FC倒装芯片装配技术介绍
fc封装工艺

FC封装工艺是一种先进的电子封装技术,其主要应用于高密度、高速、高可靠性的电路设计及制造中。
以下是FC 封装工艺的主要步骤和特点:底部金属化处理:在基板上涂覆金属化膜层,以增强基板的导电性。
触点制备:在基板上制造小孔,以便连接电路和封装。
铜箔层叠:在基板上铺设一层铜箔,并在其上涂覆一层绝缘涂层。
光刻蚀刻:通过光刻技术在涂有光刻胶的铜箔上形成电路图形。
去底填料:去除光刻胶并清洗铜箔表面,以便进行后续处理。
芯片倒装:将芯片倒装焊在基板上,通过焊料实现芯片与基板的连接。
填充底部填充料:将底部填充料倒入芯片与基板之间,以保护焊点并提高封装可靠性。
固化处理:将封装件放入固化炉中进行底部填充料的固化。
测试与检验:对封装件进行电气性能测试和外观检验,确保其符合要求。
FC装配技术
• •
• • • • •
对贴装精度及稳定性的要求 对于球间距小到0.1mm的器件,需要怎样的贴装精度才能达到较高的良率? 基板的翘曲变形,阻焊膜窗口的尺寸和位置偏差,以及机器的精度等,都会 影响到最终的贴装精度。关于基板设计和制造的情况对于贴装的影响,我们 在此不作讨论,这芯片装配工艺对贴装设备的要求里我们只是来讨论机器的 贴装精度。为了回答上面的问题,我们来建立一个简单的假设模型: 1.假设倒装芯片的焊凸为球形,基板上对应的焊盘为圆形,且具有相同的直 径; 2.假设无基板翘曲变形及制造缺陷方面的影响; 3.不考虑Theta和冲击的影响; 4.在回流焊接过程中,器件具有自对中性,焊球与润湿面50%的接触在焊接 过程中可以被“拉正” 那么,基于以上的假设,直径μ的焊25m球如果其对应的圆形焊盘的直径为 50μm时,左右位置偏差(X轴)或 前后位置偏差(Y轴)在焊盘尺寸的50%, 焊球都始终在焊盘上(图9)。对于焊球直径为25μm的倒装芯片,工艺能力 Cpk要达到1.33的话,要求机器的最小精度必须达到12μm@3sigma。
• •
•
•
倒装芯片的装配工艺流程介绍 相对于其它的IC器件,如BGA、CSP等,倒装芯片装配工艺有其特殊性,该 工艺引入了助焊剂工艺和底部填充工艺。因为助焊剂残留物(对可靠性的影 响)及桥连的危险,将倒装芯片贴装于锡膏上不是一种可采用的装配方法。 业内推出了无需清洁的助焊剂,芯片浸蘸助焊剂工艺成为广泛使用的助焊技 术。目前主要的替代方法是使用免洗助焊剂,将器件浸蘸在助焊剂薄膜里让 器件焊球蘸取一定量的助焊剂,再将器件贴装在基板上,然后回流焊接;或 者将助焊剂预先施加在基板上,再贴装器件与回流焊接。助焊剂在回流之前 起到固定器件的作用,回流过程中起到润湿焊接表面增强可焊性的作用。 倒装芯片焊接完成后,需谄骷撞亢突逯涮畛湟恢纸海ㄒ话阄费跏 黪ゲ牧希5撞刻畛浞治凇懊噶鞫怼钡牧鞫院头橇鞫裕∟ofollow)底部填充。 上述倒装芯片组装工艺是针对C4器件(器件焊凸材料为SnPb、SnAg、SnCu 或SnAgCu)而言。另外一种工艺是利用各向异性导电胶(ACF)来装配倒 装芯片。预先在基板上施加异性导电胶,贴片头用较高压力将器件贴装在基 板上,同时对器件加热,使导电胶固化。该工艺要求贴片机具有非常高的精 度,同时贴片头具有大压力及加热功能。 对于非C4器件(其焊凸材料为Au 或其它)的装配,趋向采用此工艺。这里,我们主要讨论C4工艺,下表列出 的是倒装芯片植球(Bumping)和在基板上连接的几种方式。
倒装工艺FC和扇出工艺FOWLP第三部分
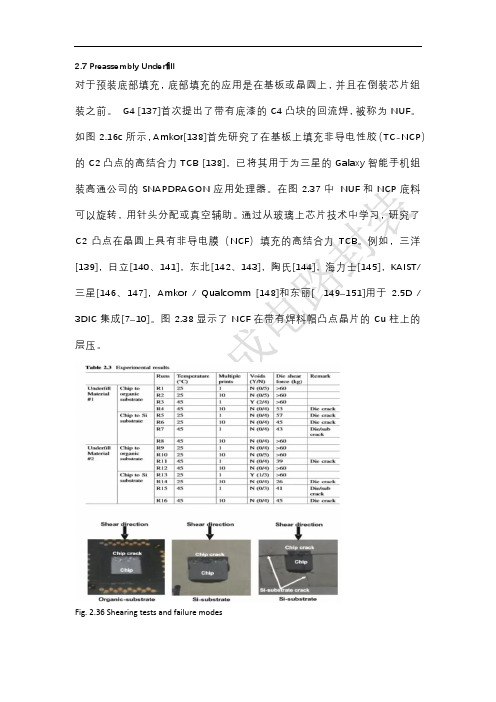
2.7 Preassembly Underfill对于预装底部填充,底部填充的应用是在基板或晶圆上,并且在倒装芯片组装之前。
G4 [137]首次提出了带有底漆的C4凸块的回流焊,被称为NUF。
如图2.16c所示,Amkor[138]首先研究了在基板上填充非导电性胶(TC-NCP)的C2凸点的高结合力TCB [138],已将其用于为三星的Galaxy智能手机组装高通公司的SNAPDRAGON应用处理器。
在图2.37中NUF和NCP底料可以旋转,用针头分配或真空辅助。
通过从玻璃上芯片技术中学习,研究了C2凸点在晶圆上具有非导电膜(NCF)填充的高结合力TCB。
例如,三洋[139],日立[140、141],东北[142、143],陶氏[144],海力士[145],KAIST/三星[146、147],Amkor / Qualcomm [148]和东丽[ 149–151]用于2.5D / 3DIC集成[7–10]。
图2.38显示了NCF在带有焊料帽凸点晶片的Cu柱上的层压。
Fig. 2.36 Shearing tests and failure modes三星已经在其基于TSV的双数据速率4型动态随机存取存储器(DRAM)上生产了用于C2芯片和NCF的高键合力TCB(从叠层晶圆切割后)以进行3D IC集成,图2.38,并由Hynix在AMD图形处理器单元(GPU)代码名为Fiji的高带宽内存(HBM)上进行。
这个3D立方体由高强度TCB的C2芯片和NCF一次堆叠在一起,每个芯片需要* 10 s的时间填充胶膜,焊料熔化,胶膜固化和焊料巩固。
吞吐量是个问题!为了解决这个问题,Toray [150,151]提出了一种集体粘合方法,如图2.39所示。
可以看出,带有NCF的C2芯片是在温度= 80°C的阶段上预粘结的(粘结力= 30 N,温度= 150°C,时间<1 s)。
对于后期粘合(第一步(3 s):粘合力= 50 N,温度=220–260°C,第二步(7 s):粘合力= 70 N,温度= 280°C),初期温度= 80°C。
倒装封装(FC)方案(一)

倒装封装(FC)方案背景与目标随着中国半导体产业的快速发展,传统封装技术已无法满足市场对高性能、高可靠性产品的需求。
倒装封装(FC)技术作为第三代封装技术,具有高密度、高性能、低成本等优势,成为产业结构改革的重要方向。
本方案旨在推广倒装封装技术在中国的应用,促进半导体产业的发展。
工作原理倒装封装(FC)技术是一种基于芯片底部连接的封装方法。
通过在芯片底部制作凸点,实现与基板的连接。
该技术可实现更高的I/O密度、更短的连接距离和更好的电性能。
此外,FC技术还具有高可靠性和低成本的优点。
实施计划步骤1.技术研究与开发(R&D): 首先,进行必要的技术研究与开发,包括凸点制作、芯片与基板连接技术、底部填充材料等关键技术。
2.设备采购与调试: 根据技术要求,采购相应的生产设备,并进行调试与验证,确保设备的稳定性和可靠性。
3.小批量试产: 在技术验证通过后,进行小批量试产,进一步验证生产流程和产品性能。
4.大规模量产: 在小批量试产成功后,进行大规模量产,以满足市场需求。
5.持续改进与优化: 根据市场反馈和生产数据,不断优化生产工艺和流程,提高产品质量和生产效率。
适用范围倒装封装技术适用于多种领域,如移动通信、汽车电子、云计算等。
特别是对于高性能、高可靠性、低成本的产品需求,倒装封装具有显著优势。
创新要点1.凸点制作技术创新: 开发适用于倒装封装的凸点制作技术,实现高密度、高性能的连接。
2.材料选择与优化: 选择合适的底部填充材料和其他相关材料,确保产品的可靠性和性能。
3.生产流程优化: 通过工艺研究和设备调试,实现生产流程的优化,提高生产效率和产品质量。
4.市场推广与应用拓展: 加强与客户的沟通和合作,将倒装封装技术推广到更多领域和应用场景。
预期效果预计通过本方案的实施,可以带来以下预期效果:1.提高半导体产业的技术水平和竞争力;2.促进中国半导体产业的结构改革和升级;3.满足市场对高性能、高可靠性产品的需求;4.提高企业的生产效率和产品质量;5.增强中国半导体产业的国际竞争力。
FC
FC摘要:倒装片(FC)技术在电子装联和微电子封装中越来越受到重视,采用FC技术的集成电路(IC)封装是最小的。
FC技术将直接用于印刷电路板(PCB)的组装。
它将是下一代高密度电子组装的主导技术。
本文简单地介绍FC技术的特点、组装和检测手段,以期同行们了解这种面向未来的组装技术,关注它的发展。
一、什么是FC技术在微电子封装中,芯片(Chip)是安装在基板上的,安装在基板上的芯片通过与基板上的连接,从基板上引出引脚。
芯片与基板上的连接与芯片的放置方向有关,芯片放置有几上向下之分,连接方式有线焊方式和倒装方式。
目前绝大多数的封装采用芯片在基板上向上或向下安装并通过线焊(WB)的方式连接。
如图1芯片线焊基板环球引脚一个球栅阵列(BGA)封装结构,芯片以向上的方式安装在基板上,通过线焊方式与基板连接,基板通过其下面的球栅阵列作为引出电极。
当芯片在基板向下安装时,芯片与基板上的连接通过倒装方式,这种技术就是倒装芯片技术,既FC技术一个芯片尺寸封装(CSP)结构,芯片以向下的方式安装在基板上,通过倒装芯片方式与基板连接,基板通过其下面的球栅阵列作为引出电极,芯片以线焊方式安装是一种传统的方式,目前绝大多数的IC封装均采用这种方式。
芯片向下的FC方式现在越来越受重视,不但在各种CSP和部分BGA中使用,而且将直接用于印刷电路板上的组装。
二、FC的特点下面简单地介绍一下FC的特点:1、最小的体积采用FC技术可以有效地减少了线焊工艺所占的空间,使得组装的体积最小。
在微电子封装中,表面贴装器件(SMD)的体积比双列直插封装(DIP)小,芯片尺寸封装(CSP)的体积就更小,FC技术直接进行芯片的组装,体积可谓最小。
2、最低的高度FC组装将芯片用再流或热压方式直接组装在基板或印刷电路板上,因此,它的组装高度是所有电子装联中最低的。
方型扁平封装(QFP)的高度不低于3.10mm,BGA的高度不高于2.336mm,CSP的高度只有1.40mm,FC组装高度比CSP还低。
倒装封装(FC)方案(二)

倒装封装(FC)方案一、实施背景随着中国制造业的持续发展,对于先进封装技术的需求日益增强。
倒装封装(FC)作为一种具有高密度、高可靠性、高性能的封装技术,已在中国半导体产业中占据了重要地位。
然而,面对国际竞争的挑战和国内产业结构的转型需求,中国需要进一步优化倒装封装的产业结构,提高自主创新能力,以实现产业升级。
二、工作原理倒装封装(FC)是一种将芯片直接放置在具有高导热性能的基板上,通过引脚与基板相连的封装方式。
其工作原理主要依赖于芯片与基板间的热膨胀系数(CTE)匹配,以及焊接点的可靠性。
通过选择与芯片和基板都具有良好相容性的材料,实现芯片与基板的可靠连接,同时优化引脚布局,提高电学性能。
三、实施计划步骤1.技术研发:加大研发投入,集中力量突破关键技术难题,开发具有自主知识产权的倒装封装技术和设备。
2.产学研合作:推动企业与高校、研究机构的深度合作,共同建设技术研发平台,共享资源,提高技术成果转化效率。
3.产业结构调整:优化上下游企业的布局,培育一批具有国际竞争力的倒装封装产业链主导企业,引导产业集聚,形成产业生态。
4.市场推广:鼓励企业拓展市场,推广倒装封装产品在各领域的应用,特别是在5G、物联网、人工智能等新兴产业的推广。
四、适用范围倒装封装技术适用于各种需要高可靠性、高密度、高性能封装的领域,如消费电子、通信设备、航空航天、汽车电子等。
特别是在需要高导热性能和微型化封装的领域中,倒装封装具有显著的优势。
五、创新要点1.材料创新:研发新型高导热性能材料,提高芯片与基板的热传导性能。
2.工艺创新:优化倒装封装的生产工艺,提高生产效率,降低成本。
3.设计创新:根据实际应用需求,设计更先进的倒装封装结构,提高封装的电学性能和机械可靠性。
4.系统集成创新:将倒装封装技术与其它先进技术相结合,如MEMS、3D封装等,开发出更先进的系统集成产品。
六、预期效果1.提高产业竞争力:通过技术创新和产业结构调整,提高中国倒装封装产业的国际竞争力。
封装工艺中倒装(FC)工艺和材料介绍

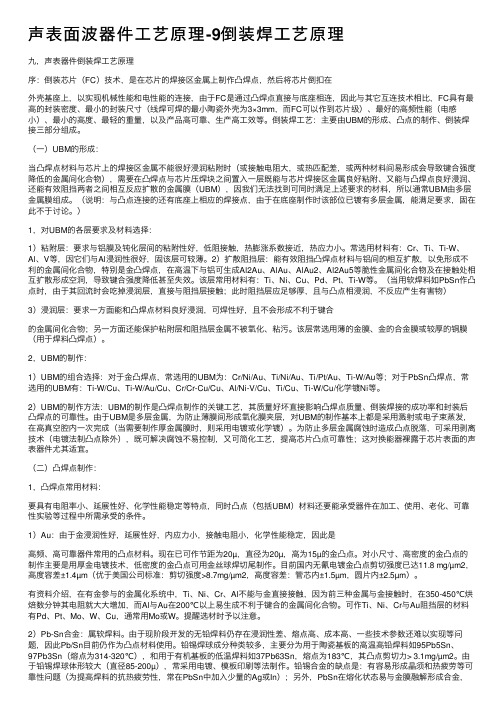
Temperature vs. Viscosity, Flow Rate
3
2.5
2
1.5
80-100°C is
1
recommended
0.5
0
60
80
100
120
PCB Prebake UF plasma clean
Underfill Underfill cure
Reduces underfill viscosity
By substrate topography
Flux residue
By moisture contamination
By cleaning residue
Major defects in Flipchip and UF
▶ Moisture Void
Major defects in Flipchip and UF
▷ Substrate type ▷ Plasma condition: Power (watt) & Time ▷ Heat block temperature ▷ Dispensing pattern
Causes
Countermeasures
Because of weak interaction
Why use flip chip?
Smallest Size Highest Performance Greatest I/O Flexibility Most Rugged Lowest Cost
Process flow of Super FC
FOL 2 (Memory)
Wafer Backgrind 2 Wafer Mount 2 Wafer Saw 2
半导体fc工艺
半导体fc工艺哎呀,半导体FC工艺,这玩意儿听起来就挺高大上的,不过别急,我今儿个就给你聊聊这个,保证让你听得明明白白,还能乐呵乐呵的。
话说,这半导体工艺啊,就像做蛋糕一样,得一层一层来。
FC工艺呢,就是其中的一个步骤,全名叫“Flip Chip”工艺,直译过来就是“翻转芯片”。
这名字听起来是不是有点搞笑?芯片还能翻转?别急,听我慢慢道来。
首先,这FC工艺,其实就是把芯片的底部金属焊盘翻转过来,直接和电路板连接的一种技术。
这就好比你把一张纸翻过来,然后在背面写上字一样。
不过,这芯片可比纸复杂多了,它上面密密麻麻的都是电路,一不小心,那可就全乱套了。
我记得有一次,我在实验室里,亲眼目睹了这FC工艺的全过程。
那是个阳光明媚的下午,实验室里静悄悄的,只有机器运转的声音。
我看着那些工程师,他们一个个都穿着白大褂,戴着手套,眼睛盯着显微镜,手里拿着那些比米粒还小的芯片,小心翼翼地翻转、焊接。
那场景,简直就像是在做一场精细的手术。
我看着他们,心里不由得佩服。
这FC工艺,可不仅仅是翻转那么简单,它还得保证芯片和电路板之间的连接完美无缺。
这就好比你在纸上写字,不仅要写得好看,还不能写错一个字。
而且,这FC工艺还有个特别的地方,就是它用的是一种叫做“焊球”的东西。
这些焊球,就像是一个个小小的金色珠子,它们在高温下融化,然后迅速凝固,把芯片和电路板牢牢地粘在一起。
这个过程,就像是在做糖葫芦,只不过这糖葫芦不是给人吃的,而是给机器用的。
说到这,我突然想起了小时候,妈妈给我做的糖葫芦。
那时候,我总是站在厨房门口,看着妈妈把一颗颗山楂串起来,然后裹上糖浆。
那糖浆在锅里咕嘟咕嘟地冒着泡,散发出诱人的香味。
我那时候就想,这半导体FC工艺,是不是也有点像做糖葫芦呢?你看,这FC工艺,虽然听起来高大上,但其实它的原理和我们日常生活中的一些事情还挺相似的。
它就像是一场精细的手术,也像是在做糖葫芦。
虽然我们可能不会亲手去做,但了解它的过程,也能感受到科技的魅力和乐趣。
4第二章 互连技术FCB

2.4 倒装焊技术(FCB)2.4.1 FCB2.4.4 C42.4.5倒装焊接机简介*微组装工艺*一、FCB技术2.4.1FCB技术及特点倒装焊(FCB)是芯片与基板直接安装互连的一种方法。
在芯片连接的地方制作出突起的焊点,在后期操作中直接将芯片的焊点与基板的焊区形成连接。
WB和TAB互连法通常那是芯片面朝上安装互连、而FCB则是芯片面朝下,芯片上的焊区直接与基板上的焊区互连。
*微组装工艺*制作的凸点芯片既可以用于在厚膜陶瓷基板上进行FCB,又可以在薄膜陶瓷或Si基板上进行FCB,还可以在PCB上直接将芯片进行FCB。
使用FCB的基板一般有:陶瓷、Si基板、PCB环氧树脂基板。
Samples with Different DimensionsPCB 上不同尺寸倒装焊样品Flip Chip on Flexible substrate 在软质底板上倒装焊*微组装工艺*基板芯片表面互连线基板表面互连线凸点基板芯片表面互连线基板表面互连线*微组装工艺*二、发展历史1964倒装芯片出现;1969年,IBM公司C4技术(可控塌陷技术);至今,已广泛应用于SIP,MCM,微处理器,硬盘驱动器以及RFID等领域。
*微组装工艺*三、FCB技术的优缺点优点:FCB的互连线非常短。
互连产生的杂散电容、互连电阻和互连电感均比WB和TAB小得多,从而更适合高频、高速的电子产品应用;FCB芯片安装互连占的基板面积小.因而芯片安装密度高。
此外,FCB芯片焊区可面阵布局、更适合高I/O数的LSI、VLSI芯片使用;芯片的安装、互连是同时完成的,这就大大简化了安装互连工艺,快速、省时,适于使用先进的SMT 进行工业化大批量生产。
*微组装工艺*缺点:芯片面朝下安装互连,会给工艺操作带来一定难度,焊点检查困难(只能使用红外线和X光检查); 在芯片焊区一般要制作凸点,增加了芯片的制作工艺流程和成本;倒装焊同各材料间的匹配所产生的应力问题也需要很好地解决等。
FC、BGA、CSP三种封装技术。

最早的表面安装技术——倒装芯片封装技术(FC)形成于20世纪60年代,同时也是最早的球栅阵列封装技术(BGA)和最早的芯片规模封装技术(CSP)。
倒装芯片封装技术为1960年IBM公司所开发,为了降低成本,提高速度,提高组件可靠性,FC使用在第1层芯片与载板接合封装,封装方式为芯片正面朝下向基板,无需引线键合,形成最短电路,降低电阻;采用金属球连接,缩小了封装尺寸,改善电性表现,解决了BGA为增加引脚数而需扩大体积的困扰。
再者,FC通常应用在时脉较高的CPU或高频RF上,以获得更好的效能,与传统速度较慢的引线键合技术相比,FC更适合应用在高脚数、小型化、多功能、高速度趋势IC的产品中。
随着电子封装越来越趋于向更快、更小、更便宜的方向发展,要求缩小尺寸、增加性能的同时,必须降低成本。
这使封装业承受巨大的压力,面临的挑战就是传统SMD封装技术具有的优势以致向我们证实一场封装技术的革命。
2 IBM的FCIBM公司首次成功地实施直接芯片粘接技术(DCA),把铜球焊接到IC焊盘上,就像当今的BGA 封装结构。
图1示出了早期固态芯片倒装片示意图。
IBM公司继续采用铜球技术并寻求更高生产率的方法,最终选择的方案为锡-铅焊料的真空淀积。
为了形成被回流焊进入球凸点的柱状物,应通过掩模使焊料淀积。
由于淀积是在圆片级状况下完成的,因而此过程获得了良好的生产率。
这种凸点倒装芯片被称为C4技术(可控塌陷芯片连接)一直在IBM公司和别的生产厂家使用几十年,并保持着高的可靠性记录。
虽然C4在更快和更小方面显得格外突出,但是呈现出更节省成本方面的不足。
与C4相关的两个重要的经济问题是:形成凸点的成本和昂贵的陶瓷电路的各项要求。
然而,正确的形成凸点技术及连接技术能够提供更进一步探求较低成本的因素。
3 形成凸点技术凸点形成技术分为几个简单的类型,即淀积金属、机械焊接、基于聚合物的胶粘剂以及别的组合物。
最初的C4高铅含量焊料凸点,熔点在300℃以上,被低共熔焊料和胶粘剂代替,从而使压焊温度下降到易于有机PCB承受的范围。
芯片键合技术之FCB

倒装芯片(FCB)
3.无铅化的凸点技术
倒装芯片(FCB)
3.无铅化的凸点技术
概述
概述
倒装芯片(FCB)
1.发展历史 2.关键技术
芯片凸点的制作技术 凸点芯片的倒装焊 底部填充
3.无铅化的凸点技术
倒装芯片(FCB) 1. 发展历史
1964倒装芯片出现; 1969年,IBM公司C4技术(可控塌陷技术); 至今,已广泛应用于SIP,MCM,微处理器,硬盘驱动器以及RFID等领域。
倒装芯片(FCB)
2.关键技术
(2)凸点芯片的倒装焊 各向异性导电胶(ACA、ACF)
倒装芯片(FCB)
2.关键技术
(3)底部填充
倒装芯片(FCB)
2.关键技术
(3)底部填充
倒装芯片(FCB)
2.关键技术
(3)底部填充 填料要求:
倒装芯片(FCB)
2.关键技术
(3)底部填充
毛细作用!!!
倒装芯片(FCB)
倒装芯片(FCB)
2.关键技术
(1)芯片凸点的制作技术
倒装芯片(FCB)
2.关键技术
(2)凸点芯片的倒装焊 倒装焊互连基板的金属焊区要求: 焊区与芯片凸点金属具有良好的浸润性; 基板焊区:Ag/Pd、Au、Cu(厚膜) Au、Ni、Cu(薄膜)
倒装芯片(FCB)
2.关键技术
(2)凸点芯片的倒装焊 热压焊倒装焊法
倒装芯片(FCB)2.关源自技术(1)芯片凸点的制作技术 SBB(stud Bump Bonding); 溅射丝网印刷技术; 电镀凸点制作技术; 化学镀UBM/丝网印刷凸点制作技术; 聚合物凸点.
倒装芯片(FCB)
倒装工艺FC和扇出工艺FOWLP第二部分
2.4 Flip Chip Assembly基本上,有两组倒装芯片组件:一组在焊盘/走线之间有一个中间层,另一组则没有,即一无所有。
带有中间层的倒装芯片组件,例如用于大批量生产的焊料和由TCB制成的带有焊料盖的Cu柱,被称为间接键合,这是本章的重点。
因此,在芯片/晶圆上的键合焊盘/迹线之间没有任何东西的Cu-Cu扩散键合称为直接键合。
2.4.1 Cu-to-Cu TCB Direct Bonding铜到铜的扩散结合可以减小到超细间距和焊盘尺寸(焊盘之间的间距为5 µm或更小)。
为了减少形成会严重影响键合质量和可靠性的天然氧化物的趋势,Cu-to-Cu是一种TCB,通常在高温高压下和较长的处理时间下运行[99-101],这不利于吞吐量和设备可靠性。
另一方面,在室温下[102-108]的铜对铜键合可实现最高的吞吐量和最少的器件可靠性问题,并且成本非常低。
然而,室温粘合的缺点是对(a)焊盘/走线/晶圆平面化,(b)表面处理以确保光滑的亲水性表面以实现高质量粘合的严格要求,以及(c)洁净室等级(非常高)。
需要)。
Cu-to-Cu TCB主要用于晶圆对晶圆(W2W)组装工艺,尚不在大规模生产中,因此,在本章结尾进行了讨论。
2.4.2 C4 Solder Mass Reflow焊料回流已用于倒装芯片组装近50年了。
大多数的焊料C4凸块都大量回流在硅,陶瓷或有机基板上。
组装过程非常简单,图2.16a:(i)使用lookup 和lookupcamera来识别芯片上凸块和基板上焊盘的位置;(ii)在C4凸块或衬底上,或在两者上都使用助焊剂;(iii)拾取C4凸块并将其放置在基板上,然后随温度H回流。
由于回流期间C4焊料凸块的表面张力,该过程非常坚固(自对准)。
图2.17显示了iPhone6 Plus(2015年9月)的横截面。
可以看出,A9应用处理器以PoP格式安装,并且将焊有凸点的倒装芯片大量倒装在2-2-2有机封装基板上。
倒装芯片技术分析

倒装芯片技术分析摘要倒装芯片封装技术(fc)是由ibm公司在上个世纪60年代开发的,即将芯片正面朝下向基板进行封装。
本文论述了倒装芯片技术的优点,并对其凸点形成技术、测试技术、压焊技术和下填充技术进行了分析,为倒装芯片技术的发展提供借鉴。
关键词倒装芯片技术;优点;凸点技术;测试技术;压焊技术;下填充技术中图分类号tn43 文献标识码a 文章编号1674-6708(2010)25-0169-020 引言倒装芯片封装技术(fc)是由ibm公司在上个世纪60年代开发的,即将芯片正面朝下向基板进行封装。
15年前,几乎所有封装采用的都是引线键合,如今倒装芯片技术正在逐步取代引线键合的位置,这种封装方式无需引线键合,因此可以形成最短电路,从而降低电阻;并且采用金属球进行连接可以缩小封装尺寸,改善电性表现,从而解决了bga为增加引脚数而需扩大体积的困扰。
采用倒装芯片封装技术可以降低生产成本,提高速度及组件的可靠性。
1 倒装芯片技术的优点1.1 完整性、可靠性强倒装芯片相当于一个完全封装的芯片,它是由锡球下的冶金与芯片钝化层密封的,并提供下一级封装的内连接结构。
将一个构造合理的倒装芯片安装在适当载体上用于内连接,即使没有其他灌封,该载体也可以满足所有可靠性要求。
1.2 自我对准能力强在锡球回流时,焊锡受表面张力的作用,可以自动纠正芯片微小的对准偏差,从而提供了装配制造的合格率。
同时倒装芯片技术也提供低电感,在高频应用中起到至关重要的作用。
1.3 将电源带入芯片的每个象限倒装芯片技术可以将电源带入芯片的每个象限,即在整个芯片面积上,其电流是均匀分布的。
1.4 成本低廉倒装芯片技术消除了封装并减小了芯片的尺寸,因此节省了硅的使用量,降低了制作成本。
2 倒装芯片技术分析2.1 形成凸点技术凸点形成技术可以分为淀积金属、机械焊接、基于聚合物的胶粘剂等几个类型。
1)金属电镀技术一般是在电镀槽里,把基片当作阴极,利用静态电流或者脉冲电流来完成焊料的电镀。
fcbga封装流程介绍
fcbga封装流程介绍英文回答:Flip Chip Ball Grid Array (FCBGA) Packaging Process.The flip chip ball grid array (FCBGA) packaging process is a type of surface-mount technology (SMT) that is used to package integrated circuits (ICs). In the FCBGA process,the IC is flipped upside down and mounted on a substratewith solder balls connecting the IC to the substrate.The FCBGA packaging process begins with the fabrication of the IC. The IC is typically fabricated on a silicon wafer, and the individual ICs are then diced from the wafer. The ICs are then cleaned and prepared for assembly.The next step in the FCBGA packaging process is toapply solder balls to the IC. The solder balls aretypically made of a lead-tin alloy, and they are applied to the IC using a stencil printing process. The solder ballsare then reflowed, which melts the solder and forms a connection between the IC and the substrate.The IC is then placed on the substrate, and the solder balls are reflowed again. This step forms a permanent connection between the IC and the substrate.The final step in the FCBGA packaging process is to encapsulate the IC. The encapsulation material is typically a plastic or ceramic compound, and it is applied to the IC using a molding process. The encapsulation material protects the IC from the environment and providesstructural support.中文回答:倒装芯片球栅阵列(FCBGA)封装流程。
FC、BGA、CSP三种封装技术。
FC、BGA、CSP三种封装技术。
最早的表面安装技术——倒装芯片封装技术(FC)形成于20世纪60年代,同时也是最早的球栅阵列封装技术(BGA)和最早的芯片规模封装技术(CSP)。
倒装芯片封装技术为1960年IBM公司所开发,为了降低成本,提高速度,提高组件可靠性,FC使用在第1层芯片与载板接合封装,封装方式为芯片正面朝下向基板,无需引线键合,形成最短电路,降低电阻;采用金属球连接,缩小了封装尺寸,改善电性表现,解决了BGA为增加引脚数而需扩大体积的困扰。
再者,FC通常应用在时脉较高的CPU或高频RF上,以获得更好的效能,与传统速度较慢的引线键合技术相比,FC更适合应用在高脚数、小型化、多功能、高速度趋势IC的产品中。
随着电子封装越来越趋于向更快、更小、更便宜的方向发展,要求缩小尺寸、增加性能的同时,必须降低成本。
这使封装业承受巨大的压力,面临的挑战就是传统SMD封装技术具有的优势以致向我们证实一场封装技术的革命。
2 IBM的FCIBM公司首次成功地实施直接芯片粘接技术(DCA),把铜球焊接到IC焊盘上,就像当今的BGA 封装结构。
图1示出了早期固态芯片倒装片示意图。
IBM公司继续采用铜球技术并寻求更高生产率的方法,最终选择的方案为锡-铅焊料的真空淀积。
为了形成被回流焊进入球凸点的柱状物,应通过掩模使焊料淀积。
由于淀积是在圆片级状况下完成的,因而此过程获得了良好的生产率。
这种凸点倒装芯片被称为C4技术(可控塌陷芯片连接)一直在IBM公司和别的生产厂家使用几十年,并保持着高的可靠性记录。
虽然C4在更快和更小方面显得格外突出,但是呈现出更节省成本方面的不足。
与C4相关的两个重要的经济问题是:形成凸点的成本和昂贵的陶瓷电路的各项要求。
然而,正确的形成凸点技术及连接技术能够提供更进一步探求较低成本的因素。
3 形成凸点技术凸点形成技术分为几个简单的类型,即淀积金属、机械焊接、基于聚合物的胶粘剂以及别的组合物。
声表面波器件工艺原理-9倒装焊工艺原理
声表⾯波器件⼯艺原理-9倒装焊⼯艺原理九,声表器件倒装焊⼯艺原理序:倒装芯⽚(FC)技术,是在芯⽚的焊接区⾦属上制作凸焊点,然后将芯⽚倒扣在外壳基座上,以实现机械性能和电性能的连接,由于FC是通过凸焊点直接与底座相连,因此与其它互连技术相⽐,FC具有最⾼的封装密度、最⼩的封装尺⼨(线焊可焊的最⼩陶瓷外壳为3×3mm,⽽FC可以作到芯⽚级)、最好的⾼频性能(电感⼩)、最⼩的⾼度、最轻的重量,以及产品⾼可靠、⽣产⾼⼯效等。
倒装焊⼯艺:主要由UBM的形成、凸点的制作、倒装焊接三部分组成。
(⼀)UBM的形成:当凸焊点材料与芯⽚上的焊接区⾦属不能很好浸润粘附时(或接触电阻⼤,或热匹配差,或两种材料间易形成会导致键合强度降低的⾦属间化合物),需要在凸焊点与芯⽚压焊块之间置⼊⼀层既能与芯⽚焊接区⾦属良好粘附、⼜能与凸焊点良好浸润、还能有效阻挡两者之间相互反应扩散的⾦属膜(UBM),因我们⽆法找到可同时满⾜上述要求的材料,所以通常UBM由多层⾦属膜组成。
(说明:与凸点连接的还有底座上相应的焊接点,由于在底座制作时该部位已镀有多层⾦属,能满⾜要求,固在此不于讨论。
)1,对UBM的各层要求及材料选择:1)粘附层:要求与铝膜及钝化层间的粘附性好,低阻接触,热膨涨系数接近,热应⼒⼩。
常选⽤材料有:Cr、Ti、Ti-W、Al、V等,因它们与Al浸润性很好,固该层可较薄。
2)扩散阻挡层:能有效阻挡凸焊点材料与铝间的相互扩散,以免形成不利的⾦属间化合物,特别是⾦凸焊点,在⾼温下与铝可⽣成Al2Au、AlAu、AlAu2、Al2Au5等脆性⾦属间化合物及在接触处相互扩散形成空洞,导致键合强度降低甚⾄失效。
该层常⽤材料有:Ti、Ni、Cu、Pd、Pt、Ti-W等。
(当⽤软焊料如PbSn作凸点时,由于其回流时会吃掉浸润层,直接与阻挡层接触;此时阻挡层应⾜够厚,且与凸点相浸润,不反应产⽣有害物)3)浸润层:要求⼀⽅⾯能和凸焊点材料良好浸润,可焊性好,且不会形成不利于键合的⾦属间化合物;另⼀⽅⾯还能保护粘附层和阻挡层⾦属不被氧化、粘污。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FC倒装芯片装配技术介绍器件的小型化高密度封装形式越来越多,如多模块封装(MCM)、系统封装(SiP)、倒装芯片(FC,Flip-Chip)等应用得越来越多。
这些技术的出现更加模糊了一级封装与二级装配之间的界线。
毋庸置疑,随着小型化高密度封装的出现,对高速与高精度装配的要求变得更加关键,相关的组装设备和工艺也更具先进性与高灵活性。
由于倒装芯片比BGA或CSP具有更小的外形尺寸、更小的球径和球间距、它对植球工艺、基板技术、材料的兼容性、制造工艺,以及检查设备和方法提出了前所未有的挑战。
倒装芯片的发展历史倒装芯片的定义什么器件被称为倒装芯片?一般来说,这类器件具备以下特点:1. 基材是硅;2. 电气面及焊凸在器件下表面;3. 球间距一般为4-14mil、球径为2.5-8mil、外形尺寸为1-27mm;4. 组装在基板上后需要做底部填充。
其实,倒装芯片之所以被称为“倒装”,是相对于传统的金属线键合连接方式(Wire Bonding)与植球后的工艺而言的。
传统的通过金属线键合与基板连接的芯片电气面朝上(图1),而倒装芯片的电气面朝下(图2),相当于将前者翻转过来,故称其为“倒装芯片”。
在圆片(Wafer)上芯片植完球后(图3),需要将其翻转,送入贴片机,便于贴装,也由于这一翻转过程,而被称为“倒装芯片”。
倒装芯片的历史及其应用倒装芯片在1964年开始出现,1969年由IBM发明了倒装芯片的C4工艺(Controlled Collapse Chip Connection,可控坍塌芯片联接)。
过去只是比较少量的特殊应用,近几年倒装芯片已经成为高性能封装的互连方法,它的应用得到比较广泛快速的发展。
目前倒装芯片主要应用在Wi- Fi、SiP、MCM、图像传感器、微处理器、硬盘驱动器、医用传感器,以及RFID等方面(图5)。
与此同时,它已经成为小型I/O应用有效的互连解决方案。
随着微型化及人们已接受SiP,倒装芯片被视为各种针脚数量低的应用的首选方法。
从整体上看,其在低端应用和高端应用中的采用,根据TechSearch International Inc对市场容量的预计,焊球凸点倒装芯片的年复合增长率(CAGR)将达到31%。
倒装芯片应用的直接驱动力来自于其优良的电气性能,以及市场对终端产品尺寸和成本的要求。
在功率及电信号的分配,降低信号噪音方面表现出色,同时又能满足高密度封装或装配的要求。
可以预见,其应用会越来越广泛。
倒装芯片的组装工艺流程一般的混合组装工艺流程在半导体后端组装工厂中,现在有两种模块组装方法。
在两次回流焊工艺中,先在单独的SMT生产线上组装SMT器件,该生产线由丝网印刷机、贴片机和第一个回流焊炉组成。
然后再通过第二条生产线处理部分组装的模块,该生产线由倒装芯片贴片机和回流焊炉组成。
底部填充工艺在专用底部填充生产线中完成,或与倒装芯片生产线结合完成。
倒装芯片的装配工艺流程介绍相对于其它的IC器件,如BGA、CSP等,倒装芯片装配工艺有其特殊性,该工艺引入了助焊剂工艺和底部填充工艺。
因为助焊剂残留物(对可靠性的影响)及桥连的危险,将倒装芯片贴装于锡膏上不是一种可采用的装配方法。
业内推出了无需清洁的助焊剂,芯片浸蘸助焊剂工艺成为广泛使用的助焊技术。
目前主要的替代方法是使用免洗助焊剂,将器件浸蘸在助焊剂薄膜里让器件焊球蘸取一定量的助焊剂,再将器件贴装在基板上,然后回流焊接;或者将助焊剂预先施加在基板上,再贴装器件与回流焊接。
助焊剂在回流之前起到固定器件的作用,回流过程中起到润湿焊接表面增强可焊性的作用。
倒装芯片焊接完成后,需要在器件底部和基板之间填充一种胶(一般为环氧树酯材料)。
底部填充分为于“毛细流动原理”的流动性和非流动性(No-follow)底部填充。
上述倒装芯片组装工艺是针对C4器件(器件焊凸材料为SnPb、SnAg、SnCu或SnAgCu)而言。
另外一种工艺是利用各向异性导电胶(ACF)来装配倒装芯片。
预先在基板上施加异性导电胶,贴片头用较高压力将器件贴装在基板上,同时对器件加热,使导电胶固化。
该工艺要求贴片机具有非常高的精度,同时贴片头具有大压力及加热功能。
对于非C4器件(其焊凸材料为Au或其它)的装配,趋向采用此工艺。
这里,我们主要讨论C4工艺,下表列出的是倒装芯片植球(Bumping)和在基板上连接的几种方式。
倒装倒装芯片几何尺寸可以用一个“小”字来形容:焊球直径小(小到0.05mm),焊球间距小(小到0.1mm),外形尺寸小(1mm2)。
要获得满意的装配良率,给贴装设备及其工艺带来了挑战,随着焊球直径的缩小,贴装精度要求越来越高.目前12μm甚至10μm的精度越来越常见。
贴片设备照像机图形处理能力也十分关键,小的球径小的球间距需要更高像素的像机来处理。
随着时间推移,高性能芯片的尺寸不断增大,焊凸(Solder Bump)数量不断提高,基板变得越来越薄,为了提高产品可靠性底部填充成为必须。
对贴装压力控制的要求考虑到倒装芯片基材是比较脆的硅,若在取料、助焊剂浸蘸过程中施以较大的压力容易将其压裂,同时细小的焊凸在此过程中也容易压变形,所以尽量使用比较低的贴装压力,一般要求在150g左右。
对于超薄形芯片,如0.3mm,有时甚至要求贴装压力控制在35g。
对贴装精度及稳定性的要求对于球间距小到0.1mm的器件,需要怎样的贴装精度才能达到较高的良率?基板的翘曲变形,阻焊膜窗口的尺寸和位置偏差,以及机器的精度等,都会影响到最终的贴装精度。
关于基板设计和制造的情况对于贴装的影响,我们在此不作讨论,这芯片装配工艺对贴装设备的要求里我们只是来讨论机器的贴装精度。
为了回答上面的问题,我们来建立一个简单的假设模型:1.假设倒装芯片的焊凸为球形,基板上对应的焊盘为圆形,且具有相同的直径;2.假设无基板翘曲变形及制造缺陷方面的影响;3.不考虑Theta和冲击的影响;4.在回流焊接过程中,器件具有自对中性,焊球与润湿面50%的接触在焊接过程中可以被“拉正”。
那么,基于以上的假设,直径25μm的焊球如果其对应的圆形焊盘的直径为50μm时,左右位置偏差(X 轴)或前后位置偏差(Y轴)在焊盘尺寸的50%,焊球都始终在焊盘上(图9)。
对于焊球直径为25μm 的倒装芯片,工艺能力Cpk要达到1.33的话,要求机器的最小精度必须达到12μm@3sigma.对照像机和影像处理技术的要求要处理细小焊球间距的倒装芯片的影像,需要百万像素的数码像机。
较高像素的数码像机有较高的放大倍率,但是,像素越高视像区域(FOV)越小,这意味着大的器件可能需要多次“拍照”。
照像机的光源一般为发光二极管,分为侧光源、前光源和轴向光源,并可以单独控制。
倒装芯片的的成像光源采用侧光、前光,或两者结合。
那么,对于给定器件如何选择像机呢?这主要依赖图像的算法。
譬如,区分一个焊球需要N个像素,则区分球间距需要2N个像素。
以环球仪器的贴片机上Magellan数码像机为例,其区分一个焊球需要4个像素,我们用来看不同的焊球间隙所要求的最大的像素应该是多大,这便于我们根据不同的器件来选择相机,假设所有的影像是实际物体尺寸的75%。
倒装芯片基准点(Fiducial)的影像处理与普通基准点相似。
倒装芯片的贴装往往除整板基准点外(Global fiducial)会使用局部基准点(Local fiducial),此时的基准点会较小(0.15—1.0mm),像机的选择参照上面的方法。
对于光源的选择需要斟酌,一般贴片头上的相机光源都是红光,在处理柔性电路板上的基准点时效果很差,甚至找不到基准点,其原因是基准点表面(铜)的颜色和基板颜色非常接近,色差不明显。
如果使用环球仪器的蓝色光源专利技术就很好的解决了此问题。
吸嘴的选择由于倒装芯片基材是硅,上表面非常平整光滑,最好选择头部是硬质塑料材料具多孔的ESD吸嘴。
如果选择头部为橡胶的吸嘴,随着橡胶的老化,在贴片过程中可能会粘连器件,造成贴片偏移或带走器件。
对助焊剂应用单元的要求助焊剂应用单元是控制助焊剂浸蘸工艺的重要部分,其工作的基本原理就是要获得设定厚度的稳定的助焊剂薄膜,以便于器件各焊球蘸取的助焊剂的量一致。
要精确稳定的控制助焊剂薄膜的厚度,同时满足高速浸蘸的要求,该助焊剂应用单元必须满足以下要求:1. 可以满足多枚器件同时浸蘸助焊剂(如同时浸蘸4或7枚)提高产量;2. 助焊剂用单元应该简单、易操作、易控制、易清洁;3. 可以处理很广泛的助焊剂或锡膏,适合浸蘸工艺的助焊剂粘度范围较宽,对于较稀和较粘的助焊剂都要能处理,而且获得的膜厚要均匀;4. 蘸取工艺可以精确控制,浸蘸的工艺参数因材料的不同而会有差异,所以浸蘸过程工艺参数必须可以单独控制,如往下的加速度、压力、停留时间、向上的加速度等。
对供料器的要求要满足批量高速高良率的生产,供料技术也相当关键。
倒装芯片的包装方式主要有这么几种:2×2或4×4英JEDEC盘、200mm或300mm圆片盘(Wafer)、还有卷带料盘(Reel)。
对应的供料器有:固定式料盘供料器(Stationary tray feeder),自动堆叠式送料器(Automated stackable feeder),圆片供料器(Wafer feeder),以及带式供料器。
所有这些供料技术必须具有精确高速供料的能力,对于圆片供料器还要求其能处理多种器件包装方式,譬如:器件包装可以是JEDEC盘、或裸片,甚至完成芯片在机器内完成翻转动作。
我们来举例说明几种供料器. Unovis的裸晶供料器(DDF Direct Die Feeder)特点:• 可用于混合电路或感应器、多芯片模组、系统封装、RFID和3D装配• 圆片盘可以竖着进料、节省空间,一台机器可以安装多台DDF• 芯片可以在DDF内完成翻转• 可以安装在多种贴片平台上,如:环球仪器、西门子、安必昂、富士对板支撑及定位系统的要求有些倒装芯片是应用在柔性电路板或薄型电路板上,这时候对基板的平整支撑非常关键。
解决方案往往会用到载板和真空吸附系统,以形成一个平整的支撑及精确的定位系统,满足以下要求:1.基板Z方向的精确支撑控制,支撑高度编程调节;2.提供客户化的板支撑界面;3.完整的真空发生器;4.可应用非标准及标准载板。
回流焊接及填料固化后的检查对完成底部填充以后产品的检查有非破坏性检查和破坏性检查,非破坏性的检查有• 利用光学显微镜进行外观检查,譬如检查填料在器件侧面爬升的情况,是否形成良好的边缘圆角,器件表面是否有脏污等• 利用X射线检查仪检查焊点是否短路,开路,偏移,润湿情况,焊点内空洞等• 电气测试(导通测试),可以测试电气联结是否有问题。
对于一些采用菊花链设计的测试板,通过通断测试还可以确定焊点失效的位置• 利用超声波扫描显微镜(C-SAM)检查底部填充后其中是否有空洞、分层,流动是否完整破坏性的检查可以对焊点或底部填料进行切片,结合光学显微镜,金相显微镜或电子扫描显微镜和能谱分析仪(SEM/EDX),检查焊点的微观结构,例如,微裂纹/微孔,锡结晶,金属间化合物,焊接及润湿情况,底部填充是否有空洞、裂纹、分层、流动是否完整等。