塑胶产品结构设计准则概述ppt
塑料件结构设计规范共86页PPT

26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。—盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
86
塑料件结构设计规范
31、园日涉以成趣,门虽设而常关。 32、鼓腹无所思。朝起暮归眠。 33、倾壶绝余沥,窥灶不见烟。
34、春秋满四泽,夏云多奇峰,秋月 扬明辉 ,冬岭 秀孤松 。 35、丈夫志四海,我愿不知老。
▪
塑胶产品结构设计准则--洞孔

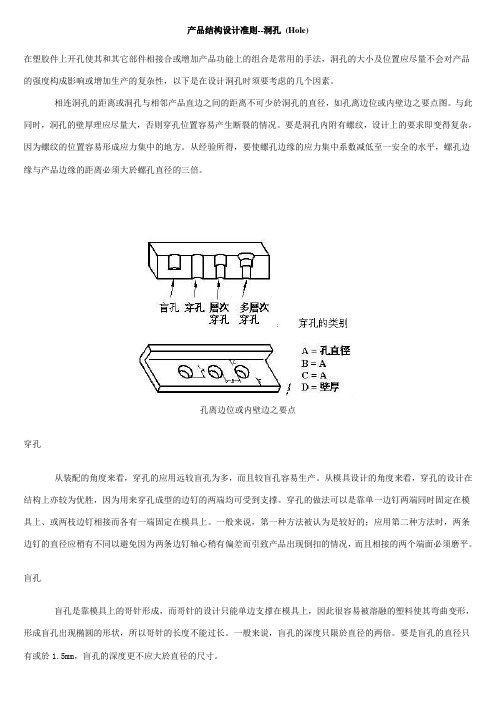
塑胶产品结构设计准则--洞孔 (Hole)在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点穿孔从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点钻孔大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
塑胶产品设计-PPT课件

肋的底部厚度 Bottom Thickness of Rib
(A)
(B)
1.5WD
1.2WD
W
2.5W
W
0.5W
肋的設計 (一 )
Rib Design ( 1 )
A
C
t
B D
E F
A
t = wall thichness B = 0.5t C=3t
D=2B E = 0.13 mm(radius) F = 1.5 - 2 deg
改進 [Improved]
外側凸轂 Outside Boss
A ( DIA )
A'
A'
B=A B= 2A ( max. )
B
Section A'-A'
熔接線
70 100
熔接線
空洞或/和凹陷的形成 Void or/and Sink Mark Forming
空洞 ( Void )
凹陷 ( Sink Mark )
Wall Thickness, Gussets
Conventional
0.080 to 0.125 in (2.0 to 3.2 mm)
t gusset 0 . 6 t wall
h 4 t wall r 0 .375 mm
1o 2
Thinwall:
0.050 to 0.080 in
突出件壁厚 Thickness of the Projection
突出件在和公稱厚壁相交處的建議厚度:以高縮水率的 結晶性塑膠而言,可採用公稱壁厚的50% 。 以低縮水 率的非結晶性塑膠而言,可採用公稱壁厚的75% 。
The recommended thickness at the junction of a projection and the nominal wall (NW) is 50% of the NW thickness for high-mold-shrinkage, crystalline materials. The lower-mold-shrinkage-factor, amorphous plastics can have thicknesses of up to 75% of the part’s NW thickness .
塑胶产品结构设计重点 ppt课件

PPT课件
9
二、塑胶产品结构设计-加强筋
加强筋基本要求:
外观表面上易出现缩水情形,肋骨的厚度应应小于胶料厚度的50%;当超出料厚
50%时,须用缩水验证公式验证;非外观表面肋骨厚度可胶料厚度的70% ;发泡塑胶
部件,肋骨相交面料厚可达胶料厚度的100%; 肋骨的高度不应高於胶料厚的三倍。 当超过两条肋骨的时侯,肋骨之间的距离应不小於胶料厚度的2倍。 模具角度考虑,加强筋的阔度(或深度)和数量应尽量留有馀额,当试模时发觉产品
成本考虑对于超过4mm的壁厚,易采用发泡成型或氮气辅助射出。 由于UL安规要求,通常胶厚不易太薄(<1.2mm),太薄须使用特殊防火级别材
料,会导致材料成本大幅度上升。
DSC设计胶厚通常取1.5mm。
PPT课件
7
一、塑胶产品结构设计-壁厚
1、材料及厚度 1.1、材料的选取 a.ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测
PPT课件
5
一、塑胶产品结构设计-壁厚
B. 转角位的设计准则亦适用於悬梁式扣位。因这种扣紧方式是需要将悬梁臂弯 曲嵌入,转角位置的设计图说明如果转角弧位R太小时会引致其应力集中系数 (Stress Concentration Factor)过大,因此,产品弯曲时容易折断,弧位R太大 的话则容易出现收缩纹和空洞。因此,圆弧位和壁厚是有一定的比例。一般 介乎0.2至0.6T之间,理想数值是在0.5T左右。
PPT课件
3
一、塑胶产品结构设计-壁厚
平面准则:
A. 在大部份热融过程操作,包括挤压和射出成型,均一的壁厚是非常的重要的。 厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口 凝固後出现收缩痕。更甚者引致产生挠曲、颜色不同或不同透明度。
塑胶产品结构设计准则--洞孔 (Hole)
产品结构设计准则--洞孔(Hole)在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。
相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。
与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。
要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。
从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。
孔离边位或内壁边之要点穿孔从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。
从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。
穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。
一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。
盲孔盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。
一般来说,盲孔的深度只限於直径的两倍。
要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。
盲孔的设计要点钻孔大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。
但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。
钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。
产品结构设计-塑料件讲解59页PPT

28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
谢谢
11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
塑胶产品结构设计准则--扣位 ( Snap Joints )

产品结构设计准则--扣位( Snap Joints )基本设计手则扣位提供了一种不但方便快捷而且经济的产品装配方法,因为扣位的组合部份在生产成品的时候同时成型,装配时无须配合其他如螺丝、介子等紧锁配件,只要需组合的两边扣位互相配合扣上即可。
扣位的设计虽可有多种几何形状,但其操作原理大致相同:当两件零件扣上时,其中一件零件的勾形伸出部份被相接零件的凸缘部份推开,直至凸缘部份完结为止;及後,藉着塑胶的弹性,勾形伸出部份即时复位,其後面的凹槽亦即时被相接零件的凸缘部份嵌入,此倒扣位置立时形成互相扣着的状态,请参考扣位的操作原理图。
扣位的操作原理如以功能来区分,扣位的设计可分为成永久型和可拆卸型两种。
永久型扣位的设计方便装上但不容易拆下,可拆卸型扣位的设计则装上、拆下均十分方便。
其原理是可拆卸型扣位的勾形伸出部份附有适当的导入角及导出角方便扣上及分离的动作,导入角及导出角的大小直接影响扣上及分离时所需的力度,永久型的扣位则只有导入角而没有导出角的设计,所以一经扣上,相接部份即形成自我锁上的状态,不容易拆下。
请叁考永久式及可拆卸式扣位的原理图。
永久式及可拆卸式扣位的原理若以扣位的形状来区分,则大致上可分为环型扣、单边扣、球形扣等等,其设计可参阅下图。
球型扣(可拆卸式)扣位的设计一般是离不开悬梁式的方法,悬梁式的延伸就是环型扣或球型扣。
所谓悬梁式,其实是利用塑胶本身的挠曲变形的特性,经过弹性回复返回原来的形状。
扣位的设计是需要计算出来,如装配时之受力,和装配後应力集中的渐变行为,是要从塑料特性中考虑。
常用的悬梁扣位是恒等切面的,若要悬梁变形大些可采用渐变切面,单边厚度可渐减至原来的一半。
其变形量可比恒等切面的多百分之六十以上。
不同切面形式的悬梁扣位及其变形量之比较扣位装置的弱点是扣位的两个组合部份:勾形伸出部份及凸缘部份经多次重覆使用後容易产生变形,甚至出现断裂的现象,断裂後的扣位很难修补,这情况较常出现於脆性或掺入纤维的塑胶材料上。
塑料产品结构设计准则

塑料产品结构设计准则
一、塑料产品结构设计方针
1、结构设计应得到实际使用要求,尽量简化结构,使其结构合理、操作简便、制造容易。
2、结构设计应根据使用要求,考虑产品的性能、外形和使用环境,满足产品质量要求。
3、产品的造型要美观大方,满足消费者的审美要求,使之自然统一
4、结构设计应满足模具设计要求,使用质量好、价格便宜的模具来加工熔模塑料件。
5、产品的结构设计要综合考虑材料、模具和模具制造等技术参数,在以上参数内寻求最佳的结构形式。
6、塑料产品的结构设计要考虑体积小、重量轻和低成本的要求,同时要求使用寿命长、性能稳定,力学结构强度要求高。
二、塑料产品结构设计要点
1、考虑材料的特性
塑料产品的结构设计要根据材料的物理特性,特别是在外力、温度负荷作用下,塑料件自身的变形、破坏和损伤等特性,来确定合理的结构形式、尺寸尺度和受力部位等要求。
2、考虑制造工艺
塑料产品的结构设计要根据熔模塑料件的制造工艺,满足模具结构的设计要求,充分发挥塑料的加工性能,力求产品尺寸精度高、表面光滑度强,实现质量稳定、成本低的目的。
塑胶产品结构设计案例PPT46页

每一块PCB都需要在成品的壳身上加上两支定位而且必须在上下壳身加上一些定位筋夹着,以防止PCB受力而变形。
PCB与壳身之间至少必须要有1.0mm的空间,定位Pin的距离则越远越好,因为这样才可以保持PCB的位置而不会移位。
当完成PCB的大细及位置的设定后,便需要在PCB的底部及面部加上一些余量,用作表示电子零件的避空位置。而且在PCB上,加上Solid以表示可摆放电子零件的空间。
感谢您的下载观看
止口
真止口用途: 生产装配时作较对之用,而且可作涂胶水之用。
假止口用途: 在外形上可作遮丑之用。
半假止口用途: 如平均料厚有2.0mm或以上时,因为凹槽太深的关系,所以需要在止口的位置加多一层料,保持成品外形的美观。
双止口用途:多用于一些需要有防水功能的成品上。而且,会以超音波焊接法作装配,加强较对效用。
一般PCB的常用厚度: 0.8mm, 1.0mm, 1.5mm,视乎产品的大小和PCB的尺寸而定。
在图纸上标出PCB形状的大小,坑位的尺寸,可摆放电子零件的位置和尺寸,方便电子设计。
电池仓
电池与电池之间一定要有胶料分隔。
加防水槽
电池门
加上加强筋作强化作用。
如电池门的位置是在成品的中央,而且在电池门的四周没有凹坑的时候。必须加上一凹形的手指位,作方便开启电池门之用。
POM 聚甲醛用途:机械零件、齿轮、家电外壳特性:耐磨、坚硬但脆弱,损坏时容易有利边出现。应用:多数用于胶齿轮、滑轮、一些需要传动,承受大扭力或应力的地方。
Nylon(尼龙,PA)用途:齿轮、滑轮、纺织品特性:坚韧、吸水、耐磨、吸震、耐热,但当水份完全挥发后会变得脆弱。应用:因为精准度比较难控制,所以大多用于一些模数较大的齿轮
塑胶产品结构设计准则--支柱 ( Boss )

产品结构设计准则--支柱( Boss )基本设计守则支柱突出胶料壁厚是用以装配产品、隔开物件及支撑承托其他零件之用。
空心的支柱可以用来嵌入件、收紧螺丝等。
这些应用均要有足够强度支持压力而不致於破裂。
支柱尽量不要单独使用,应尽量连接至外壁或与加强筋一同使用,目的是加强支柱的强度及使胶料流动更顺畅。
此外,因过高的支柱会导致塑胶部件成型时困气,所以支柱高度一般是不会超过支柱直径的两倍半。
加强支柱的强度的方法”尤其是远离外壁的支柱,除了可使用加强筋外,三角加强块”Gusset plate的使用亦十分常见。
一个品质好的螺丝/支柱设计组合是取决於螺丝的机械特性及支柱孔的设计,一般塑胶产品的料厚尺寸是不足以承受大部份紧固件产生的应力。
固此,从装配的考虑来看,局部增加胶料厚度是有需要的。
但是,这会引致不良的影响,如形成缩水痕、空穴、或增加内应力。
因此,支柱的导入孔及穿孔”避空孔的位置应与产品外壁保持一段距离。
支柱可远离外壁独立而处或使用加强筋连接外壁,後者不但增加支柱的强度以支撑更大的扭力及弯曲的外力,更有助胶料填充及减少因困气而出现烧焦的情况。
同样理由,远离外壁的支柱亦应辅以三角加强块,三角加强块对改善薄壁支柱的胶料流动特别适用。
收缩痕的大小取决於胶料的收缩率、成型工序的叁数控制、模具设计及产品设计。
使用过短的哥针、增加底部弧度尺寸、加厚的支柱壁或外壁尺寸均不利於收缩痕的减少;不幸地,支柱的强度及抵受外力的能力却随着增加底部弧度尺寸或壁厚尺寸而增加。
因此,支柱的设计须要从这两方面取得平衡。
1) 支柱位置2) 支柱设计不同材料的设计要点ABS一般来说,支柱的外径是内径的两倍已足够。
有时这种方式结果支柱壁厚等於或超过胶料厚度而增加物料重量和在表面产生缩水纹及高成型应力。
严格的来说支柱的厚度应为胶料厚度的50-70%。
如因此种设计方式而支柱不能提供足够强度,但已改善了表面缩水。
斜骨是可以加强支柱的强度,可由最小的尺寸伸延至支柱高的90%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在挤压和固化成型过程中,均一的壁厚是非常的重要的。厚胶的地
方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面 在浇口凝
固后出现收缩痕。更甚者引致产生缩水印、热内应力、挠曲部份歪曲、
颜色不同或不同透明度。若厚胶的地方渐变成薄胶的是无可避免的话,
应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
10
壁厚篇 (Wall)
不同材質的設計要點………………ABS (a) 壁厚
壁厚是产品设计最先被考虑, 一般用于注塑成型的会在 1.5 mm ~ 4.5 mm 。 壁厚比这范围小的用于塑料流程短和细小 部件。典型的壁厚约在2.5mm左右。 一般来说,部件越大壁厚 越厚,这可以增强部件强度和塑料充填。壁厚在3.8mm~6.4mm 范围是可使用结构性发泡。 (b) 圆角
加強筋………………………….No.47 加強筋………………………….No.48 加強筋………………………….No.49 加強筋…………………….……No.50 加強筋……………….…………No.51 加強筋……………….…..……..No.52 加強筋………………..………...No.53 加強筋………………..………...No.54 加強筋-ABS……………………No.55 加強筋-PA……………...………No.56 加強筋-PBT……………………No.57 加強筋-PC;PS…………………No.58 入件…….………………………No.59 入件分類一……………..…..….No.60 入件分類二…………….………No.61 入件-PBT………………...…….No.62
2
目錄導向
扣位…………………………….No.32 扣位…………………………….No.33 扣位…………………………….No.34 扣位…………………………….No.35 扣位…………………………….No.36 扣位-PA………………………..No.37 扣位-PBT.……………………..No.38 扣位-POM……………………..No.39 公差……..……………………..No.40 公差……..……………………..No.41 脫模角………………………….No.42 脫模角………………………….No.43 脫模角…..……………………..No.44 脫模角-ABS;LCP;PC………...No.45 脫模角-PBT;PET;PS…………No.46
从产品设计角度来看:过厚的产品會产生空穴气孔的可能性, 大大削弱产品的刚性及强度。
4
壁厚篇 (Wall)
最理想的壁厚分布是切面在任何一个地方都是平所改变总是无可避免的。在
此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太
突然的壁厚过渡转变会导致因冷却速度的不同和产生乱流而造成
塑胶产品结构设计准则概述ppt
準則
1
塑胶产品结构设计准则概述ppt
目錄導向
封面…………………………..…No.1 目錄導向……………………..…No.2 目錄導向……………………..…No.3 壁厚………………………...……No.4 壁厚………………………….…..No.5 壁厚-平面準則………...………..No.6 壁厚-轉角準則…………………No.7 熱塑性塑料厚參考表…...………No.8 熱固性塑料厚參考表…….……..No.9 壁厚-實例….……………..……No.10 壁厚-ABS………………..…….No.11 壁厚-PC;LCP………………….No.12 壁厚-PS………………………..No.13 壁厚-PA………………………..No.14 壁厚-PSU;PBT………………..No.15
支柱…………………………….No.16 支柱…………………………….No.17 支柱…………………………….No.18 支柱-ABS…...…………….……No.19 支柱-PBT………………………No.20 支柱-PC………………………..No.21 支柱-PS…..…………………...No.22 支柱-PSU……………………...No.23 洞孔……………………………No.24 洞孔-穿孔………...……………No.25 洞孔-盲孔………...……………No.26 洞孔-鑽孔………...……………No.27 洞孔-側孔…...…………………No.28 洞孔設計注意事項…………....No.29 洞孔設計注意事項…………....No.30 洞孔設計注意事項…………....No.31
3
壁厚篇 (Wall)
壁厚的大小取决于产品需要承受的外力、是否作为其它零件
的支撑、承接柱的数量、伸出部份的多少以及选用的塑料材料而
定。不同的塑料料有不同的流动性。胶位过厚的地方会有收缩现
象,胶位过薄的地方塑料不易流过。一般的热塑性塑料,壁厚设
计应以4mm为上限。
从经济角度来看:过厚的产品不但增加物料成本,延长生产周 期(冷却时间)也增加了生产成本。
转角位的设计准则亦适用于悬梁式扣位。理想数值是在0.5左右。
7
壁厚篇 (Wall)
熱塑性塑料的膠厚設計參考表
8
壁厚篇 (Wall)
熱固性塑料的膠厚設計參考表
9
壁厚篇 (Wall)
實例
大部份厚胶的设计可从使用加强筋及改变横切面形状取缔之。除了可减省物 料以致减省生产成本外,取缔后的设计更可保留和原来设计相同的刚性、强度及 功用。
6
壁厚篇 (Wall)
轉角准则
壁厚均一在转角的地方也同样需要,以免冷却时间不一致。冷却时 间长的地方就会有收缩现象,因而发生部件变形和彎曲。此外,尖角部 位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程后引 起不希望的物料聚积。应力集中的地方会在受负载或撞击的时候破裂。 较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且 令流动的塑料 流得更畅顺 和成品更易脱模。
尺寸不稳定和表面问题。
采用固化成型的生产方法时,流道、浇口和部件的设计应使
塑料由厚胶料的地方流向薄胶料的地方。这样使模腔内有适当的
压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的
现象。若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,
则应采用结构性发泡的生产方法来减低模腔压力。
5
壁厚篇 (Wall)