(2e ∆)=25。
3.3 标准钢卷尺示值误差引起的不确定度分项u(3e ∆)的评定根据JJG741-1991 《标准钢卷尺规程》,Ⅰ级标准钢卷尺最大允许示值误差为±(0.02+0.02L)mm ,半宽a 为(0.02+0.02L)mm ;认为其服从正态分布,包含因子K 为3,则L 以5m 代入:u(3e ∆)=302L)(0.02+=0.04mm考虑其相当可靠,则自由度ν(3e ∆)→∞.3.4 由拉力误差给出的标准不确定度分项u (e 4)的评定 由拉力引起的误差为:=L 103×))(8.9(mm F E p ⨯⨯∆式中 :L- 钢卷尺的长度 ,以m 为单位取值 ;- 拉力偏差 ,由JJG741-1991《标准钢卷尺检定规程》知5.0≤∆p N ;E - 弹性系数 ,E=200002mm kg ;F - 钢卷尺的横截面积 ,改尺的横截面宽度为12mm ,其厚度为0.22mm(F=12×0.22mm 2)则: )(1066.94mm L -⨯=δ拉力误差p ∆以相等的概率出现在半宽为0.5N 的区间 ,认为其服从均匀分布 ,包含因子k 取3.由于被检验钢卷尺和标准钢卷尺都需加一定的拉力 ,故拉力误差在5m 测量过程中影响两次.u(4e ∆)=23δ=2⨯0.0027mm=0.004mm(标称长度小于5m 的弧形尺带卷尺张紧力不作规定)估计其相对不确定度为20%,则其自由度为ν(2e ∆)=25。
钢卷尺检定规程
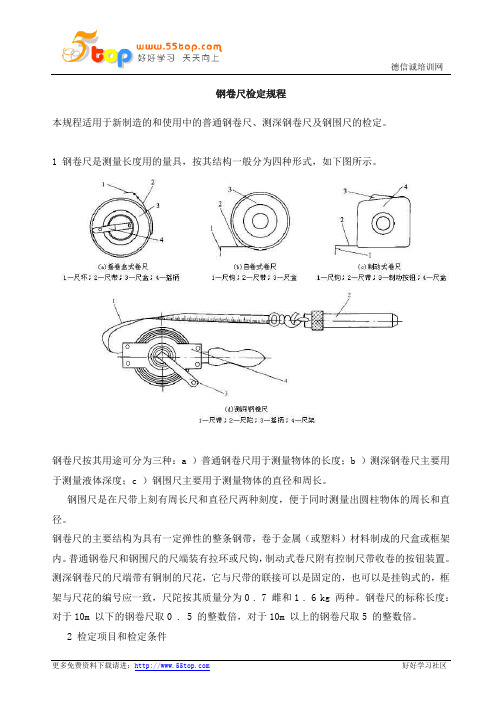
钢卷尺检定规程本规程适用于新制造的和使用中的普通钢卷尺、测深钢卷尺及钢围尺的检定。
1 钢卷尺是测量长度用的量具,按其结构一般分为四种形式,如下图所示。
钢卷尺按其用途可分为三种:a )普通钢卷尺用于测量物体的长度;b )测深钢卷尺主要用于测量液体深度;c )钢围尺主要用于测量物体的直径和周长。
钢围尺是在尺带上刻有周长尺和直径尺两种刻度,便于同时测量出圆柱物体的周长和直径。
钢卷尺的主要结构为具有一定弹性的整条钢带,卷于金属(或塑料)材料制成的尺盒或框架内。
普通钢卷尺和钢围尺的尺端装有拉环或尺钩,制动式卷尺附有控制尺带收卷的按钮装置。
测深钢卷尺的尺端带有铜制的尺花,它与尺带的联接可以是固定的,也可以是挂钩式的,框架与尺花的编号应一致,尺陀按其质量分为0 . 7 雌和1 . 6 kg 两种。
钢卷尺的标称长度:对于10m 以下的钢卷尺取0 . 5 的整数倍,对于10m 以上的钢卷尺取5 的整数倍。
2 检定项目和检定条件2 . 1 检定条件2 . 1 . 1 检定温度检定工级钢卷尺时应为(20 士5 )℃;检定11 级钢卷尺时应为(20 士8 )℃;钢围尺的检定温度为(20 士8 )℃。
2 . 1 . 2 钢卷尺检定时的张紧力2 . 1 . 2 . 1 检定普通钢卷尺和钢围尺时的张紧力为49N 。
2 . 1 . 2 . 2 检定测深钢卷尺时的张紧力,根据其尺花质量分别为轻陀尺为9 . 8N ,重舵尺为15 . 7N 。
2 . 1 . 2 .3 标称长度小于sm 和弧形尺带的钢卷尺在检定时的张紧力不作规定。
注:张紧力也可根据用户的要求确定,但要在出具的检定证书上注明,并给出修正量及测量不确定度。
张紧力的误差应小于IN 。
2 . 1 .3 检定前被检尺在规定温度下恒温时间不得少于4ho2 . 2 钢卷尺的检定项目和检定工具3 . 1 . 1 . 3 尺带表面应有防腐层,且要牢固、平整光洁,色泽应均匀,无明显的气泡、脱皮和皱纹,无锈迹、斑点、划痕等缺陷。
钢卷尺校验方法
钢卷尺校验记录
校验编号: 仪器名称 规格型号 生产厂家 计量器具名称 游标卡尺 序号 1 校准项目 外观目测 标尺刻度清晰 2 标尺刻度 以下空白 1000mm±1mm 合格 校准要求 (mm) 无变形及折痕 合格 实测结果(mm) 管理编号 规格型号 出厂编号 证书号 钢卷尺 仪器编号 出厂编号
校验日期:
年
月
日核验:校验:仪器名称钢卷尺仪器编号规格型号出厂编号生产厂家计量器具名称管理编号规格型号出厂编号证书号游标卡尺序号校准项目校准要求mm实测结果mm外观目测无变形及折痕标尺刻度清晰合格标尺刻度1000mm1mm合格以下空白校验日期
钢卷尺校验方法 (一) 、技术要求 1、卷尺应无变形折痕,标尺刻度清晰 2、量程:1000mm±1mm (二) 、验用标准器具 3、游标卡尺。 (三) 、校验方法 4、用游标卡尺测量应符合第 2 条的要求。 (四) 、校验结果评定 校验结果符合技术要求为合格,合格者方可使用。 (五) 、检验周期 1年 (六) 、校验记录
钢卷尺检定规程_钢卷尺检定技术规范

钢卷尺校检规程
1、目的:为控制钢卷尺的精度,确保产品检测的质量,特制定本规程。
2、范围:本规程适合于公司内部所使用的量程为3000 mm、5000 mm钢卷尺的校检。
3、校检办法及技术要求
3.1 使用的工具:经校检并在校检期内的量程为1000 mm的钢板尺。
3.2 校检环境要求:温度在20—25℃,相对湿度≤70%。
3.3 校检方法:
3.3.1 用钢板尺的零标线准确的对齐钢卷尺的零标识处,测量并读取钢卷尺1000 mm刻线的度量数a1(精确至0.1mm);
3.3.2 将钢板尺顺延1000 mm,用钢板尺的零标线准确的对齐钢卷尺的1000 mm标识处,测量并读取钢卷尺2000 mm刻线的度量数a2(精确至0.1mm);
3.3.3 将钢板尺顺延1000mm,按3.3.1、3.3.2条款的要求测得下一个1000 mm间距的测量值a3 , 重复此项操作,直至钢卷尺的满刻度的a i(精确至0.1mm);
3.3.4 计算偏差J n的值,J n=a n—1000 mm(精确至0.1mm);
3.3.5 求出测量累计偏差值k,k= J1+ J2+ … + J i (精确至0.1mm);
3.4 技术要求:|J n| 均≤0.2mm,且| k |≤0.5mm为合格。
4、校检周期:钢卷尺为一次性校准。
注:量程为3000 mm的钢卷尺i=3 , 量程为5000 mm的钢卷尺i=5 。
起草人:批准:日期:
1。
钢卷尺检定规程

校准:使用标准 尺进行校准,确 保钢卷尺的准确 性
在检定过程中,操作人员应遵守相关安全规定
01
02
03
04
操作人员应熟悉 检定规程,掌握 检定方法和步骤
操作人员应遵守 实验室安全规定, 确保检定过程安 全
操作人员应使用 合格的检定仪器 和设备,确保检 定结果的准确性
操作人员应做好 检定记录,确保 检定数据的可追 溯性和完整性
添加标题
添加标题
添加标题
检定方法:采用标准长度进行测量, 对比测量结果与标准值的差异
检定结果:根据检定结果判断钢卷 尺的准确度是否符合要求,是否需 要校准或更换
确保钢卷尺满足使用要求
01
检定目的:确 保钢卷尺的准 确性和可靠性
02
检定项目:长 度、角度、硬 度等
03
检定方法:采 用国家标准或 行业标准进行 检定
钢卷尺。
拉伸性能检查
拉伸试验:测量钢卷尺的拉伸强 度和伸长率
试验条件:温度、湿度、拉伸速 度等
A
B
C
D
试验方法:采用拉伸试验机进行 试验
试验结果:拉伸强度和伸长率的 数值,以及是否符合标准要求
Part Three
检定标准
外观标准
01
尺带表面应平整、光滑,无明显 划痕、凹陷、凸起等缺陷。
03
尺带表面应无锈蚀、污渍等影响 使用的现象。
05
尺带两端的挂钩应牢固、无松动、 脱落现象。
尺带边缘应整齐、无毛刺,尺带 两端应无松动、脱落现象。
02
尺带表面应无明显色差,印刷内 容应清晰、完整。
04
尺带两端的挂钩应无毛刺、锐边 等影响使用的现象。
06
尺寸标准
钢卷尺检定台型号配制与技术指标 2
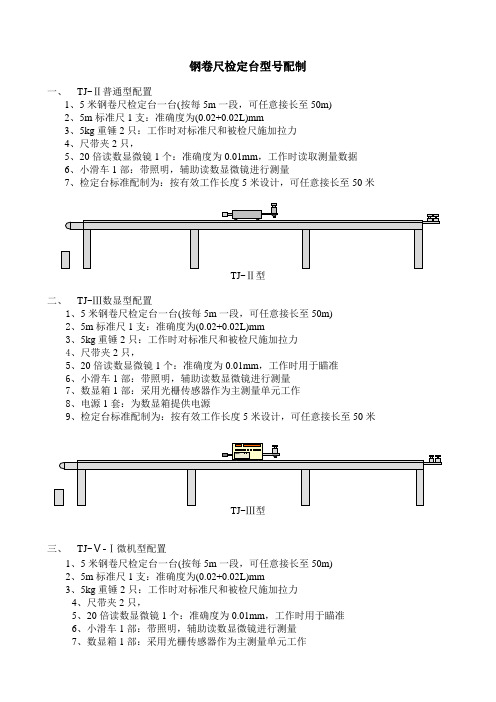
钢卷尺检定台型号配制一、TJ-Ⅱ普通型配置1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)2、5m标准尺1支:准确度为(0.02+0.02L)mm3、5kg重锤2只:工作时对标准尺和被检尺施加拉力4、尺带夹2只,5、20倍读数显微镜1个:准确度为0.01mm,工作时读取测量数据6、小滑车1部:带照明,辅助读数显微镜进行测量7、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米TJ-Ⅱ型二、TJ-Ⅲ数显型配置1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)2、5m标准尺1支:准确度为(0.02+0.02L)mm3、5kg重锤2只:工作时对标准尺和被检尺施加拉力4、尺带夹2只,5、20倍读数显微镜1个:准确度为0.01mm,工作时用于瞄准6、小滑车1部:带照明,辅助读数显微镜进行测量7、数显箱1部:采用光栅传感器作为主测量单元工作8、电源1套:为数显箱提供电源9、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米三、TJ-Ⅴ-Ⅰ微机型配置1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)2、5m标准尺1支:准确度为(0.02+0.02L)mm3、5kg重锤2只:工作时对标准尺和被检尺施加拉力4、尺带夹2只,5、20倍读数显微镜1个:准确度为0.01mm,工作时用于瞄准6、小滑车1部:带照明,辅助读数显微镜进行测量7、数显箱1部:采用光栅传感器作为主测量单元工作8、电源1套:为数显箱提供电源9、数据库1套: TJ-Ⅴ钢卷尺检定装置示值误差与数据处理程序是严格按照JJG4-1999《钢卷尺》检定规程编制的,该程序可自行对被测量尺作出是否符合Ⅰ级(0.1+0.1L)mm,Ⅱ级(0.3+0.2L)mm及不合格的判定。
该程序同时还可以对纤维卷尺,测绳等计量器具进行检定。
该系统采用无线遥控传输技术实现传感器信号与计算机时时对话,时时数据处理。
10、计算机:DELL品牌商用机380MT/双核/CPU/5400/1G内存/320G硬盘/DVD光驱/19"屏/集成显卡/音箱(此机器随DELL市场营销变动)11、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米TJ-Ⅴ-Ⅰ微机型四、TJ-Ⅴ-Ⅱ影像型配置1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)2、5m标准尺1支:准确度为(0.02+0.02L)mm3、5kg重锤2只:工作时对标准尺和被检尺施加拉力4、尺带夹2只,5、CCD工业相机1个:准确度为0.01mm,工作时用于瞄准6、小滑车1部:带照明,辅助工业相机瞄准进行测量7、数显箱1部:采用光栅传感器作为主测量单元工作8、电源1套:为数显箱提供电源9、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米TJ-Ⅴ-Ⅱ影像型五、TJ-Ⅴ-Ⅲ微机影像型配置1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)2、5m标准尺1支:准确度为(0.02+0.02L)mm3、5kg重锤2只:工作时对标准尺和被检尺施加拉力4、尺带夹2只,5、CCD工业相机1个:准确度为0.01mm,工作时用于测量6、小滑车1部:带照明,辅助CCD工业相机进行测量7、数显箱1部:随机显示测量数据元工作8、电源1套:为数显箱提供电源9、数据库1套: TJ-Ⅴ钢卷尺检定装置示值误差与数据处理程序是严格按照JJG4-1999《钢卷尺》检定规程编制的,该程序可自行对被测量尺作出是否符合Ⅰ级(0.1+0.1L)mm,Ⅱ级(0.3+0.2L)mm及不合格的判定。
钢直尺检定仪(检定台)的操作规程及使用保养方法-上海标卓科学仪器
BZ-ZC型钢直尺检定仪(检定台)使用说明书上海标卓科学仪器有限公司钢直尺检定台别名钢卷尺检定装置、钢卷尺检定仪本仪器适用于新制造、使用中的钢直尺的检定。
1钢卷尺检定台概述钢直尺包括普通钢直尺和棉纤维钢尺'是测量长度的量具,由不锈钢片制成;尺的刻线面上下两侧刻有线纹。
普通钢直尺的标称长度有150,300,500(600),1000,1500,2000mm6种;棉纤维钢尺的标称长度为50mm。
尺的方形一端为工作端,另一端为圆弧形并带悬挂孔,2检定项目和检定条件2.1检定项目和主要检定工具列于表1。
2.2钢直尺示值误差检定时室内温度应在(20±5)℃范围内。
被检尺及检定工具在室内平衡温度时间应不少于2ho3技术要求和检定方法3.1外观3.1.1要求3.1.1.1尺的端边、侧边及背面应光滑,不应有毛刺、锋口和锉痕等现象。
棉纤维钢尺上述部位的表面粗糙度尺≤1.6Um。
3.1.1.2尺的刻线面及刀口平面不应有碰伤、锈迹及影响使用的明显斑点、划痕。
棉纤维钢尺上述部位的表面粗糙度R。
≤0.8Um。
3.1.1.3线纹必须明晰,垂直到侧边,不应有目力可见的断线现象存在。
半毫米、毫米、半厘米、厘米线纹应用不同长度的线纹表示。
所有同名长度的线纹应等长。
钢直尺分度应自端边算起,标注相应的以厘米为计数单位的数字。
标称全长处应标注cm单位。
3.1.1.4尺上应标注制造厂名(或商标)、MC标志、分度值及编号。
数字、文字、线纹均应清晰,排列整齐,不得有遗漏。
新制造的尺应符合以上要求,使用中的尺允许有不影响准确度的外观缺陷。
3.1.2钢卷尺检定台检定方法表面粗糙度用表面粗糙度比较样块比较,发现有疑问时,可用表面粗糙度测量仪器检定。
其余外观项目和使用中的尺,用目力观察。
3,2尺面平面度3.2.1要求尺面平面度不应超过表2的规定。
3,2尺面平面度3.2.1要求尺面平面度不应超过表2的规定。
3.2.2检定方法被检尺平放在相应规格的1级平尺(或1级平板)上,用相应的1级塞尺在尺的全长范围内进行检定,如能通过,则不合格。
全钢实验台技术参数要求解读
一、实验室家具技术要求(一)制造标准 1、家具及配套水电安装施工应符合以下标准的要求:实验室等级(Laboratory Grade Casework )《美国科学设备暨实验室家具国际协会》SEFA 8 M (1 钢制柜体要求);;(Installation 安装要求)2()《美国科学设备暨实验室家具国际协会》SEFA 2Burning Surface Test Method for 会》ASTM-E-84 (Standard 料(3)《美国材与试验协;Characteristics of Building Materials 建筑材料表面耐燃特性测试标准)实验室化Fire Protection for Laboratories Using Chemicals NFPA-45 ((4)《美国防火协会》;学品防火要求)(5)《金属家具通用技术条件》(GB/T 3325-2008);(二)总体性能及技术要求实验室家具结构和性能特征要满足SEFA 8 M的要求,这一系列产品需满足以下要求。
1、实验室家具应能承受以下最大荷重而不变形及影响使用:(1)底柜承重:907公斤(2000磅);(2)门板承重:90公斤(200磅);(3)抽屉承重:68公斤(150磅);(4)工作桌承重(4脚):272公斤(600磅);(5)基本柜体和高柜内层板承重:90公斤(200磅)。
2、钢材表面处理(所有钢制柜体、框架及支架依本规定办理):(1)预处理:按照标准工序进行脱脂、水洗、酸洗、水洗中和、磷化、水洗等过程;(2)应采用机器手自动喷枪环氧树酯粉末(参考品牌:杜邦DuPont或同档次品牌)静电喷涂,经高温固化成光滑表面。
表面喷涂达汽车工业级(前期客户提交过样品的,以样品为标准,和样品工艺一致,方可安装,未提交样品得经甲方确认达到标准后方可安装),金属表面抗一定的化学物质,颜色可根据标准色样由采购单位统一选择;不允许出现露底、起泡、橘皮现象。
钢卷尺检定仪技术报告
) ) ) ) ) ) ) ) ) ) ) )
一、建立计量标准的目的 钢卷尺是长度测量最普遍、最基本的计量量具之一,保证其测量的准确性 对产品生产具有重大意义;建立钢卷尺检定装置的计量标准,能保证钢 卷尺的测量的准确性以及量值传递的统一性,从而达到指导生产的作 用,因此,本公司特建立此项标准。
二、计量标准的工作原理及其组成 工作原理:钢卷尺检定在钢卷尺检定台上用经检定合格的标准钢卷尺与被 检钢卷尺进行比较测量,即按每米逐段连续读取各段和全长误差。 组成:标准钢卷尺、被检尺、砝码、读数显微镜
读 数 显 微 JC10 镜
0-6mm 20X
准确度 0.01mm
XX 公司
主 要 配 套 设 备
专用法码
5KG
49N
最大允许误差 XX 公司 250mg
XX 计 量 1 年 测试 研究 院 XX 计 量 1 年 测试 研究 院
四、计量标准的主要技术指标 该装置可检测项目:1 级, 2 级普通钢卷尺。 测深钢卷尺(量油尺)。 纤维卷尺。 测绳等卷尺类大量程量具。 1. 检定台外形长度:5.3m(总长约 5.9m,可根据用户要求按照每 5m 段任 意接长至 50m) 2. 有效检测长度:5m(采用分段法检测测量范围: (5—200)m) 。 3. 标准钢卷尺准确度:±(0.03+0.03L)mm 4. 检定台导规直线度:≤0.3mm/m 5. 检定台整体静摩擦力:≤4N 6. 仪器最小分辨力:0.01mm 7. 仪器自带照明装置 8. 读数显微镜: 20X 0.01mm
计 量 标 准 技 术 报 告
计 量 标 准 名 称 5 米钢卷尺检定装置 计量标准负责人 建标单位名称(公章) 填 写 日 期
目
录
一、建立计量标准的目的…………………………………………………… ( 二、计量标准的工作原理及其组成 …………………………………… ( 三、计量标准器及主要配套设备………………………………………… ( 四、计量标准的主要技术指标………………………………………( 五、环境条件…………………………………………………………… ( 六、计量标准的量值溯源和传递框图……………………………………… ( 七、计量标准的重复性试验………………………………………………… ( 八、计量标准的稳定性考核……………………………………………………( 九、检定或校准结果的测量不确定度评定………………………………… ( 十、检定或校准结果的验证………………………………………………… ( 十一、结论…………………………………………………………………… ( 十二、附加说明…………………………………………………………………(
卷尺技术规范

+0.06mm
+0.06mm
+0.09mm
3.0m
+0.08mm
+0.05mm
+0.07mm
+0.09mm
5.0m
+0.11mm
+0.09mm
0.08mm
+0.10mm
Xmax-Xmin=0.11-0.02=0.09<±0.1mm
符合Ⅰ级标准 符合JJG741-91《标准钢卷尺规程》
6
3.1 测量重复性引起的标准不确定度分项u( )的评定
将被检定钢卷尺放在台上,使其与标准钢卷尺平行,并使被检定钢卷尺和标准钢卷尺零位对齐,然后读出5m处示值误差,作为一次测量过程。重复上述过程,在重复性条件下连续测量10次,得一测量列:(单位:mm)
5000.1,5000.2,5000.1,5000.2,5000.1,
5000.2,5000.1,5000.2,5000.1,5000.3.
=5000.16mm
单次标准差
s= =0.07mm
7
八、测量不确定度评定
则可得到 u( )=s =0.07mm
自由度 ( )=10-1=9
3.2检定钢卷尺时人眼分辨率引起的标准不确定度分项u( )的评定
由于每次测量人眼分辨率a大致为0.1mm,包含因子K为 ,由于一次测量带有2次人眼分辨率误差,故
卷尺技术规范
一、计量标准的工作原理及其组成………………………………………(1)
二、选用的计量标准器及主要配套设备…………………………………(2)
三、计量标准的主要技术指标……………………………………………(3)
四、环境条件………………………………………………………………(3)
钢卷尺规格型号
钢卷尺规格型号钢卷尺是一种常见且广泛应用的测量工具。
它以其精确度、可靠性和便捷性而受到众多行业的青睐。
钢卷尺的规格型号是购买和使用过程中重要的考虑因素。
本篇文档将介绍钢卷尺的规格型号及其应用领域。
首先,我们将从钢卷尺的基本构造和主要特点开始。
钢卷尺的构造包括尺身、刻度、锁定装置、卷尺末端和卷尺外壳等部分。
尺身通常是由钢质材料制成,通常有不同的长度可供选择。
尺身上的刻度用于测量长度和距离。
刻度一般分为英制和公制两种,用户可以根据需要选择合适的刻度单位。
有些钢卷尺还具有双刻度,方便在不同单位之间转换。
锁定装置用于固定钢卷尺的长度,以便于读取和记录测量结果。
卷尺末端通常有一个钩子,可用于固定在测量物体边缘或孔洞。
卷尺的外壳一般由工程塑料材料制成,以保护卷尺内部零件。
钢卷尺的规格型号通常通过测量长度、刻度、精度和使用环境等要素来确定。
测量长度是指钢卷尺可测量的最大长度。
常见的测量长度为3米、5米、8米等。
刻度是指刻度的密度和精度。
一般来说,刻度越密集,测量精度越高。
常见的刻度密度有每毫米一刻度、每厘米一刻度等。
精度是指钢卷尺的测量误差范围。
精度通常以“等级”表示,其中等级越高,测量精度越高。
常见的等级有0级、I级、II级等。
使用环境包括一般使用环境和特殊使用环境。
一般使用环境指适用于室内和室外常见的测量环境,而特殊使用环境指适用于高温、低温、潮湿或易腐蚀等特殊环境的钢卷尺。
钢卷尺的规格型号根据不同的应用领域也有所差异。
以下是几个常见的应用领域及相应的钢卷尺规格型号:1.建筑施工:钢卷尺在建筑施工中广泛应用于测量墙体长度、天花板高度、窗户尺寸等。
常见的规格型号为5米、10米等。
2.家具制造:钢卷尺在家具制造中常用于测量家具尺寸、孔洞间距等。
常见的规格型号为3米、5米等。
3.汽车维修:钢卷尺在汽车维修中通常用于测量车身长度、零件尺寸等。
常见的规格型号为3米、5米等。
4.纺织工业:钢卷尺在纺织工业中常用于测量纺织品长度、宽度等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢卷尺检定台型号配制
一、TJ-Ⅱ普通型配置
1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)
2、5m标准尺1支:准确度为(0.02+0.02L)mm
3、5kg重锤2只:工作时对标准尺和被检尺施加拉力
4、尺带夹2只,
5、20倍读数显微镜1个:准确度为0.01mm,工作时读取测量数据
6、小滑车1部:带照明,辅助读数显微镜进行测量
7、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米
TJ-Ⅱ型
二、TJ-Ⅲ数显型配置
1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)
2、5m标准尺1支:准确度为(0.02+0.02L)mm
3、5kg重锤2只:工作时对标准尺和被检尺施加拉力
4、尺带夹2只,
5、20倍读数显微镜1个:准确度为0.01mm,工作时用于瞄准
6、小滑车1部:带照明,辅助读数显微镜进行测量
7、数显箱1部:采用光栅传感器作为主测量单元工作
8、电源1套:为数显箱提供电源
9、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米
三、TJ-Ⅴ-Ⅰ微机型配置
1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)
2、5m标准尺1支:准确度为(0.02+0.02L)mm
3、5kg重锤2只:工作时对标准尺和被检尺施加拉力
4、尺带夹2只,
5、20倍读数显微镜1个:准确度为0.01mm,工作时用于瞄准
6、小滑车1部:带照明,辅助读数显微镜进行测量
7、数显箱1部:采用光栅传感器作为主测量单元工作
8、电源1套:为数显箱提供电源
9、数据库1套: TJ-Ⅴ钢卷尺检定装置示值误差与数据处理程序是严格按照JJG4-1999《钢卷尺》检定规程编制的,该程序可自行对被测量尺作出是否符合Ⅰ级(0.1+0.1L)mm,Ⅱ级(0.3+0.2L)mm及不合格的判定。
该程序同时还可以对纤维卷尺,测绳等计量器具进行检定。
该系统采用无线遥控传输技术实现传感器信号与计算机时时对话,时时数据处理。
10、计算机:DELL品牌商用机380MT/双核/CPU/5400/1G内存/320G硬盘/DVD光驱/19"
屏/集成显卡/音箱(此机器随DELL市场营销变动)
11、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米
TJ-Ⅴ-Ⅰ微机型
四、TJ-Ⅴ-Ⅱ影像型配置
1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)
2、5m标准尺1支:准确度为(0.02+0.02L)mm
3、5kg重锤2只:工作时对标准尺和被检尺施加拉力
4、尺带夹2只,
5、CCD工业相机1个:准确度为0.01mm,工作时用于瞄准
6、小滑车1部:带照明,辅助工业相机瞄准进行测量
7、数显箱1部:采用光栅传感器作为主测量单元工作
8、电源1套:为数显箱提供电源
9、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米
TJ-Ⅴ-Ⅱ影像型
五、TJ-Ⅴ-Ⅲ微机影像型配置
1、5米钢卷尺检定台一台(按每5m一段,可任意接长至50m)
2、5m标准尺1支:准确度为(0.02+0.02L)mm
3、5kg重锤2只:工作时对标准尺和被检尺施加拉力
4、尺带夹2只,
5、CCD工业相机1个:准确度为0.01mm,工作时用于测量
6、小滑车1部:带照明,辅助CCD工业相机进行测量
7、数显箱1部:随机显示测量数据元工作
8、电源1套:为数显箱提供电源
9、数据库1套: TJ-Ⅴ钢卷尺检定装置示值误差与数据处理程序是严格按照JJG4-1999《钢卷尺》检定规程编制的,该程序可自行对被测量尺作出是否符合Ⅰ级(0.1+0.1L)mm,Ⅱ级(0.3+0.2L)mm及不合格的判定。
该程序同时还可以对纤维卷尺,测绳等计量器具进行检定。
该系统采用无线遥控传输技术实现传感器信号与计算机时时对话,时时数据处理。
10、计算机:DELL品牌商用机380MT/双核/CPU/5400/1G内存/320G硬盘/DVD光驱/19"
屏/集成显卡/音箱(此机器随DELL市场营销变动)
11、检定台标准配制为:按有效工作长度5米设计,可任意接长至50米
TJ-Ⅴ-Ⅲ微机影像型配置
六、附件配置说明:
1、10kg砝码:当检定台长度大于30米时检定大于30米的钢卷尺需要加载10kg砝码。
2、1.6kg砝码:当检测测深钢卷尺时应加载1.6kg砝码。
3、1.0kg砝码:当检测纤维卷尺时应加载1.0kg砝码。
4、零位检定器:检测测深钢卷尺时使用零位检定器首先检测尺砣的零位误差,然后再检测尺身线纹刻度示值误差。
5、重锤提升器:将5kg(10kg)装入其中工作时采用人工脚踏方式进行重锤加载或卸载,可以适当减轻劳动强度。