产品工艺流程图
糕点冷加工工艺流程图

糕点冷加工工艺流程图-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
产品工艺流程图
二、烘烤类糕点(冷加工类)
关键设备:和面机关键设备:煎烤炉
75kg,32转/分 170-230℃
工艺参数:按具体产品的工艺文件(配料表)执行工艺参数:按具体产品的工
艺文件执行
榴莲千层蛋糕:榴莲鲜果、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉
草莓千层蛋糕:草莓、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉
咖啡千层蛋糕:咖啡、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉
芒果红豆千层蛋糕:芒果鲜果、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉、红豆
芒果蓝莓千层蛋糕:芒果鲜果、蓝莓鲜果、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉
芒果千层蛋糕:芒果鲜果、鸡蛋、乳脂奶油、白砂糖、纯净水、牛奶、面粉
2。
工艺流程图名词解释

工艺流程图名词解释工艺流程图是工业生产中常用的一种图示工具,用于展示产品生产过程中的各个环节和步骤。
工艺流程图使用一系列的符号和图形表示不同的操作和设备,有助于人们迅速理解和识别生产流程。
本文将对工艺流程图中常见的名词进行解释,以帮助读者更好地理解和应用这些符号。
流程在工艺流程图中,流程表示产品生产的一个阶段或步骤。
它由一个或多个操作组成,用来描述物质或信息在生产过程中的流动。
流程通常用矩形框表示,在框内写明每个流程的名称。
操作操作代表了工艺流程图中的一个具体步骤,通常与某种设备或操作相关联。
操作用圆角矩形框表示,框内写明操作的名称。
操作可以是物理操作,如加热、搅拌、分离等,也可以是信息处理操作,如计算、记录、通信等。
操作之间通过箭头表示流向。
检查检查表示产品在生产过程中的质量检验环节。
检查通常用菱形框表示,框内写明检查的名称。
检查可以是通过目视观察、测量、测试等手段进行的,其中的结果分为合格和不合格两种情况。
不合格的产品可能需要进行返工或者被废弃。
传输传输表示物料或信息在不同阶段之间的传递。
传输通常用带有箭头的线段表示,箭头指示物料或信息的流向。
传输可以是手动进行的,也可以是通过设备或系统自动完成的。
在传输的线段上可以标注传递的物料名称或信息内容。
储存储存表示物料在生产过程中的临时存放或保管环节。
储存通常用长方形框表示,框内写明储存的名称。
储存可以是在设备中进行的,如罐、仓库等,也可以是在计算机系统中进行的,如数据库、磁盘等。
储存的状态可以是有限容量、无限容量,或者是满、空两种情况。
交叉线交叉线用于表示工艺流程图中不同操作之间的关系。
当两个操作之间存在先后顺序、循环或并行的关系时,可以使用交叉线来表示。
交叉线用带箭头的直线表示,箭头指示操作之间的流程顺序或关联关系。
开始/结束开始和结束符号用于表示工艺流程图的起点和终点。
开始符号一般用带有圆角的矩形框表示,而结束符号则用带有圆形的矩形框表示。
开始符号表示生产流程的开始,结束符号表示生产流程的结束。
产品加工工艺流程图
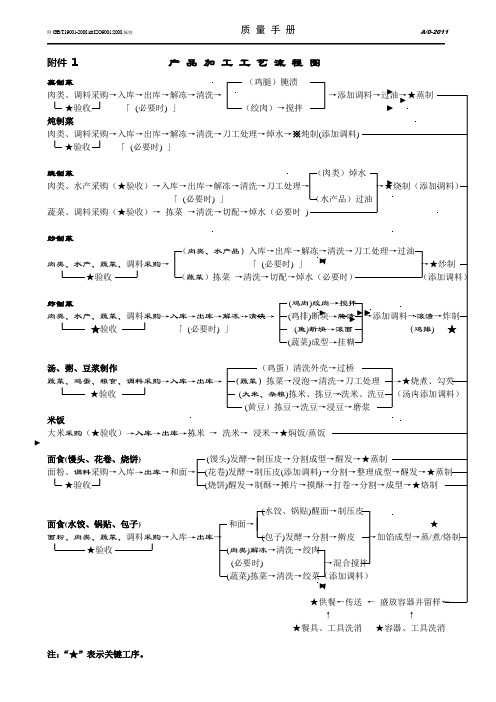
质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。
产品工艺流程图

辅助流程主流程
名称数量
开始
1 ---桶身/1PC 过火除静电20.00210.00烤火拉1PC 2N/A 搬运
丝印并烘干40.00140.00丝印机烤拉1PC 1PC 3N/A
检查桶身外观并在桶口内壁打上日期码10.00110.00打码夹具1PC 4 ----排气阀/1PC ----雪油/0.4G 排气阀密封涂油,然后装进桶身的对应位置
并扭紧12.00112.00锁阀板手1PC 5 ----泵体组件/1PC ----雪油/0.6G 在泵筒垫圈处涂上雪油然后装进桶里
10.00110.00N/A 1PC 6 ----喉管组件/1PC ----雪油/0.7G 吸水管接头密封圈涂油,装进桶身里然后
15.00115.00锁帽板手1PC
7N/A
产品测试18.00118.00N/A 8
----喷杆附件/1PC ----说明书/1PC ----彩盒/1PC ----肩带/1PC
产品包装42.00
2
21.00
N/A
结束
总计﹕
10
标准产能 (pcs/H)
90
核定﹕
组装生产
IE 工程﹕
制作﹕
产品名称:8 L 胶桶
DATE:2016/8/30REV: A 流 程使用治工具
合计﹕
主工程时间瓶颈工时(S)损失率说明
167.00
40.00
58.25%
成品装配实测工时
产品工艺流程图
﹕工程开始 ﹕工程终结 ﹕操作作业 ﹕质量检验
注﹕
序号
零件 料号/名称/数量
工程名标准工时(S/PCS)人力配置Cycle time
(S/PCS)
规范。
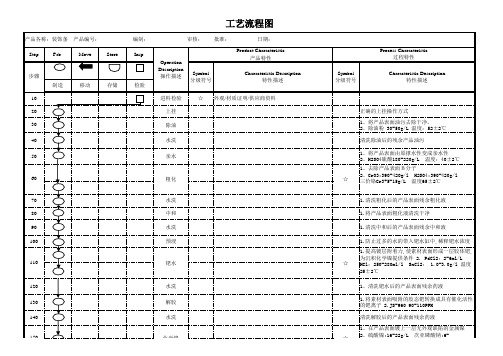
IATF16949工艺流程图
步骤
60
粗化
☆
70 80 90 100
水洗 中和 水洗 预浸
1.清洗粗化后的产品表面残余粗化液 1.将产品表面粗化液清洗干净 1.清洗中和后的产品表面残余中和液 1.防止过多的水的带入钯水缸中,稀释钯水浓度 1.提高镀层附着力,使素材表面形成一层胶体钯, 为沉积化学镍提供条件 2. PdCl2:2-6ml/L HCl:250-280ml/l SnCl2: 1.0-3.0g/l 温度 25±2℃ 1、清洗钯水后的产品表面残余药液 1.将素材表面吸附的胶态钯转换成具有催化活性 的钯离子 2.JS-960 90-110PPM 清洗解胶后的产品表面残余药液 1、在产品表面镀上一层无外观缺陷的金属镍 2、硫酸镍:16-22g/L 次亚磷酸钠:69g/LPH:8.-8.5温度:38±2℃
步骤制造移动存储检验10进料检验正确的上挂操作方式3040水洗清洗除油后的残余产品油污5070水洗80中和90水洗100120水洗130140水洗清洗解胶后的产品表面残余药液150化学镍160水洗170180水洗清洗焦铜后的产品表面残余药液290酸洗去除焦铜层表面的氧化膜200210水洗清洗光铜后的产品表面残余药液220过硫酸洗去除光铜层表面的氧化膜230水洗清洗产品表面过硫酸残余药液240260封口镍270水洗清洗封口镍后的产品表面残余药液280珍珠镍290水洗清洗珍珠镍表面残余药液300酸洗去除珍珠镍表面的氧化膜310水洗清洗产品表面过硫酸残余药液320330水洗清洗钯水后的产品表面残余药液340钝化去除光镍表面的氧化膜350360水洗清洗干净370烘干380正确的拆挂操作390首检检查400包装符合要求的包装和标识状态operationdescription操作描述productcharacteristic产品特性processcharacteristic过程特性symbol级符号characteristicdescription特性描述symbol级符号characteristicdescription特性描述外观材质证明供应商资料1将产品表面油污去除干净
产品工艺流程图
1 人 冲床
7 粗切中孔
1 人 冲床
8 抛光
1 人 抛光机
9 成型二
1 人 冲床
10 抛光
1 人 抛光机
11 成型三
1 人 冲床
12 成型四
1 人 冲床
13 成型五
1 人 冲床
14 细切毛边
1 人 冲床
15 细切中孔
1 人 冲床
16 细抛光
1 人 冲床
17 整型
1 人 冲床
核准 日期
审核 日期
制订 日期
产品编号: 产品名称: 文件编号:
**科技(深圳)有限公司
产品工艺流程图
作业人数 总 工 时: 宽 放 率:
文件版次: 文件页数: 制Fra bibliotek日期:流程图 工序名称 标准工时 标准产能 设定人力 设备配置
1 进料
人
2 开料
1 人 剪床
3 震光
1 人 震动研磨
4 拉伸
1 人 冲床
5 抛光
1 人 抛光机
6 成型一
各行业工艺流程示意图

目录印刷行业工艺流程 1 丝网印刷工艺流程 3 热处理行业工业流程 4 熔炼行业工艺流程图 5 蓄电池行业工艺流程 6 有色铸造行业工艺流程 7 铝制品行业工艺流程 8 玩具行业工艺流程 8 铸钢铸造行业工艺流程 9 铜铸件工艺流程10 家具行业(沙发)工艺流程 11 服装行业工艺流程 12 涂装行业工艺流程13电镀行业工艺流程建材行业工艺流程(一) 建材行业工艺流程(二) 建材行业工艺流程(三) 建材行业工艺流程(四) 化工行业部份产品工艺流程 纺织行业工艺流程 玻璃行业工艺流程 汽车修理工艺流程 皮具厂工艺流程 艺术品工艺流程 发电厂工艺流程 造纸厂工艺流程 硫酸制造工艺流程 烧碱制造工艺流程 其它行业生产工艺流程印刷行业工艺流程1 of 31塑料印刷苯系物噪声2 of 31丝网印刷工艺流程丝网印刷3 of 31热处理行业工业流程4 of 315 of 31熔炼行业工艺流程图铝铅尘、铅烟、噪声、高温铅铜注:如熔炼炉为池炉,则会有煤尘和一氧化碳等有害物产生。
以上为钳锅生产工艺。
蓄电池行业工艺流程注:规模小的单位,只有买进阴阳极板后进行最后一条流水线。
6 of 31有色铸造行业工艺流程7 of 31铝制品行业工艺流程玩具行业工艺流程长毛绒玩具8 of 31铸钢铸造行业工艺流程9 of 31铜铸件工艺流程10 of 31家具行业(沙发)工艺流程11 of 31服装行业工艺流程注:一般情况新的工业缝纫机的噪声不会超标12 of 31涂装行业工艺流程油漆类13 of 31油墨类甲苯、二甲苯乙酸乙酯、噪声甲苯、二甲苯、乙酸乙酯水性涂料噪声、粉尘注:涂料中的稀释剂据油漆的要求不同需不同。
14 of 31电镀行业工艺流程氢氧化钠硫酸盐酸15 of 31建材行业工艺流程(一)瓷砖:16 of 31建材行业工艺流程(二)玻璃钢类:塑钢门窗类:噪声17 of 31建材粉:RS色艺石(人造大理石):18 of 31建材行业工艺流程(三)大理石:多层夹板:19 of 31建材行业工艺流程(四)水泥砖、瓦20 of 31化工行业部份产品工艺流程氯化锰乙酸锰硝酸锌21 of 31纺织行业工艺流程纺织22 of 31玻璃行业工艺流程制瓶23 of 31显象管玻壳24 of 31汽车修理工艺流程皮具厂工艺流程粉尘甲苯、二甲苯、乙酸丁酯25 of 31艺术品工艺流程礼盒水晶艺品26 of 31发电厂工艺流程火力发电:2燃气发电:27 of 31造纸厂工艺流程硫酸制造工艺流程2323328 of 31烧碱制造工艺流程2 3 2 2 3其它行业生产工艺流程绝缘胶带不粘胶注:稀释剂品种较多,据实际情况而定。
生产工艺流程图
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
其他粮食加工品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合GB/T11766(小米)、GB/T22496(玉米糁)、GB/T10463(玉米粉)、NY/T894(荞麦面)、GB/T13360(莜麦粉)、GB2715(粮食)、GB/T13359(裸燕麦)、LS/T3215《高粱米》标准要求
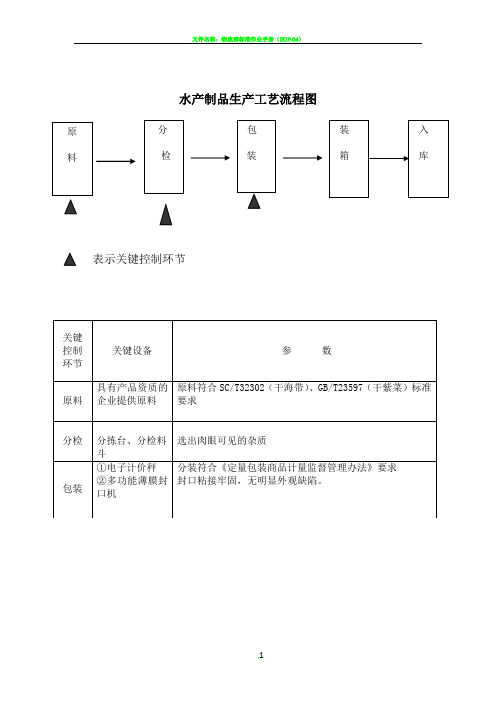
水产制品生产工艺流程图
关键控制环节
关键设备
参 数ห้องสมุดไป่ตู้
原料
具有产品资质的企业提供原料
原料符合SC/T32302(干海带)、GB/T23597(干紫菜)标准要求
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
蔬菜制品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合NY/T1504《莲子》、GB/T6192《黑木耳》、GB7096《食用菌及其制品》、NY/T1045《脱水蔬菜》
干燥
烘干箱
如原料过潮则需要烘干
温度小于65℃,干燥约两个小时(是具体情况而定)
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
分检
分拣台、分检料斗
选出肉眼可见的杂质,坏果、虫蛀果等
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
水产品加工行业的各类生产工艺流程图

水产品加工行业的各类生产工艺流程图
水产品加工主要以各类鱼、虾、蟹、鱿鱼为原料,经筛选、解冻、分解、蒸煮、油炸、冷藏等工序生产冷冻产品、各类食品、鱼油等,蒸煮工段用蒸汽由集中供热提供。
生产工艺主要分为鱼类水产品(仅冷藏)生产、调味类水产品(蒸煮类)生产、冻品类水产品生产、美味类水产品(烘烤类)生产、膳食类水产品(油炸类)生产。
其流程及各环节的产污点示意如下图:
1.鱼类水产品(仅冷藏)生产工艺及产污节点
2.调味类水产品(蒸煮类)生产工艺及产污节点
3.冻品类水产品生产工艺及产污节点
4.美味类水产品(烘烤类)生产工艺及产污节点
5.膳食类水产品(油炸类)生产工艺及产污节点。
2工艺流程图及工艺描述(1)12.27
在-18℃以下贮存。
运 输
冷藏运输车
在-18℃以下保温运输。
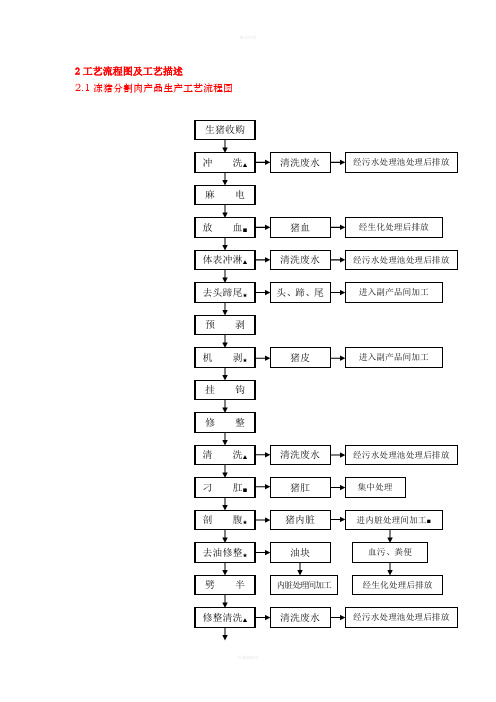
体表冲淋
高压水
用高压水(大于0.3MPa)冲洗猪体表面的粪污和血污。
塞 肛
人 工
人工塞住猪只肛门,避免粪便遗出。
去头蹄尾
去掉猪只的头、蹄、尾。
预 剥
去皮刀
人工预剥。
机 剥
去皮机
机械去皮。
挂 钩
同步线
将胴体挂于运输线上。
修 整
修整刀
人工修整。
清 洗
用水对猪体表面进行充分清洗。
刁 肛
手工
手工刁去肛门,防止粪便污染。
剖 腹
将猪只腹部剖开。
去油修整
去掉体内油块
劈 半
将猪只一分为二。
修整清洗
人工进行修整后用高压水清洗。
晾 肉
胴体在10℃以下的房间内。
分 割
刀具
人工按工艺要求进行分割。
预 冷
预冷间
预冷间温度为0~4℃,肉温低于12℃。
包装物验收
按《采购物资验收标准》执行。
包装物贮存
常温库
常温下,室内离地整齐堆放。
内 包 装
备注
生猪收购
按《生猪验收标准》进行,检查生猪“三证”,对饲养户提出用药要求,每年二次抽样送国家有关部门进行药残检测。
冲 洗
饲养中每天对猪只进行冲洗,除去猪只体表的泥污或粪污,宰前经高压水(大于0.3MPa)冲洗。
麻 电
麻电槽
通过大电流致使猪只暂时休克。
放 血
尖刀
人工剌杀放血,刀具每剌杀一头用82℃以上热水消毒。
包装间温度在12℃以下,人工进行包装塑料膜。
金属探测